塑胶材料与成型
一、前言
在这日新月异的时代,新的物质不断的被发现、发明,如塑胶制品取代竹、木、陶瓷、玻璃碎制品,有的更替代了铜铁制品。
因塑胶具有耐酸、耐硷、绝缘及不怕侵蚀的特性,加之可塑性,能大量生产,因而塑胶的用途,被广泛的应用到人类地日常生活上,有的更被制为机械,电脑资讯的零件,而成为尖端科技的尖兵,由于不断的钻研改良,乃成为人类生活上不可欠缺的产物。
身为使用塑胶射出机械的工作人员,虽不一定对塑胶要了解很多,但对塑胶种原料的种类及如何成型,如何制造出良好的产品,起码是我们所应知道和必备的常识。
我们知道塑胶种类的繁多,且更有不断的再实验发展中,并因其原料在制造过程所添加的化学物成分不同,而使之具有诸多的特性,在此不预予详谈,仅就由客户手中得悉的做一简单介绍。
二、一般塑料性质与成型作业之关系
(一)PE料
成型时的流动性良好属水性的,所以不必担心热安定性,但分子配性强容易变形,高密度PE有明显的结晶化温度,最好增大射出压力及射出速度。增快射出速度对厚肉制品很重要,可改良制品的表面光泽,防止翘曲,减少成型收缩率,螺杆设计及止逆配合尤需精密,若有损耗及伤痕,加料时会产生渐慢现象。因逆流而产生要射入模具的料减少,熔料倒回于计量部,使加料部的新料会被滞存,新陈代谢失效。若有成型品,其品质也是不坚实的,缩水度又强,一天有效能极低,损人、机、耗电、得不偿失。
(二)PP料
同是水性料,各方面很近似PE,但料从280°C附近开始恶化,所以温度宜在270°C以下操作,其分子配向性很强,在低温成型时,易因分子配向而翘曲或扭曲,宜注意。
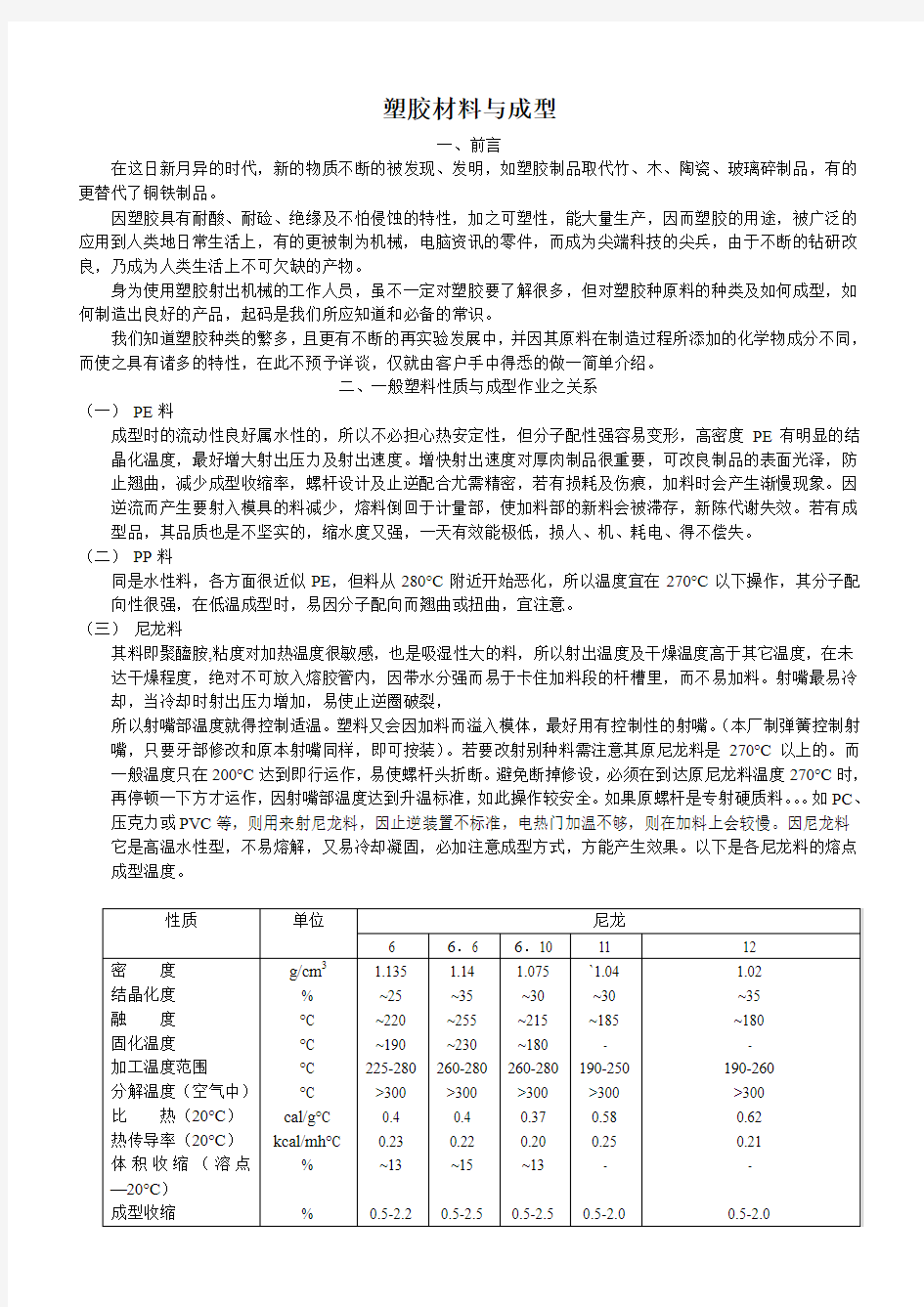
(三)尼龙料
其料即聚醯胺,粘度对加热温度很敏感,也是吸湿性大的料,所以射出温度及干燥温度高于其它温度,在未达干燥程度,绝对不可放入熔胶管内,因带水分强而易于卡住加料段的杆槽里,而不易加料。射嘴最易冷却,当冷却时射出压力增加,易使止逆圈破裂,
所以射嘴部温度就得控制适温。塑料又会因加料而溢入模体,最好用有控制性的射嘴。(本厂制弹簧控制射嘴,只要牙部修改和原本射嘴同样,即可按装)。若要改射别种料需注意其原尼龙料是270°C以上的。而一般温度只在200°C达到即行运作,易使螺杆头折断。避免断掉修设,必须在到达原尼龙料温度270°C时,再停顿一下方才运作,因射嘴部温度达到升温标准,如此操作较安全。如果原螺杆是专射硬质料。。。如PC、压克力或PVC等,则用来射尼龙料,因止逆装置不标准,电热门加温不够,则在加料上会较慢。因尼龙料它是高温水性型,不易熔解,又易冷却凝固,必加注意成型方式,方能产生效果。以下是各尼龙料的熔点成型温度。
(四)POM料,商品DELRIN(塑胶钢)
易起热分解,宜注意成型时的温度管理,不可在管内滞留过长时间,否则易起黄色化。熔化后的气体很浓,射嘴及料管头的各部接触点最易腐蚀,宜用好的材质。
(五)PBT料:
和PET同属饱和聚脂,其熔度高,成型性良好,结晶性迅速,固化快,熔胶筒温在230°C~270°C,模温约在40°C~90°C于低温模也可成型,但欲得光泽良好的表面时,宜升温,射出压500~1,300KG/cm2.因固化迅速,故射速加快,且要充分的预备干燥即可改变外观。
(六)PS、AS、ABS种苯乙烯料,乃一般普通料,这些较易成型,唯ABS常用于镀金品。要镀金的产品注意事项如下:
1.熔胶管温宜高ABS约220°C~250°C。
2.射出速度宜慢(用二次加压法),射出压力宜低。
3.不可用离模剂。
4.不可有收缩下陷及熔接线之流痕。成品表面不可有划痕。
(七)PC料:
此料熔粘度高,射出压力大,管内温度过高或滞久时,易起热分解,变色及减低物性,须注意模温以85°C~120°C为准。但产品厚的在模温低时,不只不易成型,残留应力也增加,是日后易破裂之因,为避免裂开,宜用粉末状的石利康作脱模剂,勿用液状离模剂。
(八)亚克力料:
此料是强韧的,料流不良,且仅在低温成型的,所以螺杆设计宜加强压缩率,因此储料压力大,尽量缩小杆径,既轻转力又可压射出力,逢品质光滑平面度。应用慢转法,使升不起管内温度。模子加大浇道,射嘴孔加大,设计模子时,须加开一两处空间,让已受冷却的料先达到空间储存,让好的熔料成型。是以种技术性加工型的高尚品,操作时间须开净室隔离灰尘,漏斗宜清洁,取模轻巧,戴白手套等保持干净。(九)硬质PVC料:
此料最易烧焦、酸性浓。所以管内温度取之于170°C~190°C,避免200°C以上,滞留时间取短,模子温50°C~60°C,射出压力高达到最大限度,用最慢转加料法使管内不升温度。用慢射法,使气体可排出模体,所以模子排气孔加大。螺杆须加电镀,不必用止逆装置,射嘴孔加大平常的一倍,每次必射到底,使不含滞料在里面。停止或休息前,须把温度慢慢降低,操作至不良成品时,才把内部料全部射出干净。避免隔天开机时再冲洗增加很多废料。通常是成型于水龙头的接管或水管用。
(十)含玻璃纤维的成型注意要点:
1.FRTP的流动性低于非强化料,所以常增加管温及模温及射出压力等。同理模子的浇口、横浇口、浇口等的尺寸,也须大于非强化料。
2.成型收缩率甚大于非强化树脂,成方向性的流动,所以浇口方向设法减少配向所致的不良影响。
3.成型品的胶接线部强度,常低于其他部分,在设计制品模子时须加注意,于熔接部设排气孔,不致包风现象。
4.模子各部分(特别是胶口部)或螺杆组件,熔胶管等磨耗很快,宜注意材料及表面的硬度处理。(十一)低发泡的成型要决:
在射出计量终了,螺杆后退时,在等待一次射出开始的时间,管内的发泡剂也慢慢开始分解,其气体压力,欲使螺杆后退,故宜在射出缸的油压回路设背压调整回路,抑止杆后退。同时射嘴处漏料也增多,宜用弹簧阀的控制,模内排气孔不充分时,其花模和光泽不利。螺杆制造宜用稍有混炼型的较易有发泡作用。(十二)电木尿素等成型、两者皆一样的,本厂于以上两者成型如下说明:
1.换装另设计制造的电木射出用熔胶管及螺杆、射嘴等。用油热循环式的加温,油温控制在80°C~100°C 左右,模温控在160°C~180°C。
2.模子两边各暗中安装圆柱电热管,两面模板装硬质石棉板,它是和塑胶成相反的,必须在高温模内加热成型,所以模子必用耐高温铁材,并电镀优良。浇口加大排气口,料管内绝对不能有滞料存在,一次定射完毕并到底。
3.当温度达到开始第一次射入后,螺杆须等15~20秒开始加料动作。加完后把射座暂松退一下,让射嘴与母模暂分开一点,因母模高过射嘴,能使射嘴部硬化而射不出料。一模时间在45秒或55秒间(看
