
第一章AOI 基本结构1.1AOI组成结构
1.1.1机台前预览
1)三色灯塔
2)前门(包含相机、光源、XY轴、传输轨道)
3)显示器
4)鼠标
5)键盘和鼠标
6)键盘、鼠标托架
7)停止按钮(OFF)
8)紧急停止开关
9)接地点
10)前门(包含主电路和电脑主机)
11)地角
12)总电源开关
1.1.2 顶部前门部分及XY轴
14)空气压杆
15)安全开关
16)后门
17)X轴后线性马达
18)X轴前线性马达
19)Y轴
20)X轴
21)Y轴坦克链
1.1.3 XY轴
A.XY轴平台
B.X轴
C.Y轴
D.X轴马达
E.Y轴马达
F.X轴硬停止挡块
G.线性马达线圈(磁性)
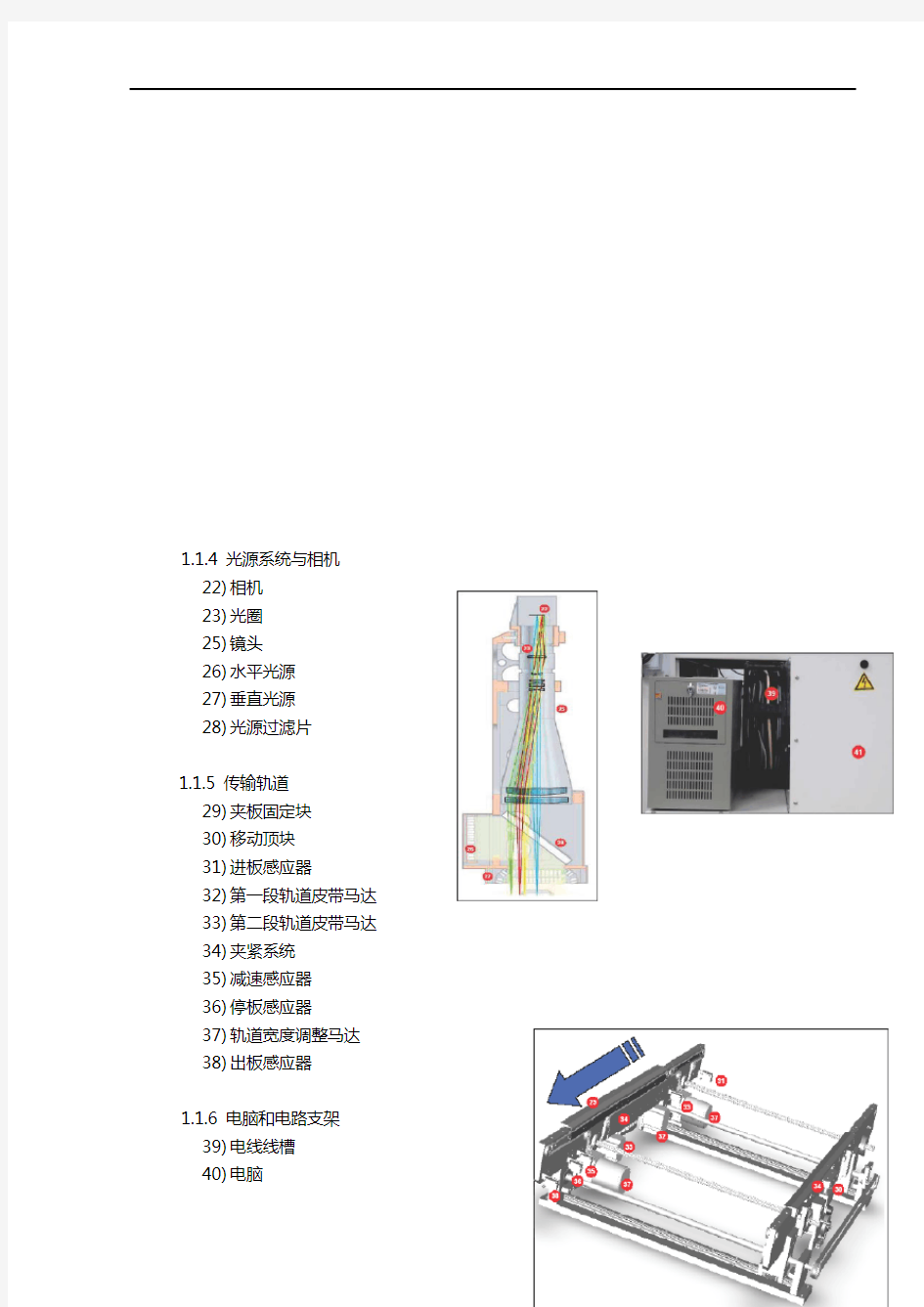
1.1.4 光源系统与相机
22)相机
23)光圈
25)镜头
26)水平光源
27)垂直光源
28)光源过滤片
1.1.5 传输轨道
29)夹板固定块
30)移动顶块
31)进板感应器
32)第一段轨道皮带马达
33)第二段轨道皮带马达
34)夹紧系统
35)减速感应器
36)停板感应器
37)轨道宽度调整马达
38)出板感应器
1.1.6 电脑和电路支架
39)电线线槽
40)电脑
41)主电路支架
1.1.7 主电路部分
42)变压器320W
43)变压器150W
44)变频器1
45)变频器2
46)空气开关(KMG)
47)继电器
48)集线器
49)光源控制卡
50)PLC模块
51)风扇
52)保险管
53)电源开关
54)变压器(5V,12V)
55)直通模式开关、安全功能开关
1.1.8 机台后预览
56)XY轴、相机光源、传输轨道后门
57)紧急停止开关
58)XY轴控制箱后门
59)风扇
60)设备出厂标记
1.1.9 轴系统控制器和设备对外接口
61)115/230VAC变压器
62)ACS轴控制系统
63)电源输入、网络、SMEMA接口
1.2 AOI主要性能参数
AOI System models / types
VI Tech VI 5k Perform
Machine Picture
XY Drive System Linear Motor Motion Speed (in/s) 1.5m/s(59in/s) Encoder Resolution (um) 1
Inspection speed(basing on PC
motherboard)cm2/sec
56cm2/sec Camera Pixel size (um) 26um Camera resolution (Mpixel) 4M Camera Frame Rate (Progresive frames/sec) 2 frame/sec
第二章AOI操作
开机顺序动作描述相关图片关机顺序动作描述
1 清除设备的多余杂物,防止XY轴、轨道复位造成的设备损坏
2 松开设备上的所有紧急停止开关
3 开启设备电源总开
关
3
关闭设备电
源总开关
4 开启电脑主机和显
示器电源开关
2 关闭电脑
5 启动软件,设备复位
完成后开机完成
1 退出软件
2.2操作界面介绍(主要功能介绍)
2.2.1 双击桌面上的Vision2009快捷方式以启动软件
2.2.2 软件启动过程中,设备同时进行复位
2.2.3 软件启动后
2.2.4 File菜单介绍
New:新建程序文件、新建元件库
Open:打开程序文件、打开元件库
Recent Files:显示在编程模式下最近使用过的10个程序,并可直接使用Quit:退出软件
2.2.5 Production菜单介绍
Start Standard Production:生产模式调用程序用于检测
Start quick production(XXX):显示生产模式下最后一次调用的程序,并可直接调用Start In passthrough Mode:直通模式调用程序
2.2.6 Process菜单介绍
Vis Wizard:Vis文件制作
2.2.7 Tools菜单介绍
Maintenance:程序轨道宽度设置、程序关联元件库设置、连接维修站的网络设置等Calibration:设备校准
Model Database:数据库设置
Password:软件用户相关设置
Panel:PCB板送进送出、夹紧松开
Lock/Unlock Door:锁定/松开前门安全锁
Move Axis:移动XY轴、设置停板原点、XY轴复位、传送轨道复位
ImageEdit:画图工具
2.3程序调用
2.3.1 编程模式调用程序
2.3.1.1 点击程序打开按钮。
2.3.1.2 选择需要调用的程序并点击”Open”,程序正常打开。
2.3.2 生产检测模式打开程序
2.3.2.1 点击Production菜单中的Start Standard Production。
2.3.2.2 选择需要调用的程序,然后点击”OK”。
2.3.2.3 程序调用完成,点击下图按钮即可运行程序进行检测。
2.3.3 跳板检测
2.3.3.1 选择需要调用的程序,然后点击”Skip”。
2.3.3.2 接着弹出下图窗口,选择需要跳过的单板号(可选择多项)。
2.3.3.3 查询具体的单板号信息,AOI操作员可通过以下方式获得。
2.3.4 生产模式下主要按钮功能介绍
2.3.5 编程模式下主要按钮功能介绍
2.4维修站的操作
2.5维修站基本设置
2.5.1 随机电脑将设备检查到的不良通过网络传送到维修站电脑,用于人工确认。
2.5.2 机台电脑与维修站电脑之间的网络设置,假设维修站电脑名为”C6-Repair”
