电机振动故障及处理
摘要:电机在运行过程中常会发生振动,振动的产生会在一定程度上影响电机的正常运行。本文就电机振动的原因进行了分析,同时给出了处理振动常用的一些方法。
关键词:振动电机轴承转子
随着科技的不断发展,电机在各个领域都得到了广泛的应用,主要原因在于其可以作为原动机去拖动各种生产机械。然而在实际的工作中,电机常常会发生振动现象,而导致电机本身及其附属机械的破坏。在实际中,由电机振动带来的经济损失是比较严重的。所以有必要分析电机振动的原因,并加以控制,以便事先发现问题并及时处理。
在对电机的振动进行处理时,遵循科学的诊断方法和诊断技术是十分有必要的。由于实际中的振动故障一般具有综合性和复杂性,对其进行分析和处理是比较有难度的,所以,在处理振动故障时,必须思路清晰、找出振动的具体原因以便可以有针对性地处理,尽量减少由振动而造成的设备停运或损坏。
1 电机振动带来的危害
对于大部分的机械设备而言,振动是设备在运行过程中普遍存在的一种现象。电机和其他一些设备基本上一样,在工作时也会发生不同程度的振动。经过相关技术人员长期的观察,得出了电机振动的危
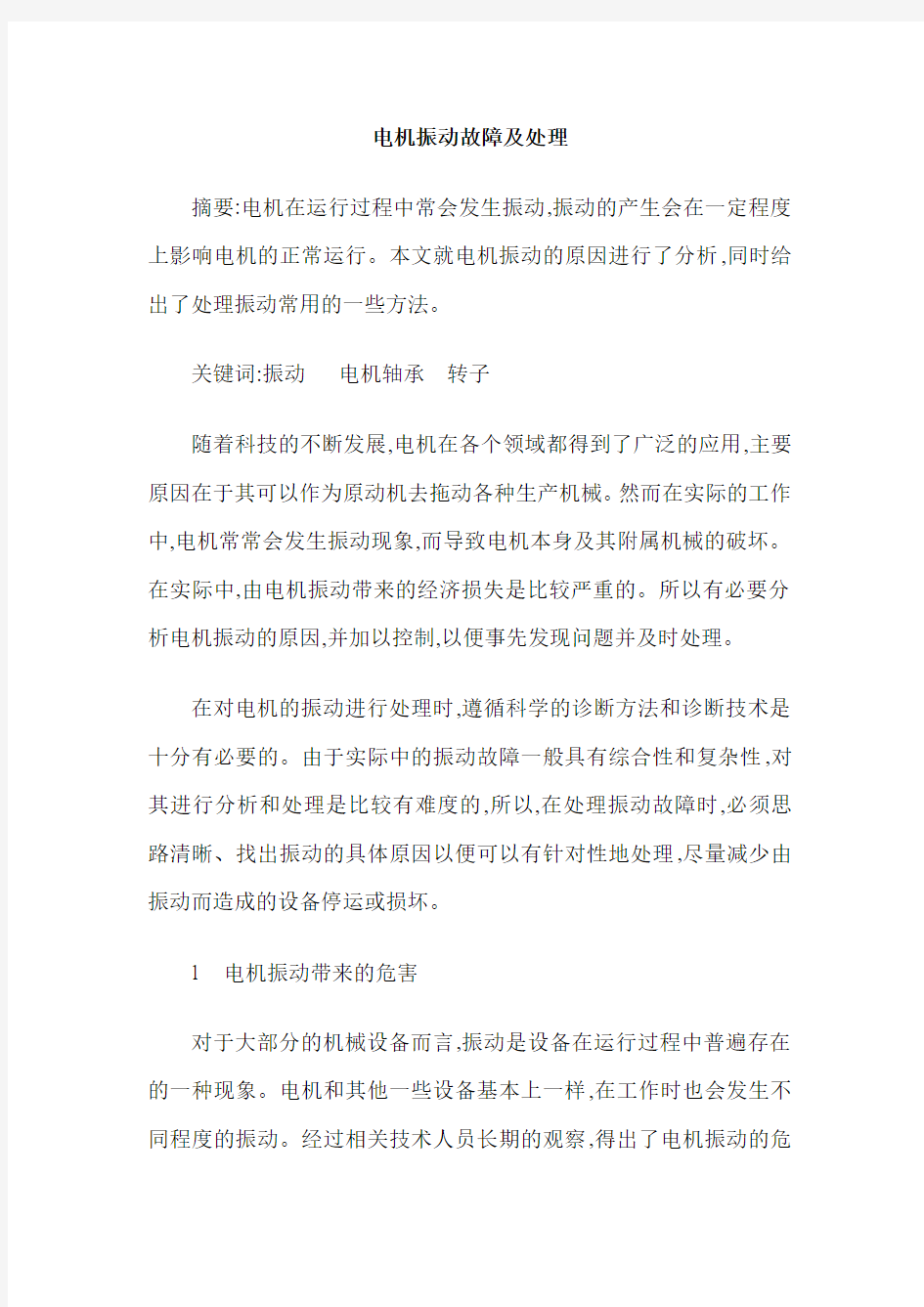
电动机三种典型振动故障的诊断 1 引言 某造纸厂一台电动机先后出现了三种典型的振动故障: (1) 基础刚性差; (2) 电气故障; (3) 滚动轴承损坏。 现将诊断分析及处理过程进行简单的描述和总结: 此电动机安装于临时混凝土基础上,基础由四根混凝土支柱支撑于二楼楼板横梁上,基础较为薄弱。电动机运行时振动较大,基础平台上感觉共振强烈。没有发现其他异常。 电动机结构型式及技术参数如下: 三相绕线型异步电动机 型号:yr710-6 额定功率:2000kw 额定转速:991r/min 工作频率:50hz 额定电压:10kv 极数:6 滚动轴承:联轴节端nu244c3; 6244c3 末端: nu244c3 (fag) 针对本电动机的特点,采用entek data pactm 1500数据采集器+9000a-lbv加速度传感器; enmoniter odyssey软件进行振动数据的采集和分析: 2 电动机基础刚性弱的诊断过程 2001年8月21日,采用entek data pactm 1500数据采集器对此电动机进行测试。首先,
断开联轴节,进行电动机单试。测量电动机两端轴承座处水平、垂直、轴向三个方向的振动速度有效值(mm/s rms)、振动尖峰能量(gse)幅值及频谱;测量电动机地脚螺栓、基础、基础邻近台板各点及台板下支撑柱上各点的振动位移峰峰值(μm p-p); 测量电动机两侧轴承座 水平、垂直方向的工频(1×n)振动相位角。将电动机断电,采集断电瞬间前后电动机振动频谱瀑布图。 之后,重新找正对中,带负荷运行进行测试,测试内容同上。 测点位置如图1所示;对电动机基础、地脚螺栓及台板各点振动幅值进行测量的数据如图2、图3所示。 图1 图2 振动数据侧视图
电机振动噪音的原因及解决措施 电机振动噪音的原因及解决措施一般评估电动机的品质除了运转时之各特性外,以人之五感判断电机振动及电机振动噪音的情形较多。而电动机产生的电机振动电机振动噪音,主要有: 1、机械电机振动电机振动噪音,为转子的不平衡重量,产生相当转数的电机振动。 2、电动机轴承的转动,正常的情形产生自然音,精密小型电动机或高速电动机情形以外,几乎不会有问题。但轴承自然的电机振动与电动机构成部材料的共振,轴承的轴方向弹簧常数使转子的轴方向电机振动,润滑不良产生摩擦音等问题产生。 3、电刷滑动,具有电刷的DC电动机或整流子电动机,会产生电刷的电机振动噪音。 4、流体电机振动噪音,风扇或转子引起通风电机振动噪音对电动机很难避免,很多情形左右电动机整体的电机振动噪音,除风扇的叶片或铁心的齿引起气笛音外,也有必要注意通风上的共鸣。 5、电磁的电机振动噪音,为磁路的不平衡或不平衡磁力及气隙的电磁力波产生之电机振动噪音,又磁通密度饱和或气隙偏心引起磁的电机振动噪音。一、机械性电机振动的产生原因与对策 1、转子的不平衡电机振动 A、原因: ·制造时的残留不平衡。
·长期间运转产生尘埃的多量附着。 ·运转时热应力引起轴弯曲。 ·转子配件的热位移引起不平衡载重。 ·转子配件的离心力引起变形或偏心。 ·外力(皮带、齿轮、直结不良等)引起轴弯曲。 ·轴承的装置不良(轴的精度或锁紧)引起轴弯曲或轴承的内部变形。 B、对策: ·抑制转子不平衡量。 ·维护到容许不平衡量以内。 ·轴与铁心过度紧配的改善。 ·对热膨胀的异方性,设计改善。 ·强度设计或装配的改善。 ·轴强度设计的修正,轴联结器的种类变更以及直结对中心的修正。 ·轴承端面与轴附段部或锁紧螺帽的防止偏靠。 2、轴承之异常电机振动与电机振动噪音 A、原因: ·轴承内部的伤。 ·轴承的轴方向异常电机振动,轴方向弹簧常数与转子质量组成电机振动系统的激振。
第2章齿轮箱的故障和振动信号 2.1齿轮箱故障的主要形式 齿轮箱系统是包含齿轮、轴承、传动轴及箱体等结构的复杂系统。其中主要故障发生在齿轮、轴承和传动轴上。在齿轮箱的诊断中,一般只给出是否产生故障及产生故障的位置,根据振动信号的特点,一般常见的典型故障形式有齿轮失效、轴和轴系失效、箱体共振和轴承疲劳脱落和点蚀等几种【5】。 在这些常见故障中,齿轮和滚动轴承的故障占齿轮箱故障的80%左右【4】。因此,对齿轮和滚动轴承的故障类型和振动机理进行剖析,对于识别齿轮箱故障类型有重要的意义。 2.1.1齿轮的故障类型及振动机理 (1)齿轮的故障类型齿轮的故障类型大致可分为以下两种类型: 1)由制造误差和装配误差引起的故障。具体的故障包括齿轮偏心、齿距偏差、齿形误差、轴线不对中、齿面一段接触等故障。齿轮制造时造成的主要缺陷有:偏心、齿距偏差和齿形误差等。齿轮装配不当,也会造成齿轮的工作性能恶化。当齿轮的这些误差较严重时,会引起齿轮传动中忽快忽慢的转动,啮合时产生冲击引起较大的振动和噪声等【5】。 2)运行中产生的故障齿轮除上述故障外,其在本身运行过程中也会形成许多常见的故障,例如断齿、齿根疲劳裂纹、齿面磨损、点蚀剥落、严重交合等等。齿轮预定寿命内不影响使用的磨损成文正常磨损,如果因使用不当、用材不当、接触面存在硬颗粒以及润滑油不足等原因引发早期磨损,将导致齿轮形变、重量损失、齿厚变薄、噪声增大等后果,甚至会导致齿轮失效。其中若润滑油不足,还会导致齿面胶合,胶合一旦发生,齿面状况变差,功耗增大,从而使得振动信号变强。 (2)齿轮的振动机理一对啮合齿轮,可以看作一个具有质量、弹簧和阻尼的振动系统,其力学模型如图2-1所示。 图2-1齿轮对的力学模型 其振动方程为【4】: M r X+CX+K t X=K t E1+K t E2(t)2-1式中 X——为沿作用线上齿轮的相对位移 K(t)——齿轮啮合刚度 M r——齿轮副的等效质量
