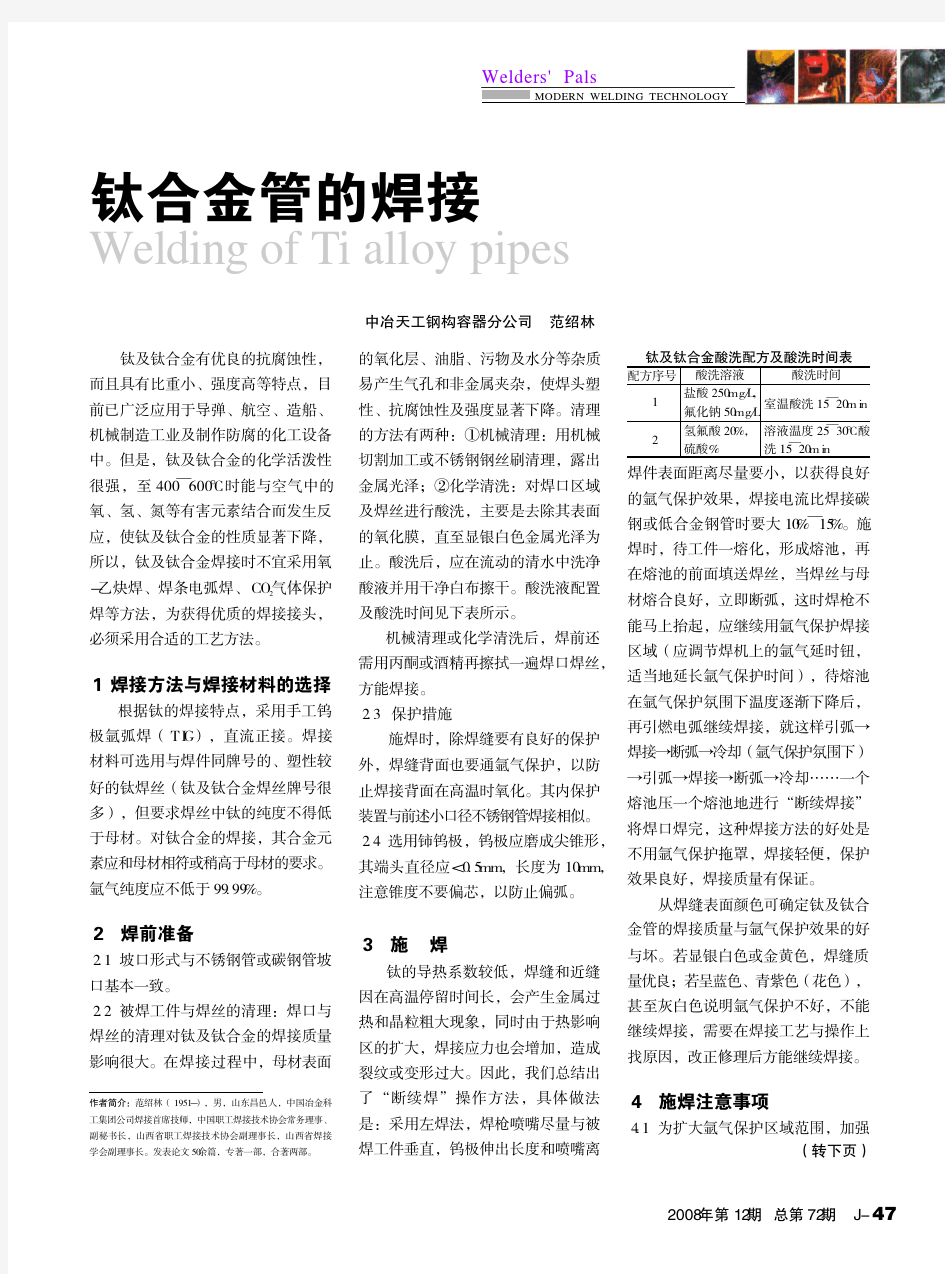
文件编号:TP-AR-L8424 In Terms Of Organization Management, It Is Necessary To Form A Certain Guiding And Planning Executable Plan, So As To Help Decision-Makers To Carry Out Better Production And Management From Multiple Perspectives. (示范文本) 编制:_______________ 审核:_______________ 单位:_______________ 钛及钛合金焊接工艺分 析正式样本
钛及钛合金焊接工艺分析正式样本 使用注意:该解决方案资料可用在组织/机构/单位管理上,形成一定的具有指导性,规划性的可执行计划,从而实现多角度地帮助决策人员进行更好的生产与管理。材料内容可根据实际情况作相应修改,请在使用时认真阅读。 随着科学技术的飞速发展和人们生活水平的不断提高,当前人们逐渐对钛合金焊接技术的应用重视起来。众所周知,钛和钛合金焊接工艺是我们在进行焊接工作中的重点焊接环节,因为钛的比强度相对较高,且钛的耐海水性以及耐低温性也比较高,与此同时,钛也具有无磁透声等和防抗击震动等优点。本文针对当前钛及钛合金焊接形状,对钛及钛合金具体焊接工艺进行详细分析和阐述,希望为我国焊接行业的发展贡献出一份力量。 广义来讲,钛及钛合金是以建筑结构材料形式产生的,同时由于钛及钛合金密度小以及抗拉强度相对
较高等特点现已倍受青睐。而在300摄氏度到500摄氏度的高温状态下,钛合金金属材料仍具有足够高的强度,并且钛及钛合金具有优良抗腐蚀性,被多用于船只建造。 钛及钛合金焊接工艺特点分析 工业纯钛的抗拉强度普遍偏低,要想使得工业纯钛强度达到标准要求,就得对其进行合金元素施加,对工业纯钛进行不同种类元素和不同数量元素的施加会使工业纯钛产生三种不同类型的钛合金。其中,Ti-230材质的钛合金较为常用,一般加力燃烧室滚动轴承通常是由相应支撑环组件和加强环焊接组件共同构成。 钛及钛合金焊接组织和钛及钛合金相关焊接缺陷详述 2.1.钛及钛合金焊接组织
铁铝铜钛合金的焊接方法 低碳钢含碳量少,塑性好,可以制备成各种形式的接头和构件。在焊接过程中,不容易产生淬硬组织,产生裂纹的倾向也很小,同时又不容易产生气孔,它是最好焊的材料。采用气焊、手工电弧焊、埋弧自动焊、气体保护焊等方法焊接低碳钢,都能获得良好的焊接接头。采用气焊时不要长时间加热,否则热影响区的晶粒容易变大。在接头刚度很大,周围气温较低时,应把工件预热到100~150℃,以免产生裂纹。 如何焊接中碳钢? 由于中碳钢含碳量较高,焊缝及其热影响区容易产生淬硬组织而造成裂纹,所以焊前应预热到300℃左右,并且焊后需要缓冷。它可以采用气焊、手弧焊及气体保护焊等方法施焊。焊接材料应选用结506、结507等抗裂纹性能比较好的焊条。 如何焊接铝及铝合金? 铝及铝合金在焊接中特别容易产生比重大、熔点高的氧化膜,这种氧化膜还能吸附大量的水分,因此在焊接中容易产生夹渣,熔合不好和气孔等缺陷,此外铝合金还容易产生热裂纹。焊接铝及铝合金可以采用气焊或手弧焊。但气焊热量不集中,铝传热很快,所以生产效率低,工件变形大,除薄板外很少采用。 目前大量采用交流氩弧焊的方法来焊接铝及铝合金,因为它热量集中,焊缝美观,变形小,有氩气保护,能防止夹渣和气孔。如采用手工电弧焊焊铝,适合4mm以上的厚板。所用焊条牌号为铝109、铝
209、铝309。它们都属盐基型焊条,稳弧性能不好,要求用直流反接电源。 如何焊接钛及钛合金? 钛是非常活泼的元素,在液态和高于600℃的固态下,极易和氧、氮、氢等气体作用,生成有害的杂质,使钛发生脆化。因此,钛及钛合金不能采用氧-乙炔气焊、手工电弧焊或其它气体保护焊,而只能采用氩弧焊,真空电子束焊和接触焊等方法。采用氩弧焊焊3mm以下的薄板,电源用直流正接、氩气纯度不低于99.98%,喷嘴要尽量靠近工件,焊接电流要小,焊接速度要快,焊后一般要进行低温退火处理,以改善结晶组织和消除焊接应力。 如何焊接铜及铜合金? 铜及铜合金的焊接有许多困难,因为它们的导热性特别好,所以容易造成焊不透和熔合不好等缺陷。焊后工件要产生较大的变形,焊缝及熔合区也容易产生裂纹和大量的气孔。接头的机械性能,尤其是塑性和韧性都低于母材。 焊接紫铜可以采用气焊,但效率太低、变形大,而且还要预热到400℃以上,劳动条件也不好。手工电弧焊可用铜107或铜227的焊条,电源用直流反接,电弧尽量压低,采用直线往返形运条法,以改善焊缝成形。 焊后锤击焊缝,以改善焊缝质量。若采用钨极氩弧焊,可获得高质量的焊接接头,并能减少焊件变形。焊丝用丝201,如用紫铜线T2,还要配用焊剂301.电源采用直流正接。焊接对工件和焊丝要认真清
