第29卷 第6期2010年6月
中国材料进展
MA TER I A LS CH INA
Vol 129 No 16
Jun 1
2010
收稿日期:2009-12-09
基金项目:新世纪优秀人才支持计划项目(No 1NCET -06-0879);高等学校学科创新引智计划(08040);国家自
然科学基金(50331010和50971102);西工大基础研究基金(No 1NPU -FFR -JC200808);凝固技术国家重点实验室自主研究课题(No 116-TZ -2007和No 139
-QZ -2009)资助
通信作者:黄卫东,男,1956年生,教授,
博士生导师
激光立体成形高性能金属零件研究进展
黄卫东,林 鑫
(西北工业大学凝固技术国家重点实验室,陕西西安710072)
摘 要:激光立体成形技术是从20世纪80年代初期发展起来的一项先进制造技术,能够实现高性能复杂结构金属零件的无
模具、快速、全致密近净成形。该技术可以用于承受强大力学载荷的三维实体金属零件的快速制造,也可应用于具有较复杂形状和较大体积制造缺陷、误加工损伤或服役损伤零件的修复。主要围绕激光立体成形技术在追逐高力学性能方面的研究工作,综述了激光立体成形研究和应用的主要进展情况。对多种合金的大量研究工作表明:激光立体成形金属零件的综合力学性能同锻件相当,导致这样优越的力学性能的主要原因在于其材料组织致密、细小、均匀,可以通过优化成形工艺和热处理工艺而获得基本上没有冶金缺陷的状态。激光立体成形技术的主要应用对象是兼顾高性能和复杂结构的金属零件的制造和修复。实现高性能修复是激光立体成形技术最近的一个引人注目的研究进展,修复零件的力学性能可以仅在简单的退火热处理状态下即达到锻件力学性能标准,这使得过去认为不可修复的高性能重要金属零件具备了现实的修复技术途径,这必将是激光立体成形技术最有前景的应用方向之一。
关键词:激光立体成形;金属零件;快速制造;修复
中图分类号:TG665;O532+125 文献标识码:A 文章编号:1674-3962(2010)06-0012-16
Research Progress i n La ser Soli d For m i n g of
H i gh Perfor mance M et a lli c Co m ponen t
HUAN G W eidong,L IN X in
(State Key Laborat ory of Solidificati on Pr ocessing,Northwestern Polytechnical University,Xi πan 710072,China )
Ab s tra c t:Laser s olid f or m ing (LSF )is an advanced manufacture technol ogy devel oped fr om early 1980πs,which can re 2
alize the rap id near 2net 2shap ing of the high perfor mance comp licated metallic components with full 2dense and without using a mold .LSF can be used not only t o rap idly fabricate 3D components for bearing heavy l oad,but als o t o repair the compo 2nents with the comp licate shape and large volu me manufacture defect,the m is 2machined components and the service da m 2aged components .I n p resent paper,the e mphasis has been focused on obtaining excellent mechanical p r operties for LSFed metal parts,the main p r ogresses on the research and app licati on of laser s olid f or m ing are reviewed .Researches on many LSFed metallic materials sho w that the comp rehensive mechanical p r operties of LSFed sa mp les are usually in the classes of f orging parts,which results fr om the dense,fine and homogeneous m icr ostructure in LSFed parts,es pecially,metallurgi 2cal 2defects 2free structure can be obtained by careful op ti m izing the f or m ing and heat treat m ent para meter .To realize the manufacturing and repairing of high perfor mance comp licate metallic components is the dom inant app licati on of LSF .T o re 2alize the high perfor mance repairing of the metallic component is one of the most re markable p r ogress f or laser s olid f or m ing recently .The mechanical p r operties of the repaired parts by LSF can reach the wr ought standards only with annealing treat 2ment,as a result,LSF p r ovide a i m portant way for the repair of s ome very i m portant high perfor mance metallic components which was generally thought not t o be able t o be repaired in the past .It is believed that the repair of high perf or mance me 2tallic components by LSF should be one of the most p r om ising app licati ons f or LSF in the com ing future .Ke y wo rd s:laser s olid f or m ing (LSF );metallic component;rap id manufacture;repairing
前 言
1995年,本文作者注意到了当时蓬勃发展的快速
原型技术,遂产生了利用快速原型技术的实体自由成形原理快速制造具有复杂形状的高性能金属结构件的想法。这在当时是一个大胆的新想法。当时除了激光选区烧结(S LS )可以制造承载较小力学载荷的金属或陶瓷注塑模具外,几乎所有的快速成形技术都主要是针对制造
第6期黄卫东等:激光立体成形高性能金属零件研究进展
原型而不是承载高强度力学载荷的高性能结构件,所采用的成形材料也十分广泛,包括纸、树脂、腊、陶瓷、金属等,因而快速原型技术一度被作为快速成形技术的同义词。由于作者长期在航空航天材料成形领域从事研究工作,意识到如果发展出一种实体自由成形快速制造具有复杂形状的高性能金属结构件的技术,对于航空航天领域的材料成形将具有十分重要的价值。
快速成形技术的主要技术特征是数字化增材成形三维实体零件,如果构成零件的点、线、面基元结构具有高强度,同时这些基元结构在添加成形过程中形成高强度的结合,原则上就可以自由成形高强度的三维实体零件。作者注意到,激光熔覆技术满足以上条件,因此,形成了把快速原型技术的数字化增材成形原理同激光熔覆相结合,发展了一种自由成形高性能复杂结构金属零件的技术构思。实现这个新技术构思首先必须解决的关键问题,是获得材质致密、组织结构细小均匀的金属成形件。因此,1997年立项,由西北工业大学和中航集团北京航空工艺研究所合作承担的航空科学基金重点项目,就是题为“金属粉材激光立体成形(Laser Solid For m ing,LSF)的熔凝组织与力学性能研究”。作者对这项技术是否可以实现其预定目标的唯一担心,是能否克服激光立体成形过程中熔池附近的高温度梯度导致的应力的负面效应。研究结果表明,在适当的工艺条件下,激光立体成形金属结构件可以获得很高的力学性能,通常可以达到与锻件相当的综合力学性能。虽然应力效应是可以克服的,但始终是激光立体成形需要高度关注的问题。对于激光立体成形件可以获得与锻件相当的高性能,一直以来就有很多人存有疑问。因为激光成形件的材料组织属于铸态组织,而通常情况下,铸态组织的力学性能显著低于锻件组织,何以激光成形态组织可以有锻态组织的性能?本文将对此予以解答。
在上世纪90年代,同作者开展激光立体成形研究工作相近的几年时间里,这项技术在全世界多个研究机构相对独立地发展起来,并且被赋予了不同的名称:英国利物浦大学和美国密西根大学—D irect M etal Deposi2 ti on(DMD)[1-2];加拿大国家研究委员会集成制造技术研究所—Laser Consolidati on[3];瑞士洛桑理工学院—La2 ser M etal For m ing(LM F)[4];美国Sandia国家实验室—Laser Engineered Net Shap ing(LENS)[5];美国Los2A lamos 国家实验室—D irected L ight Fabricati on(DLF)[6];美国Aer omet公司—Laser For m ing(LF)或者Laser Additive M anufacturing(LAM)[7];美国宾州大学—Laser Free2For m Fabricati on(LFFF)[8];英国伯明翰大学—D irect Laser Fabricati on(DLF)[9]。名称虽然不同,但基本的技术原理却是完全相同的,即都是基于同步送粉(送丝)激光熔覆的数字化增材成形。
本文将从以下几方面综述激光立体成形高性能金属零件研究的主要进展:①几种典型合金激光立体成形件的力学性能;②激光立体成形凝固组织形成特征与控制;③激光立体成形件热处理研究;④激光立体成形过程的冶金缺陷控制;⑤激光立体成形技术的主要应用情况;⑥高性能激光修复。
几种典型合金激光立体成形件力学性能
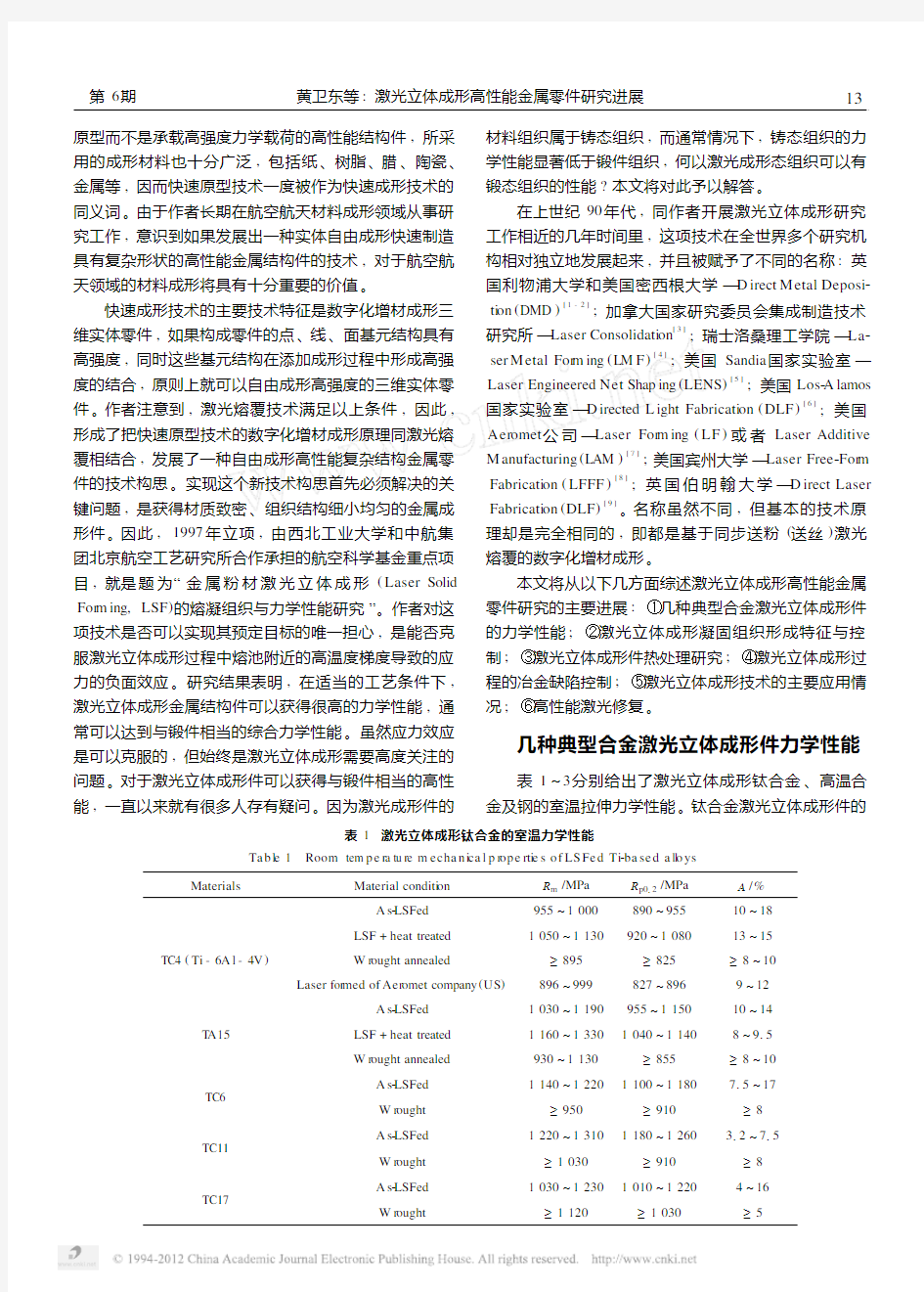
表1~3分别给出了激光立体成形钛合金、高温合金及钢的室温拉伸力学性能。钛合金激光立体成形件的
表1 激光立体成形钛合金的室温力学性能
Ta b l e1 Room tem p e ra tu re m e cha n i ca l p r op e rti e s o f LS Fe d Ti2ba se d a ll o ys Materials Material conditi on R m/MPa R p012/MPa A/%
A s2LSFed955~1000890~95510~18
LSF+heat treated1050~1130920~108013~15 TC4(Ti-6A l-4V)W r ought annealed≥895≥825≥8~10 Laser for med of Aer omet company(US)896~999827~8969~12
A s2LSFed1030~1190955~115010~14
T A15LSF+heat treated1160~13301040~11408~915
W r ought annealed930~1130≥855≥8~10
TC6A s2LSFed1140~12201100~1180715~17 W r ought≥950≥910≥8
TC11A s2LSFed1220~13101180~1260312~715 W r ought≥1030≥910≥8
TC17A s2LSFed1030~12301010~12204~16
W r ought≥1120≥1030≥5
31
中国材料进展第29卷
力学性能普遍达到了锻件标准,特别是大部分钛合金在沉积态的情况下其力学性能也可以满足锻件指标。对于高温合金,其中目前在航空航天领域应用最为广泛的I nconel718合金激光立体成形件的室温力学性能已经达到锻件标准。对于粉末冶金高温合金,其激光立体成形件的室温力学性能已经十分接近粉末冶金(加热等静压)的技术标准,之所以仍然存在一定差距,相信与粉末冶金高温合金的成形工艺特性和合金设计有关。对于钢来说,与高温合金类似,一些常用的不锈钢和马氏体钢,其激光立体成形件的室温力学性能同样满足了锻件标准,只是对于超高强度钢的激光立体成形件,其室温力学性能与锻件指标还存在一定差距,不过这个差距并不大。钛合金和高温合金在航空航天领域应用的环境常常会遇到高温和动载荷,如航空发动机 端部件和转子件等。表4给出了激光立体成形钛合金在400~500℃下的高温拉伸力学性能。所有钛合金在沉积态下的力学性能都已经达到了锻件标准。至于动载力学性能,以TC4(Ti-6A l-4V)合金为例,其经固溶时效处理后,断裂韧性值K
1c
为8613~10311M Pa?m1/2,同样满足锻件退火态的标准(>50M Pa?m1/2)。图1给出了激光立
表2 激光立体成形高温合金的室温力学性能
Ta b l e2 Room tem p e ra tu re m e cha n i ca l p r op e rti e s o f LS Fe d sup e ra ll o ys Materials Material conditi on R m/MPa R p012/MPa A/%