电机常见故障原因分析及处理方法 1、线圈全部烧毁变色 当三相绕组全部变成黑色时,说明该电机曾长时间过电流,轴承损坏,定转子严重相擦或电压等级不对。普通电机频繁起动,制动状态下运行也会出现此现象。如图a示:这是使用不当造成的。 2、一相或二相烧毁变色 一相或二相全部变成黑褐色,一般是由于缺相运行造成。Y接运行时烧两相,接运行时烧一相,如下图,缺相运行的原因一般发生在供电线路中,极少数发生在电机内部(掉头或引线断),如图b为Y 接图c为接 出现这种情况应先检查引线是否掉头或引线烧断,否则,是供电线路问题,和电机无关。 3、局部烧毁或部分绕组变色 如出现图(d)所示的局部烧断现象,说明该处发生了匝间短路或对地短路。若部分绕组变色,则是已有短路但还未达到最严重的程度,见分析图e~h,图i是相间短路造成的。 4、匝间短路的判断方法 4.1在三相电压平衡的情况下,原基本平衡的三相电流逐渐或突然变得非常不平衡,同时电机温升增加负载能力下降,可初步判定该机定子绕组匝间短路。 4.2用电桥测试直流电阻,三相直流电阻不平度大,即某相变小说明该相发生了匝间短路:正常情况下,三相直流电阻不平衡度≤1%,超过此值说明线圈有匝间短路的可能。 4.3匝间仪测试 5、三相运行电流不平 在三相直流电阻平衡的情况下,三相运行电流不平衡应检查三相端电压是否平衡。电压的轻微不平衡能引起电流的极大不平衡,一般情况下空载不平衡大,满载时不平衡小,满载时不平衡度不超过10%。 6、电机运行中噪声 电机运行中会产生不同的声音,电机大小不同,结构不同声音会有明显的不同。如果运行中产生的声音在国家标准GB10069-2000“电动机噪声测量方法及噪声限值”规定的范围之内,属正常,超出标准范围均为噪声,应予以处理。 6.1轴承噪声 经长途运输的电机,试运行时会有明显的轴承异声,加注润滑脂即可解决,这是因为运输途中的颠簸,润滑脂从轴承部位流出造成的。 运行一段时间后出现的轴承噪声,须用听棒或螺丝刀放在轴承外盖仔细听,如果轴承运行的声音很均匀,加油即可解决,如果轴承运行中有明显的“咯噔”声,须更换轴承,同时检查轴承室的圆柱度。因为铸铁或钢板的端盖制造过程中均会产生应力,电机运行一段时间后,随着应力的释放,轴承室会变形,圆柱度可能会超差,在用户现场检查,轴承室是否变形的最好方法是用旧轴承回装。我公司电机轴承室内孔尺寸均为H7公差。 6.2机械噪声 若电机发出低频的“嗡嗡”声,一般原因如下: a) 内盖安装时偏,电机轴磨擦内盖,这时的声音是连续的,处理时可将内盖调换角度重新上紧。
编号:SM-ZD-75861 电机常见的振动故障原因Organize enterprise safety management planning, guidance, inspection and decision-making, ensure the safety status, and unify the overall plan objectives 编制:____________________ 审核:____________________ 时间:____________________ 本文档下载后可任意修改
电机常见的振动故障原因 简介:该安全管理资料适用于安全管理工作中组织实施企业安全管理规划、指导、检查和决策等事项,保证生产中的人、物、环境因素处于最佳安全状态,从而使整体计划目标统一,行动协调,过程有条不紊。文档可直接下载或修改,使用时请详细阅读内容。 一般来讲,电机振动是由于转动部分不平衡、机械故障或电磁方面的原因引起的。 一、转动部分不平衡主要是转子、耦合器、联轴器、传动轮(制动轮)不平衡引起的。 处理方法是先找好转子平衡。如果有大型传动轮、制动轮、耦合器、联轴器,应与转子分开单独找好平衡。再有就是转动部分机械松动造成的。如:铁心支架松动,斜键、销钉失效松动,转子绑扎不紧都会造成转动部分不平衡。 二、机械部分故障主要有以下几点: 1、联动部分轴系不对中,中心线不重合,定心不正确。这种故障产生的原因主要是安装过程中,对中不良、安装不当造成的。还有一种情况,就是有的联动部分中心线在冷态时是重合一致的,但运行一段时间后由于转子支点,基础等变形,中心线又被破坏,因而产生振动。 2、与电机相联的齿轮、联轴器有毛病。这种故障主要表
钛能科技根据多年来的状态监测实践,针对电机故障研发出了一套电机振动在线监测系统解决方案,对全面推动我司电机状态监测工作深入开展发挥了重要作用。 1.引言 电机是现代工业生产中的重要电气设备,是现代工业生产的重要物质和技术基础,广泛应用于钢铁、石油、化工、电力、建材、机械制造、汽车、轻纺、交通运输、环保等各个行业。各种电机设备的技术水平和运行状况是影响一个工业企业各项经济技术指标的重要因素,电机故障会对企业生产运营造成严重影响。一般说来,电机故障约有60%-70%是通过振动和由振动辐射出的噪声反映出来的,因此现场应用中,振动监测技术是应用比较普遍的故障诊断方法。 电机振动主要由电枢不平衡、电磁力、轴承磨损、转轴弯曲和安装不良使电机与负载机械的轴心线不对中或倾斜等原因引起的。电机振动三个基本参数,分别是振幅、频率和相位。其中振幅可用位移、速度和加速度来表示。在测量过程中我们一般对高频故障(如滚动轴承、齿轮箱故障等)或高速设备进行测量时,应选加速度为参考量;在对低频故障(如不平衡、不对中等)或低速设备测量时,应选位移为参考量;而在进行振动的总体状态测量时,选速度为参考量。电机振动大小必须要满足国家的电机振动标准,否则会造成很严重的后果。 要做好电机振动的监测诊断,首先要对诊断对象做全面的了解以及必要的机理分析,比如:机器的结构和动态特性(齿轮与轴承规格、特征频率等),机器的相关机件连接情况(如动力源、基座等),机器的运行条件(如温度、压力、转速)及维修技术(如故障、维修、润滑、改造),异常振 动的形态和特性。 2.解决方案 2.1方案概述 钛能科技根据已有的技术规范,在对钢铁、石化、水泥客户广泛深入调研的基础之上,结合自身多年来的技术积累,精心开发了电机振动在线监测系统,受到了客户的肯定和好评。 钛能科技电机振动在线监测系统依托先进的物联网传感技术,通过测定电机设备特征参数(如振动加速度、速度、位移等),计算并存储设备的运行参数,自动生成日数据库、历史数据库及报警库。将特征参数值与设定值进行比较,来确定设备当前是处于正常、异常还是故障状态,设备一旦出现异常或者故障,及时报警通知运行管理人员。尽可能多的采集故障信息,从而获得设备的状态变化规律,预测设备的运行发展趋势,帮助用户查找产生故障的原因,识别、判断故障的严重程度,