简述钛钢复合板的焊接技术 钛有第三金属”之称,有高的比强度,良好的塑韧性和耐腐蚀性,已被广泛应用在航空航天、造船及化学工业中。正是由于材料本身及焊接的特殊性,以及钛钢复合板焊接属于比较新的施工领域,施工措施还不成熟、不完善,致使现场焊接施工中经常会出现质量问题。 一、焊接方法的选择 由于钛钢复合板基层钢材质为Q235钢,焊接工艺已经相当成熟稳定,因此可用多种焊接方法,焊条电弧焊、CO2气体保护焊以及焊条电弧焊/埋弧焊。但考虑到现场实际施工问题,焊条电弧焊效率比较低,还要专门清理熔渣;采用焊条电弧焊/埋弧焊方法,需要焊条电弧焊打底,增加工序,且由于埋弧焊焊接参数较大容易击穿打底层,焊接质量难以保证,而且热影响区较大,会对附近复合区钛板造成一定负面影响;CO2气体保护焊为半自动化操作,而且减少了中间环节,大大提高了焊接施工效率,有利于保证施工进度和焊接质量。但由于CO2气体保护焊产生的飞溅较大,因此建议使用Ar CO2气体的混合气体。 钛钢复合板焊接采用钨极氩弧焊,施工的关键点在于钛板的焊接。一般现场为钛填条搭接焊,钛填条厚度为1.5mm,钛板厚度为1.2mm。由于钛元素在元素周期表中属于过渡元素,具有一定的化学活性。光洁的钛板在常温下就能与空气中的氧发生反应,并且随温度的升高活性增加,达到250℃时开始吸氢,400℃时开始吸氧,600℃时开始吸收氮元素,与氢、氧、氮元素发生反应,生成各种钛化合物。或溶解于钛晶粒组织中,形成间隙固溶体,改变金属晶格,降低钛板的力学性能和使用性能。为此,在钛板焊接的过程中,必须做好钛板、钛填条、钛焊丝的清理和焊接过程中的防护工作。 二、焊接参数选择 焊接参数选择也会对钛焊缝及热影响区组织产生很大影响。由于钛金属具有熔点高、热容量大和导热性差等特性,如果选择焊接参数较大,热输入量多,会造成高温热影响区较宽,高温停留时间较长,致使焊缝和热影响区晶粒粗大,甚至出现钛板与基层钢互溶。两者互溶所产生的中间化合物是脆性组织,破坏和改变了原有金属晶格,是焊缝中的应力集中点和薄弱环节,增加焊缝脆性,降低了焊缝的塑韧性以及屈服强度、抗拉强度,使钛钢复合板焊缝的力学性能急剧下降。焊缝及热影响区在冷却过程中转变为针状组织,导致焊接接头塑性下降。热输入量过大,如果防护措施不当,焊缝及热影响区暴露于空气中就会导致氧化变色,降低或无法满足使用要求;反之电流过小,则无法保证焊缝熔合性,使热影响区淬硬,不利于氢的逸出,增大了冷裂倾向,而且施工进度比较慢。因此,焊接电流的选择必须合理、实用。现场施工推荐使用电流为110~150A,氩气流量为10~14L/m i n。在钛填条的焊接过程中,焊缝及热影响区的氧化变色及裂纹的产生是经常出现的问题。氧化变色主要是钛表面温度过高,钛元素活性增加,与空气中的氧在接触过程中发生反应。由于氧化程度不同,表现出的表面颜
解决方案编号:YTO-FS-PD488 钛及钛合金焊接工艺分析通用版 The Problems, Defects, Requirements, Etc. That Have Been Reflected Or Can Be Expected, And A Solution Proposed T o Solve The Overall Problem Can Ensure The Rapid And Effective Implementation. 标准/ 权威/ 规范/ 实用 Authoritative And Practical Standards
钛及钛合金焊接工艺分析通用版 使用提示:本解决方案文件可用于已经体现出的,或者可以预期的问题、不足、缺陷、需求等等,所提出的一个解决整体问题的方案(建议书、计划表),同时能够确保加以快速有效的执行。文件下载后可定制修改,请根据实际需要进行调整和使用。 随着科学技术的飞速发展和人们生活水平的不断提高,当前人们逐渐对钛合金焊接技术的应用重视起来。众所周知,钛和钛合金焊接工艺是我们在进行焊接工作中的重点焊接环节,因为钛的比强度相对较高,且钛的耐海水性以及耐低温性也比较高,与此同时,钛也具有无磁透声等和防抗击震动等优点。本文针对当前钛及钛合金焊接形状,对钛及钛合金具体焊接工艺进行详细分析和阐述,希望为我国焊接行业的发展贡献出一份力量。 广义来讲,钛及钛合金是以建筑结构材料形式产生的,同时由于钛及钛合金密度小以及抗拉强度相对较高等特点现已倍受青睐。而在300摄氏度到500摄氏度的高温状态下,钛合金金属材料仍具有足够高的强度,并且钛及钛合金具有优良抗腐蚀性,被多用于船只建造。 钛及钛合金焊接工艺特点分析 工业纯钛的抗拉强度普遍偏低,要想使得工业纯钛强度达到标准要求,就得对其进行合金元素施加,对工业纯钛进行不同种类元素和不同数量元素的施加会使工业纯钛
钛合金焊接工艺 Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】
关键词:焊接;钛合金;焊丝;氩气;氩弧焊 摘要:本文阐述了钛及钛合金的材料特点及焊接性、并针对钛及钛合金焊接中易产生氧化、裂纹、气孔筹焊接缺陷,进行了焊接性试验。能过对钛及钛合金焊接工艺规范的不断摸索,以及对试验过程出现的问题的合理分析,总结出钛及钛合金焊接工艺特点及操作要领。 一、钛及钛的分类及特点 国产工业纯钛有TA1、TA2、TA3三种,其区别在于含氢氧氮杂质的含量不同,这些杂质使工业纯钛强化,但是塑性显着降低。工业纯钛尽管强度不高,但塑性及韧性优良,尤其是具有良好的低温冲击韧性;同时具有良好的抗腐蚀性能。所以,这种材料多用于化学工业、石油工业等,实际上多用于350℃以下的工作条件。根据钛合金退火状态的室温组织,可将钛合金分为三种类型:α型钛合金、(α+β)型钛合金及β型钛合金。α型钛合金中,应用较多的是TA4、TA5、TA6型的Ti-AI系合金和TA7、TA8型的Ti+AI+Sn合金。这种合金室温下,其强度可达到931N/mm2,而且在高温下(500℃以下)性能稳定,可焊性良好。β型钛合金在我国的应用量较少,其使用范围有待进一步扩大。 二、钛及钛合金的焊接性 钛及钛合金的焊接性能,具有许多显着特点,这些焊接特点是由于钛及钛合金的物理化学性能决定的。 1.气体及杂质污染对焊接性能的影响