I nconel718LSF+heat treated1350~13801100~11701715~3315 W r ought≥1240≥1030≥6~12
FGH95
LSF+heat treated1311~14001070~120412~18 Power metallurgy(standard C)≥1430≥1145≥10
Rene88DT
LSF+heat treated1440~14501060~108020~23
Power metallurgy1520~16001080~121017~25表3 激光立体成形钢的室温力学性能
Ta b l e3 Room tem p e ra tu re m e cha n i ca l p r op e rti e s o f LS Fe d ir o n
Materials Material conditi on R m/MPa R p012/MPa A/%
316L LSF+heat treated60540053 W r ought≥586≥241≥50
38Cr M nSi A LSF+heat treated1100~11301020~10501015~17 W r ought≥980~1080≥735~835≥6~10
38CrSi LSF+heat treated1020~1030900~91512 W r ought≥950≥800≥12
17-4PH(0Cr17N i4Cu4Nb)LSF+heat treated1081~1102949~9831416~1611 W r ought≥930~1310≥725~1180≥10~16
300M LSF+heat treated1460~17701400~15405~715 W r ought≥1862≥1517≥8
40Cr M nSi M oVA
LSF+heat treated1750~18201520~16001~215 W r ought≥1943≥1317
表4 激光立体成形钛合金的高温力学性能
Ta b l e4 H i gh tem p e ra tu re m e cha n i ca l p r op e rti e s o f LS Fe d Ti2ba se d a ll o ys Materials Material conditi on R m/MPa R p012/MPa A/%
TC4(Ti-6A l-4V)(400℃)A s2LSFed605~635485~51517~2015 W r ought≥600
T A15(500℃)
A s2LSFed670~775525~67017~21 LSF+heat treat m ent805~1020630~8251315~18 W r ought≥635
TC6(400℃)A s2LSFed815~900650~7451215~19 W r ought≥720≥14
TC11(400℃)A s2LSFed875~900765~7801515~1615 W r ought≥715≥12
TC17(400℃)A s2LSFed940~990850~8808~10 W r ought≥905≥800
41
第6期黄卫东等:激光立体成形高性能金属零件研究进展
体成形件TC4合金的低周疲劳曲线。激光立体成形件的
疲劳性能与退火态锻件的性能基本相当。表5给出了粉
末冶金高温合金Rene88DT激光立体成形件在750℃下的
高温拉伸力学性能。Rene88DT激光立体成形件在高温下
静载力学性能表现较为出色,已经基本达到了粉末冶金
(加热等静压)的技术标准。表6列出了I nconel718激光
立体成形件的高温持久性能。激光立体成形件的持久寿
命远高于锻件和铸件标准,仅是与应力断裂有关的塑性
略低。高温合金激光立体成形件的疲劳性能目前仍然较
低。同样以I nconel718合金为例,其在500MPa,500℃
下的高周疲劳寿命仅为518×104,低于锻件标准(退火态
锻件在495MPa,650℃下的高周疲劳寿命为510×105)
。
图1 激光立体成形TC4(Ti-6A l-4V)合金光滑试样固溶时效处理态与锻件对比的低周疲劳S-N曲线Fig11 Low cycle fatigue S-N value of the s mooth wr ought TC4 samp les and LSF+s oluti on aged TC4samp les
表5 激光立体成形Rene88DT高温合金的750℃高温力学性能Ta b l e5 H i gh tem p e ra tu re m e cha n i ca l p r op e rti e s o f LS Fe d R e2 ne88D T(750℃)
Material conditi on R m/MPa R p012/MPa A/%
LSF+heat treated12208151015 Power metallurgy standard1120~1200970~103010~20
表6 激光立体成形I nconel718高温合金试样的高温持久性能Ta b l e6 H i gh tem p e ra tu re m e cha n i ca l p r op e rti e s o f LS Fe d I n2 co ne l718
Material conditi on Test conditi on t/h A/%
LSF+heat treated650℃/620MPa186112
LSF+heat treated650℃/690MPa42116
W r ought(high2strength)650℃/690MPa≥25≥5 Cast650℃/620MPa≥23≥3
粉末冶金高温合金和超高强度钢的激光立体成形件性能与锻件或粉末冶金件的标准仍然存在一定差距,这主要是由于高温合金和超高强度钢的合金化程度较高,凝固过程中容易在枝晶间产生低熔元素成分或共晶偏析,而激光立体成形过程中周期性的快速加热和冷却导致的成形应力较高,使得这些合金在成形凝固过程中若工艺控制不当,容易产生微裂纹或其他冶金缺陷,导致力学性能降低。另外,目前激光立体成形件的热处理制度大多数是沿用传统铸件和锻件的热处理制度,这些热处理制度由于在制定时主要是针对铸件或锻件的组织和合金化特征,所以不能充分发挥激光立体成形件的力学性能。
激光立体成形凝固组织形成特征与控制
图2显示了316L不锈钢激光立体成形件在垂直光束扫描方向上的横截面显微组织,主要由生长方向不一致的细长柱状枝晶组成[10]。由于激光快速熔凝所具有的高梯度、高速度的凝固特征,所得组织细密、均匀。基于激光熔池的传热特征,凝固始终自熔池底部向顶部进行,凝固是熔池中的液态金属从固相基底外延生长的过程,呈现出典型的强制性凝固柱状生长特点。激光快速熔凝所具有的这种外延生长特性,也使得成形件的微观组织在很大程度上被基材的晶体取向所影响,使得基材的晶体取向能够在成形过程中逐层传递下去。成形件中平均枝晶一次间距约在4~50μm,相比常规热加工获得的组织尺度要小得多,如通常铸造组织的平均枝晶一次间距约在几百到上千微米,这也意味着在激光立体成形组织中即使存在一定的微观偏析,也可以很容易通过随后的热处理消除
。
图2 316L激光立体成形件外延生长组织
Fig12 Ep itaxial gr owth m icr ostructure in LSFed316L part
图3是316L不锈钢激光立体成形件内部沿厚度方
51
中国材料进展
第29卷
向成分的线扫描结果
[10]
,扫描距离115
mm 。可以看
出,Fe,Cr,N i 在整个扫描线上分布很均匀,Si 和Mo 虽然出现一定的波动,但总体上其分布还较为均匀。为考察成形件的微观偏析程度,在两相邻枝晶主干连线上间隔一定距离选点测量元素Cr,N i 的含量变化,可获得激光立体成形件微观尺度内Cr,N i 的成分偏析度(元素的枝晶间最大含量与枝晶干最小含量的比值)分别约为11136和11144,可见成形件的成分在宏观和微观尺度内都是相当均匀的
。
图3 316L 激光立体成形件成分线扫描结果
Fig 13 Compositi onal linear scanning in LSFed 316L part
图4显示了TC4(Ti -6A l -4V )合金激光立体成形件横截面的宏观、微观组织
[11-12]
。可以看到,激光立
体成形TC4钛合金试样宏观组织由两部分组成。靠近基材底部和中部由贯穿多个熔覆层呈外延生长的粗大β柱状晶组成,柱状晶主轴基本沿激光沉积方向,并略向光束扫描方向倾斜。在成形试样顶部为等轴晶组织,即在沉积层顶部发生了CET (柱状-等轴)转变。图5显示了采用多元合金CET 模型所计算的Ti -6A l -4V 合金CET 曲线。
图中的带箭头曲线给出了激光熔池中沿液固界面
图4 激光立体成形TC4合金成形件横截面组织
Fig 14 The cr oss secti on m icr ostructure of LSFed TC4part
从熔池底部至顶部的凝固条件变化。可以看到,熔池中的凝固组织大部分落在柱状晶生长范围内,仅在熔池顶部出现柱状晶向等轴晶的转变。原始β-Ti 晶粒的平均尺寸约为600μm 甚至更大。但是,成形试样顶部出现的等轴晶尺寸要小一些,约为80μm 。与前述提及的316L 不锈钢激光立体成形组织特征不同,Ti
-6A l -4V 合金激光快速熔凝所得到的初生β柱状晶
在随后的冷却过程中还将发生β→
α固态相变。成形件最终微观组织是由初生β柱状晶内与初生β晶粒具有一定位相关系的大量的魏氏α板条加一定体积分数的板条间β相组成。由于Ti -6A l -4V 合金中β相的自扩散系数较大,晶粒生长激活能较小,导致初生β晶粒在再加热过程中容易出现过热和长大的趋势。如果扫描速度较低,热影响区在高温下停留时间长,冷却速度慢,β晶粒极易过热而变得粗大。另外,在接近重熔区的部分,由于热影响区的作用,β晶内α板条容易局部达到快速粗化温度而明显粗化,呈现明显的层带现象
。
图5 Ti -6A l -4V 合金的CET 曲线(N 0=2×1015m -3,ΔT n
=215℃),阴影区为激光立体成形的凝固参数范围
Fig 15 CET curve of Ti -6A l -4V all oy (N 0=2×1015m -3,
ΔT n =215℃),the shadow regi on indicated the LSF p r o 2
cessing parameter range
激光立体成形过程中组织的外延生长特性使得可以采用激光立体成形技术制备单晶零件。图6显示了在常规定向凝固DD3单晶平行(001)面的截面上沿[100]方向进行激光立体成形Rene88DT 单晶试样的微观组织
[13]
。成形层的凝固组织是完全从基底沿[100]晶向外
延生长上来的,二者晶体取向一致,同时成形层中定向凝固的柱状枝晶显著细化,只是在成形层顶部由于熔池顶部热流方向的变化,出现了沿扫描方向呈[100]晶向生长的转向枝晶层。这层转向枝晶层可以在熔覆下一层
时很方便地被熔掉,从而得到一个内部枝晶取向完全一致的激光立体成形单晶零件。
6
1
第6期黄卫东等:
激光立体成形高性能金属零件研究进展
图6 激光立体成形Rene88DT 单晶试样的显微组织:(a )熔覆沉积层顶部,(b )熔覆沉积层内部,(c )熔覆沉积层与基材界面处
Fig 16 M icr ostructure ofLSFed Rene88DT single crystal samp le:(a )t op of deposit on,(b )m iddle of depositi on,and (c )interface bet w een the
deposit and substrate
激光立体成形所具有的粉末多路同步送进特征使得采用激光立体成形技术制备多材料任意复合梯度材料及零件成为了可能。目前,采用激光立体成形技术已经可
以直接成形制备包括Fe /N i 基(SS316L /Rene88DT )[14],
Ti/N i 基(Ti/Rene88DT
[15]
,Ti -6A l -4V /Rene88DT
[16]
和Ti/N i
[17]
),以及Ti 基(Ti/Ti 2A l N b
[18]
和Ti60/
Ti 2A l N b
[19]
)梯度材料和零件。图7显示了激光立体成形
线性成分变化过渡SS316L 不锈钢/Rene88DT 高温合金梯度材料的典型显微组织及相关的XRD 衍射谱
[14]
。成
形件中列状枝晶组织呈现取向垂直扫描方向,即平行成分梯度方向的定向生长特性。基于Fe,N i 基合金
SS316L 不锈钢和Rene88DT 高温合金在凝固组织生长特
性和相结构的相似性,外延生长的枝晶组织和它的生长取向在整个梯度材料的成形过程中保持了很好的延续性。
富Rene88DT 高温合金一端在激光立体成形过程中,析出了两种不同大小的γ′沉淀相,即枝晶间粗化的γ′沉淀相和枝晶间明显细化的γ′沉淀相(细化的γ′沉淀相
[20]
:5~20nm 和粗化的γ′沉淀相:20~50nm )如图
8。尺寸不同的γ′沉淀相的析出将有利于调整高温合金
的强度和塑性的配合,消除缺口敏感性,提高合金的综合力学性能。
分析表明,激光立体成形合金的显微组织属于铸态组织。激光立体成形件的力学性能可以达到锻件标准的主要原因是其组织致密、均匀、细小。常规工艺条件下,铸件性能一般远低于锻件,主要源于铸态组织通常存在宏观偏析、缩松、以及组织粗大等缺陷。锻造过程将使材料组织致密、成分均匀、晶粒细化,从而相比常规铸态组织显著提高力学性能。激光立体成形件组织致密、均匀、细小,不存在导致常规铸态组织性能低下的宏观偏析、缩松、组织粗大等缺陷。激光立体成形过程中沉积熔池所具有的快速熔凝特征导致沉积态组织的亚结构相比常规铸态组织显著细化;
激光立体成形采用的
图7 激光立体成形线性成分变化过渡SS316L 不锈钢/
Rene88DT 高温合金梯度材料的典型显微组织及相
关的XRD 衍射谱
Fig 17 The m icr ostructure and the XRD pattern of LSFed