高压电机振动故障分析与处理 高压电动机在煤矿生产中的应用极其广泛,根据安装运行维护管理的规定必须进行定期的检查,以便及时了解、掌握电动机的运行情况,及时采取有效的措施,从而保障电动机的安全运行。因此,本文将分析总结高压电动机在安装、运行中所出现振动故障的查找与处理方法。 1、电机振动的测量 对电机振动量的测量从过去用螺丝刀测听,到现在使用较精密的振动测试仪,已经能进行准确的判定。V—63型便携式测振仪,为目前各工厂企业使用较多的用于测量振动的主要仪器,在及时预报电机的振动故障,根据电机的具体运行状况,制定出不同的维护检修措施,发挥着重要作用。 1.1 测量方法 振动的测量可进行振动位移、速度、加速度的测量,在测量时,应注意(1)在测量前,应检查确认仪器的电池电压,正确的设置频率范围。(2)根据不同的测量参数,正确的设置频率范围。(3)在测量时,应保持探头和被测面垂直。(4)在测量过程中,施加在仪器上的压力应适中。 1.2 选取测量位置 根据电机的结构特点,选取合适的能表征电机振动特性的测量点,对判定电机的振动是否超标是非常重要的,对于大中型电机,一般选取电机轴承座的正上方以及轴承中心线左右的对称点,或者电机大端盖的垂直向下与轴承水平方向垂直位置作为测量点。 1.3 电机振动的判定标准 电机振动量所测试的三个参数振动位移、速度、加速度,根据振动的频率越低则振动的位移量的测定灵敏度就越高,振动的频率越高则振动加速度所测定的灵敏度就越高的机理,对于大多数的设备,其振动的速度能够表征设备的振动状态。所以,在对电机进行监测时,以电机振动的速度为主,兼顾振动的位移量。 2、电机在自由状态下振动小,栓紧底脚时振动大,或相反 目前对置于刚性基础上所做空载试验的高压电机,是取自由状态的振动测试值还是在栓紧底脚时的振动测试值没有进行明确的规定。实践证明,取自由状态的振动测试值是可行的,由于在大多数的情况下,把紧底脚时测得的电机的振动值要较自由状态小。其原因可认为通过电机底座面和刚性基础面的良好吻合等于变相增加了电机的刚性。现今,对于结构刚性较差的电机,增加其剐性可以减小振动已经成为不争的事实,可以认为是抑制了电机某种频率的附加振动或者削弱了电
滚动轴承的振动机理与信号特征 滚动轴承的振动可由外部振源引起,也可由轴承本身的结构特点及缺陷引起。此外,润滑剂在轴承运转时产生的流体动力也可以是振动(噪声)源。上述振源施加于轴承零件及附近的结构件上时都会激励起振动。 一、滚动轴承振动的基本参数 1.滚动轴承的典型结构 滚动轴承的典型结构如图1所示,它由内圈、外圈、滚动体和保持架四部分组成。 图1 滚动轴承的典型结构 图示滚动轴承的几何参数主要有: 轴承节径D:轴承滚动体中心所在的圆的直径 滚动体直径d:滚动体的平均直径 内圈滚道半径r1:内圈滚道的平均半径 外圈滚道半径r2:外圈滚道的平均半径 接触角α:滚动体受力方向与内外滚道垂直线的夹角 滚动体个数Z:滚珠或滚珠的数目 2.滚动轴承的特征频率 为分析轴承各部运动参数,先做如下假设:
(1)滚道与滚动体之间无相对滑动; (2)承受径向、轴向载荷时各部分无变形; (3)内圈滚道回转频率为fi; (4)外圈滚道回转频率为fO; (5)保持架回转频率(即滚动体公转频率为fc)。 参见图1,则滚动轴承工作时各点的转动速度如下: 内滑道上一点的速度为:V i=2πr1f i=πf i(D-dcosa) 外滑道上一点的速度为:V O=2πr2f O=πf O(D+dcosa) 保持架上一点的速度为:V c=1/2(V i+V O)=πf c D 由此可得保持架的旋转频率(即滚动体的公转频率)为: 从固定在保持架上的动坐标系来看,滚动体与内圈作无滑动滚动,它的回转频率之比与d/2r1成反比。由此可得滚动体相对于保持架的回转频率(即滚动体的自转频率,滚动体通过内滚道或外滚道的频率)fbc 根据滚动轴承的实际工作情况,定义滚动轴承内、外圈的相对转动频率为 一般情况下,滚动轴承外圈固定,内圈旋转,即: 同时考虑到滚动轴承有Z个滚动体,则滚动轴承的特征频率如下:滚动体在外圈滚道上的通过频率zfoc为:
转子故障振动机理分析 转子故障引起振动有许多形式, 现对其中的几个典型振动故障产生的原因及其对应的振动机理进行如下分析: 1.转子不平衡故障及振动机理分析 转子不平衡包括转子系统的质量偏心及转子部件出现缺陷;转子质量偏心是由于转子的制造误差、装配误差、材料不均匀等原因造成的,称为初始不平衡。转子部件缺损是指转子在运行中由于腐蚀、磨损、介质结垢以及转子受疲劳力的作用,使转子的零部件(如叶轮、叶片等)局部损坏、脱落、碎片飞出等,造成的新的转子不平衡。转子质量偏心及转子部件缺损是两种不同的故障,但其不平衡振动机理却有共同之处。 振动机理分析:旋转过程中,转子产生不平衡离心力与力矩通过支承点作用在轴及轴承上,引起振动.设转子质量为M(包括偏心质量m),偏心距e,旋转角频率w=2 f(v f为 v 转动频率),在t瞬时位移在直角坐标系分量x,y,如图6-3所示,则可得转子中心运动微分方程为 图6-3 转子力学模型