在常温下,钛及钛合金是比较稳定的。但试验表时,在焊接过程中,液态熔滴和熔池金属具有强烈吸收氢、氧、氮的作用,而且在固态下,这些气体已与其发生作用。随着温度的升高,钛及钛合金吸收氢、氧、氮的能力也随之明显上升,大约在250℃左右开始吸收氢,从400℃开始吸收氧,从600℃开始吸收氮,这些气体被吸收后,将会直接引起焊接接头脆化,是影响焊接质量的极为重要的因素。 (1)氢是影响氢是气体杂质中对钛的机械性能影响最严重的因素。焊缝含氢量变化对焊缝冲击性能影响最为显着,其主要原因是随缝含氢弹量增加,焊缝中析出的片状或针状TiH2增多。TiH2强度很低,故片状或针状卫HiH2的作用例以缺口,合冲击性能显着降低;焊缝含氢量变化对强度的提高及塑性的降低的作用不很时显。 (2)氧的影响氧在钛的α相和β想中都有有较高的熔解度,并能形成间隙固深相,使用权钛的晶伤口严重扭曲,从而提高钛及钛合金的硬度和强度,使塑性却显着降低。为了保证焊接接应的性能,除了在焊接过程中严防焊缝及焊按热影响区发主氧化外,同时还应限制基本金属及焊丝中的含氧量。 (3)氮的影响在700℃以上的高温下,氮和钛发生剧作用,形成脆硬的氮化钛(riN)而且氮与钛形成间隙固溶体时所引起的晶格歪挪程度,比是量的氧引起的后果更为严重,因此,氮对提高工业纯钛焊缝的抗拉强度、硬度,降低焊缝的塑性性能比氧更为显着。 (4)碳的影响碳也是钛及钛合金中常见的杂质,实验表明,当碳含量为%时,碳因深在α钛中,焊缝强度极限有些提高,塑性有些下降,但不及氧氮的作用强烈。但是当进一步提高焊缝含碳量时,焊缝却出现网状TiC,其数量随碳含量
钛合金焊接通用知识
钛及钛合金 1 物理化学性能 良好的耐腐蚀性能(常温表面形成致密氧化膜),优于不锈钢10倍,在还原性介质中稍差,经氮化处理后增强;比强度大。 工业用量最大的是TC4,其次是工业纯钛和TA7。 纯钛抗拉强度350-700Mpa,伸长率20-30%,冷弯角80-130,具有良好的低温性能,线膨胀系数和热导率小,利于焊接。 钛合金中合金元素分类
工业纯钛在化学工业得到广泛应用,w(Pd)0.2%的钛-0.2Pd合金抗间隙腐蚀能力比工业纯钛好。 TA7(美国称ELI级)具有良好的超低温性能,ONH等间隙元素含量很低,可用于液氢、液氦贮箱和其他超低温构件。 钛合金分为α、β、α+β相,牌号分别为TA、TB、TC。 α型钛合金不能热处理强化,可进行退火消除残余应力; α+β型钛合金可热处理强化,代表合金TC4,淬火-时效处理比退火状态抗拉强度提高180Mpa,综合性能良好,广泛应用于航空航天工业,缺点是淬透性较差,不超过25mm,为此发展了高淬透性和强度略高的TC10。 TB2钛合金是近年研制的高强钛合金,属于亚稳β合金,强度高、冷成形性好、焊接性尚可。Ti-33Mo属于稳定β合金,耐腐蚀非常好。 常用钛及钛合金室温力学性能见表13-3 2 钛及钛合金的焊接性 2.1 间隙元素玷污引起脆化 钛是一种活性金属,常温下与氧生成致密的氧化膜而保持高的稳定性和耐腐蚀性。 540℃以上生成的氧化膜不致密,300℃以上快速吸氢,600℃以上快速吸氧,700℃以上快速吸氮,在空气中容易进行。必须对其焊缝及热影响区进行保护,焊接过程中,要求对其400以上区域进行保护。 O和N间隙固溶于钛,变形抗力增加,强度和硬度增加,塑性和韧性下降。 H含量增加,焊缝金属冲击韧度急剧降低,而塑性下降较少,氢化物引起脆性。 C间隙固溶于α型钛合金中,强度提高,塑性下降,超过溶解度时生成硬而脆的TiC,呈网状分布,易于引起裂纹,焊前应注意清理工件及焊丝上的油污。
钛及钛合金力学性能 ,物理性能,以及相关介绍等 一。以下是个人对外六角螺栓和内六角螺栓使用情况的一点小总结,请参考俺的个人观点: 1。内六角的螺栓,适用于结构空间小,或者要求上平面是平面的情况下。 结构空间小,活动扳手占空间大,所以不能用,只能使用内六角螺栓,方便装卸。 产品要求安装后上平面是平面的情况下,主要适用于精密仪器/设备,一些设备要求安装后平面度的,或者要求整体产品外观良好,或者要求产品安装后上平面必须平,以此来避免挡碍的情况下需要使用内六角螺栓。 2。其他情况下,均建议用外六角螺栓。 3。从成本上考虑,用外六角螺栓,从外观效果上考虑,用内六角螺栓。 4。我们单位一般情况下,将内六角螺栓翻译为内六角螺钉,呵呵,请大家参考,也就是说一般意义上的内六角螺栓=内六角螺钉。当然,德标DIN和ISO 的标准正规些。 现在市场上的该类紧固件都在努力向DIN和ISO标准上靠拢。 二。钛及钛合金 钛及钛合金是导弹上重要结构材料之一。钛的密度为.507g/cm3,介于铝、铁之间。钛的熔点为1668℃比铁的熔点还高,能在高温下工作,耐热性能远超过铝。钛在含氧环境中易形成一层薄而坚固的氧化物薄膜。这层膜和基体结合牢固致密,破坏后还能自愈合,从而起到保护作用。 a.型钛合金