SS316L /Rene88DT graded material:
(a )SS316L ,(b )60%SS316L +40%Rene88DT,
(c )20%
SS316L +80%Rene88DT,and (d )Rene88DT
是同步送粉逐点逐层熔覆沉积,由于粉末的成分是均匀的,且熔池尺寸很小,凝固速率很快,显微偏析局限于
7
1
中国材料进展第29
卷
图8 激光立体成形
SS316L不锈钢/Rene88DT梯度材
料中的γ′沉淀相
Fig18 TE M m icr ographs of theγ′p reci p itate in LSFed
SS316L/Rene88DT graded materials with the com2
positi on of:(a)60%Rene88DT,(b)80%Re2
ne88DT and(c)Rene88DT
同其细小枝晶间距相当的极小范围,更不会产生宏观偏析;熔池尺寸小而浅兼枝晶细小,易于补充液态金属的凝固收缩,因此不会出现缩松,可以获得全致密的合金组织。一个值得注意的现象是:激光成形合金的晶粒组织往往较锻件晶粒组织粗大,但晶粒内部的亚结构非常细小,如镍基合金的枝晶和沉淀相、钛合金的网篮组织等。可见对于激光立体成形合金,决定力学性能的主要因素不是晶粒组织,而是晶内亚结构。这表明套用锻件的冶金质量指标来衡量激光立体成形件的性能并不适当,必须制订适用于激光立体成形工艺的专用冶金质量标准。
激光立体成形件热处理研究
大多数工程合金都需要通过热处理来获得特定的显微组织,以达到合金的最佳力学性能。由于激光立体成形合金的凝固组织有其不同于常规热加工工艺的新特点,所以其热处理规范也有所不同。如前所述,激光立体成形合金由于外延定向凝固特性而具有较大的晶粒尺寸,但由于快速凝固而具有极细小的晶内组织。此外,激光立体成形过程所具有的周期性快速加热和快速冷却特点,加大了沉积态组织中溶质的固溶极限,抑制了第二相的沉淀析出,并使析出相的平均尺寸显著细化(如图8所示)。这种组织特征与常规铸造、锻造和粉末冶金组织显著不同。图9给出了激光立体成形Rene88DT 高温合金热处理后的典型组织[21]。可见,经1165℃, 2h/S Q+760℃,8h/AC固溶时效处理后,γ′沉淀相均匀析出,但尺寸仅有20~40nm。相比粉末冶金成形Rene88DT高温合金采用相似热处理制度所能达到的优化γ′沉淀相尺寸60~120n m具有较大差距。不过,如果对激光立体成形Rene88DT高温合金采用1165℃, 2h/S Q+1020℃,2h/AC+760℃,16h/AC双级时效处理,则可以得到具有较好综合强化效果的双模γ′沉淀相析出
。
图9 激光立体成形Rene88DT高温合金热处理后典型
组织
Fig19 Typ ical m icr ostructure of LSFed Rene88DT all oy after
heat treat m ent:(a)1165℃,2h/S Q+760℃,
8h/AC and(b)1165℃,2h/S Q+1020℃,
2h/AC+760℃,16h/AC
另外,激光立体成形所具有的周期性快速加热和快速冷却特点,使得在激光立体成形件中通常存在较大的残余应力。这些残余应力主要是材料在成形过程中由于
81
第6期黄卫东等:激光立体成形高性能金属零件研究进展
约束的存在,以及反复快速加热和冷却过程造成的残余热应力。这也与常规铸造、锻造和粉末冶金显著不同。应力的存在一方面可以使材料在热处理过程中通过诱导再结晶实现沉积态显微组织由粗大柱状晶粒到细小等轴晶粒的转变,使晶粒细化。同时还可以影响材料中析出相分布,进一步影响材料性能。
图10显示了激光立体成形Ti -6A l -4V 合金经过固溶时效处理所获得的球状α组织。而按照传统钛合金理论,钛合金必须通过热机械处理才有可能获得球状α组织,也是就是预应力处理是产生钛合金层片组织球化的重要因素。由于激光立体成形Ti -6A l -4V 合金在热处理过程中并没有受到其他外力的作用,这也在一定程度上说明了,激光立体成形过程所产生的残余应力足以在热处理过程中诱导层片α向球状α转变
。
图10 激光立体成形TC4合金固溶时效处理后所获得的球
状α相
Fig 110 Gl obular αphase of LSFed TC4all oy after s oluti on aging
treat m ent:(a )950℃8h /AC +550℃4h /AC,and (b )950℃1h /AC +550℃above 8h /AC
图11显示了对激光立体成形I nconel 718合金采用不同温度进行固溶处理所获得的再结晶组织
[22]
。需要
指出的是,以往的研究表明,锻造I nconel 718合金在高于1170℃温度下会发生Laves 相的初熔,在1210℃会因晶界处的低熔点共晶相的熔化而初熔,而激光立体成形I nconel 718合金在1250℃的温度进行固溶处理,晶界处并未发生初熔现象。初熔现象的发生与低熔点相的存在有关,激光立体成形具有高凝固速度,使得熔池中凝固生长界面显著偏离平衡,各元素的固溶极限增大,
宏观偏析消除,降低了激光立体成形材料组织中低熔点相的含量,因此减小了材料在高温下初熔现象的发生。这也使得通常激光立体成形合金可以采用更高的热处理温度来加速合金元素的原子迁移扩散速度,加快合金元素的均匀化
。
图11 激光立体成形I nconel 718合金的固溶处理显
微组织
Fig 111 Typ ical m icr ostructure of LSFed I nconel 718al 2
l oy after s oluti on treat m ent:(a )1100℃/1h,(b )1170℃/1h,and (c )1250℃/1h
激光立体成形过程的冶金缺陷控制
激光立体成形过程中,高能激光束与金属粉末、基材相互作用时,一方面使材料在激光辐照区形成特殊的优越的组织结构,如晶粒高度细化,获得高度过饱和的固溶体等;另一方面,由于材料的熔化、凝固和冷却都是在极快的条件下进行的,如果成形工艺控制不当,有可能在成形件中形成裂纹、气孔、夹杂、层间结合不良等缺陷,降低成形件的力学性能。1 气孔及熔合不良缺陷
若激光立体成形采用的粉末形状不规则,含气量较
9
1
中国材料进展第29卷
高,或不同熔覆沉积层和沉积道间搭接不合适,将容易在成形件内部产生两种类型的缺陷:气孔和熔合不良导致的孔洞。两种缺陷具有不同的形貌特征,气孔形貌多为规则的球形或类球形,在成形件内部的分布具有随机性,在成形件内部各处都可能有分布,但大多分布在晶粒内部,如图12a 所示;由于熔合不良而导致的孔洞形貌不规则,内壁粗糙,这类孔洞多呈带状分布在层间和道间的搭接处
[23]
,如图12b 所示。
通过采用规则,无气孔和干燥的类球形粉末将可以避免成形件中出现气孔缺陷。图13显示了采用不同特征粉末激光立体成形I nconel 718合金的组织形貌[24]
。
通过采用旋转电极制备的无气孔I nconel 718粉末,完全
消除了成形件中的气孔缺陷。
当激光成形工艺参数不匹配时,就会使各沉积层之间未形成致密冶金结合而产生熔合不良的缺陷,包括沉积层与基体之间界面处形成熔合不良,各沉积层间熔合不良或沉积层内局部熔合不良。搭接率是影响熔合不良缺陷产生的一个重要工艺参数,它不仅影响零件的成形精度,而且搭接率选择不当还将导致道间缺陷的产生。图14显示当搭接率较小时,在道与道之间出现了局部熔合不良缺陷(图14a 中箭头所指);
当搭接率较大时就未发现熔合不良缺陷(图14b )[25]
。
选择合适的搭接率就能避免局部熔合不良的产生,得到无缺陷的沉积层
。
图12 钛合金成形件内部缺陷的微观形貌:(a )气孔,
(b )熔合不良
Fig 112 The defect mor phol ogy in LSFed Ti 2based all oys:
(a )por osities and (b )ill
bonding
图13 采用不同特征粉末激光立体成形I nconel 718合金的组织形貌:(a )气雾化I nconel
718粉末,(b )旋转电极I nconel 718粉末,(c )气雾化I nconel 718粉末,(d )旋转电
极制备I nconel 718粉末形貌及成形组织
Fig 113 Op tical m icr ograph of I nconel 718powder particles and m icr ostructure of LSF I nconel 718:
(a )G A I nconel 718powder particles,(b )PREP I nconel 718powder particles,(c )typ i 2cal as 2deposited m icr ostructure of LSF G A I nconel 718,and (d )typ ical as 2deposited m i 2cr ostructure of LSF PREP I nconel 718,free of por osities
2
第6期黄卫东等:
激光立体成形高性能金属零件研究进展
图14
搭接率对熔合不良缺陷形成的影响:(a )有缺陷沉
积层,(b )无缺陷沉积层
Fig 114 The effects of the overlap on ill bonding:
(a )deposit
with defects,and (b )deposit without defects
1 裂纹
由于激光立体成形过程中始终伴随着较高的热应力,若合金的合金化程度较高,显微偏析较严重,裂纹敏感度较高,则在激光立体成形过程中容易发生开裂,特别是由于激光立体成形组织所具有的外延生长特性,裂纹容易沿晶扩展。图15显示了裂纹敏感性较强的粉末冶金高温合金Rene88DT 在激光立体成形过程中形成的裂纹形貌
[25]
。裂纹出现在道与道之间的搭接区,大
体沿道与道之间平行分布,如图15a 所示。同时裂纹主要集中在试样中上部区域。大尺寸裂纹贯穿多个沉积层,如图15b,但裂纹没有贯穿试样表面,基本上包覆在试样内部。大部分裂纹发生在树枝晶晶界,具有典型的沿晶开裂特征。这表明,沉积层的拉伸内应力和枝晶间低熔共晶组织是引起激光立体成形镍基高温合金开裂的主要原因。因此优化激光立体成形工艺参数,调整微观组织是一种重要的控制裂纹手段。在保证沉积层和基体之间、沉积层层与层之间达到足够强度的冶金结合的同时,降低激光立体成形过程中的能量输入是一种很好的手段。能量输入的降低可以减少热影响区低熔点共晶组织的液化倾向,同时也可以减少热应力的产生。减小和消除激光沉积道与道搭接区域的尖角凹槽等结构性应力集中部位是另一个要注意的事项。通过对基体进行预热,激光立体成形后或成形过程中的退火热处理等,在一定程度上也可以减少和抑制裂纹的产生。不过,在激
光立体成形工艺本身的调整和控制能力达到极限后,引入外部手段即其它技术来消除成形裂纹也是解决方法之一。图16显示了激光立体成形Rene88DT 合金经过热等静压处理后所得到的显微组织
[25]
。可以看到,经过热
等静压下的扩散连接,成形过程中的裂纹得到了很好的愈合,同时在裂纹修复愈合后形成了明显的MC 型碳化物迹线(图16d )
。
图15 激光立体成形块状试样横截面上的裂纹:(a )裂纹
的宏观分布特征,(b )激光沉积道与道搭接裂纹
Fig 115 Cracks in LSFed samp le:(a )overall view of the cracks
distributi on in the transverse secti on of the samp le,and (b )cracks in overlapp ing zone
即使对于一些开裂敏感性低的合金,如钛合金、
316不锈钢,当工艺条件选择不当时,熔覆沉积层也会
开裂。图17所示为TC4(Ti -6A l -4V )合金沉积层裂纹微观形貌,具有典型的穿晶开裂特征,属于冷裂纹,是较高气体杂质元素含量气氛中成形时合金被氧化导致沉积金属脆化,在拉伸应力的作用下发生开裂。钛合金的塑性较好,其晶间残余液相又不会形成低熔点共晶,因此,若工艺控制合适,基本上可以完全消除上述冶金缺陷,所以较易于获得同锻件相当的性能。部分高温合金和不锈钢也是如此。但对于某些合金化程度较高,开裂敏感性较高的合金,如部分高温合金,其裂纹难以完全消除,导致其力学性能不够理想,还需要进行更进一步的深入研究。
激光立体成形技术的主要应用
激光立体成形技术最初的主要应用领域是航空、航
1
2
中国材料进展第29
卷
图16 H I P
处理后激光立体成形Rene88DT 裂纹的修复愈合:(a )搭接充分试样的典型组织,(b )试样中部
的大尺寸裂纹愈合,(c )试样边缘的大尺寸裂纹愈合,(d )裂纹愈合后的析出物
Fig 116 The crack healed m icr ostructure of LSFed Rene88DT after H I P treat m ent:(a )m icr ostructure with the good
overlap,(b )the typ ical l ong crack healed in m iddle area of samp le,(c )the typ ical l ong crack healed at the edge of samp le,and (d )the p reci p itate after the crack
healed
图17 激光立体成形TC4合金熔覆沉积层裂纹微观形貌:
(a )基体,(b )沉积金属,(c )裂纹
Fig 117 Mor phol ogy of the m icr o 2cracks in LSFed TC4deposit:
(a )substrate,(b )deposit,and (c )cracks
天等高科技领域,成形材料也主要涉及钛合金、高温合金、高强钢等航空、航天用先进材料。随着这项技术在成形原理、工艺装备、材料制备和成形件性能等方面研究工作的不断深化,以及激光材料加工技术直接成本的不断降低,激光立体成形技术开始逐渐应用于汽车工业、模具设计与制造、医学等更广阔的领域。图18显示了激光立体成形的航空发动机镍基高温合金双合金轴承座后机匣。通过该轴承座后机匣的激光立体成形,解决了传统工艺长期难以解决的制造难题,并显著改善了发动机零件之间的热性能匹配。