则有 以上几式中的K可以近似简化为机器的安装总刚度,M为机器的总质量,为K和M构成的振动体的无阻尼固有频率。为无量纲阻尼因子,它的取值不同,会影响到系统 的响应,是激励频率与固有频率之比,也是无量纲因子。根据上式,按不同的频率比和阻尼系数的变化,作出幅频响应图及相频响应图,如下图所示: 图6-4 幅频响应图及相频响应图 转子不平衡所引起振动有下列特点:振动方向为径向,振动的特征频率等于转频;转子的轴承均发生较大的振动;在转子通过临界转速时振幅有特别显著的增大;在高速下随转轴转速上升振动很快增大;振动频率与转速相等且为正弦波;在没有带负荷时振动就达到最大值. 2.转子不对中故障振动机理分析 机组各转子之间由联轴器联接构成轴系,传递运动和转动。由于机器的安装误差、承载后的变形以及机器基础的沉降不均等,造成机器工作状态时各转子轴线之间产生轴线平
电机振动十大原因,查找检修得看这些具体案例 电机振动的原因很多,也很复杂。8极以上大极数电机不会因为电机制造质量问题引起振动。振动常见于2--6极电机,GB10068-2000,《旋转电机振动限值及测试方法》规定了在刚性基础上不同中心高电机的振动限值、测量方法及刚性基础的判定标准,依据此标准可以判断电机是否符合标准。 电动机振动的危害 电动机产生振动,会使绕组绝缘和轴承寿命缩短,影响滑动轴承的正常润滑,振动力促使绝缘缝隙扩大,使外界粉尘和水分入侵其中,造成绝缘电阻降低和泄露电流增大,甚至形成绝缘击穿等事故。另外,电动机产生振动,又容易使冷却器水管振裂,焊接点振开,同时会造成负载机械的损伤,降低工件精度,会造成所有遭到振动的机械部分的疲劳,会使地脚螺丝松动或断掉,电动机又会造成碳刷和滑环的异常磨损,甚至会出现严重刷火而烧毁集电环绝缘,电动机将产生很大噪音,这种情况一般在直流电机中也时有发生。 电动机振动的十个原因 1.转子、耦合器、联轴器、传动轮(制动轮)不平衡引起的。 2.铁心支架松动,斜键、销钉失效松动,转子绑扎不紧都会造成转动部分不平衡。 3.联动部分轴系不对中,中心线不重合,定心不正确。这种故障产生的原因主要是安装过程中,对中不良、安装不当造成的。 4.联动部分中心线在冷态时是重合一致的,但运行一段时间后由于转子支点,基础等变形,中心线又被破坏,因而产生振动。 5.与电机相联的齿轮、联轴器有故障,齿轮咬合不良,轮齿磨损严重,对轮润滑不良,联轴器歪斜、错位,齿式联轴器齿形、齿距不对、间隙过大或磨损严重,都会造成一定的振动。 6.电机本身结构的缺陷,轴颈椭圆,转轴弯曲,轴与轴瓦间间隙过大或过小,轴承座、基础板、地基的某部分乃至整个电机安装基础的刚度不够。 7.安装的问题,电机与基础板之间固定不牢,底脚螺栓松动,轴承座与基础板之间松动等。 8.轴与轴瓦间间隙过大或过小不仅可以造成振动还可使轴瓦的润滑和温度产生异常。 9.电机拖动的负载传导振动,比如说电机拖动的风机、水泵振动,引起电机振动。 10.交流电机定子接线错误、绕线型异步电动机转子绕组短路,同步电机励绕组匝间短路,同步电机励磁线圈联接错误,笼型异步电动机转子断条,转子铁心变形造成定、转子气隙不均,导致气隙磁通不平衡从而造成振动。
改善无刷电机电磁力矩产生的振动和噪声 1、斜槽:使铁心槽斜置、使磁钢或充磁呈倾斜状; 2、减小磁极间隙变化:对铁心磁极的端部进行直线或者圆弧状切割,使间隙尽量变宽; 3、使磁感应正弦波化:采用中间厚两边薄鱼糕状磁钢,使充磁波形正弦波化。磁钢极向异性化。 4、磁极的宽度和间隔变化:改变铁心极或者磁钢极幅度和间隔,使端部的影响平均化; 5、高频化:增加沟数,提高变化频率,使影响程度减小; 插入辅助沟、抵消槽的影响:绕线槽会造成磁场能量的变化,用插入辅助沟的方法来抵消这种影响; 6、槽和磁极相互配合:选择磁场能量变化少的槽数和磁极数; 7、铁心平滑化:如果采用无槽的空心绕线,从原理上讲可以彻底清除磁反应力矩。 控制器造成(控制器为正弦波驱动) 1、位置检测器的局限性:这主要归于数字轴编码器所提供 的位置信息有限分辨率。因为编码器是一个比较昂贵的部件,这就需要使用可能的最低方案来减少成本。一些运行要求可能需要使用特定种类的编码器,比如霍尔效应类型,它仅能提供比较低的分辨率。这样,这种局限性可能很容易变成永磁驱动系统的量化错误的主要来源,相对于诸如和有限CPU字长及A/D转换器的分辨率等量化错误,它会产生一个更大的转矩波动; 2、计算的错误:这主要归于有限的CPU字长。CPU字长在 变量和参数控制中会引起离散化的错误。另外,逻辑控制中的计算使得上面的错误得以传输和积累。最后结果会使控制电压或电流偏离理想的正弦值,从而导致转矩波动。 3、非完美的电流检测:理想的电流检测器一般是不存在 的,所有电流检测器都有固有的偏差并会产生偏离错误。因为磁场定位控建立在电流反馈,所以任何的电流检测错误都会直接影响转矩的性能。定量分析这种影响五一会对启动器的设计带来很大的益处。 PWM开关:这 主要是因为使用一个PWM逆变器来产生正弦波形的局限性。由PWM开 关产生的电流会有一个和开关频率相应的高频纹波。高频纹波电流和
第三节大型旋转机组常见振动故障的机理与诊断转动设备的振动故障的类型很多,以下主要是按照石化大机组、并根据振动激励源及机组刚度来进行分类说明的。 一、不平衡 转子不平衡是旋转机械最常见的振动故障,发生概率占总故障率的1/3以上。 1. 不平衡的种类 转子不平衡按发生过程可分为初始不平衡、渐发性不平衡和突发性不平衡。其中,初始不平衡是由于制造误差、装配误差、材质不均匀、动平衡不当等原因所造成的,其表现为初次开车时振动就较大;渐发性不平衡是由于介质对转子的不均匀性结垢、腐蚀、冲刷以及转子的磨损等原因所造成的,其表现为振动值随运行时间的延长而逐步缓慢参差增大;突发性不平衡是由于转子上零部件损坏后脱落或异物进入后卡死附着等原因所造成的,其表现为振动值突然显著增大后又有所降低在比原振动值高的一个新的水平上。 转子的不平衡又可细分为静失衡、偶失衡、准静失衡、动失衡四种情况。右图(a)为静失衡,重心线平行偏 离轴线;图(b)为偶失衡,重 心线与轴线相交于重心;图(c) 为准静失衡,重心线与轴线在 重心外相交;图(d)为动失衡, 重心线与轴线在空间上没有 交点。实际转子绝大多数为既 存在静失衡、又存在偶失衡的 动失衡,即动不平衡。 2. 不平衡振动的机理 产生不平衡振动的根本原因是转子的重心线偏离轴线,即转子质量对轴心线成不均匀分布。也就是说,转子的质心与转子的几何轴心并不重合,存在着一个偏心距e,转子转动时偏心距e将会产生离心力、离心力矩或两者兼而有之。转子每旋转一周,偏心距的方向随着变化一次,离心力的方向也就循环变化一次,转子在此交变循环离心力的作用下便产生了振动;而且,不平衡振动的频率与转速相一致,振动值的大小与转速相关。