这类合金不能通过热处理强化,一般在退火状态下应用。它的特点是具有良好的耐热性和组织稳定性,低温性能优于其它类型钛合金。缺点是对变形抗力大,常温下强度不够高。 这类合金的牌号有TA1,…,TA7,TA8,其中TA1~TA3为工业纯钛; TA4,TA5,TA6属Ti-Al二元合金;TA4用作焊丝;TA5、TA6可用于一般结构件或耐蚀结构件;TA7是常用的典型型合金。 b.型钛合金 这类合金可通过淬火和时效得到强化,其优点是固溶处理状态下塑性很好,易加工成形,在时效状态下强度高。缺点是弹性模量低,耐热性差,焊接性能差,低温塑性不如型合金。 常用牌号为TB2,它可用于整体式固体火箭—冲压发动机的燃气发生器。 c.(+)型钛合金 这类合金的中国产品的牌号有TC1,…,TC4,…,TC10等品种,其中TC1和TC2为低强钛合金,TC3、TC4为中强钛合金,TC10属高强钛合金,TC6,TC9和TC11则属高强耐热钛合金。这类合金兼备钛合金和钛合金的优点。导弹上使用最多的是TC4(Ti-6Al-4V)钛合金,导弹上广泛的采用TC4钛合金制作高压气瓶,受力较大的杆式焊接支架,舵轴以及在较高热环境下工作的结构件,也可用作固体发动机壳体,压气机盘,叶片等。 (3)结构复合材料 复合材料是由两种或两种以上的性状不同的材料经选择、设计、成型而得到的一种宏观多相新材料。其组分可包括金属、非金属等各种材料,按作用又可分为基体材料和增强材料两部分。 三。钛及钛合金力学性能 牌号室温力学性能,不小于高温力学性能,不小于 抗拉强度σbMPa屈服强度σ0.2
钛及钛合金焊接工艺分 析 集团公司文件内部编码:(TTT-UUTT-MMYB-URTTY-ITTLTY-
钛及钛合金焊接工艺分析随着科学技术的飞速发展和人们生活水平的不断提高,当前人们逐渐对钛合金焊接技术的应用重视起来。众所周知,钛和钛合金焊接工艺是我们在进行焊接工作中的重点焊接环节,因为钛的比强度相对较高,且钛的耐海水性以及耐低温性也比较高,与此同时,钛也具有无磁透声等和防抗击震动等优点。本文针对当前钛及钛合金焊接形状,对钛及钛合金具体焊接工艺进行详细分析和阐述,希望为我国焊接行业的发展贡献出一份力量。 广义来讲,钛及钛合金是以建筑结构材料形式产生的,同时由于钛及钛合金密度小以及抗拉强度相对较高等特点现已倍受青睐。而在300摄氏度到500摄氏度的高温状态下,钛合金金属材料仍具有足够高的强度,并且钛及钛合金具有优良抗腐蚀性,被多用于船只建造。 钛及钛合金焊接工艺特点分析 工业纯钛的抗拉强度普遍偏低,要想使得工业纯钛强度达到标准要求,就得对其进行合金元素施加,对工业纯钛进行不同种类元素和不同数量元素的施加会使工业纯钛产生三种不同类型的钛合金。其中,Ti-230材质的钛合金较为常用,一般加力燃烧室滚动轴承通常是由相应支撑环组件和加强环焊接组件共同构成。
钛及钛合金焊接组织和钛及钛合金相关焊接缺陷详述 2.1.钛及钛合金焊接组织 工业纯钛焊接组织和α钛合金组织二者在常温之下的显示状态为单相,但是二者的冷却速度却存在着很大不同,因为其会根据不同的冷却速度进行锯齿状组织生成和针状组织生成。机械性能相对于母材而言并不会发生较大变化,并且其具体焊接性能也非常良好。一般而言,α+β钛合金是从相关β相中加以冷却分解出来的,而在此过程中形成正规马氏体,但α'相数量和α'相形式都是按照钛及钛合金组成和钛及钛合金冷却速度加以进行细节变化的。我们应该知道,当α'相有所增加时,钛及钛合金延伸性以及钛及钛合金韧性就会受其影响而降低,此时Ti-6Al-4V 的焊接性能也会有所下降,虽然β稳定元素钒含量已经处在5%以上。需要强调的是,当马氏体温度低于室内温度时,此时焊接部位始处于亚稳定β相,所以可以确定焊接性能并不会劣化,但是由于元素过多所造成的影响,延伸性性能会在一定程度上得以降低。 2.2.钛及钛合金焊接缺陷分析 钛及钛合金通常会受到O元素和N元素以及C元素等影响致使污染状况发生且会出现脆化,在常温状态下钛及钛合金的状态比较稳定,但温度
钛及钛合金焊接方法与研究 现状 洛阳船舶材料研究所 高福洋 廖志谦西北工业大学材料科学与工程学院 李文亚 焊接作为一种重要的金属加工工艺,在工业生产和国防建设中起着重要作用。随着产业结构的变化和科学技术的发展,先进的焊接结构是降低材料消耗,减轻结构质量的有效途径,各种焊接技术有着广阔的应用前景。随着钛工业的发展,其焊接技术也越来越引起人们的重视。 高福洋 硕士研究生,主要从事钛合金焊接工艺研究。 Welding Method and Research of Titanium and Titanium Alloy 钛具有比强度高、耐海水及其他介质的腐蚀、耐低温,以及高温下具有高的疲劳强度、低的膨胀系数、良好的可加工性等优点,用其建造的结构在任何自然环境中都能充分发挥其作用。在舰船应用中,除利用其耐海水腐蚀和高比强度特点外,还有无磁、透声、抗冲击震动等优点,钛及钛 合金在舰船中的使用大大延长了设 备的使用寿命,减轻了重量,提升了设备及整舰船的技术战术性能,因此钛是一种优秀的舰船结构材料[1-3]。 焊接作为一种重要的金属加工工艺,在工业生产和国防建设中起着重要作用。随着产业结构的变化和科学技术的发展,先进的焊接结构是降低材料消耗,减轻结构质量的有效途径,各种焊接技术有着广阔的应用前景。随着钛工业的发展,其焊接技术也越来越引起人们的重视。钛的熔点较高、导热性较差,因此在焊接时易因参数选用不当形成较大的熔池,并且熔池温度高,这使得焊缝及热影响区金属在高温停留的时间较长,晶粒长大倾向明显,使接头塑性和韧性降低,导致产生裂纹。所以钛及钛合金的焊接工艺方法是一个需 要不断解决完善的问题。 钛及其合金焊接特点 1 钛及其合金的物理化学性能 钛具有2种同素异形体,分别以α和β来表示,转变温度为882.5℃,其低温晶体α为密排六方晶格,在882.5℃以上稳定的β晶体为体心立方晶格。 钛的导热性较差,其导热系数比不锈钢略低。当钛中存在杂质时,其导热系数则有所下降。表1列出了工业纯钛与其他金属材料主要物理性能的比较。 2 钛合金的焊接组织 工业纯钛及α钛合金的焊接组织在常温下是单相,根据冷却速度的不同, 生成锯齿状或针状组织。各种