图19
显示了采用激光立体成形技术制造的腹板上
图18 激光立体成形镍基高温合金双合金轴承座后机匣
Fig 118 Dual N i 2based superall oy back casing of bearing chock by LSF
有内陷以及两个半封闭腔体结构的飞机腹鳍接头,解决了先进飞机中此类复杂结构零件采用常规成形工艺无法实现的加工困难。
图20显示了整体激光立体成形制造的具有复杂内部结构的超音速飞行器方向舵。其中,蒙皮薄壁结构成形余量控制在115mm 以内。该零件采用传统工艺(铸造钛合金骨架而后点焊钛合金蒙皮)制造时存在超重问题,采用激光立体成形技术后,可以在最大限度减轻结构件质量的同时保证高的刚度和强度。
图21所示为Sandia 国家实验室采用激光立体成形技术制造的模具[26]
。两个模具都具有小尺寸空腔和细
小深槽结构,其中图21b 中模具的槽宽为0176mm ,槽
深为2514mm 。
2
2
第6期黄卫东等:
激光立体成形高性能金属零件研究进展
图19
激光立体成形
TC4(Ti -6A l -4V )合金腹鳍接头
Fig 119 TC4(Ti -6A l -4V )all oy ventral fin juncti on by
LSF
图20 激光立体成形TC4(Ti -6A l -4V )合金方向舵
Fig 120 TC4(Ti -6A l -4V )rudder by LSF
图22显示了采用激光立体成形技术制造的纯钛牙冠和全口义齿钛基板
[27]
。这两个器件的成形时间仅为
一个小时,相比传统铸造工艺显著缩短了制造周期,同时解决了传统制造技术难以实现的口腔修复体自动加工制作的难题。
高性能激光修复
由于激光立体成形的逐点增材制造特性,
只要把缺
图21 Sandia 国家实验室采用LENS T M 制造的内部具有冷却
通道的模具
Fig 121 I njecti on mold with cooling channel inside made by San 2
dia nati onal laborat ory using LENS T
M
图22 激光立体成形纯钛口腔修复体:(a )牙
冠,(b )全口义齿基板
Fig 122 CP Ti dental rest orati on by LSF:(a )Cr own
and (b )mandibular base p late
损零件看作一种特殊的基材,按缺损部位形状进行激光立体成形就可实现零件形状和性能的恢复。由于激光能量在功率密度和时空分布上的可控性远远高于其他能源,因此可以最大限度地减小修复加热过程对被修复零
3
2
中国材料进展第29卷
件带来的负面影响,如变形、热影响区等等。特别是,传统上对于不同技术制造的零件进行修复时,由于制造工艺和传统修复工艺通常差别很大,因此非常难以使修复区和零件本体在性能上趋于一致,导致修复后零件性能通常会有所下降。但是,由于激光立体成形过程中可以同步控制成形合金成分和组织,因此可以通过控制修复区成分、组织而使修复区与零件本体的性能保持高度一致,从而实现高性能匹配修复。
高性能修复的一大难题是热处理限制,已修复的损伤零件不能同制造新件一样自由确定热处理工艺,使得
修复区的金属材料难以通过热处理来调节其性能。针对这一难题,西北工业大学重点研究了如何在激光沉积态获得高性能,并对多种合金,达到了在激光沉积态实现锻件力学性能的目标(见本文力学性能一节),零件修复完毕后只需做适当的退火热处理消除应力,就可以保证零件本体性能不发生变化。
表7给出了一种新型的TC4钛合金激光匹配修复材料TX 合金的力学性能。可以看到,TX 合金的力学性能在激光立体成形沉积态下与TC4合金的锻件性能具有良好的匹配。
表7 激光立体成形钛合金的室温力学性能
Ta b l e 7 Room tem p e ra tu re m e cha n i ca l p r op e rti e s o f LS Fe d Ti 2ba se d a ll o ys
Material Material conditi on
R m /MPa
R p012/MPa
A /%
Z /%
K 1C /MPa ?m 1/2
TX
A s 2
LSFed 895~930815~87010~141529~51158612~12113
TC4(Ti -6A l -4V )
W r ought annealed
≥895≥825≥8~10
≥25~30≥50
图23显示了在不同修复区体积分数下TC4(Ti -6A l
-4V )合金锻件经激光成形匹配修复后的力学性
能
[28]
。可以看到,经激光成形匹配修复处理后,强塑
性都满足锻件标准,修复件的力学性能随修复区所占体积分数的变化不大。图24给出了采用激光成形匹配修复TC4(Ti -6A l -4V )合金锻件的低周疲劳寿命
曲线[28]
,可见,在高应变情况下,匹配修复的疲劳寿
命有显著提高,仅略低于TC4(Ti -6A l -4V )合金模锻件的疲劳寿命,在低应变情况下的疲劳寿命高于
TC4(Ti -6A l -4V )合金模锻件。这表明,经激光成形
匹配修复后,修复件的综合性能基本与新件相当,实现了高性能修复。
图23 修复区体积分数对激光匹配修复TC4(Ti -6A l -4V )合金锻件室温静载拉伸性能的影响(红、黑点分
别代表不同批次的试样)
Fig 123 I nfluence of volume fracti on of repaired z one on static l oad tensile p r operties of the laser match repaired TC4
(Ti -6A l -4V )wr ought (red and black point rep resent the different batches of the samp led )
4
2
第6期黄卫东等:
激光立体成形高性能金属零件研究进展
图24 激光匹配修复T C4(Ti -6A l -4V )合金的低周疲劳曲线
Fig 124 Low cycle fatigue curve of laser match repaired TC4(Ti -6A l
-4V )all oys
图25~26显示了损伤高温合金和钛合金零件的激光成形修复。图27显示了激光成形修复的汽轮机17-4PH 马氏体钢整体叶轮和航空发动机高温合金整体叶
盘。在保证激光修复区与基体形成致密冶金结合的基础上,通过对零件在修复中的局部应力及变形控制,实现了零件几何性能和力学性能的良好修复
。
图25 激光成形修复的损伤叶片:(a )高温合金叶片,(b )钛
合金叶片
Fig 125 The damaged blades repaired by laser for m ing repairing:
(a )Superall oy blades and (b )Ti 2based all oy
blades
图26 激光成形修复的误加工或有缺陷零件:(a )钛合金接头,(b )钛合金机匣,(c )高温合金块,(d )高
温合金油管
Fig 126 M is 2machined or damaged components repaired by laser f or m ing repairing:
(a )Ti 2based all oy juncti on,
(b )Ti 2based all oy engine casing,(c )Superall oy sect or bulk and (d )Superall oy oil p i pe
结 语
(1)激光立体成形金属零件的综合力学性能同锻件
相当,大多数经过较充分研究的合金系的室温拉伸、高
温拉伸、动载性能等都达到了锻件标准。研究工作较深入的钛合金激光立体成形件的力学性能普遍达到了锻件标准,特别是大部分钛合金在沉积态的情况下也可以满足锻件指标。部分高温合金激光立体成形件的力学性能
5
2
中国材料进展第29
卷
图27
激光成形修复整体叶轮和叶盘:(a)燃气轮机17-4PH
钢整体叶轮,(b)航空发动机高温合金整体叶盘
Fig127 I ntegral I m peller and disc repaired by laser for m ing repai2 ring:(a)17-4PH all oy integral i m peller of gas turbine
and(b)Superall oy integral disc of aer o engine
已经达到锻件标准,部分还有一定差距。对于一些常用的不锈钢和马氏体钢,其激光立体成形件的室温力学性能满足锻件标准。对于超高强度钢,激光立体成形件的室温力学性能与锻件指标还存在一个不大的差距。
(2)激光立体成形合金的显微组织属于铸态组织。激光立体成形件的力学性能可以达到锻件标准的主要原因是其组织致密、均匀、细小,不存在导致常规铸态组织性能低下的宏观偏析、缩松、组织粗大等缺陷。激光立体成形沉积态和热处理态的组织及其与性能的关系有其自身特色:其晶粒组织往往较锻件晶粒组织粗大,但晶粒内部的亚结构非常细小,如镍基合金的枝晶和沉淀相、钛合金的网篮组织等。可见对于激光立体成形合金,决定力学性能的主要因素不是晶粒组织,而是晶内亚结构。这表明套用锻件的冶金质量指标来衡量激光立体成形件的性能并不适当,必须制订适用于激光立体成形工艺的专用冶金质量标准。
(3)部分合金力学性能同锻件指标存在一定差距的可能的原因有:(a)激光成形技术发展的历史还不长,很多研究工作还远不够充分;(b)所有的合金都是针对特定的工艺而设计的,目前激光成形研究采用的主要是现有的锻造合金、铸造合金或粉末合金工艺,并不能充分发挥激光成形工艺的特点,这说明有必要开展激光立体成形专用合金研究。
(4)激光立体成形技术的主要应用对象是兼顾高性能和复杂结构的金属零件的制造和修复。实现高性能修复是激光立体成形技术最近的一个引人注目的研究进展,修复零件的力学性能可以仅在简单的退火热处理状态下即达到锻件力学性能标准,这使得过去认为不可修复的高性能重要金属零件具备了现实的修复技术途径,这必将是激光立体成形技术未来最有前景的应用方向之一。
参考文献
[1]Koch J L,Mazumder J.Rap id Pr ot otyp ing by Laser Cladding
[C]//L aser M a terial P rocessings of ICAL EOπ1993.O rlando:
Sp ie2306,1993:556-557.
[2]Mur phy M L,Steen W M,Lee C.A Novel Pr ot otyp ing Tech2
nique f or the Manufacture of Metallic Components[C]//P roceed2 ing of I CAL EOπ1994.O rlando:Laser I nstitute of America, 1994:31-40.
[3]Xue L,Isla m M.Free2For m Laser Cons olidati on f or Pr oducti on
Functi onal Metallic Co mponents[C]//Proceeding of I CALEOπ1998.
O rlando:Laser I nstitute of America,1998:15-24.
[4]Gremaud M,W ag m iere J D,Zryd A,et https://www.doczj.com/doc/5c2419484.html,ser Metal For m2
ing:Pr ocess Fundamentals[J].S u rface Engineering,1996,12
(3):251-259.
[5]Griffith M L,Keicher D M,A t w ood C L,et al.Freefor m Fabri2
cati on ofMetallic Components U sing Laser Engineered Net Shap ing LENS[C]//S olid F reefor m Fabrica tion S ym posium P roceedings.
Austin,TX:University of Texas at Austin Publishers, 1996:125.
[6]Mah R.D irected L ight Fabricati on[J].A dvanced M a terials&
P rocesses,1997,151(3):31-33.
[7]Abbott D H,A rcella F https://www.doczj.com/doc/5c2419484.html,ser For m ing Titanium Components
[J].A dvanced M a teria ls and P rocesses,1998(5):29-30. [8]Penn State University.L aser F ree2For m Fabrica tion of S tructu ra l
S hapes[OL].1998.htt p://www.arl.p https://www.doczj.com/doc/5c2419484.html,.
[9]W u X,Shar man R.,Mei J,et a l.D irect Laser Fabricati on and
M icr ostructure of a Burn2Resistant Ti A ll oy[J].M ateria ls and D e2 sign,2002,23(3):239-247.
[10]L i Yanm ing(李延民).R esearch on Technica l Cha racters and
M icrostructu re of L aser S olid For m ing(激光立体成形工艺特性
与显微组织研究)[D].Xiπan:Northwestern Polytechnical U2
niversity,2001.