1倍频振动大除了动平衡还应检查什么? 750KW异步电机,3000V工频,2极,轴长2M6,轴瓦档轴颈80mm,端盖式滑动轴承,中心高500mm。 检修后空载试车,垂直4.6mm/s,水平6.5mm/s,轴向1.2mm/s,振动较大,振感很强。振动频谱1倍频4-5mm/s,2倍频1-2mm/s,断电后1倍频2倍频值一点点降下来的。 据维修技师反应3年前空载试车也是振动大到现场连上机械接手在转就好了,于是到现场安装试车,结果振动还是大。 重新拆回车间,转子在动平衡机上做了动平衡,装配时轴瓦间隙也重新复测了。再试车振动比原来还大了点,频谱和原来一样。 我问了维修人员,动平衡配重2面都加了,轴瓦间隙都在标准里面。 请问做动平衡时是在1300-1500左右做的,有无可能在3000转时平衡改变了? 除了动平衡还要检查其他什么? 可能是共振问题,这个规格的电机转子固有频率接近5ohz,本案例中应大于50hz 动平衡后单机试转仍大,是由于加重后固有频率下降更接近转频,所以振动有升无减 请注意:动平衡的速度不是工频,平衡本身可能是合格的 联合运行振动值更大,是由于连接上了被驱动设备,形成转子副,电机转子带载后固 有频率下降较多,更接近工频。所以振动愈发的大 其实就一句话:组合转子的固有频率小于原来单体的,好像这么说的,原话不记得了 据统计,有19%的设备振动来自动不平衡即一倍频,而产生动不平衡有很多原因。现场测量的许多频谱结果也多与机器的一倍频有关系,下面仅就一倍频振动增大的原因进行分析。 一、单一一倍频信号 转子不平衡振动的时域波形为正弦波,频率为转子工作频率,径向振动大。频谱图中基频有稳定的高峰,谐波能量集中于基频,其他倍频振幅较小。当振动频率小于固有频率时,基频振幅随转速增大而增大;当振动频率大于固有频率时,转速增加振幅趋于一个较小的稳定值;当振动频率接近固有频率时机器发生共振,振幅具有最大峰值。由于通常轴承水平方向的刚度小,振动幅值较大,使轴心轨迹成为椭圆形。振动强烈程度对工作转速的变化很敏感。 1.力不平衡 频谱特征为振动波形接近正弦波,轴心轨迹近似圆形;振动以径向为主,一般水平方向幅值大于垂直方向;振幅与转速平方成正比,振动频率为一倍频;相位稳定,两个轴承处相位接近,同一轴承水平方向和垂直方向的相位差接近90度。 2.偶不平衡 频谱特征为振动波形接近正弦波,轴心轨迹近似圆形;在两个轴承处均产生较大的振动,不平衡严重时,还会产生较大的轴向振动;振幅与转速平方成正比,振动频率以一倍频为主,有时也会有二、三倍频成分;振动相位稳定,两个轴承处相位相差180度。 3.动不平衡 频谱特征为振动波形接近正弦波,轴心轨迹近似圆形;振动以径向为主,振幅与转速平方成正比,频率以一倍频为主;振动相位稳定,两个轴承处相位接近。
电动机运行中异常振动产生的原因及处理方法 发表时间:2019-06-26T11:06:22.963Z 来源:《电力设备》2019年第4期作者:赛里曼•赵玉霞杨鹏马金鹏[导读] 摘要:电动机是把电能转换成机械能的一种设备。(独山子石化公司供水供电公司炼油电修车间 833699)摘要:电动机是把电能转换成机械能的一种设备。它是利用通电线圈产生旋转磁场并作用于转子形成磁电动力旋转扭矩。电动机在运行中会出现不同程度不同类型的振动,在规定数值允许范围内的振动一般不会造成电动机故障,明显的异常的振动可能会造成电动机故障进而造成生产中断停车,所以判断电动机振动产生的原因并及时排除异常振动就显得尤为必要。 关键词:引线;发热故障;处理引言我们知道电动机产生不正常的振动和异常音响主要有电磁和机械两方面的原因,电磁和机械振动异常又有集中不同情况,所以说先要正确区分振动产生的实际原因,才能够做到准确无误排除异常情况。 1、电动机异常振动产生的原因 1.1电磁原因电磁原因主要有以下两个方面,比较容易区分和处理。(1)若定、转子绕组发生短路故障、转子断条时电动机会发出时高时低的嗡嗡声响,并且电动机机身的振动较为明显。(2)正常运行的电动机突然出现转速明显下降,振动异常并有低沉的吼叫声,主要是三相电流不平衡、负载过重、电源缺相等原因。 1.2机械原因电动机在运行中产生机械振动的情况比较常见,且状况复杂多变,是电动机维护中需要重点关注,重点解决的,主要有以下几个方面。 机泵之间联轴器损坏或连接不良,联轴器找中心不准,负载机械不平衡,系统共振等。电动机定、转子相擦,电动机产生剧烈的振动并且伴有不均匀的碰擦声。地脚螺丝松动或基础不牢固,电动机运行时产生不正常的振动,冬夏季温差较大的地区在极冷和极热天气变换时较容易出现。轴承润滑不良使电动机轴承室内发出异常声音并产生振动。轴承安装不当产生的异常振动和声响。 2、电动机异常振动的处理方法 2.1电气原因的排除(1)先测定三相直流电阻是否平衡,如不平衡,则说明电机定子绕组有烧损或匝间短路现象,基本上需要重新下线处理,例如图1、2所示。 图1 图2以上两图是比较常见的匝间短路和相间短路的情况,定子线圈已经无法继续使用,需要重新下线,处理后进行试验合格使用。测定电动机是否过负荷运行,若因过负荷造成的振动异常,则降低负荷,以保证电动机良好的运转状态。 2.2 机械原因产生的振动处理方法利用状态监测手段,准确监测并对监测数值进行分析,观察电动机运行时的振动趋势和振动频谱,根据不同的频谱表现来判处理不同的电动机振动情况,如下图3、4、5所示,不同的原因产生的振动频谱有所区别。 图3