2.5.2.1 点击下图的”Maintenance”。
2.5.2.2 弹出如下窗口,然后点击”Parameters”。
2.5.2.3 弹出设置窗口。
Writing in database:需要打钩。设置是否将检测PCB板后的不良信息保存到数据库中Save images:需要打钩。设置是否将检测PCB板后的不良图片进行保存
Use online repair station:需要打钩。设置是否由机台电脑直接启动维修站电脑
Server name(IP):设置设备检测完PCB板后的不良信息保存位置,应设置为维修站电脑名Conveyor type:默认设置为VI210
Repair station name:设置维修站软件的路径,应设置为维修站电脑名
2.5.3 维修站主要参数设置
2.5.
3.1 双击维修站电脑桌面上的此程序快捷方式,启动设置软件。
2.5.
3.2 打开设置菜单,点击”网络”。
2.5.
3.3 弹出下图窗口,设置服务器名称为维修站电脑名。作用是告知软件从指定位置上获取不良信息以便显示。
2.5.
3.4 打开设置菜单,点击”详细按键菜单”。
2.5.
3.5 弹出下图。最后使用红圈按钮将需要使用到的按键移动到右边使用框。设置完成。
第三章AOI电气原理,光学检测原理,工作原理
3.1 AOI电气原理
3.1.1 PCB板传输轨道中的电气原理
3.1.1.1 轨道宽度调整。轨道宽度是利用LM导轨作为支撑平台、丝杆作为带动部件和步进马达
连接丝杆作为动力输出来完成轨道的变小变大调整。
3.1.1.2 PCB板的传送。PCB的传送是靠伺服马达带动皮带转动,由皮带转动带动PCB传输。
3.1.1.3 PCB板的停板与夹板。一旦停板感应器感应到PCB板,皮带马达停止转动,从而实现PCB板的停板功能。当PCB板停板一定时间后顶板步进马达转动顶起夹板装置,从而实现PCB板的夹紧。
3.1.1.4 光源相机系统的移动。光源相机系统在XY方向上实现移动来对PCB板上的不同元件区域(FOV)进行拍照检测,而XY方向上的移动是通过3个线性马达来实现的。
3.2 AOI光学检测原理
3.2.1光源相机结构
3.2.2 焊点检测
3.2.2.1 焊点焊接正常时,锡膏与引脚前段形成可靠的爬锡,斜着爬坡的锡膏将垂直光源照射过来的光反射到周边,而顶部相机拍出的该位置图片因为锡膏处不能接收到足够的光线显现较暗灰阶值。
3.2.2.2 焊点焊接异常时,焊接部位没有产生很好的爬锡,锡膏中间形成一平面,从而能将一定量的垂直光反射回相机处,该位置的锡膏图片将显现较亮的灰阶值。
3.2.2.3 爬锡焊接部位少锡时,其结果与焊点焊接异常类似,只不过反射回相机的光比其多,所以灰阶亮度值比其大。
3.3AOI工作原理
3.3.1 主电路图
3.3.2 控制结构