成品厚薄),才开模取成品。依次完成二次射出。
(十三)BMC料与加工成型条件
BMC系以特殊不饱和聚脂为主之热固硬化性树脂具有优良的电缘特性,耐热性、耐燃性、高机械强度尺寸安定性、耐蚀性、耐水性、收缩稳定性等,为各种热固硬化性成型材料中最高级品。
加工成型条件:
1.成型温度:成型温度与BMC热固性聚脂塑胶之流动性及其所选加工成型机械加工方式有极大之关系因素。温度在140°C~170°C。
2.成型时间:加工成型时间与当时成型,模具正确温度及成品的肉厚,形状有关,一般硬
化程度可表面光泽予于判定。
3.成型压力:成型压力视所选择加工成型机械与方式而定,材料加工后,成品表面光泽时
之压力。其压力在20~200KG/cm2。
4.储存:BMC材料应置18°C以下之冷暗处,使用后剩余品应予密闭保存。一般正
常使用可存放一个月,外在之温度与BMC之软、硬将影响其储存期。如使
用冷藏将延长BMC之寿命。
5.用途:应用在各种电器产品、通信资讯机零件、汽车类零件、电动工具绝缘披覆、
超静音马达、食品用餐具。。。。。。等均广泛使用。
(十四)螺杆之保养:
1.停机时先将料管温度降低约20°C,然后再继续做到成品无法进行时,开料,再将料管内剩料清除干净即可。
2.开机前须先将料管内加热到预定生产温度之90%~95%,让温度开关ON、OFF2~3次调升至生产温度,。待温度足马上开始生产,避免螺杆受损、侵蚀。
三、塑料预备干燥的目的及其温度
在成型材料若有吸湿或水分附着表面,成型影响如下:
(一)发生银条、气泡、模糊、透明度不强或外观缺陷等。
(二)熔接线显出。
(三)PC或PBT等,因吸湿而引起水分解,会降低分子量或成品的密度,而无法达耐冲击性。
塑料干燥后的好处:
(一)获得作业的安定性。
(二)可使料流动性均匀,易加料。
(三)可缩短成型周期,可降低熔胶管温。
附一、各类塑料的吸水率及干燥时间表
注二:管内之熔料温度通常高于管外控制的温度,从喷嘴出料显示之。
附四、各塑料的比重分析表
附七附八
应用塑料特性之螺杆换料热塑性塑胶的成型条件及温控法
附注:
1.使用洗管材料时之温度,以原材料之作业温度为佳。
2.洗管材料不宜烘干使之产生气泡。
3.清除原材料后加入更换材料(需干燥者)前,先将温度调整至正常作业之温度。
续下页。。。
四、使用射出速度控制的效果
(一)利用控制射出过程来改良外观
依经验得知成品的外观是看成型过程的前半,也就是树脂充填射出口封闭等来决定的,又树脂射出率的大小与成品外观有极密切的关系,这是众所周知的。
射出速度控制树脂的充填状态,以期使成品的优良,特别是增进外观和尺寸的精度。
尤其以在射程(射出时间)中,任意控制树脂的射出率的射出方式更是此中的代表作。针对各种不同品质的要求,在射程中,给予不同的射出速度,此种射出方式的控制,除了可防止成品的毛边,射出不定,气泡、裂痕等外观的不良外,更能提高尺寸的精密度,及降低内应力,使成品的强度增加。
(二)品质与射出速度的关系
因成品的表面层是进行充填时固化,因此成品表面所发生的不良现象,是看填充进行时表面层的成型状态正确与否而定,所以适当的控制射出速度,对于下列不良现象,有极佳的效果。
1.在射出口的四边或截面积突然增大所形成的流痕,乃因喷流现象,使树脂的流动变成乱流,而造成不规则的表皮层在此情况,降低射出速度,大部分即可解决。
2.在射出口的周围产生模糊不清、粗糙、银条、烧焦等现象,大部分是射出的初期与射出口磨擦产生热分解和发生气体,如此,降低开始射出速度,就有效果。
3.接合痕是固化后表皮层的接合所形成,要使此痕消失相当困难,但在射出的途中改变速度,使流动的方式改变,使发生的位置改变在看不到的地方,或是在表面接合时,加速射出速度,使表层较薄,亦可使接合痕减少相当的程度。其它接合线发生的原因有:与充填途中,流动方向突然改变,树脂的流量产生乱流,或一时的分流也有,此时,降低这个部分的流速,对防止不规则的流量将有效。
4.毛边:因模具不良或机械的开模力不足而造成,但由于控制射出速度亦可能有助益,即树脂流动到发生的地方,将射出速度降低,使毛边发生的地方的皮层厚些,因有固化的皮层,虽然模具有些空隙,使树脂的流入变得困难一些。
5.气体烧焦(变色):模具孔内空气或树脂中含有瓦斯(GAS),被密闭后因受到绝热压缩,而产生高温,因此在空气被密闭时,如降低射出速度,能有效的防止。
6.凹痕:塑胶在冷却硬化过程造成收缩,如要完全避免相当困难,但在充填完成的瞬间,速度降低,毛边较难产生,在冷却时,保压提高些,将会相当程度的改进,又针孔的模具或成品,离射出口较远的地方,因保压的效果较差,以致凹痕较易发生,降低通过厚肉部分的射出速度,使这个部分的表皮层变得厚些,在冷却硬化时,内商的核心层造成凹下的巢,表面的凹痕就比较看不到了。
7.多付模组成的模具,若由于射出口不平衡,造成许多不良,但若先以低速射出,在树脂通过射出口后,再以高速射出,将会有改善的效果,又射出后,尚未充满spool和liner时,因高速射出在即spool和liner 的流动抵抗会增加,熔融树脂的温度下降会变小,另使spool和liner特别细,使原料的损失变小。因此在多付模组成的模具,只在通过射出口时低速射出,当全部的树脂通过射出口,再以高速射出,即可达到效果。
8.薄肉要做到深底的成品,在填充时,核心教容易倒下,或容易发生偏内的现象时,核心的周围树脂,在安定前先以低速,再以高速射出。
9.成品尺寸的精度和对物性有不良影响的残留应力,凹凸、变形、内外部裂开、龟裂等,这些不良现象,在以高速射出而在快填充完成时,以低速射出填充,此形式较适当。
10.在含有碳酸钙等无机物的复合材料成型时,在成品中有部分有白色流动线发生,称白化现象,原因可能是硬化后在表面层和正在流动的核心层界面,因无机物的游离,如此,早发生的地方,改变充填时的射出速度,使表面的厚度变厚,而使白化不明显。
11.在填充完后,即进入保压冷却,保压的控制可以影响凹痕,凹巢气泡的发生,成品的密度及内部的残留应力。一般随着﹑收缩,成品尺寸精密度的不安定,凹痕﹑凹巢气﹑气泡接合线等,针对这些问题,必须高的保压压力,但是高的保压压力会使残留在物体内部的应力变大,凹凸﹑变形﹑门外部裂缝,龟裂,而使物性变得不好,又成品重量因密度的不同而改变,随着保压的大小密度的分布改变,成品的重量改
变,因此通常的成型机,除射出压力外,须有保压设定的装置,以便选择成品最适当的保压以及保压时间,保压随时间增加应降低保压压力.