机械故障诊断技术 (第二版张建)课后答案 第一章 1、故障诊断的基础是建立在能量耗散的原理上的。 2、机械故障诊断的基本方法课按不同观点来分类,目前流行的分类方法有两种:一是按机械故障诊断方法的难易程度分类,可分为简易诊断法和精密诊断法;二是按机械故障诊断的测试手段来分类,主要分为直接观察法、振动噪声测定法、无损检测法、磨损残余物测定法、机器性能参数测定法。 3、设备运行过程中的盆浴曲线是指什么? 答:指设备维修工程中根据统计得出一般机械设备劣化进程的规律曲线(曲线的形状类似浴盆的剖面线) 4、机械故障诊断包括哪几个方面内容? 答:(1)运行状态的检测根据机械设备在运行时产生的信息判断设备是否运行正常,其目的是为了早期发现设备故障的苗头。 (2)设备运行状态的趋势预报在状态检测的基础上进一步对设备 运行状态的发展趋势进行预测,其目的是为了预知设备劣化的速度,以便生 产安排和维修计划提前做好准备。 (3)故障类型、程度、部位、原因的确定最重要的是设备类型的确定,它是在状态检测的基础上,确定当机器已经处于异常状态时所需进一步解决的问题,其目的是为了最后诊断决策提供依据。 5、请叙述机械设备的故障诊断技术的意义? 答:设备诊断技术是一种了解和掌握设备在使用过程中的状态,确定其整体或局部是正常或异常,早期发现故障及其原因,并能预报故障发展趋势的技术。机械设备的故障诊断可以保证整个企业的生产系统设备的运行,减少经济损失,还可以减少某些关键机床设备因故障存在而导致加工质量降低,保证整个机器产品质量。 6、劣化曲线沿横、纵轴分别分成的三个区间分别是什么,代表什么意义? 答:横轴包括1、磨合期 2、正常使用期 3、耗损期纵轴包括1、绿区(故障率最低,表示机器处于良好状态)2、黄区(故障率有抬高的趋势,表示机器
电机振动的原因 电机振动的原因很多,也很复杂。8极以上大极数电机不会因为电机制造质量问题引起振动。振动常见于2--6极电机,GB10068-2000,《旋转电机振动限值及测试方法》规定了在刚性基础上不同中心高电机的振动限值、测量方法及刚性基础的判定标准,依据此标准可以判断电机是否符合标准。 电动机振动的危害 电动机产生振动,会使绕组绝缘和轴承寿命缩短,影响滑动轴承的正常润滑,振动力促使绝缘缝隙扩大,使外界粉尘和水分入侵其中,造成绝缘电阻降低和泄露电流增大,甚至形成绝缘击穿等事故。另外,电动机产生振动,又容易使冷却器水管振裂,焊接点振开,同时会造成负载机械的损伤,降低工件精度,会造成所有遭到振动的机械部分的疲劳,会使地脚螺丝松动或断掉,电动机又会造成碳刷和滑环的异常磨损,甚至会出现严重刷火而烧毁集电环绝缘,电动机将产生很大噪音,这种情况一般在直流电机中也时有发生。 电动机振动的十个原因 1.转子、耦合器、联轴器、传动轮(制动轮)不平衡引起的。 2.铁心支架松动,斜键、销钉失效松动,转子绑扎不紧都会造成转动部分不平衡。 3.联动部分轴系不对中,中心线不重合,定心不正确。这种故障产生的原因主要是安装过程中,对中不良、安装不当造成的。 4.联动部分中心线在冷态时是重合一致的,但运行一段时间后由于转子支点,基础等变形,中心线又被破坏,因而产生振动。 5.与电机相联的齿轮、联轴器有故障,齿轮咬合不良,轮齿磨损严重,对轮润滑不良,联轴器歪斜、错位,齿式联轴器齿形、齿距不对、间隙过大或磨损严重,都会造成一定的振动。 6.电机本身结构的缺陷,轴颈椭圆,转轴弯曲,轴与轴瓦间间隙过大或过小,轴承座、基础板、地基的某部分乃至整个电机安装基础的刚度不够。 7.安装的问题,电机与基础板之间固定不牢,底脚螺栓松动,轴承座与基础板之间松动等。 8.轴与轴瓦间间隙过大或过小不仅可以造成振动还可使轴瓦的润滑和温度产生异常。 9.电机拖动的负载传导振动,比如说电机拖动的风机、水泵振动,引起电机振动。
电机振动的危害、原因及判断和排除故障的方法 内容简介:一般来讲,引起电动机振动的原因不外乎机械和电磁两方面的原因。引起直流电动机振动的主要原因是机械上、电气上和安装上的原因。在生产中我们经常采用断电法来检查区分是由于电磁还是机械原因引起的振动 电动机在各行各业中有着广泛的应用,而在使用中会出现许多问题,其中电机振动是日常生产生活中较轻易碰到的。 一、电动机振动的危害 电动机振动会加速电动机轴承磨损,使轴承的正常使用寿命大大缩短,同时,电动机振动将使绕组绝缘下降。由于振动使电机端部绑线松动,造成端部绕组产生相互磨擦,绝缘电阻降低,绝缘寿命缩短,严重时造成绝缘击穿。另外,电动机振动会造成所拖动机械的损坏,影响四周设备的正常工作,发出很大的噪声。 二、电动机振动的原因 一般来讲,引起电动机振动的原因不外乎机械和电磁两方面的原因。引起直流电动机振动的主要原因是机械上、电气上和安装上的原因。电机振动极限值在国家标准GB100068.2一88《旋转电机振动测定方法及极限振动极限》中都有规定。振动是所有电机在制造、安装、运行维护与检修中经常遇到和必须解决的问题。振动过大会导致电机的运行稳定性破坏、换向条件恶化、零部件损坏、电机寿命缩短,甚至造成停机故障。 机械部分故障主要有以下几点: 机械方面主要存在地脚紧固不牢,基础台面倾斜,不平;轴承损坏,转轴弯曲变形,电动机轴线中心与其所拖动机械轴线中心不一致;定、转子铁芯磁中心不一致,转子动平衡不良等。转动部分不平衡主要是转子、耦合器、联轴器、传动轮(制动轮)不平衡引起的。处理方法是先找好转子平衡。如果有大型传动轮、制动轮、耦合器、联轴器,应与转子分开单独找好平衡。再有就是转动部分机械松动造成的。如:铁心支架松动,斜键、销钉失效松动,转子绑扎不紧都会造成转动部分不平衡。 1、联动部分轴系不对中,中心线不重合,定心不正确。这种故障产生的原因主要是安装过程中,对中不良、安装不当造成的。还有一种情况,就是有的联动部分中心线在冷态时是重合一致的,但运行一段时间后由于转子支点,基础等变形,中心线又被破坏,因而产生振动。机座、端盖重要支承件制造误差或运行变形。由于机座、端盖等转子重要支承件的配合面形位误差超差,特别是大、中型电机运行较长时间后机座、端盖等重要支承件变形,使电机在运行时轴承产生干扰力,造成电机振动。这些配件的误差或变形可采用回转打百分表等方式测得,发现有这一情况后,应对配件进行焊修等工艺方式处理,或更换配件。 2、与电机相联的齿轮、联轴器有毛病。这种故障主要表现为齿轮咬合不良,轮齿磨损严重,对轮润滑不良,联轴器歪斜、错位,齿式联轴器齿形、齿距不对、间隙过大或磨损严重,都会造成一定的振动。 3、电机本身结构的缺陷和安装的问题。这种故障主要表现为轴颈椭圆,转轴弯曲,轴与轴瓦间间隙过大或过小,轴承座、基础板、地基的某部分乃至整个电机安装基础的刚度不够,电机与基础板之间固定不牢,底脚螺栓松动,轴承座与基础板之间松动等。而轴与轴瓦间间隙过大或过小不仅可以造成振动还可使轴瓦的润滑和温度产生异常。电枢不平衡。由于旋转时不平衡质量产生的离心力的作用,使轴承上作用有一个旋转力,造成了电机和基础的振动。当气隙不匀、主极固定不紧或机座、端盖的刚度较差时,都会造成振动加剧,因此检