钛及钛合金的焊接 一、前言 随着我国经济的快速发展,钛合金材料得到广泛应用。但由于钛合金是一种化学性质非常活泼的金属,在高温下对氧、氢和氮等气体具有极大的亲和力,特别是在钛焊接过程中,这种能力伴随着焊接温度的升高更为强烈。实践证明,焊接时如果对钛合金与氧、氢和氮等气体的吸收和溶解不加以控制,无疑会给钛合金焊接接头的施焊过程带来了极大的困难。 二、钛的特性对钛焊接的影响 1)氧和氮的影响。氧和氮间隙固熔于钛中,使钛晶格畸变,变形抗力增加,强度和硬度增加,塑性和韧性却降低,焊缝中含焊氧、氮是不利的,应设法避免。 2)氢的影响。氢的增加会使钛的焊缝金属冲击韧性急剧下降,而塑性下降少许,氢化物会引起接头的脆性。 3)碳的影响。常温下,碳以间隙形式固溶于钛中,使强度增加,塑性下降,但不如氧、氮明显,碳量超过溶解度时生成硬而脆的TiC,呈网状分布,易产生裂纹,国标规定钛其钛合金中碳含量不得超过 0.1%,焊接时,工件及焊丝的油污能增加碳含量,因此焊接时需清理干净。 三、钛及钛合金的焊接性 1)气孔的产生。钛及钛合金焊接时最常见的缺陷是气孔,主要产生在熔合线附近。氢是形成气孔的重要原因,在焊接时由于钛吸收氢的能力很强,而随着温度的下降氢的溶解度显著下降,所以溶解于液态金属中的氢往往来不及逸出形成气孔。 2)接头的脆化问题。在常温下,钛与氧反应生成致密的氧化膜,从而使其具有高的化学稳定性与耐腐蚀性。在施焊过程中,焊接温度高达5000~10000℃,钛及其合金与氧、氢和氮发生快速反应。据试验,钛合金在施焊过程中,温度在300℃以上时能快速吸氢,450℃以上时能快速吸氧,600℃以上时能快速吸氮。而当熔池中侵入这些有害气体后,焊接接头的塑性和韧性都会发生明显的变化,特别是在882℃以上,接头晶粒严重粗大化,冷却时形成马氏体组织,使接头强度、硬
( 安全管理 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 钛及钛合金焊接工艺分析(标准 版) Safety management is an important part of production management. Safety and production are in the implementation process
钛及钛合金焊接工艺分析(标准版) 随着科学技术的飞速发展和人们生活水平的不断提高,当前人们逐渐对钛合金焊接技术的应用重视起来。众所周知,钛和钛合金焊接工艺是我们在进行焊接工作中的重点焊接环节,因为钛的比强度相对较高,且钛的耐海水性以及耐低温性也比较高,与此同时,钛也具有无磁透声等和防抗击震动等优点。本文针对当前钛及钛合金焊接形状,对钛及钛合金具体焊接工艺进行详细分析和阐述,希望为我国焊接行业的发展贡献出一份力量。 广义来讲,钛及钛合金是以建筑结构材料形式产生的,同时由于钛及钛合金密度小以及抗拉强度相对较高等特点现已倍受青睐。而在300摄氏度到500摄氏度的高温状态下,钛合金金属材料仍具有足够高的强度,并且钛及钛合金具有优良抗腐蚀性,被多用于船只建造。 钛及钛合金焊接工艺特点分析
工业纯钛的抗拉强度普遍偏低,要想使得工业纯钛强度达到标准要求,就得对其进行合金元素施加,对工业纯钛进行不同种类元素和不同数量元素的施加会使工业纯钛产生三种不同类型的钛合金。其中,Ti-230材质的钛合金较为常用,一般加力燃烧室滚动轴承通常是由相应支撑环组件和加强环焊接组件共同构成。 钛及钛合金焊接组织和钛及钛合金相关焊接缺陷详述 2.1.钛及钛合金焊接组织 工业纯钛焊接组织和α钛合金组织二者在常温之下的显示状态为单相,但是二者的冷却速度却存在着很大不同,因为其会根据不同的冷却速度进行锯齿状组织生成和针状组织生成。机械性能相对于母材而言并不会发生较大变化,并且其具体焊接性能也非常良好。一般而言,α+β钛合金是从相关β相中加以冷却分解出来的,而在此过程中形成正规马氏体,但α'相数量和α'相形式都是按照钛及钛合金组成和钛及钛合金冷却速度加以进行细节变化的。我们应该知道,当α'相有所增加时,钛及钛合金延伸性以及钛及钛合金韧性就会受其影响而降低,此时Ti-6Al-4V的焊接性能也会有所下降,