五﹑多段射出的理念及应用
六、料管螺杆必须注意事项
(一)在常操作中,若有忽然一射到底,又不能加料,就是螺杆头(即螺杆的左牙前端部)断掉,止逆圈被脱出了,此时即须拆杆修护。
(二)若操作中开始是正常的,但射至第十模以后,则加料方面渐慢下来,最后至不能再加料而成空转时,此情况断定是止逆圈破裂了一缝,尚未完全破碎,此时拆杆修护。以上情形对于水性的料,尤其是尼龙料最易发生。
(三)若操作中,螺杆加料时,旋转加料一下,忽然又停止空转一些时,螺杆才再往后加料,这种情况的发生,其品质是绝对不标准的,此时必查电热片是否一片损坏,或有一段温控断掉,或止逆圈破裂,或止逆圈及挡环座的平面受损。或有未干燥的塑料部分被卡于杆底,[解法如下(四)]使塑料停滞。
(四)尚未达干燥料而卡住加料断的槽底时,使加料不顺。这种情形不必拆杆,解决法如下:顺依1,2,3,4等步骤:
1.把螺杆射到底时即停止马达不操作,加热电源须开启在正常温度状况。
2.把冷却水关掉。
3.把离冷却部最近一段胡温度提高至原来胡200C~300C,前端温控不变。
4.在提高最后一段温度时,温控在自燃跳动达二次以上后,方把新料加上,清洗已加高温后所变质胡料,然后使温度恢复正常,冷却水归正常,理由是要把卡住在槽底胡料熔化掉,使新料易通过。因此凡对于吸水率强胡料,温度未达到时,千万不要先放入熔管内。(尼龙料﹑二次料﹑色粉特别容易发生)。
5.铁片不宜放入料管内,若小片环可被挤平通过,但至射嘴口会被卡住,宜清射嘴。若大块的则会损伤螺杆和料管,此时必须拆管修护。保护方法:宜在漏料斗处安装磁铁,尤其射废料或二次料更须安装。
若常清射嘴或常修设料管与螺杆是得不偿失的。
6.带有色粉射出温度宜加高100C~200C,因色粉要比塑料温度高才能渗和,但若加高温度,原塑料又受不了而变质中,所以减少冷却水或停止冷却。最后部(冷却部位)温度控制加高100C~200C即可,如此则易加料,因色粉是呈湿性的,易于卡住螺杆牙底,而影响塑料流动。
7.有渗色粉,色母,发泡剂的或射色板的,螺杆设计宜用混炼式的制造。只用一般式螺杆射出则需加大背压,但加大背压时,塑料宜流入模具,宜控制妥当。
8.过低温性成型的料如PVC或ABS加防火料等。在螺杆压缩的设计和止逆装置设计须正确。否则成型品易起黑纹。原由是当料流通过止逆圈时,无法顺畅,呈挤料的现象会在管内引起瓦斯气泡,当一射出时,顺便冲出来。故射低温的射嘴孔径要加大,射压才受阻力,可减少止逆圈的受力,螺杆转速宜慢背压不高,使其不温升,射速宜慢,不使气体滞留在模体,而产生包风现象。
9.洗料管的要领:
(1)在更换前,料管温度尽量低于实际成型温度。
(2)螺杆转速宜低,减低螺杆背压,防止磨擦热导致塑料温度上升。
(3)更换本色塑料每次少量供予加料。
(4)以短行程射出,用冲击性的射出数次,效果极佳。
(5)料管内壁或螺杆槽部若有伤缺,熔料会滞留于此部而不易清洗。
七﹑常见的成型不良概述
(一)缩水
射出成型品不良之中,缩水是常处出现的事,对胶道长些,厚度大些的产品,更是常发生,对射出成型来说,熔化的塑料碰上模具表面就开始硬化了,而加热中的塑料和固化中的塑料密度就开始区分,所以收缩就开始了,尤其厚薄不规则产品经过薄面至厚体,射压无法补充同,缩水更加明显,必要时可以用玻璃纤维等充填成复合材料,则缩水会减少,否则所有结晶性塑料之收缩率相当大;顺流末端缩水很容易出现,于是塑料未硬化前就以保压来调整,但保压压力太大会出现裂纹等状况,所以保压压力必须隨时间增加而降低,当浇道大一点或厚度差异减少,对缩水亦有相当助益。
(二)末端烧黑(如图一)
槽内空气受到压缩而产生高温,若射压不足则出现充填不足而提高压力即出现烧黑,此状况可改善气孔或提高压降,降低末端射速及塑料温度,避免使用再生料,及使用热安定性较佳之材料,当然浇道加大,降低末端射速或改善排气孔是有助益的。
(三)银条(如图二)
成型品表面表面因射出时塑料流动所产生银白纹现象,这是塑料内水分被压缩而成气状,在喷嘴压力下,无法蒸发而附于硬化过程中所产生,所以原料内水分干燥完全就能防止发生,ABS树脂若出现银条,可确定为干燥不足所致。
(四)流动标志(如图三)
成型品之浇道要在中心,而成品表面有流纹状现象,这现象是已射出之塑料返包硬化所致,将型温度调高,射出速度尽量调低或更改浇道均有所助益。
(五)熔接线(如图四)
塑料流进孔穴时,经分割后再进行结合受空气阻挡而产生,或是离型剂过多,所以提升塑料温度或将塑料经孔穴温度之提高,模具温度提高,流动性好之材料及离型剂等停止使用均有所帮助。
(六)射出成型常发生之状况如下:
1.成型材料供给不顺畅:储料于正常转动状况下,塑料未能正常转动状况下,而有空转情形.其发生之原因
最多为原料所致,如再生料过多所引起之粉末,或色粉使用粘油过多等等,成型条件不适当,亦有干料不完全或温度设定异常,或螺杆转速过大等.
2.料管温升过高:背压使用过或螺杆料管受异损伤.
3.可塑化能力不足(周期时间过长):即加热不及散热,可适度增加电热片之瓦特数.
4.射出量不稳定:温度异常或逆流系统破裂等等.
5.储料噪音:于不产生温升状况下,多数为材料粉末或受压缩时受扭力转切所致,可以添加少量滑剂或清除粉末处理.
6.冷却时间过长:模具冷却系统加强或降低成型温度.
7.残留硬料:射嘴及模具未完全吻合所致,或松退操作不当.
成型品之缺陷与对策
透气不良改良模具气孔
成品毛边塑料太热把料管和模具温度降低
射出压力太高降低射出压力
闭模压力不足提高闭模力,如已不能提高时必须换较大机械模具不良整修模具
凹痕(缩水) 模腔焦料不足,引致收缩娇
料不足原因:
(A)塑品切面厚,或厚薄不
均匀
(B)入料不足
(C)射出压力太小
(D)射出时间太短
(E)娇口不对称
(F)射出速度太慢
(G)保压不足
(A)修改模具或增加注射压力
(B)增加入料
(C)增加射出压力
(D)增加射出时间
(E)限制熔胶全部流入最近直浇道浇口,使熔胶流入其它浇口
(F)增加射出速度
(G)增加浇口尺寸
(H)增加保压压力时间
塑胶产品结构设计常识 1.胶厚(胶位):塑胶产品的胶厚(整体外壳)通常在0.80-3.00左右,太厚容易缩水和产生汽泡,太薄难走满胶,大型的产品胶厚取厚一点, 小的产品取薄一点,一般产品取1.0-2.0为多。而且胶位要尽可能的均匀,在不得已的情况下,局部地方可适当的厚一点或薄一点, 但需渐变不可突变,要以不缩水和能走满胶为原则,一般塑料胶厚小于0.3时就很难走胶,但软胶类和橡胶在0.2-0.3的胶厚时也能走满胶。 2.加强筋(骨位):塑胶产品大部分都有加强筋,因加强筋在不增加产品整体胶厚的情况下可以大大增加其整体强度,对大型和受力的产品 尤其有用,同时还能防止产品变形。加强筋的厚度通常取整体胶厚的0.5-0.7倍,如大于0.7倍则容易缩水。加强筋的高度较大时则要做0.5-15的斜度(因其出模阻力大),高度较矮时可不做斜度。 3.脱模斜度:塑料产品都要做脱模斜度,但高度较浅的(如一块平板)和有特殊要求的除外(但当侧壁较大而又没出模斜度时需做行位)。 出模斜度通常为1-5度,常取2度左右,具体要根据产品大小、高度、形状而定,以能顺利脱模和不影响使用功能为原则。产品的前模斜度通常 要比后模的斜度大0.5度为宜,以便产品开模事时能留在后模。通常枕位、插穿、碰穿等地方均需做斜度,其上下断差(即大端尺寸与小端尺寸之差)单边要大于0.1以上。 4.圆角(R角):塑胶产品除特殊要求指定要锐边的地方外,在棱边处通常都要做圆角,以便减小应力集中、利于塑胶的流动和容易脱模。 最小R通常大于0.3,因太小的R模具上很难做到。 5.孔:从利于模具加工方面的角度考虑,孔最好做成形状规则简单的圆孔,尽可能不要做成复杂的异型孔,孔径不宜太小,孔深与孔径比不宜太大,因细而长的模具型心容易断、变形。孔与产品外边缘的距离最好要大于1.5倍孔径,孔与孔之间的距离最好要大于2倍的孔径,以便产品有必要的强度。与模具开模方向平行的孔在模具上通常上是用型心(可镶、可延伸留)或碰穿、插穿成型,与模具开模方向不平行的孔通常要做行位或斜顶,在不影响产品使用和装配的前提下,产品侧壁的孔在可能的情况下也应尽量做成能用碰穿、插穿成型的孔。6.凸台(BOSS):凸台通常用于两个塑胶产品的轴-孔形式的配合,或自攻螺丝的装配。当BOSS不是很高而在模具上又是用司筒顶出时,其可不用做斜度。当BOSS很高时,通常在其外侧加做十字肋(筋),该十字肋通常要做1-2度的斜度,BOSS看情况也要做斜度。当BOSS和柱子(或另一BOSS)配合时,其配合间隙通常取单边0.05-0.10的装配间隙,以便适合各BOSS加工时产生的位置误差。当BOSS用于自攻螺丝的装配时,其内孔要比自攻螺丝的螺径单边小0.1-0.2,以便螺钉能锁紧。如用M3.0的自攻螺丝装配时,BOSS的内孔通常做Ф2.60-2.80。 7.嵌件:把已经存在的金属件或塑胶件放在模具内再次成型时,该已经存在的部件叫嵌件。当塑胶产品设计有嵌件时,要考虑嵌件在模具内 必须能完全、准确、可靠的定位,还要考虑嵌件必须与成型部分连接牢固,当包胶太薄时则不容易牢固。还要考虑不能漏胶。 8.产品表面纹面:塑料产品的表面可以是光滑面(模具表面省光)、火花纹(模具型腔用铜工放电加工形成)、各种图案的蚀纹面(晒纹面)和雕刻面。当纹面的深度深、数量多时,其出模阻力大,要相应的加大脱模斜度。 9.文字:塑料产品表面的文字可以是凸字也可以是凹字,凸字在模具上做相应的凹腔容易做到,凹字在模具上要做凸型心较困难。 10.螺纹:塑胶件上的螺纹通常精度都不很高,还需做专门的脱螺纹机构,对于精度要求不