3482
IEEE TRANSACTIONS ON MAGNETICS, VOL. 40, NO. 6, NOVEMBER 2004
Characterization of Noise and Vibration Sources in Interior Permanent-Magnet Brushless DC Motors
Hong-Seok Ko and Kwang-Joon Kim
Abstract—This paper characterizes electromagnetic excitation forces in interior permanent-magnet (IPM) brushless direct current (BLDC) motors and investigates their effects on noise and vibration. First, the electromagnetic excitations are classi?ed into three sources: 1) so-called cogging torque, for which we propose an ef?cient technique of computation that takes into account saturation effects as a function of rotor position; 2) ripples of mutual and reluctance torque, for which we develop an equation to characterize the combination of space harmonics of inductances and ?ux linkages related to permanent magnets and time harmonics of current; and 3) ?uctuation of attractive forces in the radial direction between the stator and rotor, for which we analyze contributions of electric currents as well as permanent magnets by the ?nite-element method. Then, the paper reports on an experimental investigation of in?uences of structural dynamic characteristics such as natural frequencies and mode shapes, as well as electromagnetic excitation forces, on noise and vibration in an IPM motor used in washing machines. Index Terms—Brushless machines, electromagnetic forces, noise, permanent magnet, vibrations.
Fig. 1.
Cross sections of BLDC motors.
I. INTRODUCTION
C
ONVENTIONAL direct current commutator motors with permanent magnets are easy to control and require few semiconductor devices. Yet, they have serious operational problems in association with brushes. For examples, the brushes require regular maintenance and induce noise by friction with the commutators. A solution for these problems is brushless direct current (BLDC) motors. BLDC motors can be classi?ed into two types, as shown in Fig. 1 according to the geometric shape and location of permanent magnets. Compared with surface mounted permanent-magnet (SPM) motors, interior permanent-magnet (IPM) motors have several advantages. One advantage comes from the position of magnets. Because permanent magnets are embedded in the rotor, the IPM motors can be used at higher speeds without debonding of the permanent magnets from the rotor due to the centrifugal forces. Another obvious advantage of the IPM motors is higher ef?ciency. That is, in addition to the mutual torque from the permanent magnets, the IPM motors utilize the reluctance torque generated by the rotor saliency [1].