[11]Chen J ing(陈 静),Yang Hai ou(杨海欧),Yang J ian(杨
建),et a l.TC4钛合金的激光快速成形特性及熔凝组织
[J].R a reM eta ls L etters(稀有金属快报),2004,23(4):33
-37.
[12]Zhang Shuangyin(张霜银),L in Xin(林 鑫),Chen J ing(陈
静),et a l.热处理对激光成形TC4合金组织及性能的影响
[J].R a re M eta l M a teria ls and Eng ineering(稀有金属材料与
62
第6期黄卫东等:激光立体成形高性能金属零件研究进展
工程),2007,36(7):1263-1266.
[13]Tan Hua(谭 华).R esearch on the Te m perature M easu re m ent
and M icrostructu re Control du ring L aser S olid For m ing(激光快速成形过程温度测量及组织控制研究)[D].Xiπan:Northwest2 ern Polytechnical University,2005.
[14]L in X,Yue T M,Yang H O,et a https://www.doczj.com/doc/5c2419484.html,ser Rap id For m ing of
SS316L/Rene88DT Graded Material[J].M ateria ls Science& Eng ineering A,2005,391:325-336.
[15]L in X,Yue T M,Yang H O,et a l.M icr ostructure and Phase
Evoluti on in Laser Rap id For m ing of a Functi onally Graded Ti-
Rene88DT A ll oy[J].A cta M ateria lia,2006,54(7):1901
-1915.
[16]L in X,Yue TM,Yang H O,et a l.Solidificati on Behavi or and
the Evoluti on of Phase in Laser Rap id For m ing of Graded
Ti6A l4V-Rene88DT A ll oy[J].M eta llu rg ical and M ateria ls Transactions A,2007,38A:127-137.
[17]L in X,Yue TM.,Yang H O,et a l.Phase Evoluti on in Laser
Rap id For m ing of Compositi onally Graded Ti-N i A ll oys[J].
Journa l of Engineering M aterials and Technology,2009,
131:041002.
[18]L iu J iantao(刘建涛),L in Xin(林 鑫),LüXiaowei(吕晓
卫),et a l.Ti-Ti
2
A l N b功能梯度材料的激光立体成形研究
[J].A cta M etallu rg ica S in ica(金属学报),2008,44(8):
1006-1012.
[19]Yang Mocong(杨模聪),L in Xin(林 鑫),Xu Xiaojing(许
小静),et a l.激光立体成形Ti60-Ti
2
A INb梯度材料的组
织与相演变[J].A cta M etallu rg ica S in ica(金属学报),2009,
45(6):729-736.
[20]L in X,Yue TM.Phase For mati on and M icr ostructure Evoluti on
in Laser Rap id For m ing of Graded SS316L/Rene88DT A ll oy[J].
M aterials S cience&Eng ineering A,2005,402:294-306.[21]Zhao Xiaom ing(赵晓明),Chen J ing(陈 静),He Fei(何
飞),et a l.激光快速成形Rene′88DT高温合金的时效强化研究[J].R a re M eta l M a teria ls and Eng ineering(稀有金属材料与工程),2007,36(12):2208-2211.
[22]L iu Fencheng(刘奋成),L in Xin(林 鑫),Zhao W ei w ei(赵
卫卫),et al.固溶温度对激光立体成形GH4169高温合金组织和性能的影响[J].R a re M etal M a terials and Eng ineering
(稀有金属材料与工程),2010,t o be published.
[23]Zhang Shuangyin(张霜银),Research on M icrostructures and Prop2
erties of Ti-6A l-4V Titanium A lloy in Laser Rapid For m ing Pro2 cessing(激光快速成形Ti-6A l-4V钛合金的组织和力学性能研究)[D].Xiπan:North western Polytechnical University,2006.
[24]Zhao X M,Chen J,L in X,et a l.Study on M icr ostructure and
Mechanical Pr operties of Laser Rap id For m ing I nconel718[J].
M a teria ls Science and Eng ineering A,2008,478:119-124. [25]Zhao X M,Chen J,L in X,et a l.The Effect of Hot Is ostatic
Pressing on Crack Healing,M icr ostructure,Mechanical Pr oper2 ties of Rene88DT Superall oy Prepared by Laser Solid For m ing [J].M a teria ls Science and Eng ineering A,2009,504:129
-134.
[26]A t w ood C,Griffith M,Har well L,et https://www.doczj.com/doc/5c2419484.html,ser Engineered Net
Shap ing(LENS T M):A Tool for D irect Fabricati on of Metal Parts
[C]//P roceed ings of ICAL EOπ98.O rlando:Laser I nstitute of
America,1999:E1-E7.
[27]Huang W eidong(黄卫东),L in Xin(林 鑫),Chen J ing(陈
静),et a l,Laser Solid For m ing(激光立体成形)[M].
Xiπan:Northwestern Polytechnical University Press,2007. [28]Xue Lei(薛 蕾),Fundam en tal R esea rch on L aser For m ing R e2
pa iring of the T itan ium A lloy Forg ings for A via tion Industry A ppli2 ca tion(航空用钛合金结构锻件激光成形修复的基础研究)
[D].Xiπan:Northwestern Polytechnical University,2007.
Cu-催化的不对称串联反应研究取得重要进展含有多个连续手性中心的结构单元常见于各类天然产物和手性药物中,其合成一直是有机合成化学最具挑战的课题之一。在非环状的结构单元中高选择性地构造三个以上这样的连续多手性中心,其挑战性更大。发展高效的不对称催化方法是制备这类化合物的有效方法之一。
在中科院百人计划和国家自然科学基金的支持下,中国科学院兰州化学物理研究所羰基合成与选择氧化国家重点实验室夏春谷、黄汉民研究小组与浙江工业大学胡信全教授合作,利用亚胺能捕捉在不对称M ichael加成反应中原位形成手性烯醇活性中间体的特性,巧妙设计了一类高效不对称串联反应。
采用简单易得的α,β-不饱和酮、亚胺、烷基锌为原料,手性铜络合物为催化剂,通过串联反应方式一步就可以高立体选择性的合成具有三个连续非环状手性中心氨基酮类化合物。该方法已被成功应用于高选择性合成具有重要生理活性的多手性中心异吲哚啉酮和具有抗流感活性的多手性中心氮杂环丁烷。
(摘自中国科学院网站)
72
第6期任忠鸣:强磁场下金属凝固研究进展
[58]L ian Feng(连 峰),L i Tingju(李廷举),Hu Guobing(胡国
兵),et al.强磁场对亚共晶铝2硅合金变质处理的影响[J].
L ight A lloy Fabrication Technology(轻合金加工技术),2005, 33:8-12,36.
[59]L ian Feng(连 峰),L i Tingju(李廷举),Hu Guobing(胡国
兵),et al.强磁场对过共晶铝硅合金中初晶Si分布的影响
[J].Journal of M aterials Engineering(材料工程),2005(12): 41-44.
[60]Zhang Chang(张 超),W ang Q iang(王 强),Gao Ao
(高 翱),et al.强磁场对Sb-418%Mn合金初生相生长行为的影响[J].Acta M etallurgica S inica(金属学报),2008,
44:713-717.
[61]L i Xi(李 喜),Ren Zhong m ing(任忠鸣),W ang Hui
(王 晖),et al.强磁场下B i-Mn合金中形成的MnB i相凝
固组织[J].Acta M etallurgica S inica(金属学报),2004,40:
40-45.[62]H ideki M inagawaa,Keiji Kamadab,H ideaki Nagai.Synthesis
of Tb013Dy017Fe119Magnet ostrictive A ll oy by Unidirecti onal Solidificati on in Magnetic Field and M icr ogravity[J].Journal of M agnetis m and M agnetic M a terials,2002,248:230-235. [63]Baskar Ganapathysubramanian,N icholas Zabaras.On the Con2
tr ol of Solidificati on U sing Magnetic Fields and Magnetic Field Gradients[J].Interna tiona l Jou rna l of Hea t and M ass T ransfer,
2005,48:4174-4189.
[64]Baskar Ganapathysubramanian,N icholas Zabaras.U sing Mag2
netic Field Gradients t o Contr ol the D irecti onal Solidificati on of
A ll oys and the Gr owth of Single Crystals[J].Journa l of C rysta l
Gro w th,2004,270:255-272.
[65]Baskar Ganapathysubramanian,N icholas Zabaras.Contr ol of
Macr osegregati on during the Solidificati on of A ll oys U sing Mag2
netic Fields[J].Interna tiona l Jou rna l of Hea t and M ass T rans2
fer,2006,49:4850-4
866.
专栏特约编辑介万奇
介万奇:男,1959
年生,西北工业大学材
料学院教授;1988年在
西北工业大学铸造专业
获工学博士学位并留校
任教至今;1991年获联
邦德国洪堡研究基金,
1993年破格晋升教授,
1998年入选国家级“百
千万人才工程”,并获
得国家杰出青年基金,
1999年被评为教育部
“长江学者”特聘教授,
2007年被评为全国模范
教师;曾先后主持国家
重点基础研究项目
(973)、国防基础研究
项目
、国家自然科学基
特约撰稿人黄卫东
金重点项目、国防预研
基金、国家杰出青年科
学基金等30余项项目的
研究,科研经费超过
3600万元;发表学术论
文300余篇,合作专著
2部,申请专利16项,
以第一完成人分别获国
家技术发明二等奖1项,
省部级科技成果奖7项;
指导博士研究生48人,
其中已毕业30人,1人
获全国百篇优秀博士学
位论文。
黄卫东:男,1956
年生,西北工业大学教
授,凝固技术国家重点
实验室主任,
国家杰出
特约撰稿人杜 勇
青年科学基金获得者,
教育部“长江计划”特聘
教授,中国铸造学会副
理事长,国家自然科学
基金委员会金属学科评
审专家,教育部理工科
教学指导委员会委员,
中国光学学会激光加工
专业委员会委员;主要
从事凝固与晶体生长理
论、高性能致密金属零
件的激光快速成形技
术、大型复杂薄壁铸件
精密铸造技术等方面的
研究,出版了国防重点
专著《激光立体成形》。
杜 勇:男,1964
年生,中南大学教授
,
特约撰稿人任忠鸣
博士生导师;先后在东
京工业大学、维也纳大
学等5所国外著名大学
从事材料热力学、动力
学及材料设计研究,在
德国为洪堡学者;2004
年获国家杰出青年科学
基金,2006年被评为教
育部“长江学者”特聘教