射出成型工艺 Document number【980KGB-6898YT-769T8CB-246UT-18GG08】
射出成型工艺 图1 塑胶射出流程 注塑过程中的关键步骤: 1. 塑化计量 1)塑化 达到组分均匀、密度均匀、黏度均匀、温度分布均匀。 2)计量 保证将塑化好的熔体定温、定压、定量射出。 3)塑化效果和能力 柱塞式射出机、螺杆式射出机(普通螺杆塑化、动力熔融)。其中螺杆式射出机的塑化能力强于柱塞式射出机。 2.射出充模 1)流动充模 射出过程中注塑压力和速度的变化。 射出压力与熔体温度、熔体流速的关系。 射出压力与熔体充模特性(充模流动形式和充模速度)的关系。 2)保压补缩 保证将塑化好的熔体定温、定压、定量射出。 保压力、保压时间和模腔压力之间的关系会影响制件的密度、收缩及表面缺陷。
射出成形加工考虑要点 1.模具成形温度 模温过低:熔体流动性差,制件上产生较 大应力、熔接痕,表面质量差。 模温过高:冷却时间、收缩率、翘曲变形 均增大。 模温影响射出的成型性、成型效率、制品 品质。尤其对流动性、尺寸安定性、表面光泽 及内应力有绝对影响. 2. 塑料温度 若低于黏流温度:不利于塑化,熔料黏度 大,成型困难,易出现熔接痕,表面无光泽或 缺料。 若高于热分解温度:引起热降解,导致之间物理和力学性能变差。 3. 螺杆回转速度 当进料时,螺杆回转并在背压作用下向后退,其回转速度将主要影响螺杆对物料的塑化能力,此外对料温也会产生影响。 螺杆转速达到一定数值后,综合塑化效果下降。 4.背压设定 与螺杆转速一起影响螺杆对物料的塑化效果,要综合考虑背压力和螺杆转速的设定。 背压大而螺杆转速小时会发生逆流。 背压过小会使空气进入螺杆前端。 5.射出成形压力 若射出压力过小:模腔压力不足,熔体难以充满模腔。 若射出压力过大:涨模、溢料,压力波动 较大,生产难于稳定控制,制件应力增大。 射出压力确定原则:根据条件,射出压力 尽量高,有助于提高充模速度、熔接痕强度, 防止缺料,使收缩率减小;但同时要注意避免 喷射流动。 6. 射出成形速度 若射出速度过小:制件表层冷却 快,易发生缺料、分层和熔接痕 若射出速度过高:维持熔体温 度,减小熔体黏度,制件比较密实均 匀容易产生喷射,在排气不良时会使 制件灼伤或热降解 同时应当注意要改变聚合物黏度 时应根据聚合物黏度对温度敏感性和 对剪切速率敏感性两个因素确定注射温度和注射速度。 6.保压力和保压时间图2. 螺杆转速与塑化效果的关系 图4. 注嘴结构 图3. 背压油缸结构
塑料成型工艺及模具设计 一、填空题(每空1分,共30分) 1、聚合物的物理状态分为玻璃态、高弹态、粘流态三种。 2、成型零部件工作尺寸的计算方法有平均值法和公差带法。 3、注塑成型工艺参数为温度、压力、各阶段的作用时间。 4、注塑模的支持零部件包括固定板、支承板、支承块、模座等。 5、注射模的浇注系统有主流道、分流道、浇口、和冷料穴组成。 6、注射过程一般包括加料、塑化、注射、冷却、和脱模几个步骤。 7、导向机构的作用有导向作用、定位作用和承受一定的侧向压力。 8、塑料一般是由树脂和添加剂组成的。 9、注塑成型工艺过程包括成型前准备、注塑过程和塑件的后处理三个阶段。 10.塑料按理化特性分为热塑性塑料和热固性塑料。 二、选择题(每题2分,共20分) 1、热塑性塑料在常温下呈坚硬固态属于(A) A、玻璃态 B、高弹态 C、粘流态 D、气态 2、注塑机料筒温度的分布原则是(A) A、前高后低 B、前后均匀 C、后端应为常温 D、前端应为常温 3、主流道一般位于模具的中心,它及注塑机的喷嘴轴心线(D) A、垂直 B、相交 C、相切 D、重合 4、多型腔模具适用于(B)生产 A、小批量 B、大批量 C、高精度要求 D、试制 5、模具排气不畅可能导致的塑件缺陷是(A) A、烧焦痕 B、翘曲 C、拼接缝 D、毛刺 6、注塑机XS-ZY-125中的“125”代表(D) A、最大注射压力 B、锁模力 C、喷嘴温度 D、最大注射量 7、下列不属于注射模导向机构的是(D) A、导柱 B、导套 C、导向孔 D、推杆 8、合模时导柱及导套间呈(B) A、过孔 B、间隙配合 C、过渡配合 D、过盈配合 9、下列塑料中属于热固性塑料的是(C) A、聚乙烯 B、ABS C、酚醛 D、尼龙 10、从尽量减少散热面积考虑,热塑性塑料注射模分流道宜采用的断面形状是(A) A、圆形 B、矩形 C、梯形 D、U形 三、判断题(每题1分,共5分) 1、同一塑料在不同的成型条件下,其流动性是相同的。(×) 2、同一塑件的壁厚应尽量一致。(√) 3、一副塑料模可能有一个或两个分型面,分型面可能是垂直的、倾斜或平行于合模方向。(√) 4、注射成型时,为了便于塑件的脱模,在一般情况下,使塑件留在动模上。(√) 5、尺寸较大的模具一般采用4个导柱,小型模具通常用2个导柱。(√) 四、简答题(每题4分,共20分) 1、什么是塑料?塑料有哪些性能特点?(列出5条即可)
塑料成型技术数据 一、前言 在射出成形过程中,从试模到大量生产的这一段期间内,因成形不良,致使成品产生暇疵,而造成不良品或报废品的因素有很多,其中主要原因大致可归纳为以下数点: 1.成形作业过程中品管人员或作业人员疏忽。 2.成形材料使用不当。 3.射出成形机能力不足。 4.成形作业条件设定不当。 5.模具设计上制作不完备。 6.成形品设计上下不完善。 形成成形不良之原因,除上述第一项纯属品管人员或作业人员之疏忽,而造成之错失外,其余若详加分析的话则可得知实际上造成成品不良的原因,并不单纯,因为在上述诸项原因中有的不良原因之形成,并非是单独由某一种原因所产生的,而是有许多项状况之消除,常有赖于实际作业者多年的经验与直觉的判断。
二、成形品不良状况 1.充填不足(SHORT SHOT) 2.毛边(FLASH) 3.缩水(SINK MARK) 4.流痕(FLOW MARK) 5.喷痕(JETT ING) 6.银条(SILVER STREAKS) 7.表面模糊状(DULLSURFACE) 8.接合线(WELD LINE) 9.气泡(BUBLE) 10.黑条与烧焦(BLACK STREAKS) 11.裂痕与破裂(CRAGING CRACKING)) 12.变形(WARPAGE) 13.顶白(白化、挽白) 14.颤纹(CHATTER MARK) 15.表面剥离(层裂) 三、形成不良的原因 1.充填不足(SHORT SHOT) 又称为缺料、短料、未饱料……,系指成形时所射出的熔融塑料【註1】未能完全充满整个模窝【註2】而言,发生充填不足的原因大都是成形条件设定不当,成品壁厚设计太薄,模具设计制作不完备成形机本身容量不足。 2.毛边(FLASH) 又称之为溢料、毛头、过饱料……,系指熔融树脂流入分模面(P.L 面) 里,或渗入模仁【註3】之嵌合处内,致使成品产生不应有的料。形成毛边的原因,除成形机的能力不足外,大致上可以说是模具的问题比较多。 【註1】塑膠原料在料管中加溫至最宜成形的溫度時融解成流體的現象,稱之為熔融樹脂。 【註2】雄(公) 模與雌(母) 模,合模後所留下之間隙亦是將來成形後,所得之成品形狀,此一空間稱之為模窩。 【註3】一組模具之組成很少是由一塊鋼材一體加工成形的,大部份是由許多種鋼材及配件嵌合而成的,除了本體以外之配件,稱之為模仁或仁仔或CORE 配件模塊等。