Manuscript received June 28, 2002; revised June 7, 2004. H.-S. Ko was with the Mechanical Engineering Department, Korea Advanced Institute of Science and Technology (KAIST), Daejon 305-701, Korea. He is now with Samsung Electronics Company Ltd., Suwon 443-742, Korea (e-mail: hskatom@yahoo.co.kr). K.-J. Kim is with the Mechanical Engineering Department, KAIST, Daejon 305-701, Korea (e-mail: kjkim@mail.kaist.ac.kr). Digital Object Identi?er 10.1109/TMAG.2004.832991
Regarding the noise and vibration, the IPM motors have more sources than the SPM motors. Furthermore, analysis of magnetic ?eld in the IPM motors is more dif?cult due to the magnetic saturations, especially in the rotors. In an IPM motor, the electromagnetic excitation sources can be classi?ed into three parts: cogging torque, ripples of mutual and reluctance torque, and ?uctuations of radial attractive force between the rotor and stator. In an SPM motor, only the mutual torque is generally considered and an analytical method can be used [2], [3]. For the IPM motors, however, the ?nite-element method (FEM) is used to account for the magnetic saturation at the rotor core and, besides the mutual torque, the reluctance torque needs to be considered. In addition, although only the permanent magnet may be considered to calculate the radial attractive forces between the rotor and stator in the IPM motors [4], the electromagnetic ?eld due to the currents may become signi?cant depending on the loading and generate serious excitation forces. In this paper, a technique that can ef?ciently calculate the cogging torque as a function of rotor position by including saturation effects is proposed. Then, a torque equation for characterizing the space and time harmonics with respect to the mutual and reluctance torque ripples is used to extract their ?uctuating components. The radial attractive forces due to the electric currents in the stator as well as the permanent magnets in the rotor are calculated by the FEM and its effects on noise and vibration are investigated. The noise and vibration in the motors are mostly generated by the electromagnetic sources and subsequently can be ampli?ed by the dynamic characteristics of the motor structure. Therefore, in?uences of natural frequencies and mode shapes of the structures are experimentally investigated for the noise and vibration of an IPM motor under study. II. ELECTROMAGNETIC EXCITATION SOURCES Electromagnetic excitations in electric motors are caused by variation of both circumferential and radial forces acting between the stator and the rotor with respect to the time and space.
0018-9464/04$20.00 ? 2004 IEEE