授,2007年被评选为国
家自然科学基金委员会
创新研究群体科学基金
项目负责人;现任《CA2
LPHAD》杂志副主编,
先后在25种国际刊物上
发表论文近226篇,被
SC I收录167篇,获专
利一项。
任忠鸣:男,1958
年生,博士,上海大学
教授,“长江学者”特聘
教授,国家杰出青年科
学基金获得者;长期从
事电磁场下冶金和材料
制备研究;先后承担了
国家杰出青年科学基金、
国家自然科学基金重点
项目、省市重大科研课
题和企业课题50余项;
发现强磁场具有强制金
属凝固枝晶和共晶生长
取向、细化枝晶、影响
界面稳定性和形核动力
学等作用,提出金属连
铸中初始凝固波动导致
铸坯振痕的新机理,开
发了调幅磁场控制连铸
凝固技术、电磁连铸生
产高性能无氧铜技术和
电磁净化金属液技术,
并在企业中推广应用;
发表论文190余篇,所
指导的博士论文先后获
全国优秀博士论文奖和
提名奖。
94
《金属塑性成形原理》 项目研究 题目:激光弯曲成形 班级:05011301 姓名:刘凯鹏 学号:2013301156 指导老师:王永军 日期:2016年1月6日
目录 摘要 (3) 1. 对象描述 (3) 2. 研究目标 (4) 3. 研究内容 (4) 4. 研究方案 (4) 5. 模拟过程 (7) 6. 后处理数据图表 (37) 7. 成型规律总结分析 (45) 8. 学习总结 (45) 9.参考文献 (46)
摘要:一些合金在室温下塑性差,冷成形困难,将激光成形技术用于金属板料成形,在航空航天产品,以及电子元件的研发和制造中发挥着重要作用。因此,了解激光弯曲成形的机理,激光功率、光斑直径、扫描速度、扫描次数以及能量密度等影响因素对板料激光弯曲角度的影响就显得十分必要,在其它参数一定的情况下,弯曲角度随着激光功率的增加先增大后减小,随着扫描速度、光斑直径的增大而减小;弯曲角度随着扫描次数和能量密度的增加而增大。 本文采用ABAQUS软件对激光弯曲成型过程进行数值模拟和分析。 1.对象描述: 1)激光弯曲简介:激光弯曲成形是一种利用高能激光束扫描金属板料表面时形成的非均匀温度场所导致的热应力来实现塑性变形的工艺方法。这是一种无模具,无外力的非接触式热态积累成型技术,具有生产周期短,柔性大,精度高等特点。所以不存在模具制作,磨损和润滑问题,也不存在贴膜,回弹现象,成形精度高,适合于精密仪器制造,其工业应用遍及航空航天,微电子行业等多个领域。 2)激光弯曲原理:激光弯曲成形的变形过程是通过激光加热金属板料所产生的弯曲应变(平面外应变)、平面内应变或两者的联合作用来实现的。弯曲应变或平面外应变使金属板料产生角变形,如图所示: 而平面内应变则使金属板料实现XY平面内成形,如图所示: 例如板料的缩短就是通过激光扫描在整个厚度方向上产生的类似应变来实现的。 而由于材料性能的差异以及所采用的工艺参数的不同,都会导致不同的变形机理,有时往往是几种机理的混合作用。目前可以较好的解释板料激光成形过程的机理主要有以下四种:温度梯度机理(TGM),屈曲机理(BM),增厚机理(UM)和内应力点机理。
第40卷 第2期2016年3月 激 光 技 术LASERTECHNOLOGY Vol.40,No.2March,2016 文章编号:1001-3806(2016)02-0254-05 钨基合金激光立体成形的组织及性能研究 王 攀1,2 ,刘天伟1﹡ ,王述钢1 ,蒋 驰1 ,杨 帆 1 (1.中国工程物理研究院表面物理与化学重点实验室,绵阳621907;2.中国工程物理研究院材料研究所,绵阳621907)摘要:为了制备高性能、大尺寸钨合金零件,利用激光立体成形技术进行了前期探究实验,在大气环境下制备多种 配比的W-Ni-Fe高比重合金力学拉伸试验件,通过测试抗拉强度、硬度,结合组织结构和成分配比的探究分析,发现其成 形性及力学性能与传统的粉末冶金烧结工艺之间还存在着一定的差距。抗拉强度在W原子数分数为0.6时达到最大值717.5MPa,之后随着W原子数分数的增大反而明显减小,当W原子数分数在0.8以上时,强度已低于400MPa。样品存在孔洞和氧化现象,大量W未溶化,Ni和Fe元素越多,微观组织均匀性越好、成分偏析越小。结果表明,利用激光立体成形技术可对钨基合金堆积成形,但是实验工艺参量和实验环境仍需进一步改进。此研究可获得免受大气气氛影响和工艺参量限制的试样,为获得性能更好的高比重钨合金激光立体成形件提供了帮助。 关键词:激光技术;激光立体成形;W-Ni-Fe高比重合金;性能检测;组织分析 中图分类号:TN204 文献标志码:A doi :10.7510/jgjs.issn.1001-3806.2016.02.022 Research of microstructure and properties of tungsten based alloy fabricated by laser solid forming WANG Pan 1,2 ,LIU Tianwei 1 ,WANG Shugang 1 ,JIANG Chi 1 ,YANG Fan 1 (1.ScienceandTechnologyonSurfacePhysicsandChemistryLaboratory,ChineseAcademyofEngineeringPhysics,Mianyang621907,China;2,InstituteofMaterial,ChineseAcademyofEngineeringPhysics,Mianyang621907,China) Abstract :Inordertopreparehigh-performanceandlarge-sizetungstenalloyparts,thepreliminaryexperimentswerecarriedoutbyusingthelasersolidformingtechnique.VariousproportionsofW-Ni-Fehigh-densityalloymechanicaltensiletest pieceswerepreparedunderatmosphericconditions.Bytestingtensilestrengthandhardness,byanalyzingthestructureandthecompentsproportions,thedifferencesbetweenthetraditionalpowdermetallurgysinteringprocessandformabilityandmechanicalpropertieswerefound.Theresultsshowthatthemaximumtensilestrengthreaches717.5MPaunder0.6ofWatomicityfractionanditdecreasessignificantlywiththeincreaseofWatomicityfraction.WhenatomicityfractionofWatomismorethan0.8,thestrengthislowerthan400MPa.Holesandoxidationphenomenonexistinthesamples.AlargenumberofWdoesn’tmelt.ThemoreNi,Feelements,thebettermicrostructureuniformity,thesmallercompositionsegregation.Theresultspreesentthattungstenalloycanbeformedbylasersolidformingtechniquebutexperimentprocessparametersandexperimentalenvironmentremaintobefurtherimproved.Samplescanbeobtainedfreefromeffectofatmosphereandprocessparameterslimitsbasedonthisstudy.Furthemore,thestudyishelpfultoobtainbetterperformanceoftungstenalloylasersolidformingparts. Key words :lasertechnique;lasersolidforming;W-Ni-Fehigh-proportionalloy;performancetest;micostructureanalysis 基金项目:中国工程物理研究院重点实验室学科发展基金资助项目(xk201308) 作者简介:王 攀(1990-),男,硕士研究生,主要从事合 金激光立体成形方面的研究。 ﹡通讯联系人。E-mail:liutianwei@caep.cn 收稿日期:2014-12-23;收到修改稿日期:2015-03-17 引 言 钨基高比重合金是国防和核工业中的重要原料,可用于常规武器用的穿甲弹弹芯,制造航天和航天器用的陀螺仪转子、导向装置和减震装置等,是一种战略资源 [1] 。目前主要采用粉末冶金烧结的方法制备,受 制于烧结设备尺寸和烧结温度限制,在制备高性能、大尺寸钨合金零件方面还存在一些问题。开辟新的钨基高比重合金材料零件制备途径,是未来突破国外技术封锁和发展具有我国自主知识产权制备钨合金技术的必经之路,有利于保障我国国防核工业的持续发展。近年来,随着激光立体成形技术的发展和成熟,其所具有的逐点逐层的离散熔覆沉积及沉积温度可控的 特点[2] ,使其成为钨基高比重合金材料制备的一条新的途径。激光立体成形技术(lasersolidforming,LSF)是将激光涂覆和快速原型制造技术相结合在一起,在计算机中生成零件的3维计算机辅助设计(computeraideddesign,CAD)模型,然后用切片软件将3维CAD
激光沉积焊接技术 作者:MM《现代塑料》 沉积焊接是与许多传统的模具修复方法不同的另一种重要的方法。它早已立足欧洲,现在又开始为其他地区的模具工厂所接受。 激光沉积焊接技术开始在模具修改和修复领域找到其用武之地。典型的用途是用于采用冷加工钢制造的注塑模具的修复,这种模具由于加工玻璃纤维增强的材料而导致严重磨损。磨损区域可以用激光沉积焊接来填充裂纹,所用焊丝的直径为0.4mm。修复之后,模具和插件的使用寿命至少与全新的部件相当。焊接沉积物的高度大约为0.5mm,硬度为洛氏硬度52度。硬度达到洛氏硬度60度也是可能的。 例如,一个成功的用户便是Tech Group公司,他们目前正采用激光沉积焊接法来修复模具。Grand Rapids工厂有58名雇员,使用30台28~250t的注塑机,专门从事医疗器械的生产。这些器械包括用于开胸心脏手术、微创手术和儿科手术,器械通常都是小型、精密、不耐用的产品。整个车间是在100,000级清洁厂房的条件下进行操作的。 该工厂包括一个工具车间,有4名全职的模具制作工。因为是生产医疗器械的,制造模具所用的工具合金钢必须完全不含铍。采用激光沉积焊接技术的好处是这种工艺除了适用于不锈钢、标准工具钢和铝之外,也适用于无铍合金钢。 据David Guth-rie说,Tech Group公司的模具工80~90%工作量都是做小的零部件,比如滑块上的塞子和模心销钉。以前,该公司的激光焊接工作都是外包给别的公司干,但是为了节省时间和成本,也为了减少麻烦,现在公司把设备买回来了。根据该公司的报告,他们自己有了设备之后,以前需要好几天才能完成的模具工程修改和修复工作,现在几个小时内就可完成了。一个模具零件在进行焊接修复之后,要返回工具车间进行最后的机加工,然后再装回到的模具上去。一般只有损坏的零件才需要从模具上拆下来进行修复,因此模具仍可留在注塑机上。
激光立体成形技术的发展现状与趋势 近年来,激光立体成形技术得到发达国家政府、大企业和研究机构的高度重视。作为美国制造业振兴计划“We Can't Wait”项目的一部分,美国政府于20xx年8月高调宣布成立国家增材制造创新研究所(NAMII :National Additive Manufacturing Innovation Institute ),其第一阶段的政府和民间投资为7000万美元。奥巴马总统强调这个研究所的成立是强化美国制造业的步骤。在空客于2006年启动的集成机翼计划(Integrated Wing ATVP,第一阶段总经费3400万英镑)中,英国焊接研究所(TWI)承担起落架激光成形研发工作,经费400万英镑,TWI为此建立了两套激光成形装备。南非科技与工业研究院(CSIR)下属的国家激光中心与南非航空制造公司Aerosud将合作开展Aeroswift项目研究。Aeroswift的目标是,自主开发高速度、大体积的高性能金属零件激光添加材料制造(LAM)系统,为全球航空工业制造钛金属材料配件,并力争在未来三年内,使Aerosud成为全球航空结构材料制造领域的领军者。Aeroswift的目标是直接加工2m×0.5m×0.5m的零件。为此,南非科技部已经投入了2800万兰特(约合1712万元人民币),并且预计他们的LAM制造体系将在20xx 年底至20xx年初完成组建和试验工作,然后开始优化和工艺鉴定,希望从20xx年开始全面生产。 美国波音公司、洛克希德·马丁公司、通用电气航空发动机公司、
Sandia国家实验室和Los Alomos国家实验室、欧洲EADS公司、英国罗罗公司、法国SAFRAN公司、意大利AVIO公司、加拿大国家研究院、澳大利亚国家科学研究中心等大型公司和国家研究机构都对激光立体成形技术及其在航空航天领域的应用开展了大量研究工作。参与这项研究的世界著名大学更是数不胜数。 值得注意的是,美国军方对这项技术的发展给予了相当大的关注,在其直接支持下,美国于20xx年率先将这一先进技术实用化。应用目标包括先进飞机承力结构件如钛合金支架、吊耳、框、梁等,航空发动机零件如镍基高温合金单晶叶片,战术导弹、人造卫星、超音速飞行器的薄壁结构件如导弹制导部外壳座、导弹姿态控制系统的铼燃烧室等。20xx年10月该公司获得美国国防部后勤局(U. S. Defense Logistics Agency)出资1940万美元,资助AeroMet公司由单纯的技术研究开发到成为军用及民用飞机的通过认证的、性能可靠的钛合金结构件激光立体成形制造供应商的转变。 我国在激光立体成形技术领域处于世界先进水平。西北工业大学于19xx年开始在国内率先提出以获得极高(相当于锻件)性能构件为目标的激光立体成形的技术构思,并在迄今xx年的时间里持续进行了激光立体成形技术的系统化研究工作,形成了包括材料、工艺、装备和应用技术在内的完整的技术体系。针对航空航天等高技术领域对结构件高性能、轻量化、整体化、精密成形技术的迫切需求,开展了