注塑件常见品质问题及原因分析、解决方法 一、注塑件常见品质问题塑胶件成型后,与预定的质量标准(检验标准)有一定的差异,而不能满足下工序要求,这就是塑胶件缺陷,即常说的品质问题,要研究这些缺陷产生原因,并将其降至最低程度,总体来说,这些缺陷不外乎是由如下几方面造成:模具、原材料、工艺参数、设备、环境、人员。现将缺陷问题总结如下:1、色差:注塑件颜色与该单标准色样用肉眼观看有差异,判为色差,在标准的光源下(D65)。2、填充不足(缺胶):注塑件不饱满,出现气泡、空隙、缩孔等,与标准样板不符称为缺胶。3、翘曲变形:塑胶件形状在塑件脱模后或稍后一段时间内产生旋转和扭曲现象,如有直边朝里,或朝外变曲或平坦部分有起伏,如产品脚不平等与原模具设计有差异称为变形,有局部和整体变形之分。4、熔接痕(纹):在塑胶件表面的线状痕迹,由塑胶在模具内汇合在一起所形成,而熔体在其交汇处未完全熔合在一起,彼此不能熔为一体即产生熔接纹,多表现为一直线,由深向浅发展,此现象对外观和力学性能有一定影响。5、波纹:注塑件表面有螺旋状或云雾状的波形凹凸不平的表征现象,或透明产品的里面有波状纹,称为波纹。6、溢边(飞边、披锋):在注塑件四周沿分型线的地方或模具密封面出现薄薄的(飞边)胶料,称为溢边。7、银丝纹:注塑件表面的很长的、针状银白色如霜一般的细纹,开口方向沿着料流方向,在塑件未完全充满的地方,流体前端较粗糙,称为银丝纹(银纹)。8、色泽不均(混色):注塑件表面的色泽不是均一的,有深浅和不同色相,称为混色。9、光泽不良(暗色):注塑件表面为灰暗无光或光泽不均匀称为暗色或光泽不良。10、脱模不良(脱模变形):与翘曲变形相似,注塑件成型后不能顺利的从模具中脱出,有变形、拉裂、拉伤等、称为脱模不良。11、裂纹及破裂:塑胶件表面出现空隙的裂纹和由此形成的破损现象。12、糊斑(烧焦):在塑件的表面或内部出现许多暗黑色的条纹或黑点,称为糊斑或烧焦。13、尺寸不符:注塑件在成型过程中,不能保持原来预定的尺寸精度称为尺寸不符。14、气泡及暗泡:注塑件内部有孔隙,气泡是制品成型后内部形成体积较小或成串孔隙的缺陷,暗泡是塑胶内部产生的真空孔洞。15、表面混蚀:注塑件表面呈现无光、泛白、浊雾状外观称为混蚀。16、凹陷:注塑件表面不平整、光滑、向内产生浅坑或陷窝。17、冷料(冷胶):注塑件表面由冷胶形成的色泽、性能与本体均不同的塑料。18、顶白/顶高:注塑件表面有明显发白或高出原平面。19、白点:注塑件内有白色的粒点,粒点又叫“鱼眼”,多反映在透明制品上。20、强度不够(脆裂):注塑件的强度比预期强度低,使塑胶件不能承受预定的负裁二、常见品质(缺陷)问题产生原因1、色差:①原材料方面因素:包括色粉更换、塑胶材料牌号更改,定型剂更换。②原材料品种不同:如PP料与ABS料或PC料要求同一种色,但因材料品种不同而有轻微色差,但允许有一限度范围。③设备工艺原因:A、温度;B、压力;C熔胶时间等工艺因素影响。④环境因素:料筒未清干净,烘料斗有灰尘,模具有油污等。⑤色粉本身因素:有些色粉不受温,且制品很易受温度变化而改变。如:9278烤箱提手(A2945兰)。2、充填不足(缺胶):①模具方面:A、浇注系统设计不合理,浇注系统是熔体进入模腔的通道,对塑料件成型质量有很大关系,浇口不平行,浇口的位置不是在壁厚部位;B、模具排气结构不良;C、熔体中的杂质或冷料阻塞流道;D、模具温度未达要求。②原料方面:A、原材料含水量过大;B、原料中易挥发物超标; C、原材料中杂质或再生料过多。③注塑机方面:A、注射量不足:如用150T机生产180T产品。 B、喷嘴为异物堵塞,喷嘴孔太小; C、原料供应不足:如料筒堵塞,水口料影响下料; D、止逆阀故障; E、注射行程不够。④成型操作方面:A、模具温度过低;B、注射压力太低;C、保压时间太短;D、注射速度太慢;
課程名稱:產品設計及模流分析 演講題目:塑膠射出成型常見問題 汽車零組件及消費性電子產品案例分享演講專家:蕭乃仁高級工程師 演講公司:科盛科技股份有限公司 學生姓名:王亭縣 學號:49612112 指導老師:劉佳營老師 日期:12月07號
一、前言:這次主題講的是"塑膠射出成型常見問題",請到 的是前南台畢業的學長,針對一個產品射出到成型會遇到 的種種問題,以及針對次問題,要如何去避免跟改進。 二、內容: 塑膠射出成型常見之問題 ○1短射(short shot)困擾與問題: 短射(Short Shot)或充填不足(Incomplete Filling) 短射(short shot)問題描述: 塑料無法順利填滿模穴(飽模),造成局部區域無法順利成型。 ○2包封(air trap)困擾與問題: 產品上的缺料,有時會伴隨著燒焦的情況 包封(air trap)問題描述: 塑料無法順利填滿模穴(飽模),造成局部區域無法順利成型 ○3燒焦(burning)困擾與問題: 燒焦劣化(Burning and Degradation) 燒焦(burning)問題描述: 成型品表面出現燒焦黃化的痕跡 ○4縫合線(weld line)困擾與問題: 縫合線(Knit Line)或縫合線(Welding Line)、接痕
縫合線(weld line)問題描述: 塑料流動面交會或是在嵌件後方形成肉眼可見的接痕。 ○5凹痕(sink mark)困擾與問題: 凹痕或凹陷(Sink Mark) 凹痕(sink mark)問題描述: 成型品在肋或肉厚較厚處發生的收縮陷入現象 ○6翹曲變型(warpage)困擾與問題: 翹曲變形(Warpage and Deformation) 翹曲變型(warpage)問題描述: 成型品尺寸發生變形走樣,無法符合規格尺寸需求 ○7毛邊(flash)困擾與問題: 毛邊或溢邊(Flash) 毛邊(flash)問題描述: 塑料自分模面或模具間隙、排氣孔溢出,形成薄片狀毛邊,造成品質問題以及增加後處理費用,並損害模具。 ○8Many others. 其他可能困擾與問題 噴流(Jetting)、吹破孔(Blow Hole)、冷料流痕(Cold Flow Mark)、氣泡(Cell)、黑點(Dark Spot)、白化(Whitish)、頂出痕(Ejection Mark) 、殘留應力
Air traps困氣 What is an air trap? An air trap is air that is caught inside the mold cavity. It becomes trapped by converging polymer melt fronts or because it failed to escape from the mold vents, or mold inserts, which also act as vents. Air-trap locations are usually in areas that fill last. Lack of vents or undersized vents in these last-to-fill areas are a common cause of air traps and the resulting defects. Another common cause is race-tracking (the tendency of polymer melt to flow preferentially in thicker sections), caused by a large thickness ratio. 困氣是氣 體存在于模具型腔內無法排出,困氣會形成氣孔是其聚集在熔體前端或未從模具排氣孔以及鑲件排出。困氣通常發生在最終填充位置。在填充末端缺少排氣孔或排氣孔太小都會引起空位造成制品缺陷。另一個較為普遍的原因是跑馬場效應(聚合物熔體有優先向肉厚方向流動的趨勢),是由于壁厚突變引起的。 FIGURE 1. Air trap locations indicated by the computer-predicted melt-front advancements. (To replay the animation, click Replay) Problems caused by air traps Entrapped air will result in voids and bubbles inside the molded part, a short shot (incomplete fill), or surface defects such as blemishes or burn marks. To eliminate air traps, you can modify the filling pattern by reducing the injection speed, enlarging venting, or placing proper venting in the cavity. 困氣將引起成型制品內部空位和氣泡,短射(澆不足),或表面缺陷如污痕或燒焦。可以利用改善成型條件來解決困氣問題,如減少注射速度,擴大排氣孔,或者適當位置開設排氣孔。