关键词:焊接;钛合金;焊丝;氩气;氩弧焊 摘要:本文阐述了钛及钛合金的材料特点及焊接性、并针对钛及钛合金焊接中易产生氧化、裂纹、气孔筹焊接缺陷,进行了焊接性试验。能过对钛及钛合金焊接工艺规范的不断摸索,以及对试验过程出现的问题的合理分析,总结出钛及钛合金焊接工艺特点及操作要领。一、钛及钛的分类及特点 国产工业纯钛有TA1、TA2、TA3三种,其区别在于含氢氧氮杂质的含量不同,这些杂质使工业纯钛强化,但是塑性显著降低。工业纯钛尽管强度不高,但塑性及韧性优良,尤其是具有良好的低温冲击韧性;同时具有良好的抗腐蚀性能。所以,这种材料多用于化学工业、石油工业等,实际上多用于350℃以下的工作条件。根据钛合金退火状态的室温组织,可将钛合金分为三种类型:α型钛合金、(α+β)型钛合金及β型钛合金。α型钛合金中,应用较多的是TA4、TA5、TA6型的Ti-AI系合金和TA7、TA8型的Ti+AI+Sn合金。这种合金室温下,其强度可达到931N/mm2,而且在高温下(500℃以下)性能稳定,可焊性良好。β型钛合金在我国的应用量较少,其使用范围有待进一步扩大。 二、钛及钛合金的焊接性 钛及钛合金的焊接性能,具有许多显著特点,这些焊接特点是由于钛及钛合金的物理化学性能决定的。 1.气体及杂质污染对焊接性能的影响 在常温下,钛及钛合金是比较稳定的。但试验表时,在焊接过程中,液态熔滴和熔池金属具有强烈吸收氢、氧、氮的作用,而且在固态下,这些气体已与其发生作用。随着温度的升高,钛及钛合金吸收氢、氧、氮的能力也随之明显上升,大约在250℃左右开始吸收氢,
从400℃开始吸收氧,从600℃开始吸收氮,这些气体被吸收后,将会直接引起焊接接头脆化,是影响焊接质量的极为重要的因素。 (1)氢是影响氢是气体杂质中对钛的机械性能影响最严重的因素。焊缝含氢量变化对焊缝冲击性能影响最为显著,其主要原因是随缝含氢弹量增加,焊缝中析出的片状或针状TiH2增多。TiH2强度很低,故片状或针状卫HiH2的作用例以缺口,合冲击性能显著降低;焊缝含氢量变化对强度的提高及塑性的降低的作用不很时显。 (2)氧的影响氧在钛的α相和β想中都有有较高的熔解度,并能形成间隙固深相,使用权钛的晶伤口严重扭曲,从而提高钛及钛合金的硬度和强度,使塑性却显著降低。为了保证焊接接应的性能,除了在焊接过程中严防焊缝及焊按热影响区发主氧化外,同时还应限制基本金属及焊丝中的含氧量。 (3)氮的影响在700℃以上的高温下,氮和钛发生剧作用,形成脆硬的氮化钛(riN)而且氮与钛形成间隙固溶体时所引起的晶格歪挪程度,比是量的氧引起的后果更为严重,因此,氮对提高工业纯钛焊缝的抗拉强度、硬度,降低焊缝的塑性性能比氧更为显著。 (4)碳的影响碳也是钛及钛合金中常见的杂质,实验表明,当碳含量为0.13%时,碳因深在α钛中,焊缝强度极限有些提高,塑性有些下降,但不及氧氮的作用强烈。但是当进一步提高焊缝含碳量时,焊缝却出现网状TiC,其数量随碳含量增高而增多,使焊缝塑性急剧下降,在焊接应力作用下易出现裂纹。因此,钛及钛合金母材的含碳量不大于0.1%,焊缝含碳量不超过母材含碳量。 2.焊接接头裂纹问题 钛及钛合金焊接时,焊接接头产生热裂纹的可能性很小,这是因为钛及钛合金中S、P、C等杂质含量很少,由S、P形成的低熔点共晶不易出现在晶界上,加之有效结晶温度区间
钛及钛合金焊接工艺分析 随着科学技术的飞速发展和人们生活水平的不断提高,当前人们逐渐对钛合金焊接技术的应用重视起来。众所周知,钛和钛合金焊接工艺是我们在进行焊接工作中的重点焊接环节,因为钛的比强度相对较高,且钛的耐海水性以及耐低温性也比较高,与此同时,钛也具有无磁透声等和防抗击震动等优点。本文针对当前钛及钛合金焊接形状,对钛及钛合金具体焊接工艺进行详细分析和阐述,希望为我国焊接行业的发展贡献出一份力量。 广义来讲,钛及钛合金是以建筑结构材料形式产生的,同时由于钛及钛合金密度小以及抗拉强度相对较高等特点现已倍受青睐。而在300摄氏度到500摄氏度的高温状态下,钛合金金属材料仍具有足够高的强度,并且钛及钛合金具有优良抗腐蚀性,被多用于船只建造。 钛及钛合金焊接工艺特点分析 工业纯钛的抗拉强度普遍偏低,要想使得工业纯钛强度达到标准要求,就得对其进行合金元素施加,对工业纯钛进行不同种类元素和不同数量元素的施加会使工业纯钛产生三种不同类型的钛合金。其中,Ti-230材质的钛合金较为常用,一般加力燃烧室滚动轴承通常是由相应支撑环组件和加强环焊接组件共同构成。
钛及钛合金焊接组织和钛及钛合金相关焊接缺陷详述 2.1.钛及钛合金焊接组织 工业纯钛焊接组织和α钛合金组织二者在常温之下的显示状态为单相,但是二者的冷却速度却存在着很大不同,因为其会根据不同的冷却速度进行锯齿状组织生成和针状组织生成。机械性能相对于母材而言并不会发生较大变化,并且其具体焊接性能也非常良好。一般而言,α+β钛合金是从相关β相中加以冷却分解出来的,而在此过程中形成正规马氏体,但α'相数量和α'相形式都是按照钛及钛合金组成和钛及钛合金冷却速度加以进行细节变化的。我们应该知道,当α' 相有所增加时,钛及钛合金延伸性以及钛及钛合金韧性就会受其影响而降低,此时Ti-6Al-4V的焊接性能也会有所下降,虽然β稳定元素钒含量已经处在5%以上。需要强调的是,当马氏体温度低于室内温度时,此时焊接部位始处于亚稳定β相,所以可以确定焊接性能并不会劣化,但是由于元素过多所造成的影响,延伸性性能会在一定程度上得以降低。 2.2.钛及钛合金焊接缺陷分析 钛及钛合金通常会受到O元素和N元素以及C元素等影响致使污
钛及钛合金 1 物理化学性能 良好的耐腐蚀性能(常温表面形成致密氧化膜),优于不锈钢10倍,在还原性介质中稍差,经氮化处理后增强;比强度大。 工业用量最大的是TC4,其次是工业纯钛和TA7。 纯钛抗拉强度350-700Mpa,伸长率20-30%,冷弯角80-130,具有良好的低温性能,线膨胀系数和热导率小,利于焊接。 钛合金中合金元素分类 工业纯钛在化学工业得到广泛应用,w(Pd)0.2%的钛-0.2Pd合金抗间隙腐蚀能力比工业纯钛好。 TA7(美国称ELI级)具有良好的超低温性能,ONH等间隙元素含量很低,可用于液氢、液氦贮箱和其他超低温构件。 钛合金分为α、β、α+β相,牌号分别为TA、TB、TC。 α型钛合金不能热处理强化,可进行退火消除残余应力; α+β型钛合金可热处理强化,代表合金TC4,淬火-时效处理比退火状态抗拉强度提高180Mpa,综合性能良好,广泛应用于航空航天工业,缺点是淬透性较差,不超过25mm,为此发展了高淬透性和强度略高的TC10。 TB2钛合金是近年研制的高强钛合金,属于亚稳β合金,强度高、冷成形性好、焊接性尚可。Ti-33Mo
属于稳定β合金,耐腐蚀非常好。 常用钛及钛合金室温力学性能见表13-3 2 钛及钛合金的焊接性 2.1 间隙元素玷污引起脆化 钛是一种活性金属,常温下与氧生成致密的氧化膜而保持高的稳定性和耐腐蚀性。 540℃以上生成的氧化膜不致密,300℃以上快速吸氢,600℃以上快速吸氧,700℃以上快速吸氮,在空气中容易进行。必须对其焊缝及热影响区进行保护,焊接过程中,要求对其400以上区域进行保护。 O和N间隙固溶于钛,变形抗力增加,强度和硬度增加,塑性和韧性下降。 H含量增加,焊缝金属冲击韧度急剧降低,而塑性下降较少,氢化物引起脆性。 C间隙固溶于α型钛合金中,强度提高,塑性下降,超过溶解度时生成硬而脆的TiC,呈网状分布,易于引起裂纹,焊前应注意清理工件及焊丝上的油污。 2.2 焊接相变引起的性能变化 由于钛熔点高,比热及热到系数小,冷却速度慢,焊接热影响区在高温下停留时间长,使高温β晶粒极易过热粗化,接头塑性降低。 2.2.1 α型钛合金 工业纯钛,TA7和耐蚀合金Ti-0.2Pd。 合金焊缝和热影响区是锯齿状α和针状α组织。焊接性能良好,接头强度系数接近100%,塑性稍差,原因为:焊缝为铸造组织,比轧制状态塑性低;粗晶;焊接时若加快冷却,易产生针状α组织,对接头塑性不利,冷速以10-200℃/s较好,太慢过热,太快易产生针状α组织。 2.2.2 α+β型钛合金 TC1、TC4、TC10三种,室温平衡组织为α+β。 TC1合金退火状态下β相少,焊接性能良好,冷却速度以12-150℃/s较好; TC4合金以α相为主,加热到β转变温度996±14℃以上快冷时β-α’,α’为钛过饱和针状马氏体,晶粒粗大的原始β相晶界清晰可见。焊接接头塑性,特别是断面收缩率较低,但断裂韧性较高,可提高20%。TC4合金可淬火状态下焊接,焊后时效。退火状态下焊接时接头强度系数可达100%,塑性约为母材的一半,焊接时合适的冷却速度2-40℃/s,可以采用较大的热输入,不宜采用太小的热输入。 TC10合金元素含量较高,焊接性较差,12mm合金焊接时会出现热影响区裂纹。预热250℃可预防裂纹并能提高接头塑性。 2.2.3 β型钛合金 分为亚稳和稳定两种,亚稳是β相(TB2)加入极少量α相,焊后热处理析出α相,容易引起脆性。TB2合金抗拉强度可达1320Mpa,焊后进行520-580℃、8h时效处理,接头强度可达1180Mpa,伸长率可达7%,而经500℃、8h×620℃、0.5h时效处理,接头强度可达1080Mpa,伸长率可达13% Ti-33Mo合金组织为稳定β相,耐腐蚀钛合金,焊接时无相变,焊接性良好。 2.3 裂纹 S、P、C等杂质很少,低熔点共晶很难在晶界出现,有效结晶温度区间窄,加之焊缝凝固时收缩量小,因此很少出现焊接热裂纹。但当焊丝有裂纹、夹层等缺陷,含有大量有害杂质时可能出现热裂纹。 保护不良或α+β型钛合金中含β稳定元素较多时会出现热应力裂纹和冷裂纹。加强焊接保护,防止有害杂质玷污和焊前预热,焊后缓冷可以减少甚至消除热应力裂纹和冷裂纹。 钛合金焊接时,热影响区可能出现延迟裂纹,这是由于焊接时熔池和低温区母材中的氢向热影响区扩
Welding Technology Vol.42No.4Apr.2013 收稿日期:2012-09-11钛及钛合金焊接工艺探讨 韦生1,费东1,田雷1,徐连勇2,韩永典2,郭靖2 (1.海洋石油工程(青岛)有限公司建造公司设计部,山东青岛266520; 2.天津大学材料科学与工程学院,天津300072) 摘要:钛及钛合金由于具有优异的性能而广泛应用于航空航天、石油化工、船舶工业等领域。本文分析了钛合金的焊接性,综述国内钛合金焊接技术发展现状。 关键词:钛及钛合金;焊接性;焊接工艺 中图分类号:457.19文献标志码:B 文章编号:1002-025X(2013)04-0073-03 0简述 钛及钛合金由于具有密度小、强度高、耐腐蚀等优点而广泛应用于航空航天、石油化工、船舶工业等领域。钛制设备虽然一次性投资较高,但全寿命费用较低,经济效益明显。目前,钛合金管材越来越多地应用到各个行业,如在石油、化工、能源等工业中,作为海水淡化技术领域的结构材料等。对于钛及钛合金的焊接性及焊接工艺开发的研究工作,具有重要的理论意义和工程应用价值。 1钛及钛合金焊接性分析 钛是一种银白色的金属,主要物理性能为:密度4.5g/cm3,熔点1688℃,比热容522J/(kg·K),热导率16J/(m·s·K)。钛密度较小,强度较高,具有良好的塑、韧性。钛有2种晶格结构:882℃以下为密排六方晶格结构,称为α钛;882℃以上为体心立方晶格结构,称为β钛。 钛是较难焊接的金属,极易氧化、氮化、脆化。常见的焊接缺陷主要有3种:焊接接头发生脆化、焊接接头出现裂纹、焊接接头中产生气孔。 O,N,H,C常作为杂质元素出现在钛合金中,这些元素本身以及它们的化合物的出现将会严重影响钛的力学和耐蚀性能。在常温下,钛及钛合金能与氧生成致密的氧化膜而保持高的稳定性和耐蚀性。然而,随着温度的升高,钛及钛合金吸收氧、氮及氢的量明显增加,钛从250℃开始吸收氢,从400℃开始吸收氧,从600℃开始吸收氮。氢是影响钛性能的有害元素之一,它会导致钛的塑性与韧性降低,发生氢脆。在冷却时,焊缝中的氢来不及逸出会产生气孔,故一般要求钛材中氢含量<0.15%。钛在600℃以上与氧、氮化合,使焊接接头的塑性韧性下降,引起气孔和裂纹。钛还极易与碳反应生成脆性的碳化物,降低塑性并影响焊接工艺可靠性。为了避免上述问题带来的危害,焊接过程中必需妥善保护那些受焊接热源影响而温度高于250℃的区域。 另外,Fe的存在会严重影响钛的耐腐蚀性能和综合力学性能。铁元素的分布不均匀现象会导致富Fe相区与贫Fe相区的出现,并且由此建立起自发电池,产生电偶腐蚀行为;此外,Fe会加速H的吸收,易产生氢致裂纹,造成氢脆破坏。因此,在焊接钛合金时要重视Fe的污染带来的影响。 钛的弹性模量较低,焊后很容易产生较大的焊接变形;钛的冷变形回弹能力强,容易给矫形带来困难。因此,在制订焊接工艺时,必须考虑到如何预防焊接变形。 为了避免出现常见的焊接缺陷,同时保证焊缝的力学性能和耐腐蚀性,在焊接钛时,必须制订合理的焊接工艺,以确保焊接质量。目前焊接钛及钛合金采用最多的方法是钨极氩弧焊,而熔化极氩弧 ·焊工之友·73
钛及钛合金焊接工艺标准 QB-CNCEC J22105-2006 1 适用范围 本施工工艺标准适用于钛及钛合金的手工钨极氩弧焊、熔化极氩弧焊和惰性气体保护等离子焊接。 2 施工准备 2.1 技术准备 2.1.1施工技术资料 2.1.1.1设计文件(施工图、材料表、标准图、设计说明及技术规定等)及焊接工艺评定。 2.1.2 现行施工标准规范 JB/T4745《钛制焊接容器》 GB/T2965《钛及钛合金棒材》 SH3502《钛管道施工及验收规范》 GB/T3620.1《钛及钛合金牌号和化学成分》 GB/T3621《钛及钛合金板材》 GB/T3623《钛及钛合金焊丝》 GB/T3624《钛及钛合金管》 GB/T3625《换热器及冷凝器用钛及钛合金》 GB/T4842《纯氩》 《锅炉压力容器压力管道焊工考试与管理规则》 2.1.3 施工方案 2.1. 3.1焊接施工方案、焊接工艺评定报告、焊接工艺指导书 钛及钛合金材料的焊接工艺评定应当按GB50236《现场设备、工艺管道焊接工程施工及验收规范》的要求进行,或者按设计要求的标准进行评定;依据评定合格的焊接工艺编制焊接工艺指导书。 2.1.4技术及安全交底 工号技术员应按要求向所有焊接人员进行技术及安全交底。 2.1.5焊工培训考试 2.1.5.1从事钛及钛合金材料焊接的焊工应进行培训和考试,考试包括基本知识和焊接操作技能两部分,基本知识考试合格后才能参加操作技能的考试,考试内容应与焊工所从事的工作范围相适应。 2.1.5.2钛及钛合金焊接的焊工考试依据设计文件要求进行,如设计没有明确规定可以按《锅炉压力容器压力管道焊工考试与管理规则》和GB50236《现场设备、工艺管道焊接工程施工及验收规范》要求进行。 2.2 作业人员
一、钛及钛的分类及特点 国产工业纯钛有TA1、TA2、TA3三种,其区别在于含氢氧氮杂质的含量不同,这些杂质使工业纯钛强化,但是塑性显著降低。工业纯钛尽管强度不高,但塑性及韧性优良,尤其是具有良好的低温冲击韧性;同时具有良好的抗腐蚀性能。所以,这种材料多用于化学工业、石油工业等,实际上多用于350℃以下的工作条件。根据钛合金退火状态的室温组织,可将钛合金分为三种类型:α型钛合金、(α+β)型钛合金及β型钛合金。α型钛合金中,应用较多的是TA4、TA5、TA6型的Ti-AI系合金和TA7、TA8型的Ti+AI+Sn 合金。这种合金室温下,其强度可达到931N/mm2,而且在高温下(500℃以下)性能稳定,可焊性良好。β型钛合金在我国的应用量较少,其使用范围有待进一步扩大。 二、钛及钛合金的焊接性 钛及钛合金的焊接性能,具有许多显著特点,这些焊接特点是由于钛及钛合金的物理化学性能决定的。 1.气体及杂质污染对焊接性能的影响 在常温下,钛及钛合金是比较稳定的。但试验表时,在焊接过程中,液态熔滴和熔池金属具有强烈吸收氢、氧、氮的作用,而且在固态下,这些气体已与其发生作用。随着温度的升高,钛及钛合金吸收氢、氧、氮的能力也随之明显上升,大约在250℃左右开始吸收氢,从400℃开始吸收氧,从600℃开始吸收氮,这些气体被吸收后,将会直接引起焊接接头脆化,是影响焊接质量的极为重要的因素。 (1)氢是影响氢是气体杂质中对钛的机械性能影响最严重的因素。焊缝含氢量变化对焊缝冲击性能影响最为显著,其主要原因是随缝含氢弹量增加,焊缝中析出的片状或针状TiH2增多。TiH2强度很低,故片状或针状卫HiH2的作用例以缺口,合冲击性能显著降低;焊缝含氢量变化对强度的提高及塑性的降低的作用不很时显。 (2)氧的影响氧在钛的α相和β想中都有有较高的熔解度,并能形成间隙固深相,使用权钛的晶伤口严重扭曲,从而提高钛及钛合金的硬度和强度,使塑性却显著降低。为了保证焊接接应的性能,除了在焊接过程中严防焊缝及焊按热影响区发主氧化外,同时还应限制基本金属及焊丝中的含氧量。 (3)氮的影响在700℃以上的高温下,氮和钛发生剧作用,形成脆硬的氮化钛(riN)而且氮与钛形成间隙固溶体时所引起的晶格歪挪程度,比是量的氧引起的后果更为严重,因此,氮对提高工业纯钛焊缝的抗拉强度、硬度,降低焊缝的塑性性能比氧更为显著。