SLA工艺也称光造型或立体光刻,是基于液态光敏树脂的光聚合原理工作的。这种液态材料在一定波长和强度的紫外光照射下能迅速发生光聚合反应,分子量急剧增大,材料也就从液态转变成固态。液槽中盛满液态光固化树脂,激光束在偏转镜作用下,能在液态表面上扫描,扫描的轨迹及光线的有无均有计算机控制,光点打到的地方,液体就固化。成型开始时,工作平台在液面下一个确定的深度,聚焦后的光斑在液面上按计算机的指令逐点扫描,即逐点固化。当一层扫描完成后,未被照射的地方仍是液态树脂。然后升降台带动平台下降一层高度,已成型的层面上又布满一层树脂,刮板将粘度较大的树脂液面刮平,然后再进行下一层的扫描,新固化的一层牢固地粘在前一层上,如此重复直到整个零件制造完毕,得到一个三维实体模型。SLA方法是目前快速成型技术领域中研究得最多的方法,也是技术上最为成熟的方法。SLA工艺成型的零件精度较高,加工精度一般可达到0.1mm,原材料利用率近100%。 成型技术特点 快速成型技术具有一下几个重要特征:1)可以制造任意复杂的三维几何实体。由于采用离散/堆积成型的原理,它将一个十分复杂的三维制造过程简化为二维过程的叠加,可实现对任意复杂形状零件的加工。越是复杂的零件越能显示出RP技术的优越性。此外,RP技术特别适合复杂型腔、复杂型面等传统方法难以制造甚至无法制造的零件。2)快速性。通过对一个CAD模型的修改或重组就可获得一个新零件的设计和加工信息。从几个小时到几十个小时就可制造出零件,具有快速制造的突出特点。3)高度柔性。无需任何专用夹具或工具即可完成复杂的制造过程,快速制造工模型、原型或零件。4)快速成型技术实现了机械工程学科多年来追求的两大先进目标,即材料的提取(气、液、固相)过程与制造过程一体化和设计(CAD)与制造(CAM)一体化。5)与反求工程(Reverse Engineering)、CAD技术、网络技术、虚拟现实等相结合,成为产品快速开发的有力工具。 流程示意 快速成型的工艺过程具体如下: 1)产品的三维模型的构建。由于RP系统是由三维CAD模型直接驱动,因此首先要构建所加工工件的三维CAD模型。该三维CAD模型可以利用计算机辅助设计软件(如Pro/E,I-DEAS, Solid Works,UG等)直接构建,也可以将已有产品的二维图样进行转换而形成三维模型,或对产品实体进行激光扫描、CT断层扫描,得到点云数据,然后利用反求工程的方法来构造三维模型。 2)SLA激光快速成型 SLA工艺也称光造型或立体光刻,是基于液态光敏树脂的光聚合原理工作的。这种液态材料在一定波长和强度的紫外光照射下能迅速发生光聚合反应,分子量急剧增大,材料也就从液态转变成固态。液槽中盛满液态光固化树脂,激光束在偏转镜作用下,能在液态表面上扫描,扫描的轨迹及光线的有无均有计算机控制,光点打到的地方,液体就固化。成型开始时,工作平台在液面下一个确定的深度,聚焦后的光斑在液面上按计算机的指令逐点扫描,即逐点固化。当一层扫描完成后,未被照射的地方仍是液态树脂。然后升降台带动平台下降一层高度,已成型的层面上又布满一层树脂,刮板将粘度较大的树脂液面刮平,然后再进行下一层的扫描,新固化的一层牢固地粘在前一层上,如此重复直到整个零件制造完毕,得到一个三维实体模型。 3)成型零件的后处理。 从成型系统里取出成型件,进行打磨、抛光、涂挂,或放在高温炉中进行后烧结,进一部提高其强度。 材料性能
金属材料激光增材制造技术 孙峰、李广生 金属材料增材制造技术是通过对CAD模型进行离散处理,以金属粉末、颗粒、金属丝材等为原材料,采用高功率激光束熔化/快速凝固逐层堆积生长,直接从零件数模完成高性能零件的近终成形制造。 金属材料增材制造技术,可分为以送粉为技术特征的激光沉积制造(Laser Deposition Melting,LDM)技术和以粉床铺粉为技术特征的选区激光熔化(Selective Laser Melting,SLM)技术。 LDM技术是快速成形技术和激光熔覆技术的有机结合,是以金属粉末为原材料,以高能束的激光作为热源,根据成形零件CAD模型分层切片信息规划的扫描路径,将送给的金属粉末进行逐层熔化、快速凝固、逐层沉积,从而实现整个金属零件的直接制造。 LDM系统主要包括:激光器及光路系统、水冷机及冷却系统、数控机床系统、送粉器及送粉系统、惰性气体保护系统、激光熔化沉积腔及工艺监控系统等。 图1LDM激光沉积制造技术 LDM技术集成了快速成形技术和激光熔覆技术的特点,具有以下优点: (1)无需大型设备与模具,零件近净成形,材料利用率高;工艺流程、制造周期短,制造成本低; (2)零件无宏观偏析,组织细小、致密,力学性能达到锻件水平; (3)成形尺寸不受限制,可实现大尺寸零件的制造; (4)激光束能量密度高,可实现难熔、难加工材料的近净成形; (5)可对失效和受损零件实现快速修复,并可实现定向组织的修复与制造。 主要缺点: (1)制造成本较高;
(2)制造效率较低; (3)制造精度较差,悬臂结构需要添加相应的支撑结构。 SLM技术是以快速原型制造技术为基本原理发展起来的先进激光增材制造技术。通过专用软件对零件三维数模进行切片分层,获得各截面的轮廓数据后,利用高能激光束根据轮廓数据逐层选择性地熔化金属粉末,通过逐层铺粉,逐层熔化凝固堆积的方式,实现三维实体金属零件制造。 SLM系统主要由激光器及光路系统、气体净化系统、铺粉系统、控制系统4部分组成。 图2SLM激光选区熔化制造技术 SLM技术具有以下优点: (1)原材料范围广,包括不锈钢、高温合金、钛合金、钴-铬合金及难熔金属等; (2)成形零件精度高,表面稍经打磨、喷砂等简单后处理即可达到使用精度要求; (3)复杂零件制造工艺简单,周期短,材料利用率高; (4)成形零件的力学性能良好,一般力学性能优于铸件,与锻件相当; (5)适合多孔零件的制造,实现零件的轻量化的需求。 主要缺点: (1)层厚和光斑直径很小,导致成形效率很低;
激光板料成形技术的研究与应用 ——激光热应力成形与激光冲击成形 摘要: 激光加工技术是利用激光束与物质相互作用的特性对金属或非金属材料进行切割、焊接、表面处理、打孔以及微加工等的一门加工技术。随着激光技术的发展,特别是大功率工业激光器制造技术的日益成熟,激光作为一种“万能”工具,已应用于材料的切割、焊接、弯曲变形和表面改性处理等领域,其中板料激光成形技术已较为成熟,广泛应用于各种碳钢、不锈钢、合金有色金属以及金属基复合材料的弯曲成形,替代了部分零件的冲压工业。金属板料激光成形技术是近年来出现的一种先进柔性加工技术。金属板料成形作为薄板直接投入消费前的主要深加工方法,已在整个国民经济中占有十分重要的地位,广泛应用于航空航天、船舶工业、汽车覆盖件、家电等生产行业。传统的金属板料加工方法主要用模具在压力机上进行冷冲压成形,其生产效率高,适用于大批量生产。随着市场竞争的日趋激烈,产品的更新换代速度日益迅速,原有的采用模具加工的技术就表现出生产准备时间长,加工柔性差,模具费用大,制造成本高等缺陷,且模具冷冲压成形仅适用于低碳钢、铝合金以及铜等塑性较好的材料,其适用范围有限。为此国内外许多学者致力于板料塑性成形新技术的研究,实现金属板料的快速高效、柔性冲压和无模成形,以适应现代制造业产品快速更新的市场需要。本文介绍了激光热应力弯曲成形以及冲击成形的成形机理,分析了成形的主要因素,并对这两种成形技术的未来做出展望。 关键词:激光技术、板料成形、热应力弯曲成形、冲击强化技术 一、激光弯曲成形技术 激光弯曲成形是一种新兴的塑性加工方法,具有高效、柔性、洁净等特点。它是基于材料的热胀冷缩特性,利用高能激光束扫描金属板料表面时形成的非均匀温度场导致的热应力来实现塑性变形的工艺方法。与传统的金属成形工艺相比,它不需模具、不需外力,仅仅通过优化激光加工工艺、精确控制热作用区内的温度分布,从而获得合理的热应力分布,使板料最终实现无模成形。激光束的大小和能量精确可控,特别适用于冷加工难以成形的硬且脆,或刚性大的材料,比如陶瓷、钛合金等。 1、激光弯曲成形基本原理: 板材激光弯曲成形是近年来出现的一种板材柔性成形方法,究其根源,可以追溯到上百年前的火工矫形。它的基本原理是,在基于材料的热胀冷缩特性上,利用高能激光束扫描金属板材表面,通过对金属板材表面的不均匀加热,照射区域内厚度方向上会产生强烈的温度梯度,从而引起非均匀分布的热应力[6]。当这一热应力超过了材料相应温度条件下的屈服极限,就会使板材产生所需要的弯曲变形,激光弯曲成形的装置示意图如图1所示[7]。激光弯曲成形实际上就是这样一种基于材料的热胀冷缩特性、用热应力代替机械载荷的板料无模成形技术。
脉冲激光沉积PZT/LSMO薄膜结构及输运特性的研究 摘要 锆钛酸铅(Pb(Zr x Ti1-x)O3,简称PZT)材料因其具有优良的铁电、压电、热释电、电光和非线性光学等特性而备受关注。同时,PZT作为一类典型的铁电材料,其显著的反常光生伏打效应,为新型太阳能电池材料的研究创造条件。本文利用脉冲准分子激光在STO单晶基片上淀积了LSMO和P ZT的.并通过高频溅射将Pt蒸镀在PZT薄膜上作为上电极;用X射线衍射表征了PZT铁电薄膜和该多层膜的晶相结构,测量了PZT的铁电性能和介电特性。讨论了PZT/薄膜的制备工艺。以及工艺条件对晶相结构和薄膜性能的影响。在密封的液氮杜瓦瓶里用四探针法对薄膜的输运特性进行了测试,. 关键词:PZT薄膜激光脉冲淀积电滞回线,漏电流
Study on structure and Transport Characteristic of PZT/LSMO Thin Film By Pulsed-Laser Deposition Abstract
绪论. PZT具有一系列优异的性能,如压电、铁电、热释电、介电、光电等,利用这些性质可以成 性能优良的器件。与其他铁电材料相比,PZT具有很多优点,例如:较高的居里点(200℃以上)且可以通过改变锆钛含量比实现对居里温度的控制;它的热释电系数较大,同时介电常数和介电 损耗较小,而且可以通过对PZT掺杂入Mn、Bi等其他元素或单纯改变PZT的锆钛含量比的方 式来改善其性能;在准同型相界附近具有优异的压电性能。因此PZT是一种优异的压电、铁电 和热释电材料,已在众多领域被广泛的应用 1.PTZ铁电薄膜 随着铁电薄膜和微电子技术相结合而发展起来的集成铁电学的出现,铁电薄膜的制备、结构、性能及其应用已成为国际上新材料研究十分活跃领域,其中钙钛矿结构的锆钛酸铅(PZT)铁电薄膜由于具有优越铁电、介电、压电、热释电以及能够与半导体技术兼容等特点,使之在微机电系统(MEMS)等领域具有广泛的应用前景。由于基于PZT的器件具有工作带宽广、反应速度快和灵敏性高等优点,因此PZT薄膜可以用于MEMS领域的各个方面,例如压电激励器、焦热红外探测器、随机存储器和超声器件。为了满足不断提高的微纳米机械器件的要求和与硅基器件的兼容,在硅衬底上生长高质量的PZT薄膜就变得越来越重要. 1.1 铁电薄膜材料的研究现状,7]。 目前,铁电薄膜的研究主要集中在以下几个方面:新的合成技术与沉积技术,薄膜的检测与表征技术,结构与性能的关系以及工艺与微结构关系,界面特性(包括金属-铁电薄膜界面和铁电薄膜与半导体兼容),新薄膜材料的研究等方向。应用研究则主要集中在:光电子学(电光应用、光学相位调制、光折变、集成光学等),压电应用(SAW器件、微控制器、微马达、微机械阀等),热释电学(单元探测器和线性阵列探测器)和铁电随机存储器[8]。 1.2 铁电材料的自发极化和电滞回线 自发极化是指在没有外电场时,铁电体内正、负电荷中心不重合,形成有一定规则排列的电偶极矩而产生的极化。电滞回线是指自发极化强度P滞后于外加电场强度E的变化轨迹,如图1.1所示。图中O点是指外加电场为0时的状态,电偶极矩呈杂乱分布,总电矩为0,所以通常情况下铁电体不显电性。当场强较弱时,极化强度随场强近似呈线性变化,如OA段。当场强逐渐变大,P随场强呈非线性变化并迅速达到饱和,如ABC,做BC的反向延长线与纵轴的交点E称为饱和极化强度P s,B点处电偶极矩受外加电场的影响基本趋于同一方向。当场强逐渐减小时,曲线不按照原轨迹返回,呈BD段,当外界场强减小到0时,存在剩余极化强度P r,反方向增加场强,极化强度下降,当场强达到E c时,极化强度变为0,E c称为矫顽场强,此时总的电偶极矩为0。场强继续增大,极化强度反向增加,直至达到饱和,如FG所示。如电场再次减小而后反向增加,曲线呈GHC变化,最后形成一条封闭的曲线。P r和E c是反映铁电性能的重要指标,回线矩形度越好表明铁电性能越强,所以电滞回线是检测铁电性的一个重要标志[9]。