射出成型简介 1 射出成形之基本知识。 1.1 射出成形的特征以及组成。 射出成形是将溶融的成形材料以高压的方式填充到封闭的模具内,射出成形的模腔内承受的压力约400KGF/CM2,大约为400个大气压,以这样高的压力来制作产品是它的特征,这是它的优点也是它的缺点。也就是说模具必须制作得相当坚固,因而模具价格也相当昂贵,因此必须大量生产以便与高价的模具费用互相扣抵,例如每批之生产量必须10000PCS以上才合理,换句话说;射出成形的工作必须以大量生产才行。 成型过程所说几个步骤: 1.1.1关门 安全门上才开始成型。 1.1.2 锁模 将移动侧的移动板前进,使得模具关闭,模具关闭以后确实地把模具锁紧。1.1.3 射出(包括保压) 螺杆快速地往前推进,把熔融之成形材料注入模腔内填充成形,填充之后压力要必须继续保持,这个动作特别取名为“保压”。在刚充填时模具承受的压力,一般叫做射出压或者叫做“一次压”。 1.1.4 冷却(以及下个动作的可塑化工程) 模腔内之成形材料等待冷却凝固之过程叫“冷却”。在这时候射出装置也准备下次工作,这个过程叫做“可塑化过程”。放在料斗里的成形材料,流入加热的料管内加热,是依据螺杆旋转把原料变成熔融状态,螺杆像拨
取螺丝的原理一样,一面转一面后退,螺杆前端会储存熔融之成形材料,螺杆旋转时,抵抗螺杆向后退的压力称之为螺杆的“背压”。 1.1.5 打开模具 将移动侧的移动板向后退,模具跟着打开。 1.1.6 打开安全门 安全门打开,这时成形机处于待机中之状能。 1.1.7 取件 将成品取出,然后检视确认模具内未残留任何对象再关门.以上整个成形作业叫做一个CYCLE成型。 成品是由模具的形状成形出来。模具是由母模及公模块合成,公母模模仁之间留有空隙,材料在此流入压缩形成产品。成型材料要流入公母模之前的通路有主流道(SPRUE)流道(RUNNER)闸门(GATE)等。1.2 射出成形机 射出成形机以较大项目来区分,可分为两项,锁模装置和射出装置。1.2.2 锁模装置 将模具关闭不被打开,成形材料在模腔内冷却凝固后,模具才打开然后取出成品等等动作的设备装置之锁模装置。 1.2.3 将成形材料射出,填充到模腔内的设备装置称之射出装置。此两个装置组合而成为射出成形机。 下面继续说明射出成形机的能力,射出成形机之能力基本上是下述3项规定来区分。 A 锁模力
塑胶成型工艺 ※热塑性塑料成型 热塑性塑料品种每繁多,即使同一品种也由于树脂分子及附加物配比不同而使其使用及工艺特性也有所不同。另外,为了改变原有品种的特性,常用共聚、交联等各种化学方法在原有的树脂结构中导入一定百分比量的其它单体或高分子等,以改变原有树脂的结构成为具有新的改进物性和加工性的改性产品。例如,ABS即为在聚苯乙烯分子中导入了丙烯腈、丁二烯等第二和第三单体后成为改性共聚物,可看作称改性聚苯乙烯,具有比聚苯乙烯优异综合性能,工艺特性。由于热塑性塑料品种多、性能复杂,即使同一类的塑料也有仅供
注塑用和挤出用之分,故本章节主要介绍各种注塑用的热塑性塑料。 1、收缩率 热塑性塑料成型收缩的形式及计算如前所述,影响热塑性塑料成型收缩的因素如下:1.1塑料品种热塑性塑料成型过程中由于还存在结晶化形起的体积变化,内应力强,冻结在塑件内的残余应力大,分子取向性强等因素,因此与热固性塑料相比则收缩率较大,收缩率范围宽、方向性明显,另外成型后的收缩、退火或调湿处理后的收缩率一般也都比热固性塑料大。 1.2塑件特性成型时熔融料与型腔表面接触外层立即冷却形成低密度的固态外壳。由于塑料的导热性差,3使塑件内层缓慢冷却而形成
收缩大的高密度固态层。所以壁厚、冷却慢、高密度层厚的则收缩大。另外,有无嵌件及嵌件布局、数量都直接影响料流方向,密度分布及收缩阻力大小等,所以塑件的特性对收缩大小、方向性影响较大。 1.3进料口形式、尺寸、分布这些因素直接影响料流方向、密度分布、保压补缩作用及成型时间。直接进料口、进料口截面大(尤其截面较厚的)则收缩小但方向性大,进料口宽及长度短的则方向性小。距进料口近的或与料流方向平行的则收缩大。 1.4成型条件模具温度高,熔融料冷却慢、密度高、收缩大,尤其对结晶料则因结晶度高,体积变化大,故收缩更大。模温分布与塑件内外冷却及密度均匀性也有关,直接影响到各部
塑料注塑成型不良现象的原因及处理办法 1、充填不足(缺胶> [1] 成形品的体积过大 1-1>要使用成形能力大的成形机。 1-2>使用成形多数个成品的模具时,要关闭内腔。 [2] 流道、浇口过小 2-1>扩展流道或浇口。 2-2>放快射出速度。 2-3>增强射出压力。 [3] 喷头温度低 3-1>喷射空气,以排出冷却的材料。 3-2>升高材料的温度。 3-3>改用大型喷头。 [4] 材料的温度或者射出压力低 4-1>升高材料的温度。 4-2>增强射出压力。 4-3>添加外部润滑。 [5] 内腔里的流体流动距离过长 5-1>设置冷余料洼坑。 5-2>升高材料的温度。 [6] 模具温度低了 6-1>升高模具温度。 6-2>放快射出速度。 6-3>增强射出压力。 6-4>升高材料的温度 [7] 射出速度慢了 7-1>加快射出速度。 7-2>升高材料的温度 [8] 材料的供给量过少 8-1>如属螺桨式装置,增加增塑量;而采用柱塞方式时,则增加从料斗落下的数量。 8-2>减少外部润滑,改进螺桨的加工条件 [9] 排气不良 9-1>放慢射出速度。 9-2>将填充不良的位置改为镶件结构或在模具上加设排气槽。 9-3>改变胶口的位置 9-4>改变成形品的厚度 2、溢料(飞边> [1]锁模力不足 1-1>加强锁模力。 1-2>降低射出压力。 1-3>改用大型成形机。 1-4>确实调整好连杆。 [2]模具不好 2-1>补修导推杆或导钉梢的部位 2-2>修正模具安装板。增加支撑柱。
2-3>使用轨距联杆的强度足够的成机 2-4>确实做好模具面的贴合。 [3]模具面的杂质 3-1>除去杂物 [4]成形品的投影面积过大 4-1>使用大型成形机。 [5]材料的温度过高 5-1>降低材料的温度。 5-2>放慢射出速度。 [6]材料供给量过剩 6-1>调整好供给量。 [7]射出压力高 7-1>降低射出压力。 7-2>降低材料的温度。 3气孔在材料为充分干燥时,是挥发物或空气所致;大多时候发生在产品胶厚的位置,实际是材料的收缩引起的真空气泡 [1] 流道或浇口过小 1-1>将流道或浇口扩展。 1-2>增强射出压力。 [2] 成形品的壁厚差大 2-1>尽量使壁厚度要均匀。 2-2>要使壁厚差不显著。 [3] 材料的温度高 3-1>降低材料的温度。 3-2>要改进发生气孔的部位的冷却条件。 [4] 离浇口的流动距离长 4-1>增强射出压力。 4-2>加快射出速度。 4-3>在成形品上设置棱或厚层部位。 [5] 脱模过早 5-1>延长冷却时间。 [6] 射出压力低 6-1>增强射出压力。 [7] 冷却时间短 7-1>延长冷却时间。 7-2>降低模具温度。 [8] 保压不充分 8-1>延长保压时间。 8-2>增强保压压力。 4 波纹 [1]材料流动不畅 1-1>升高材料的温度。 1-2>换用流动性高的材料。 1-3>增强射出压力。 1-4>设定冷料井。加速射出速度。 [2]模具温度低
聚乙烯的注塑成型条件 聚乙烯为结晶性原料,吸湿性极小,不超过0.01%,因此在加工前无需进行干燥处理。聚乙烯分子联链柔性好,键间作用力小,熔体粘性低,流动性极好,因此成型时无需太高压力就能成型出薄壁长流程制品。聚乙烯的收缩率范围大,收缩值大,方向性明显,LD聚乙烯收缩率为1.22%左右,HD聚乙烯收缩率在1.5%左右。因此容易变形翘曲,模具冷却条件对收缩率的影响很大,故应该控制好模具温度,保持冷却均匀、稳定。 聚乙烯的结晶能力高,模具的温度对塑件的结晶状况有很较大的影响。模温高,熔体冷却慢,塑件结晶度高,强度也就高。 聚乙烯的熔点不高,但比热容较大,因此塑化时仍需要消耗较多的热量,故要求塑化装置要有较大的加热功率,以便提高生产效率。 聚乙烯的软化温度范围较小,且熔体易氧化,因此在成型加工中应尽可能避免熔体与氧发生接触,以免降低塑件质量。 聚乙烯制件质地较软,且易脱模,因此当塑件有浅侧凹槽时可以强力脱模。 聚乙烯熔体的非牛顿性不明显,剪切速率的改变对粘度的影响较小,聚乙烯熔体粘度受温度的影响也较小。 聚乙烯熔体的冷却速度较慢,因此必须充分冷却。模具应该有较好的冷却系统。若聚乙烯熔体在注射时采用直接进料口进料,易增大应力和产生搜索不均匀及方向性明显的增大变形,因此应注意选择进料口参数。 聚乙烯的成型温度较宽,在流动状态下,温度的少许波动对注塑成型没有影响。 聚乙烯的热稳定性较好,一般在300度以下无明显的分解现象,对质量没什么影响。 聚乙烯的主要成型条件: 料筒温度:料筒温度主要是与聚乙烯的密度高低和熔体流动速率大小有关,另外还与注塑机的类型和性能,一级塑件的形状有关。由于聚乙烯为结晶型聚合物,在熔融时晶粒要吸收一定热量,因此料筒温度应高于它的熔点10度。度于LD聚乙烯来说,料筒温度控制在140-200℃,HD聚乙烯的料筒温度控制在220℃,料筒后部取最小值,前端取最大值。 模具温度:模温对塑件的结晶状况有较大影响,模温高,熔体结晶度高,强度高,但收缩率也会增大。通常LD聚乙烯的模具温度控制在30℃-45℃,而HD聚乙烯的温度相应再高10-20℃。
一、前言 射出成型系統包括了射出成型機、模具、成型條件、成型方法、成型品設計等重要因素,成型品的品質、成本即受這些因素之影響,而各項因素又會互相干擾。 射出成型機在全電動化、精密控制、專用機台等方面的進步很顯著,尤其是全電動射出成型機的訂單已超高油壓式射出成型機,其優點在於精密控制性以及節約能源方面。 電動射出機以小型機為主,但最近已有鎖模力超過1000噸的大型機了。各公司並開發DVD、連接器、微齒輪等精密成型品的專用成型機。此外模具也在精密化、熱澆道等方面進步顯著。以下因篇幅所限,將以最近的成型法為中心,介紹其代表性例子。 二、超高速射出成型 模穴充填壓力要進一步均一化,可採用多種方法,其一為提高射出速度。對薄肉或複雜形狀的模穴,為將熔融塑料充填至最末端,各公司均開發出超高速射出成型機。可成型厚度0.5mm以下的薄製品,日本FANUC公司利用線性馬達,使射出速度達2000mm/s,加速度13G以上,用此超高速成型機製造厚度0.13mm 的喇叭筒。日精樹脂工業公司則以油壓機開發出射出速度2000mm/s的機台。 熔融塑料是非牛頓性流體,其粘度會隨剪切速度而下降,塑料更因射出成型時的剪切發熱而流動。(圖1)為60*290*2mm的模穴在充填後立即試算出來的料門至145mm位置的塑料溫度分布圖。射出速度愈大,模具壁面相接之固化層部分發生更多剪切發熱,使其溫度上升而阻止固化層的形成,促進塑料流動。射出成型時在最易冷卻的部分,對與固化層相接部位施以最大剪切速度,使該部分粘度下降,且引發自行發熱而保持流動,這是巧妙應用熔融塑料特性的成型法。
三、低壓射出成型 成型品單位投影面積鎖模力為0.3噸/cm2左右者,為一般的射出成型,低壓射出成型的鎖模力則多在其一半以下。代表性的成型法為射出壓縮成型法(圖2),不但模內壓力均一,塑料可均一地流動至模穴末端(圖3),流動長度也可增至2倍(圖4)。0.6mm厚的光碟、各種電子儀器的薄肉外殼等均可用此法成型。射出壓力可精密控制的低壓成型,已被各種射出成型機所採用。
塑胶成型不良原因分析
塑胶成型不良原因分析 注塑成型以前叫压铸成型,注塑成型的优点在于能生产出外形复杂,尺寸精确,色彩随意或带有金属嵌件镶块的制品。注塑成型必须的二个条件是:1、塑料必须以熔融状态进入模具﹔2、塑料熔体必须具有足够的压力,流速保证及时充满模腔。 一、注塑机分为柱塞式注塑机和预塑化螺杆注塑机,预塑化螺杆注塑机主要有三部分组成: 1、注塑装置:主要包括料筒及其加热装置,螺杆,喷嘴,料斗离合器及螺杆转动装置,注 射油缸等﹔ 2、合模装置:主要包括固定模板,移动模板,连接模板的拉杆,开合模油缸,制品顶出装置﹔ 3、液压传动电气控制系统:主要包括电动机,油泵,液压管道各类配件及其它液压件,电 气控制柜,仪表监控装置。 二、不良现象有: 1、缺料、缺胶(制件不满) (1)进料调节不当: A:缺料,加料是不够﹔ B:多料,加料量过多,因消耗额外的注射压力来压紧导致不满。 (2)射压力不妥,流动性差的用高压,形状复杂,厚薄变化大的宜用低压。 (3)料温过低,过早的在模内冷却,难以充满。 (4)模具温度低或温度分布不合理。 (5)塑料流动性差。 (6)喷嘴配合不良(大,小,堵塞,没配合好)。 (7)塑料溶块堵塞加料通道。 (8)喷嘴冷料入模。 (9)模具设计不合理。 2、飞边,飞边又称溢边,披锋,毛刺等,此种不良现象大多发生在模具的分合位置上,(动模 和静模的分型面,滑块的滑配位置,镶件的缝隙顶杆孔隙等处)。 (1)原因一:模具分型面精度差 A:塑料粘度太高或太低﹔ B:分型面上沾有凸出之异和或撬印﹔
C:注射速度,注射时间,制件壁薄的要快速充模,制件壁厚的要慢速充模。 3、银纹(包括表面气泡和内部气孔) 这是一种常见的毛病,是塑料充模时受气体干扰而出现在制件表面熔料,流动方向上的缺陷。 气体成份包括:水气、分解气、溶解气以及空气。 (1)水气(不规则地分布在整个塑料件的表面,大致上就是水气所致) A:塑料从水气中吸潮﹔ B:塑料从着色剂中吸潮﹔ C:塑料干燥不良﹔ D:型腔型芯壁面带水份(冷却水路漏水)。 (2)分解气(塑料加热分解的气体) (3)溶剂气(如使用添加剂要注意溶剂气的产生) (4)空气 A:料内带空气﹔ B:充模过程中物理性进气(主要为模具缺乏必要的排气孔道或排气孔道不足)(5)工艺方面: A:注射压力大,注射时间短﹔ B:注速太慢或太快﹔ C:宜用多段注射速度法减少银纹。 4、收缩凹陷:因塑料冷却硬化而造成收缩凹陷简称收缩,俗称缩水,主要出现在厚壁位置, 肋条BOSS柱背面(壁厚与缩水成正比)。 注:并非所有的缩水都会造成凹陷效果,相反有时会形成局部隆凸起。 原因:(1)模具设计壁厚不均匀﹔ (2)模温不平衡(改善方法为模具上增加冷却水道,模温高易收缩)﹔ (3)加强冷却水道的水温和流速的控制(宜高压、高速、冻水)﹔ (4)浇注系统的设计不合理﹔ (5)注射压力偏低,保压不足,注射时间不够﹔ (6)注射速度太慢﹔ (7)模温料温调节不当﹔ (8)延长制件在模具内的冷却时间(对于要求精度不高制件及早出模让其在水中冷
注塑成型产品不良原因及处理 一、成品不完整: 1.原料的温度太低; 2.射胶压力低; 3.熔胶量不够; 4.射出时间太短; 5.射胶速度太慢; 6.模具温度太低、不均及排气不良; 7.射嘴堵塞; 8.进胶不平衡; 9.浇道或浇口太少; 10.料内润滑剂不够; 11.机械能量不够; 12.螺杆逆胶圈磨损。 二、缩水: 1.模具进胶不足; 2.射出压力低; 3.保压不够; 4.射胶时间不够; 5.浇口不平衡; 6.射出速度太慢或太快; 7.料管温度过高; 8.射嘴堵塞; 9.模温不当; 10.排气不良; 11.冷却时间不够; 12.料管过大; 13.成品本身厚薄不均; 14.螺杆逆胶圈磨损。 三、毛头披风: 1.原料温度过高; 2.射出压力大; 3.计量太多; 4.靠密面和合模线不良; 5.锁模压力不够; 6.制品的投影面积过大; 7.改善对策,更换锁模力较大之机 台。 四、结合线: 1.原料熔胶不佳,处理:提高原料温 度,提高背压,加快螺杆转速; 2.模具温度低; 3.射出速度太慢; 4.射出压力低; 5.原料不洁或参有它料; 6.脱模油太多; 7.浇道浇口过大或过小; 8.模内空气排除不及。 五、流纹: 1.原料熔胶不佳,处理:同四; 2.模具温度太低; 3.射出速度太快或太慢; 4.射出压力太高或太低; 5.原料不洁或参有它料。 6.浇口太小产生射纹; 7.成品断面厚薄相差太远。 六、银纹、气泡: 1.原料含有水份; 2.原料温度过高或过热; 3.原较中添加物过多; 4.射出速度太快; 5.染料等之分解,处理:耐温较高之 替代品; 6.模具温度太低; 7.原料粒粗细不均匀; 8.料管内有空气,处理:前段温度 升,后段降; 9.原料在模内流动不畅; 七、成品表面不光泽: 1.模具温度太低; 2.剂量不够; 3.模具内有过多脱模油; 4.模内表面有水; 5.模内表面不光; 6.射胶压力不够。 八、成品变形: 1.冷却时间不够; 2.模温太高; 3.降低原料的温度; 4.成品厚薄不均匀; 5.填料不够; 6.几个浇口进料不均; 7.顶出系统之不平衡;
最新文件---------------- 仅供参考--------------------已改成-----------word文本 ------------ --------- 方便更改 赠人玫瑰,手留余香。 注塑成型的基本原理 注塑机利用塑胶加热到一定温度后,能熔融成液体的性质,把熔融液体用高压注射到密闭的模腔內,经过冷却定型,开模后顶出得到所需的塑体产品。二﹑注塑成型的四大要素: 1.塑胶模具 2.注塑机 3.塑胶原料 4.成型条件三﹑塑胶模具基本结构:1.公模(下模)公模固定板﹑公模辅助板﹑顶针板﹑公模板。2.