第32卷第6期2008年12月激光技术 LASERTECHNOLOGY V01.32,No.6 December,2008 文章编号:1001.3806(2008)06—0608-03 激光金属沉积成形基板预热的研究 孙少妮 (东北大学机械工程及自动化学院,沈阳110004) 摘要:为了降低激光金属沉积成形过程中试样和基板间的温度梯度,减小和抑制成形过程的热应力,提高试样的成形质量,提出并设计了一种用于激光金属沉积成形的基板预热系统。该系统由基板预热器、智能比例微分积分控制器以及计算机串口温度采集反馈控制等3部分组成。利用自行研制的激光金属沉积成形设备和基板预热系统进行了成形实验。实验结果表明,基板预热可以改善试样的成形质量,降低成形过程的热应力。 关键词:激光技术;激光金属沉积成形;基板预热;热应力;成形质量 中图分类号:TFl24文献标识码:A Researchofsubstratepreheatingforlasermetaldepositionshaping sUNShao.以 (CollegeofMechanicalEngineeringandAutomation,NortheasternUniversity,Shenyang110004,China)Abstract:Inordertodecreasethetemperaturegradientbetweensampleandsubstrate,reduceandsuppressthethermalstress,improvethequalityofsampleforming,asubstratepreheatingsystemforlasermetaldepositionshaping(LMDS)isdeveloped.Itconsistsofsubstratespreheater,intelligentproportion—integral—derivation controllerandcomputerserialcollectingandfeedbackcontrolcomponents.Usingtheself-developedLMDSsystemandsubstratepreheatingsystem,theactualexperimentsareconducted.Experimentalresultsshowthatsubstratepreheatingcansignificantlyimprovethequalityofthesampleandreducethe thermalstress duringshapingprocess., Keywords:lasertechnique;lasermetaldepositionshaping;substratepreheating;thermalstress;shapingquality 引言 激光金属沉积成形是基于叠加思想通过材料的层层累积来成形金属零件。整个成形过程都是在高温条件下进行的,成形过程中所具有的能量集中输入、快速加热冷却等特点使得成形试样内部以及试样与基板间存在着巨大的温度梯度,并使得试样在成形过程中产生很大的热应力,当热应力达到材料极限时,试样将产生裂缝甚至发生断裂。因此,如何降低成形过程的温度梯度和热应力、抑制沉积过程试样裂缝的产生成为激光金属沉积成形技术迫切需要解决的重要问题。 基板预热是解决这一问题的有效途径,它在有效地降低成形过程中试样和基板的温度梯度的同时,还可以让成形过程的温度场更加均匀稳定。目前关于预热的研究主要集中在选择性激光烧结的粉床预热上, 基金项目:国家八六三高技术研究发展计划资助项目(2002AA420060) 作者简介:孙少妮(1978一),助教,硕士,现主要从事激光金属材料加工及3维曲面重建等方面的研究。 E.mail:etomi2005@163.corn 收稿日期:2007.09—18;收到修改稿日期:2007一lO-08基板预热在激光金属沉积成形加工过程中的应用尚未见报道【lJll。作者基于热传导理论,设计了一种用于激光金属沉积成形的基板预热系统。它采用智能比例一积分一微分(proportion—integral—derivation,PID)控制器和计算机串口温度采集反馈控制实现了基板预热温度的连续调节和实时记录。利用自行研制的激光金属沉积成形设备和基板预热系统进行了成形实验,实验结果表明,基板预热可以提高成形材料的沉积率,降低成形过程的热应力。 1激光金属沉积成形基板预热系统的硬件组成激光金属沉积成形基板预热系统的硬件主要由3个部分组成:基板预热器、智能PID温度控制和基板预热温度串口实时采集和反馈控制系统,见图1。 1.1基板预热器 基板预热器的工作环境既高温又多尘,同时还要求加热升温迅速并能保持恒定温度。因此,基板预热器主要由加热管、箱体、耐火瓷板、隔热石棉材料、紫铜板等组成。其中加热管为大功率不锈钢电加热管,既能保证快速升温的需要,还耐灰尘,不易产生短路;箱体为两层结构,中间填充隔热材料,既可以隔热又可以 万方数据
文章编号:!""#$!%&!(&""%)!%$!!’&$"% 板料激光曲线弯曲成形的数值模拟 陈敦军 博士 陈敦军 龙 丽 吴诗惇 郑有火斗 摘要:基于非傅立叶热传导方程建立了板料激光曲线弯曲成形过程的三维瞬态温度场以及形变场的有限元列式。在可以忽略材料因变形而产生内热的情况下,将板料激光曲线弯曲过程的温度场和形变场视为两个独立的子系统进行了分别求解,模拟了具有强烈瞬态非线性特征的板料激光曲线弯曲过程,从热力学角度揭示了板料激光曲线弯曲变形的内在机制。 关键词:板料;激光曲线弯曲;数值模拟;热弹塑性中图分类号:()%%’*’;(+&#, 文献标识码:-收稿日期:&""&—"#—&% 基金项目:国家自然科学基金资助项目(!,./&"’’) 板料激光弯曲成形是一种不需外力和模具而仅靠内部热应力来成形板料的工艺,是近十年发展起来的一种新的柔性成形技术,而板料激光曲 线弯曲技术近两年才开始着手研究[!,&] 。与常规 成形相比,激光弯曲成形技术具有一些显著特点, 近几年受到了广泛关注[!01]。 由于板料激光弯曲成形是一种典型受温度控制的塑性变形过程,因此,对这种问题进行数值模拟时,必须同时求解在给定温度分布下的金属塑性变形速度方程和热传导方程,即进行传热和变形的耦合分析。一般来说,激光成形是小应变小变形区成形,材料因变形而产生的内热可以忽略不计。因此,本文在热力耦合分析时,将形变场的计算和温度场的计算视为两个独立的子系统进行求解,即求解温度场时,将物体视为刚体,在给定的条件下求解热传导方程,得到板料激光加热时的三维瞬态温度场;求解形变场时,将温度载荷转化为节点力,通过在定解条件下求解三维热弹塑性有限元方程,得到板料激光曲线弯曲成形的位移场、应力应变场。 !温度场的数值模拟 本文采用非傅立叶热传导方程来计算激光瞬 态加热的温度场,其热传导微分方程为 [/] :!!(")(""!& "!# &$!"!#)%!!&(’&!"!&)$!!((’(!"!()$!!) (’)!"!))$*2(!)式中,!为材料密度; ""为材料松弛时间;"为温度;#为时间;!为材料的比热;’&、’(、’)分别为&、(和)方向上的导热系数;*2为单位体积的内部热生成量。 松弛时间""反映了热传导系统由原来的准静态趋于新的稳定状态的快慢程度,即温度场重新建立所用时间的长短。 根据板料激光成形实际情况可作如下合理假设:"材料是各向同性的;#所有温度依赖的物 理参数可通过线性插值获得;$材料表面涂层薄而均匀,因此涂层的热传导可忽略不计;%由于激光扫描一次板料所获得的变形量很小,因此变形所产生的热量对温度场的影响也可忽略不计。则式(!)可简化为 !!(""!& "!#&$!"!#)%!!&(’!"!&)$!!((’!"!()$!!)(’!"!) )(&) 这是一个双曲线微分方程。 设""为环境温度, 则温度场的初始条件为"+#%"%"" !"(&,(,),#)!##%" %} " (%) 在光斑区域,光束能量作为一外加热流矢量 通过边界输入: ’!" !) %,#-./,""! 0!#(#)式中,#为材料的热吸收率;-为激光束功率;/为光斑面积;0为热流密度。 对其它边界条件如热辐射、热对流交换的处理及移动光斑加热源的简化处理可参见文献[.]。 这里,我们采用权余法中的伽辽金算法,取形状函数作为加权函数,将单元内各点温度的近似值代替严格值代入式(&)式(#)后产生的余量与 ? &’!!?中国机械工程第!#卷第!%期&""%年/ 月上半月 万方数据
激光三维成像关键技术研究 随着激光成像技术的发展,激光三维成像雷达以其自身独特优势在现代军事防御领域中扮演着愈发重要的角色。本文结合目前我国自主研发的激光三维成像雷达成像数据特点,围绕目标三维可视化和分类识别这一核心问题,对贯穿其中的激光三维成像仿真、曲面光顺、目标表面重建、目标三维特征提取与分类识别等激光三维成像雷达关键数据处理技术开展探索研究工作,具体的研究内容和创新成果如下:(1)激光三维成像仿真研究本文基于激光三维成像理论模型研究,进行激光三维成像仿真研究,开发出两种模拟激光光束与目标表面之间物理交互逻辑的仿真方案,可模拟激光三维成像装置对目标的理想成像过程,获取目标理想三维成像数据——距离图像或三维点云,一方面可用于硬件系统研制初期设计方案的验证与研讨,降低设计错误成本;另一方面可用于后续三维成像数据处理算法预先研究,缩短整套系统研制周期。其中几何法创造性地将光束追踪引入到激光三维成像仿真当中,加以局部搜索,能快速仿真激光三维成像装置对任一目标的三维成像过程。本文使用该激光三维成像雷达仿真方案,模拟国防科大激光三维成像雷达对不同空间位置不同运动状态下的典型空中目标的理想成像过程,并基于仿真成像结果(距离图像或三维点云)开展曲面光顺、目标表面重建等后续算法研究。 (2)曲面光顺算法研究通过曲面光顺算法处理,滤除或减小噪声对目标三维成像数据的影响,是基于目标三维成像数据进行目标表面重建非常重要的预处理环节。目前应用比较广泛的曲面光顺算法是基于双边滤波思想的Fleishman光顺方法,它的核心思想是沿着顶点法向量方向调整顶点位置实现曲面光顺,曲面顶点位置调整大小和调整方向依赖于顶点邻域三角面片顶点和面片法向量。但当激光采样点阵稀疏,顶点法向量计算误差比较大时,这种方法便不能很好地工作了。本文针对我国自主研发的激光三维成像雷达,充分利用其输出距离图像中所包含的目标表面采样点空间拓扑信息,并充分考虑当前流行的双边滤波曲面光顺方法在稀疏点云光顺问题上的局限性,提出采用图像中值和双边组合滤波方式进行二维数据处理实现目标表面光顺,不仅避免了点云法向量估计、空间投影等三维空间计算,而且能在最大程度保持目标表面几何形状的基础上有效滤除测量数据中的孤立噪声点和小幅度噪声,实现目标表面光顺。
第39卷 第6期中 国 激 光 Vol.39,No.6 2012年6月 CHINESE JOURNAL OF LASERS June,2012 激光立体成形Ti-Al-V系的合金力学性能 张凤英1 谭 华2 陈 静2 林 鑫2 1 长安大学材料科学与工程学院,陕西西安710064 2 西北工业大学凝固技术国家重点实验室,陕西西安( ) 710072 摘要 研究了以元素粉末为送进原料时,激光立体成形(LSF)Ti-Al-V系合金的力学性能。结合激光立体成形Ti-xAl-yV(x≤10,y≤25)合金的硬度测试分析和人工神经网络模型优化,获得激光立体成形Ti-xAl-yV合金成分-硬度的关系。选择典型成分合金进行室温拉伸性能测试, 在此基础上获得激光立体成形钛合金抗拉强度与显微硬度的比例因子K值为2.86~3.00,可实现对激光立体成形Ti-xAl-yV(x≤10,y≤25)合金的抗拉强度预测。另外,室温拉伸性能测试结果表明,激光立体成形Ti-4Al-3V、Ti-5Al-3V、Ti-4Al-4V、Ti-5Al-4V以及Ti-3Al-6V沉积态的综合室温拉伸性能均达到Ti-6Al-4V合金的锻件标准。关键词 材料;激光立体成形;钛合金;粉末;力学性能 中图分类号 TG146.4 文献标识码 A doi:10.3788/CJL201239.0603004 Mechanical Properties of Laser Solid Formed Ti-Al-V Ternary Sy stem Titanium AlloysZhang Fengying1 Tan Hua2 Chen Jing2 Lin Xin2 1 School of Materials Science and Engineering,Chang′an University,Xi′an,Shaanxi 710064,China2 State Key Laboratory of Solidification Processing,Northwestern Polytechnical University,Xi′an,Shaanxi 710072,烄烆烌 烎 ChinaAbstract The mechanical properties of laser solid forming(LSF)of Ti-Al-V ternary system titanium alloys fromblended elemental powders are investigated.The relationship between the composition and the hardness of LSF Ti-xAl-yV(x≤10,y≤25)is obtained based on the hardness test and the neural network model optimization.The roomtemperature tensile properties of some typical LSF Ti-xAl-yV alloy s are obtained,and the scale factor Kof thetensile strength to the microhardness is obtained between 2.86 to 3.00,and thus the tensile strength prediction forLSF Ti-xAl-yV can be realized.The test results show that the room temperature tensile properties of laser depositedTi-4Al-3V、Ti-5Al-3V、Ti-4Al-4V、Ti-5Al-4V and Ti-3Al-6V have reached the wrought standard of Ti-6Al-4V.Key words materials;laser solid forming;titanium alloy;powder;mechanical propertyOCIS codes 1 40.3590;140.3390;160.2120 收稿日期:2012-03-16;收到修改稿日期:2012-05- 02基金项目:国家自然科学基金(51105311)、中国博士后科学基金特别资助项目(201104679)和西北工业大学凝固技术国家重点实验室开放课题(SKLSP201102 )资助课题。作者简介:张凤英(1980—),女,讲师,主要从事激光加工方面的研究。E-mail:zhangfengying @chd.edu.cn1 引 言 钛合金具有比强度高、热强性好、耐腐蚀等优点, 近年来已发展成为先进飞机和高推比发动机的主要金属结构材料。飞机的钛合金关键零件通常采用形状复杂的整体带筋加强结构, 对于这类零件的生产我国普遍采用的是自由锻而后数控机加的制造方法,存在材料利用率低、研制周期长、制造成本高 等问题,因此,迫切需要发展新的更为先进的钛合金近净成形技术。 激光立体成形(LSF)技术是20世纪90年代中期迅速发展起来的一项新的先进制造技术,能够实现高性能复杂结构致密金属零件的自由立体成形以 及受损零件的修复[ 1] 。激光立体成形钛合金因具有无模制造、研制周期短、加工速度快等一系列的技术 0603004- 1