母模(上模) 母模板﹑母模固定板﹑进胶圈﹑定位圈。 四﹑注塑机主要由塑化.注射装置,合模装置和传动机构组成;电气带动电机,电机带动油泵,油泵产生油压,油压带动活塞,活塞带动机械,机械产生动作; 常见的注塑机可分为﹕ a.臥式注塑机 b.立式注塑机 c.多色注塑机 五﹑塑胶材料塑胶材料可分为热固性和热塑性两种﹕ 1.热固性塑胶(电木等)﹕指不能重复使用之塑胶 ,其分子最终成体型结构。 2.热塑性塑胶﹕指可重复再造使用之塑胶,分为结晶体(PBT,PA)和非定形性(PC,PPO).结晶性塑胶指塑胶液体在变为固体时可以成为規則形的塑胶,其分子大部分是依线形或支链型结构排列。 3.工程塑胶工程塑胶指使用在机械构件,可长期使用在100摄氏度以上﹐抗拉伸強度在一平方厘米500kg以上;抗弯曲強度在一平方厘米2400kg以上的塑胶,目前大部分使用的塑料有:PP ABS PBT PC PA PPS POM 等。 一般成型条件﹕1:ABS料﹕(丙烯清.丁二烯.苯乙烯三元树脂). 目前大部分使用的厂牌有:中国石化台湾奇美台湾化纤巴斯夫韩国LG(宁
注塑成型不良的案例分析 一、飞边(披锋) 系指从模具分型面拼出熔融树脂的现象,在成形作业当中属于最恶劣的情况,特别是当飞边粘在模具面上,残留下来,直接锁模的话,则损伤模具分型面。一旦出现这种情况,该损伤部分又会导致产生新的飞边,怎么也没办法,所以需特别注意不要出现飞边, 1、不得施加过高的射出压力 熔融粘度低的树脂,如尼龙、聚丙烯、聚乙烯、聚苯乙烯等,流动性好,往往从模具缝隙出现“边缘鼓出”现象,因此,不得施加过高的射出压力和保压压力。当有出现飞边的倾向时,应尽早让保压转换用限位开关动作,减少计量。降低射出压力。 另外,保压压力也有过高的时候,对于这些流动好的树脂,不要从一开始就施加高保压压力。应边观察成形品的状况,边一点一点提高压力。 2、最初锁模力不足时,当然会产生飞边,不了解所用模具所需锁模力究竟有多大,就不可能作出断。先利用锁模力调整手柄,增加锁模力试试看。 上图为在模具接触面(分型面)形成的飞边。飞边主要是发生在分型面,但其它如在小顶杆周围、抽芯周围有时也出现飞边。 所谓纵向飞边,几乎均起因于模具精度不够。象尼龙之类熔融粘度低的树脂,特别容易产生飞边,如聚碳酸酯之类粘度高的树脂则难于产生飞边。
时的判断方法是,当模腔内的压力乘以模腔、流道的投影面积所得的数值未超过机械是大锁模力的话,则不属于机械能力不足。 但需正确估计模腔内压力,然而不能把产品目录所列出的射出压力看作是模腔压力。射出压力充其量是料筒内的理论压力,树脂流入模具,即被冷却,压力急剧下降。平均压力从低粘度部件250kg/cm2到高粘度工业部件800kg/cm2左右,这种压力很难估计,虽然大体上有个基准,但要想保证估计精度,还需要凭经验。 3、在模具接触面产生了伤痕、夹有脏东西或是模具平行度差,当然会产生飞边,模具保管不善,则会使安装面打上伤痕,或是生锈,这样都会导致产生飞边。所以应该养成习惯妥善保管模具。绝对不得将模具直接放置在地面上。 4、也应特别留意注塑机的模具安装面,安装模具之前应用抹布仔细擦拭。 5、计量过多,或是螺杆料筒的温度设定的过高,均会产生飞边,最初应慢慢增加计量,温度设定因树脂而异,最好记住大致的标准温度。 二、填充不足(缺胶) 所谓填充不足,是指模具填充不满的状态。在达到目的形状之前,冷却固化则完全成为废品。 1、将射出量设定为最大,情况仍得不到改善,则表示射出压力不足,或设定温度过低。 2、将计量设定为最大,温度压力根据常识判断亦无异常,出现填充不足的现象时,多半需要检查注塑机的最大注射量。模腔容积超过最大射出量时,绝对填充不完全。有成形品样品的话,这种检查很简单,成形之前当然需要检查,首先测量样品、浇口及流道的重量,低于注塑机的最大注射量就不可以了。利用注塑机所具有的最大容积乘以树脂的假比重,即可算出该树脂的最大射出量。 成形品的重量刚好相当于注塑机的最大射出量,有时也会出现填充不足的现象,这是由于没有把保压残量行程(俗称容让)扣除的缘故。 3、为防止逆流,则需安装止逆环。聚乙烯、苯乙烯、聚丙烯及尼龙等低粘度的树脂一定需要,不装的话,因逆流的关系,往往会导致填充不完全。 4、树脂温度过低,则粘度过高,流动性差,有时会造成模具填充不完全。 不管怎么说,树脂温度偏低一些好,过高则收缩加大,保证不了精度,或是造成热分解而炭化,应始终记住按标准温度进行设定。
注塑成型的基本知识及常见不良 (结合本公司设备进行) 一、注塑的基本原理: 1将原料预热,去除原料中的水份(预加工); 2.原料进入料筒进行加热,(固体原料变为液体),压注入模具里; 3?经冷却(液体变为固体)后出模,去除飞边、退火等加工后变为成品。 螺杆式注射机的模塑原理:先动模与定模全模,注射油缸活塞推动螺杆按要求的注射压力和注射速度将已塑化的塑料经喷嘴及模具的浇注系统射入型腔,当塑料充满型腔后,螺杆继续对塑料保持一定压力,促使塑料补充塑件冷却收缩所需之料,同时阻止塑料倒流。经一定时间的保压后,注射油缸活塞压力消失,螺杆开始转动,这时,由料斗落入料筒的塑料在料筒中塑化。当模具型腔内的塑件(部品)冷却定型后,模具打开,在模具推出机构的作用下(顶针),塑件由模具型腔中脱出。 二、注塑的基本操作: 本公司有全自动和半自动两种形式。 1.关安全门---- 自动锁模------- 射台前进——射胶------ 溶胶 ----- 倒索 再循循------ 开安全门------ 顶针顶出 ---- 开模----- 射台后退呻 「1?热固性塑料:在受热或其他条件作用下,能固化成不熔,不熔性物料;塑料V 2 .热塑性塑料:在特定的温度范围内能反复加热软化和冷却凝固。 三、常用塑料及性能 1.常用热固性塑料:酚醛、氨基(三聚氰胺、脲醛)、聚邻苯=甲酸丙烯酯(DAP)、硅酮、环 氧村脂、玻璃纤维增强塑料等。 2.常用热塑性塑料:硬聚氯乙烯、软聚氯乙烯、聚乙烯、聚丙烯、聚苯乙烯、丁苯橡胶改性聚苯 乙烯、聚苯乙烯改性有机玻璃、苯乙烯-丙烯腈共聚物、苯乙烯-丁=烯-丙烯腈共聚物 (ABS )、聚酰胺(尼龙)、聚甲醛、聚碳酸酯、氯化聚醚、聚砜、聚苯醚、氟塑料、醋酸纤维素、聚酰亚胺等。 公司常用:ABS (苯乙烯-丁=烯-丙烯腈共聚物)、POM (聚甲醛)、PPS(聚苯硫醚)、PA (聚酰胺) 四、注塑部品的常见不良: