城镇燃气调压箱
1.范围
本标准规定了城镇燃气输配系统用燃气调压箱(以下简称“调压箱”)的术语和定义、型号编制、结构要求、试验方法、检验规则、质量证明文件、标志、包装、运输和贮存。
本标准适用于进口压力不大于 4.0Mpa,工作温度范围不超出-20℃-60℃的调压箱。
本标准不适用于地下调压箱。
注:本标准中的压力凡未注明的,均指压力表。
2.规范性引用文件
下列文件对于本文件的应用时必不可少的。凡是注明日期的应用文件,仅注日期的版本适用于本文件。凡是不注明日期的应用文件,其最新版本(包括所有的修改单)适用于本文件。
GB 150
GB151 管壳式换热器
GB/T 8163 输送流体用无缝钢管(GB/T 8163-2008,EN 10216-1:2004,NEQ) GB/T 9112 钢制管法兰类型与参数
GB/T 12459 钢制对焊无缝管件(GB/T 12459-2005,ASTM B16.9:2001,MOD) GB/T 13401 钢板制对焊管件(GB/T 13401-2005,ASTM B16.9:2001,MOD) GB/T 13402 大直径碳钢管法兰
GB/T 17185 钢制法兰管件(GB/T 17185-1997,ANSI B16.5:1981,NEQ)
GB/T 20801.4 压力管道规范工业管道第4部分:制作与安装(GB/T 20801.4--2006,IOS 15649:2001,NEQ)
GB/T 20801.5 压力管道规范工业管道第5部分:制作与安装(GB/T 20801.5--2006,IOS 15649:2001,NEQ)
GB 50028 城镇燃气设计规范
GB 50058 爆炸和火灾危险环境电力装置设计规范。
GB 50235 工业金属管道工程施工及验收规范
GB 50236 现场设备、工业管道焊接工程施工及验收规范
HG/T 20592 钢制管法兰(PN系类)
HG/T 20592 钢制管法兰(Class系类)
HG/T 20592 大直径钢制管法兰(Class系类)
JB/T 4709 钢制压力容器焊接规程
JB/T 4711 压力容器涂敷与运输包装
JB 4726 压力容器用碳钢和低合金钢锻件
JB/T 4730 (所有部分)承压设备无损检测
JB/T 4746 钢制压力容器封头
SY/T 0510 钢制对焊管件
SY/T 0516 绝缘接头与绝缘法兰技术规范
SY/T 5257 钢制弯管
TSG D0001 压力管道安全技术监察规程—工业管道
TSG R0004 固定式压力容器安全技术监察规程
3 术语和定义
下列术语和定义适用于本文件
3.1
城镇燃气调压箱
由调压器及其附属设备和管件组成件等组成,将较高城镇燃气的压力降至所需的较低压力的调压装置。
3.2
基准状态
温度为15℃、绝对压力为101.325kpa时的气体状态。
3.3
公称流量
在基准状态下,调压箱在最低进口压力,设定出口压力情况下可通过城镇
燃气的最大流量,单位m3/h。
注:对于多路同时供气的调压箱,公称流量应为对路联合供气的公称流量。
设定出口压力指主路工作调压器的设定出口压力。
3.4
设计压力
在相应设计温度条件下,用以确定管道计算壁厚及其他元件的压力值,单位为Mpa.
3.5
旁通
由于特殊需要而设置的并联与供气管道的辅助气体通路。
3.6
管道组成件
用于连接或装配成管道的元件,包括管子、管件、法兰、垫片、紧固件、阀门以及管道特殊件等。
3.7
安全装置
确保调压箱的出口压力不超过安全限度的装置,包括切断装置、放散装置、监控调压器等。
4型号编制
4.1型号编制方法如下:
RX □ / □□ - □…□
自定义功能
调压管道结构代号
最大进口压力,MPa
公称流量,m3/h
调压装置代号
4.2各部分内容说明为:
a)调压箱代号 RX;
b)公称流量,单位m3/h。其值为设计流量的前两位流量值,多余数字舍去,
如果不足原数字位数的,则用零不足。对于有多路总出口的调压装置,工程流量
采用将各路总出口的工程流量用“+”连接表示。
如:调压装置的设计流量为1.65m3/h,则型号标识的公称流量为1.6 m3/h
c)最大进口压力,以其数值表示,优先选用0.01Mpa、0.2MPa、0.4Mpa、0.8Mpa、
1.6Mpa、
2.5Mpa、4.0Mpa。
d)调压箱的结构代号,见表1
表1 调压管道结构代号
调压管道结构代号 A B C D E 调压管道结构1+0 1+1 2+0 2+1 其他注:调压管道结构中“+”前一位数为调压路数,“+”后一位数为调压旁通数e)自定义功能,生产商根据实际情况自定义的功能,用大写字母表示,不
限位数。
4.3实例如下
实例:RX300/0.4C
表示公称流量为300m3/h,最大进口压力为0.4Mpa,带双路调压的调压装置。
实例:RX30+100/0.4E-M
表示有两路出口,其中一路公称流量为300 m3/h,另一路公称流量为100 m3/h,最大进口压力为0.4Mpa,调压管道结构代号为其他,自定义功能为“M”的调压
装置。
5结构要求
5.1一般要求
5.1.1调压装置与外部管道的连接界面为:
a)焊接连接的第一道环向接头坡口端面;
b)螺纹连接的第一个螺纹接口端面;
c)法兰连接的第一个法兰密封面;
d)专用连接件或管件连接的第一个密封面。
5.1.2设备和管道的布置应做到结构合理、布线规范、检修方便、便于操作和
观测,管道阻力损失小。
5.1.3底座和支撑结构应有足够的强度、刚度和稳定性。应便于吊装和运输的吊耳或吊装孔及便于安装固定的地脚螺栓孔。
5.1.4调压箱应考虑对工作温度的适应性,并应符合下列规定:
a)对于环境温度超出工作温度范围的,应采取有效的措施使调压箱内设备的温度维持在规定的范围内;
b)当燃气温度低于0℃或其露点温度时,应采取防止冰冻和结露的措施。
5.1.5调压箱的基本工艺配置应包括下列各项;
a)调压箱应有过滤装置、调压元件、防止出压力过高的安全装置和每条调压支路进口的截断阀门;
b)设备必要的支持和围护,如箱体、支座;
c)阀门、仪表等相关配套设备;
d)非与外部管道连接的独立放散系统的放散管及其顶部的防雨、防火装置等。
5.1.6过滤装置的过滤精度不宜低于50μm;在公称流量下,其初始压损不应超过10kpa及最高进口压力的1%中的较大值。
5.1.7下游设备对调压箱存在回流冲击危险时,应在调压箱的出口端安装单向阀。
5.1.8调压箱内使用的调压器、放散装置、切断装置应符合相关标准要求。5.1.9调压箱内使用的压力容器应符合GB 150、GB 151和TSG R0004的规定。
5.1.10调压箱内使用的电器应符合GB 50058的规定。
5.1.11调压箱的管道元件材料应依据其设计压力、工作温度、工作介质和材料性能等选用,并应符合 TSG D0001的规定。
5.1.12用于调压箱的材料,其规格与性能应符合国家现行标准的规定,包括化学成分、物理和力学特性、制造工艺方法、热处理、检验及其他方面的规定。5.1.13调压箱是用的材料应有生产商的合格证及质量证明文件,并按相应质量控制程序对其进行必要的检验。
5.2箱体
5.2.1调压箱箱体的通风及地上调压箱的箱体爆炸泄压口的设置应符合GB
50028的规定。
5.2.2箱体上的开口应采取适当措施,防止调压箱内部设备受损坏(如鼠咬等)。
5.2.3箱体应通过钥匙从外侧开门。门应向外开,且应能在开启状态下将门固定住。
5.2.4调压箱箱体应采用防火材料制造。箱体表面应进行必要的防腐处理,不锈钢等不易受腐蚀的材料制造的箱体可不做处理。
5.3管道组成
5.3.1管材
5.3.1.1 燃气管道选用的钢管应符合GB/T 8163的规定,或符合不低于上述标准要求的其他钢管。
5.3.1.2调压箱型号管宜采用不锈钢管,工作压力小于0.4Mpa时刻采用紫铜管。信号管的管壁厚度应符合强度要求,最小厚度不应小于0.5mm。
5.3.2管件
5.3.2.1管件(包括弯头、三通、四通、异径管、管帽、封头等)的设计和选用应符合GB/T 12459、GB/T 13401、GB/T 17185、SY/T 0510、SY/T 5257及JB/T 4746等相关标准的规定。
5.3.2.2非标的钢制异径接头、凸型封头和平封头设计,可参照GB 150的有关规定。
5.3.2.3管件中所用的锻件,应符合JB 4726的有关规定。管件不应采用螺旋焊缝钢管和铸铁材料制作。
5.3.3调压箱所用阀门宜采用公称压力级别不低于1.0Mpa的产品,最低公称压力级别不应低于0.6Mpa。
5.3.4法兰、垫片和紧固件
5.3.4.1法兰宜选用公称压力级别不低于1.0Mpa的产品,最低公称压力级别不应低于0.6Mpa。
5.3.4.2管法兰的选用应符合GB/T 9112、GB/T 13402、HG/T 20598、HG/T 20615和HG/T 20623等相关标准的规定。法兰应和管道有良好的焊接性能。
5.3.4.3法兰、垫片和紧固件应根据介质性能和特性配套选用。
5.4调压箱使用的焊材应符合GB/T 50236或JB/T 4709的规定。焊接符合GB/T
20801.4或GB/T 50236的规定。
5.5调压箱的涂装应符合GB/T 50235或JB/T 4711的规定。
5.6调压箱内非金属元件的使用年限参照相关标准要求。
6技术要求791
6.1外观及外观尺寸
6.1.1调压箱的尺寸应符合图样及技术文件的要求。
6.1.2调压箱表面不应有明显的损伤和缺陷。涂层应光滑,色泽一致,不应有流痕、划痕,不应有漏涂、脱落、起泡等现象。
6.1.3焊缝表面形状、尺寸及外观要求应符合GB/T 20801.5或GB/T 50236的规定。
6.2无损检测
6.2.1焊接接头无损检测
调压箱应仅对管道承压的焊接接头进行无损检测。无损检测一般分为全部(100%)好局部(大于等于10%)两种。检测方法包括射线、超声、磁粉、渗透等检测,企业应根据设计图样的规定选择检测方法和检测长度。
6.2.2无损检测要求
应按JB/T 4730对焊接接头进行射线、超声、磁粉、渗透等检测。
6.2.2.1射线检测如下:
a)设备或承压元件进行100%焊接接头检测时,不低于Ⅱ级为合格。
b)设备或承压元件进行10%焊接接头检测时,不低于Ⅲ级为合格。
6.2.2.2超声检测如下:
a)设备或承压元件进行100%焊接接头检测时,不低于Ⅰ级为合格。
b) 设备或承压元件进行10%焊接接头检测时,不低于Ⅱ级为合格。
6.2.2.3磁粉和渗透检测Ⅰ级为合格。
6.3强度试验
承压件应进行强度试验,应无渗漏,无可见变形,试验过程中午异常声响。用水作为试压介质时,试验压力为1.5倍的设计压力且不应低于0.6Mpa,用压缩空气或惰性气体为试压介质时,试验压力应为 1.15倍的设计压力且不应低于0.6MPA.
6.4气密性试验
调压箱应进行整体气密性试验,调压器前后管道的气密性试验应分别进行。调压器前的试验压力应为设计压力。调压器后的试验压力应为防止出口压力过高的安全装置的动作压力的1.1倍,且不应低于20kpa。气密性试验应无泄漏,试验过程中如有波动,则压力经温度修正后不应变化。
6.5出口压力设定值
调压器出口压力的设定值应满足用的使用要求,设定误差不应大于设定值的±5%。两路及两路以上调压、带监控调压器等的调压箱,各自调压器的出口应合理设置。
6.6放散装置启动压力设定值
放散装置启动压力设定值应满足客户使用要求,设定误差不应大于设定值的±5%。
6.7切断装置启动压力设定值
切断装置启动压力设定值应满足客户使用要求,设定误差不应大于设定值的±5%。
6.8公称流量
调压箱公称流量的实测值不应小于铭牌标识的公称流量。
6.9关闭压力
调压箱关闭压力的实测值不应大于标称的关闭压力。对于有多路的调压箱,各路关闭的实测值应分别不大于相应路标称的关闭压力。
6.10绝缘性能
调压箱使用的绝缘法兰或接头应符合SY/T 0516的规定,其常态绝缘电阻应大于10MΩ。
7.试验方法
7.1试验用仪表
7.1.1 试验用仪表应经过检定合格,并在有效期内。
7.1.2 强度试验用压力表的精度应不低于1.6级,压力表的量程应根据试验压力选择。
7.1.3 气密性试验用压力表的精度应不低于0.4级,压力表的量程应根据试验压力选择。流量特性试验用压力表测量仪表的测量精度不应低于被检调压器精度的四分之一。
7.1.4 大气压测量仪表的分辨率不应小于10pa.
7.1.5 流量测量仪表的测量精度不应低于1.5%。
7.1.6温度测量仪表的分辨率不应大于0.5℃。
7.2外观及外形尺寸检测
7.2.1 用直尺、卷尺等工具对调压箱外形尺寸进行检查,应符合6.1.1的要求。
7.2.2 采用目测及焊缝检验尺等对焊缝表面形状尺寸及外观进行检查,应符合
6.1.3的要求。
7.3无损检测
7.3.1 无损检测的具体操作方法见JB/T 4730的相应规定。
7.3.2 被检焊接接头的检测位置应由质检部门检验人员随机抽取。
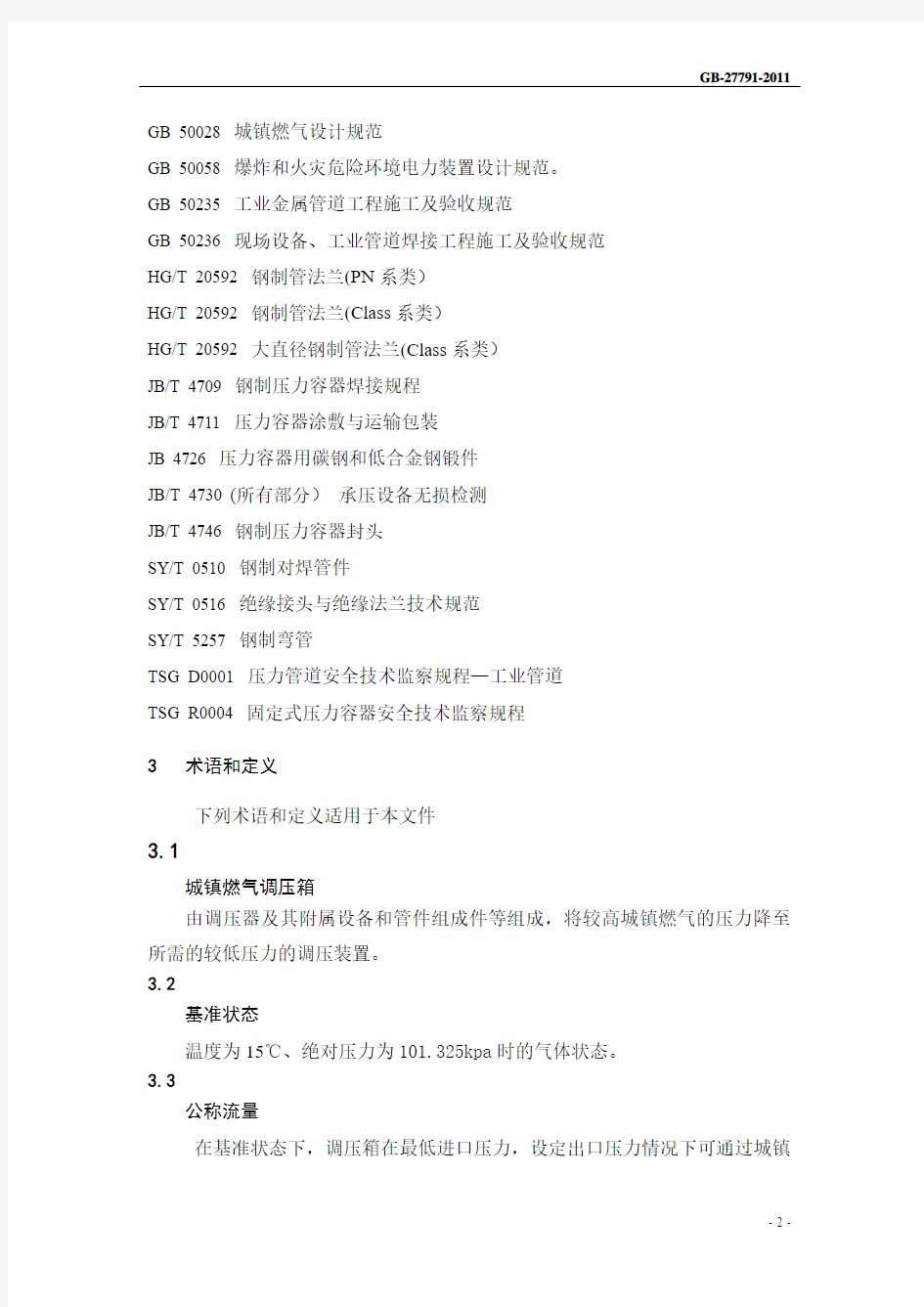
7.3.3 调压箱管道承压部件的焊接接头分为A、B、C、D四类,如图1所示。
图1 调压箱管道承压部件的焊接接头分类
a)圆管部分的纵向对接接头为A类焊接接头
b) 管与管对接的接头、管件大小头与管子对接的接头、管帽或封头与管子对接的接头、长颈法兰与接管连接的对接接头,均属B类焊接接头。
C)法兰与管子或接管连接的内外接头均属C类焊接接头。
d) 主管与管子、管子与缘、接管与缘、补强圈与管壳、仪表接头与管壳的焊接接头,均属D类焊接接头
7.3.4 射线和超声波检测
7.3.4.1 调压箱的A、B类焊接接头应进行射线或超声波检测。当采用超声波检测时,检测设备应带超声波检测记录仪。
7.3.4.2 调压箱的A、B类焊接接头应进行100%射线或超声波检测:
a) 采用钢板圈制的筒节纵向A类对接接头;
b) 设计压力大于或等于2.5MPa的接头;
C) 图样注明须进行100%检测的接头。
7.3.4.3 除7.3.4.2规定外,调压箱焊接接头的射线或超声无损检测应符合下列规定:
a) 排污管路和放散管路的最后一道阀门以外的焊接接头,及设计压力小于
0.8MPa且管道公称尺寸不大于DN50时,可不进行无损检测。
b) 对B类焊接头进行局部的射线或超声无损检测,检测长度应不少于焊接接头总长的10%。
C)以下部位应全部检测,其检测长度可计人局部检测长度之内:
1) 焊接接头的交叉部位;
2)凡补强圈、支座、垫板等覆盖的焊接接头;
3)以开孔中心为圆心,1.5倍开孔直径为半径的圆中所包含的焊接接头。
7.3.4.4 凡符合下列条件之一的焊接接头,按图样规定的方法,应对其进行磁粉或渗透检测:
a) 凡属7.3.4.2b)中的C、D 类焊接接头;
b) 开孔直径与主管直径之比大于1/2的D类焊接接头。
7.3.5 焊接接头采用射线检测,应符合6.2.2.1的要求。
7.3.6 焊接接头采用射线超声波检测,应符合6.2.2.2的要求。
7.3.7 焊接接头采用磁粉和渗透检测,应符合6.2.2.3的要求。
7.4 强度试验
7.4.1 构成调压装置的所有压力组件应进行强度试验。开孔补强圈应在强度试验前通入0.4MPa-0.5MPa的压缩空气检查焊接接头质量。
7.4.2 试验条件为:
a) 用水作为试压介质时,应在总装前用水进行强度试验。应使用无腐蚀性的洁净水,水温应在5℃以上,否则应采用取防冻措施。试验完成后,应将液体排尽,并用压缩空气将内部吹干。
b) 当设计压力小于或等于0.6Mpa时,在经公司安全管理部门审批、并采取安全防护措施的情况下,允许采用气体作为强度试验介质,此时介质的试验温度不应低于15℃。
7.4.3 试验步骤为如下:
a) 当介质为水时,试验时压力应缓慢上升,达到规定试验压力后,保压时间不应少于30min。然后将压力降压至设计压力,对承压件的所有焊接接头和连接部位进行检查,应符合6.3的要求。如有渗漏,修补后重新试验。
b) 当介质为压缩空气或惰性气体时,试验时压力缓慢上升,至规定试验压力的10%,保压5min-10min,对所有焊缝和连接部位进行初次检查。无渗漏时,可继续升压至规定试验压力的50%;有泄露时,应返工后重新试验。如无异常现象,其后按规定试验压力的10%逐渐升压,直至试验压力,保压时间不应少于30min。然后将压力降至设计压力,对承压件的所有焊接接头和连接部位进行检查,应符合6.3的要求。有渗漏时,应修补后重新试验。
7.5 气密性试验
7.5.1 经强度试验合格后,调压箱整体进行气密性试验。
7.5.2 试验条件:调压箱整体用压缩空气或惰性气体进行气密性试验时,气体的温度不应低于5℃,保压过程中温度波动不应超过±5℃
7.5.3 试验步骤为:
试验时分别向调压器前后管道内增压(调压箱的调压器应处于关闭状态,并对调压器采取保护措施),压力应缓慢上升,达到规定试验压力后,用检漏液对所有焊接接头和连接部位进行泄露检查。经检查无泄露,再保压不少于60min,压力应符合6.4的要求。
7.6 出口压力设定值
7.6.1 如生产商无法提供依据调压器相关标准进行的调压器检验报告,调压器应依据调压器相关标准进行性能检验。
7.6.2 调压箱出口压力设定值得检验应在设备强度试验和气密性试验合格后进行。
7.6.3 在最低进口压力下,用10%的公称流量且不大于1000m3/h的流量,检查调压箱出口压力设定值,应符合6.5的要求。
7.7 放散装置启动压力设定值
升高放散装置进口端的压力,直至放散装置启动,记录放散装置启动压力,反复三次,应符合6.6的要求。
7.8 切断装置启动压力设定值
升高切断装置取压信号腔的压力,直至切断装置启动,记录切断装置启动压力,反复三次,应符合6.7的要求。
7.9 公称流量
7.9.1 在最小进口压力、调压箱设定状态不变的情况下,依次打开试验装置上、下游的阀门,用出口流量调节阀逐步增大流量,直至调压箱出口压力稳定在其声明的稳压精度下限,此时流量计量仪表的示值经温度、压力修正后,应符合
6.8的要求。
7.9.2 采用非城镇燃气作为试验介质进行流量试验时,实际所测得的流量应按式(1)换算成基准状态下的城镇燃气的流量:
d dm x Zm Z x tm x P Pm x
Qm Q 27327315++= (1)
式中: Q —— 基准状态下城镇燃气的公称流量,单位为立方米每小时(m 3/h); Qm —— 试验介质的工况流量,单位为立方米每小时(m 3/h);
P —— 基准状态下城镇燃气的绝对压力,为0.101325Mpa;
Pm —— 试验介质的绝对压力,单位为兆帕(MPa );
Tm —— 试验介质的温度,单位为摄氏度(℃)
Z —— 基准状态下城镇燃气的压缩因子;
Zm —— 试验介质的压缩因子;
d —— 城镇燃气的相对密度;
dm —— 试验介质的相对密度,对于空气,dm=1
7.10 关闭压力工
在最大进口压力下缓慢关闭试验装置的下游阀门,调压器的关闭压力应符合6.9的要求。
7.11 绝缘性能
绝缘法兰或接头常态绝缘电阻用兆欧表实测,应符合6.10的要求。
8 检验规则
检验分为出厂检验和型式检验。
8.1 出厂检验
8.1.1 由质检部门对产品进行检验,检验合格并签发产品质量合格证后方可出厂。
8.1.2 出厂检验项目应包括表2规定的项目及技术文件要求的其他检验项目。
表2 调压箱性能检验项目
序号检验项目
型式检
验
出厂检
验
技术要求条
款
试验方法条
款
1 外观及外形尺寸√√ 6.1 7.2
2 无损检测√√ 6.2 7.3
3 强度试验√√ 6.3 7.4
4 气密性试验√√ 6.4 7.5
5 出口压力设定值√√ 6.5 7.6
6 放散装置启动压力设定值√√ 6.6 7.7
7 切断装置启动压力设定值√√ 6.7 7.8
8 公称流量√√ 6.8 7.9
9 关闭压力√√ 6.9 7.10
10 绝缘性能√√ 6.10 7.11
8.1.3 出厂检验的所有项目应合格,不合格项目可经返工后进行复检,若仍不合格,则该调压箱判定为不合格。
8.2 型式检验
8.2.1 有一下情况之一时,应进行型式检验:
----定型产品试制完成定型时;
-----正常生产时,如工艺、材料、设备发生变化,可能影响产品性能时;
-----停产半年重新恢复生产时;
----正常生产时,每年进行一次;
----国家质量技术监督机构提出进行型式检验要求时。
8.2.2 检验项目包括标准规定的所有性能要求。
8.2.3 判定
型式检验中,各项指标均符合要求时,则判该次型式检验合格。
9 质量证明文件、标志、包装、运输和贮存
9.1 产品出厂质量证明文件包括以下三部分;
9.1.1 产品合格证。
9.1.1 产品使用说明书。内容至少包括:
a)调压箱安装说明:
b)操作运行说明;
C)维修与保养;
d)主要设备说明书(调压器、切断阀、过滤器、放散阀、截断阀等)。
9.1.3 质量证明书。内容至少包括:
1)产品设计的主要参数;
2)承压部件用原材质量、管件的规格、执行标准;
3)调压箱外观几何尺寸检验结果;
4)主要元器件配置一览表;
5)无损检测焊接接头标识示意图(无需无损检测除外);
6)无损检测报告及射线评片记录表(无需无损检测除外);
6)强度试验与气密性试验结果;
7) 调压器、放散阀、切断阀的调试结果;
8)调压器的检验、检测报告。
9.2 标准
9.2.1 铭牌
铭牌应固定于明显的位置,其内容至少包括;
1) 制造单位名称;
2)产品名称;
3)产品型号;
4)进口压力(范围);
5)出口压力设定值(有多路不同出口压力的,应分别填写);
6)关闭压力或关闭压力等级(有多路不同进口压力的,应分别填写); 7)公称流量;
8)燃气种类;
9)设备重量;
10)产品编号;
11) 生产日期。
9.2.2 其他标识
在设备的明显部分还应有:商标、QS或TS标志、全国工业产品生产许可证或特种设备制造许可证(压力管道)编号、安全标志、起吊标志、设备进出口标志及其他安全警告及提示标志,如防火标志、公用或其他紧急情况时使用的电话号码标志等。
9.3 包装、运输
9.3.1 包装应根据使用要求,尺寸结构,重量大小、路程远近、运输方法(铁路、公路、水路和航空)等特点选用相应的结构和方法。还应有足够的强度保证运输的安全。
9.3.2 应对法兰、螺纹接口、待焊的接管等采取相应的保护措施,防止运输过程中的损坏。
9.3.3 调压撬宜整体出厂,如因运输条件限制分段出厂时,制造厂应提供重新装配的程序和相应的现场检验方法。
9.3.4 单独交付的内件、零部件、配件、备品备件及专用工具等宜单独包装或装箱,并采取必要的保护措施,包装外应做相应的文字标识。
9.3.5 质量证明书、说明书等出厂资料应分类装订成册,并装妥密封,应防水、防潮、防散失。出厂资料随货物一并发运时,应单独放置,并做明显标志。
9.3.6 调压撬的包装和运输方式应保证调压撬在运输和装卸过程中不变形,不受污染和损伤。
9.3.7 运输过程中的调压撬应带有明显的发货标志和运输包装图示标志。
9.4 贮存
成品设备使用前宜存放于室内,长期不投入使用的设备,应以氧气置换3-4次并充压至调压撬的额定出口压力,但不超过5Kpa,封闭进、出口防止内表面锈蚀。
序号 端 子 型 号 适 用 线 材 AWG SA(mm) 压接高度 单位:mm 抗拉强度 单位:N 开口长度 单位:mm 1 6.3直插(250直)22#0.33 1.25±0.05 45N以上6 20# 0.5 1.35±0.05 73N以上 18#0.81 1.40±0.0591N以上 16# 1.32 1.65±0.05136N以上 14# 2.08 1.70±0.05 270N以上 2 6.3旗形(250旗) 18# 0.81 1.30±0.0582N以上5 16# 1.32 1.40±0.05 133N以上 14# 2.08 1.55±0.05 194N以上 3 4.8直插(187直) 22# 0.33 1.10±0.0545N以上 20# 0.5 1.15±0.0573N以上 18# 0.81 1.25±0.0591N以上 16# 1.32 1.30±0.05136N以上 4 4.8旗形(187旗) 20# 0. 5 0.95±0.0561N以上 4.2 18# 0.81 1.00±0.05 82N以上 16# 1.32 1.10±0.05133N以上 5 4.2o型(SRA) 24# 0.21 0.85±0.0520N以上 5.5 22# 0.330.90±0.05 39N以上 20# 0.5 1.65±0.05 61N以上 18# 0.81 1.70±0.05 82N以上 16# 1.25 1.75±0.05 133N以上 14# 2 1.80±0.05 194N以上 6 4.2u型(SAA) 20# 0.5 1.60±0.0561N以上 5.5 18# 0.81 1.65±0.05 82N以上 16# 1.25 1.70±0.05 133N以上 14# 2 1.75±0.05 194N以上 7 3.96间距 22# 0.33 1.05±0.05 45N以上4? 20# 0.5 1.10±0.0565N以上 18# 0.81 1.15±0.0580N以上 8 2.5mm间距(XH) 28# 0.08 0.60±0.05 10N以上3 26# 0.130.65±0.0520N以上 24# 0.210.70±0.05 30N以上 22# 0.830.75±0.05 40N以上92mm间距(PH) 28# 0.080.50±0.05 10N以上 2.5 26# 0.130.55±0.0520N以上 24# 0.210.60±0.0530N以上 常见端子尺寸拉力规范 备注:类似端子型号按此规范执行。
标
端子压着检验规范
题
文件编号 版本版次 发行日期 页码
2011111101 A.0
2011-11-11 Page 1 of 4
1. 目的: 为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范.
2. 范围: 此规范适用于各类端子压着检验.
3. 权责:
3.1 制造部:依此规范进行生产.
3.2 品质部:负责依此规范进行检验.
4. 内容:
4.1 端子压着部位名称:
端子部位名称:
1.端子配合区
C
ab
拉力强度
2.弹片
F 3.芯线观察窗口
4.芯线压着部(IS)
5.喇叭口
C:压着高度(Crimp Height)
6.绝缘皮观察窗口 7.绝缘皮压着部(WS)
4.2 各部位压着规范标准:
8.料带
1. 端子配合区----------沒有压伤、损伤、扭曲、变形
2. 弹片----------------沒有变形
3. 芯线观察窗口--------必須能看到电线的芯线,芯线露出范围为 0.29-.1.料0m带m
4. 芯线压着部----------必須完全闭合并包含所有芯线,不可看到绝缘外皮
5. 喇叭口--------------後喇叭口必須可見,最佳尺寸范围为 0.1-0.4mm
6. 绝缘皮观察窗口------必須同時能看到芯線和绝缘外皮
7. 绝缘皮压着部--------必須铆合紧密,电线不可有移动之情形
8. 料帶----------------前端料带尺寸范围为 0-0.3mm,后端尺寸范围为 0-0.5 mm
4.3 端子各部位压着确认: 4.3.1 喇叭口位置确认
○ 良好
△ 可接受
× 不可接受
前后均有喇叭口
后方有喇叭口、前方无喇叭口 后方无喇叭口,易压伤芯线
本标准按照GB / T 1.1-2009中给出的规则起草。 与GB / T 4754-2011相比,本标准的主要变化如下: -保留了GB / T 4754-2011的主要内容,并调整了主要类别和中小型类别的项目,名称和范围; -国民经济行业分类新旧结构比较见附录A; -国民经济分类的新旧分类比较请参见附录B。 本标准是采用重新起草的方法并参照联合国统计委员会制定的所有经济活动的国际标准行业分类(修订的第四版,ISIC Rev. 4,2006年)编制的,未与ISIC Rev.4保持一致。当量。有关所有经济活动的国家经济工业分类与国际标准工业分类之间的比较,请参见附录g。 本标准由国家统计局提出。 本标准由中国标准化研究院归口。 起草单位:国家统计局和中国标准化研究院。
本标准主要起草人:程子林,雷平平,杨晓刚,王卓,曾飞,孙洪娟,孙文峰,张艳琪。 该标准的先前版本如下: ——GB / T 4754—1984,GB / T 4754—1994,GB / T 4754—2002,GB / T 4754—2011。 国民经济的行业分类(2019年修订) 1范围 本标准规定了社会经济活动的分类和代码。 本标准适用于国家统计,计划,财政,税收,工商业等宏观管理中的经济活动分类,用于信息处理和信息交换。 2术语和定义 以下术语和定义适用于本文档。 2.1行业 从事同一性质的经济活动的所有单位的集合。
2.2主要活动 当一个单位从事两种以上的经济活动时,占其单位增加值最大份额的活动称为主要活动。如果增加值不能用于确定单位的主要活动,则可以根据销售收入,营业收入或从业人员确定主要活动。 注:主要活动对应于次要活动和辅助活动。 2.3次要活动 在所有经济活动中,除主要活动外,单位还从事外部活动。 2.4辅助活动 在单位的所有活动中,它不向外界提供商品和服务。 注意:辅助活动是内部活动,以确保该单元的主要活动和辅助活动的正常运行。 2.5单位 有效开展各种经济活动的实体是划分国民经济部门的载体。 2.6工业活动单位评估
端子标准培训_图文端子压接标准端子标 准培训 端子标准培训_图文端子压接标准 端子压接标准图例 一个好的端子既能保证机械强度的完整性又能满足电子方面的要求,下面将以图片的形式介绍端子压接的标准及不良品。 导线不能为了与接触面相适应而进行任何方式的剪切或修改,导线不能在压端子之前镀锡,除非特有说明。不管是用什么模具,所有的压接要求都必须符合供应商的要求,例如:压接高度,拉力测试等。 为更好的理解,可以参考相应的连接器或是端子的厂家的要求和指导说明,所有的压接的端子都必须符合行业标准,例如EIA IEC NEMA UL或其他指定的。 1 一( 端子部位介绍 图1与图2中是各序号对应的名称 1( 绝缘端检查窗口 2( 承接口 3( 导体检查窗口 4( 锁片 5( 绝缘压接区 6( 导体压接区 7( 端子对接区 8( 端子切断区9( 端子终止区 (图 1) (图 2) 2 二( 端子压接标准 1(绝缘皮包裹要求:导线绝缘皮末端要超过绝缘压接区,在绝缘压接区与导体压接区中间位置。绝缘皮要求很平整的形成 完全被包裹而且是不能切断或是破环绝缘皮,不能破环绝缘外套。
假如有不同的导线,所有导线的绝缘皮都必须超过绝缘压接区 (如两根及以上的连压)。 图 3 所示是绝缘皮的标准包裹及所在位置,即绝缘端检查窗口的中心位置(图 3) 图 4 中所示的 4 种情况是不符合标准要求但可以接受 (1)只要绝缘压接压接区没有被切断,破坏,深入到电线绝缘表面,绝缘表面的微小的变形可以接受 (2)绝缘压接扣对电线绝缘外套提供了 180 度的外围包裹,而且压接区的两头在电线绝缘外头的顶部连接 (3)绝缘压接扣没有在顶部连接,但是环绕了电线,在顶部留下少于 45 度的开口 (图 4) 图 5 中所示的两种情况是不符合标准要求但可以接受,1 是导线绝缘体压接区边缘,2 是导线绝缘皮在绝缘压接区的检视窗边入绝缘端检查口区域(两种情况都需要用放大镜可以看到线)。 皮太靠近导缘,没有进绝缘层和导 (图 5) 以下列出了几种常见的不合格示例: 3 图 6 所示属不合格,绝缘压接区碰到了导线里面的线芯。 4 (图 6) 图 7 所示属不合格,绝缘压接区要求有不少于 180 度包裹绝缘皮时才符合要求。 (图 7) 图 8 所示属不合格,绝缘端子包裹绝缘层要求在顶部的开口不能大于 45 度角。 (图 8)
端子铆压内部控制标准规范 【目的】: 为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范. 【范围】: 此规范适用于本公司各类端子压着检验. 【职责】: 1.1 制造部:依此规范进行生产. 1.2 质量部:负责依此规范进行检验. 1.3 工艺课:依此标准要求,适时的调节 【标准】:参阅国标QCT:29106; 大众标准VW207;IPC167等标准 【日期】:本标准从2016.9.1起执行 本标准分为6个部分,适合公司内部使用 第一部分:端子的定义 第二部分:端子的种类 第三部分:端子的铆压标准 第四部分:端子的测量和判定标准 第五部分:铆接设备的要求和确认 第一部分:端子的定义
1.如下图,端子各部位的名称进行统一定义,以便于制程管理 第二部分:端子的种类 社内主要护套、端子组件采购品牌类型厂商执行标准 YAZAKI-7282**** YAZAKI-7283**** YAZAKI-7158**** 矢崎JIS YAZAKI-7116**** YAZAKI-7114**** YAZAKI-7157**** 8240**** 住友JIS 6098**** 98014-0200(MOLEX) 雷莫UL
Tyco 9643**** Tyco 1123**** 泰科UL Tyco 1379**** Tyco 60851*** AMP 1355328 AMP 9675*** 安普UL AMP 8289*** 620262(组件) KET TUV 12066681(组件) 德尔福TUV DJ615*** 鹤壁陈氏QC-T 417.5 DJ703*** DJ611*** 正耀QC-T 417.5 DJ702*** 第三部分:端子的铆压标准 【内容】: 1.端子正确铆压标准:端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或 2/3的位置即可。 1.1.1.端子的内模压着导体后外露部分须超过0.2~2mm。 正确铆压如附图一: 0.2~2mm 1.2.端子不良铆压标准: 1.2.1.绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导 体压着部份),此种现象将造成铜丝易断落,如附图二:
行业分类国标代码 Document number:BGCG-0857-BTDO-0089-2022
行业国标代码: A:农、林、牧、渔业, A01:农业, A02:林业, A03:畜牧业, A04:渔业, A05:农、林、牧、渔服务业, B:采矿业, B06:煤炭开采和洗选业, B07:石油和天然气开采业, B08:黑色金属矿采选业, B09:有色金属矿采选业, B10:非金属矿采选业, B11:开采辅助活动, B12:其他采矿业, C:制造业, C13:农副食品加工业, C14:食品制造业, C15:酒、饮料和精制茶制造业, C16:烟草制品业, C17:纺织业, C18:纺织服装、服饰业,
C19:皮革、毛皮、羽毛及其制品和制鞋业, C20:木材加工和木、竹、藤、棕、草制品业, C21:家具制造业, C22:造纸和纸制品业, C23:印刷和记录媒介复制业, C24:文教、工美、体育和娱乐用品制造业, C25:石油加工、炼焦和核燃料加工业, C26:化学原料和化学制品制造业, C27:医药制造业, C28:化学纤维制造业, C29:橡胶和塑料制品业, C30:非金属矿物制品业, C31:黑色金属冶炼和压延加工业, C32:有色金属冶炼和压延加工业, C33:金属制品业, C34:通用设备制造业, C35:专用设备制造业, C36:汽车制造业, C37:铁路、船舶、航空航天和其他运输设备制造业, C38:电气机械和器材制造业, C39:计算机、通信和其他电子设备制造业, C40:仪器仪表制造业,
C41:其他制造业, C42:废弃资源综合利用业, C43:金属制品、机械和设备修理业, D:电力、热力、燃气及水生产和供应业, D44:电力、热力生产和供应业, D45:燃气生产和供应业, D46:水的生产和供应业, E:建筑业, E47:房屋建筑业, E48:土木工程建筑业, E49:建筑安装业, E50:建筑装饰和其他建筑业, F:批发和零售业, F51:批发业, F52:零售业, G:交通运输、仓储和邮政业, G53:铁路运输业, G54:道路运输业, G55:水上运输业, G56:航空运输业, G57:管道运输业, G58:装卸搬运和运输代理业,
网站首页 / 产品目录 / 铜管端子 / 日成铜管端子 HUPD90 日成铜管端子 HUPD90 特点:90度端头 产品材质,日成HUP铜管端子采用优质紫铜制成,导电性良好,,耐久性不易老化. 产品特点:采用优质亚光电镀,防锈时间大大加长,无锋利部位;配套日成端子钳即可压紧电线,接线 美观, 产品颜色:见实物图片 国际认证:欧盟RoHS环保认证,欧洲CE认证. 产品特性:品质优良,压紧后不断裂松开,-40度耐热至150度正常使用. 使用方法:将电线剥开外皮,穿入端子后铜管,使用日成端子钳压紧即可. 特性: 管端尺寸适于细绞线,标准 VDE60228(如VDE 0295 第 5、6 类) HUP内孔扩大型,易于插入电缆 不带窥视孔的电缆端子,型号:HUP35D-8/N Hole for eyes 细绞线截面图 优势: 在受到机械应力时或在强振下连接,同样可以实现最优的稳定性。 维修和维护工作较少。应用领域更为广泛。 压接电缆端子形成 45°和 90°的角度。 为即使是转角型的和困难的安装提供合适的解决方案。 接线端子冷压端子铜管端子 产品规格
90度-型号Item No.E DφdφW B L1 HUPD90-10/5 5.38 5.5121413.5 HUPD90-10/6 6.58 5.5121413.5 HUPD90-10/88.58 5.5161418.5 HUPD90-10/1010.58 5.5161422.5 HUPD90-10/12138 5.5191422.5 HUPD90-16/5 5.39.5 6.6131513.5 HUPD90-16/6 6.59.5 6.6131513.5 HUPD90-16/88.59.5 6.6161520 HUPD90-16/1010.59.5 6.6171524 HUPD90-16/12139.5 6.6191524 HUPD90-25/5 5.3117.9151715 HUPD90-25/6 6.5117.9151715 HUPD90-25/88.5117.9171720 HUPD90-25/1010.5117.9171724 HUPD90-25/1213117.9191724 HUPD90-35/6 6.512.59.2171915 HUPD90-35/88.512.59.2181920 HUPD90-35/1010.512.59.2181924 HUPD90-35/121312.59.2191924 HUPD90-35/141512.59.2211924 HUPD90-50/6 6.51511212120 HUPD90-50/88.51511212120 HUPD90-50/1010.51511212124 HUPD90-50/12131511212126 HUPD90-50/14151511232126 HUPD90-50/16171511282126 HUPD90-70/88.51713252520 HUPD90-70/1010.51713252524
端子压接标准图例 一个好的端子既能保证机械强度的完整性又能满足电子方面的要求,下面将以图片的形式介绍端子压接的标准及不良品。 导线不能为了与接触面相适应而进行任何方式的剪切或修改,导线不能在压端子之前镀锡,除非特有说明。不管是用什么模具,所有的压接要求都必须符合供应商的要求,例如:压接高度,拉力测试等。 为更好的理解,可以参考相应的连接器或是端子的厂家的要求和指导说明,所有的压接的端子都必须符合行业标准,例如 EIA IEC NEMA UL 或其他指定的。 一.端子部位介绍 图1与图 2 中是各序号对应的名称 1.绝缘端检查窗口 2.承接口 3.导体检查窗口 4.锁片 5.绝缘压接区 6.导体压接区 7.端子对接区 8.端子切断区 9.端子终止区 (图 1) (图 2)
二.端子压接标准 1.绝缘皮包裹要求:导线绝缘皮末端要超过绝缘压接区,在绝缘压接区与导体压接区中间位置。绝缘皮要求很平整的形成 完全被包裹而且是不能切断或是破环绝缘皮,不能破环绝缘外套。假如有不同的导线,所有导线的绝缘皮都必须超过绝缘压接区(如两根及以上的连压)。 图 3 所示是绝缘皮的标准包裹及所在位置,即绝缘端检查窗口的中心位置 (图 3) 图 4 中所示的 4 种情况是不符合标准要求但可以接受 (1)只要绝缘压接压接区没有被切断,破坏,深入到电线绝缘表面,绝缘表面的微小的变形可以接受 (2)绝缘压接扣对电线绝缘外套提供了180 度的外围包裹,而且压接区的两头在电线绝缘外头的顶部连接 ( 3)绝缘压接扣没有在顶部连接,但是环绕了电线,在顶部留下少于45 度的开口 (图4) 图 5 中所示的两种情况是不符合标准要求但可以接受, 1 是导线绝缘皮太靠近导体压接区边缘, 2 是导线绝缘皮在绝缘压接区的检 视窗边缘,没有进入绝缘端检查口区域(两种情况都需要用放大镜可以看到绝缘层和导线)。 (图 5) 以下列出了几种常见的不合格示例: 图 6所示属不合格,绝缘压接区碰到了导线里面的线芯。 (图 6) 图 7所示属不合格,绝缘压接区要求有不少于180 度包裹绝缘皮时才符合要求。 (图 7) 图 8所示属不合格,绝缘端子包裹绝缘层要求在顶部的开口不能大于45 度角。 (图 8) 图 9 所示属不合格,绝缘压接区没接触到导线绝缘层上方 (图 9) 图 10 所示属不合格,导线的绝缘皮和导线线芯都在端子的绝缘端压接区里面(箭头所标注的这种情况) (图 10) 图 11 所示属不合格,漏压的导线线芯碰到了绝缘压接区的绝缘区域 (图 11) 2.导体包裹要求:导线线芯不能弯曲,削减或修改以适应端子压接,线芯要延伸到导体检查口的中间位置,压接后的形状、 卷曲面积、承接口、拉脱力及压接工具都要符合制造商的要求,不能有漏压的线芯,不规则的卷曲迹变形及破损等情况。 图 12 所示是导体的标准包裹及所在位置 (图 12) 图 13 所示是导体的标准的线芯延伸所在位置
附件一:《国民经济行业分类》(GB/T4754-2011)注:行业代码(QB03)填写到4位;行业类别(QB02)填写代码相应汉字。 A 农、林、牧、渔业 01 农业 011 谷物种植 0111 稻谷种植 0112 小麦种植 0113 玉米种植 0119 其他谷物种植 012 豆类、油料和薯类种植 0121 豆类种植 0122 油料种植 0123 薯类种植 013 棉、麻、糖、烟草种植 0131 棉花种植 0132 麻类种植 0133 糖料种植 0134 烟草种植 014 蔬菜、食用菌及园艺作物种植0141 蔬菜种植 0142 食用菌种植 0143 花卉种植 0149 其他园艺作物种植 015 水果种植 0151 仁果类和核果类水果种植0152 葡萄种植 0153 柑橘类种植 0154 香蕉等亚热带水果种植 0159 其他水果种植 016 坚果、含油果、香料和饮料作物种植0161 坚果种植 0162 含油果种植 0163 香料作物种植 0169 茶及其他饮料作物种植 0170 中药材种植 0190 其他农业 02 林业 021 林木育种和育苗 0211 林木育种 0212 林木育苗 0220 造林和更新 0230 森林经营和管护024 木材和竹材采运 0241 木材采运 0242 竹材采运 025 林产品采集 0251 木竹材林产品采集0252 非木竹材林产品采集03 畜牧业 031 牲畜饲养 0311 牛的饲养 0312 马的饲养 0313 猪的饲养 0314 羊的饲养 0315 骆驼饲养 0319 其他牲畜饲养 032 家禽饲养 0321 鸡的饲养 0322 鸭的饲养 0323 鹅的饲养 0329 其他家禽饲养 0330 狩猎和捕捉动物 0390 其他畜牧业 04 渔业 041 水产养殖 0411 海水养殖 0412 内陆养殖 042 水产捕捞 0421 海水捕捞 0422 内陆捕捞 05 农、林、牧、渔服务业051 农业服务业 0511 农业机械服务 0512 灌溉服务 0513 农产品初加工服务0519 其他农业服务 052 林业服务业 0521 林业有害生物防治服务0522 森林防火服务 0523 林产品初级加工服务0529 其他林业服务 0530 畜牧服务业
29. “国标行业”栏:按纳税人从事生产经营行业的主次顺序填写,其中第一个行业填写纳税人的主行业。 国民经济行业分类标准(GB/T 4754-2002) 。 A―农、林、牧、渔业 0100 —农业 0200 —林业 0300 —畜牧业 0400 —渔业 0500 —农、林、牧、渔服务业 B―采矿业 0600 —煤炭开采和洗选业 0700 —石油和天然气开采业 0810 —铁矿采选 0890 —其他黑色金属矿采选 0900 —有色金属矿采选业 1011 —石灰石、石膏开采 1019 -粘土及其他土砂石开采 1030 -采盐 1090 -石棉及其他非金属矿采选 1100 —其他采矿业 C―制造业 1331 —食用植物油加工 1332 -非食用植物油加工 1392 -豆制品制造 1399 -其他未列明的农副食品加工 1460-调味品、发酵制品制造 1462 -酱油、食醋及类似制品的制造 1469 -其他调味品、发酵制品制造 1490 -其他食品制造 1510 -酒精制造 1520 -酒的制造 1530 -软饮料制造 1540 -精制茶加工 1600 -烟草制品业 1700 —纺织业 1800 —纺织服装、鞋、帽制造业 1900 —皮革、毛皮、羽毛(绒)及其制品业 2000 —木材加工及木、竹、藤、棕、草制品业 2100 —家具制造业 2200 —造纸及纸制品业 2300 —印刷业和记录媒介的复制 2410 —文化用品制造 2420-体育用品制造 2430-其他文教体育用品制造业 2500 —石油加工、炼焦及核燃料加工业 2600 —化学原料及化学制品制造业 2700 —医药制造业 2800 —化学纤维制造业 2900 —橡胶制品业 3000 —塑料制品业 3130 —砖瓦、石材及其他建筑材料制造 3190 -石磨及其他非金属矿物制品制造 3200 —黑色金属冶炼及压延加工业 3300 —有色金属冶炼及压延加工业 3400 —金属制品业 3500 —普通机械制造业 3680 —医疗仪器设备及器械制造 3690-其他专用设备制造 3720 -汽车制造 3730 —摩托车制造 3760-航空航天器制造 3790 -交通器材及其他交通运输设备制造 3950 —家用电力器具制造 3990 -其他电气机械及器材制造 4010 —通信设备制造 4040-电子计算机制造 4070 -家用视听设备制造 4090 -其他电子设备制造 4100 —仪器仪表及文化、办公用机械制造业 4200 —工艺品及其他制造业 4300 —废弃资源和废旧材料回收加工业 D―电力、燃气及水的生产和供应业 4410 —电力生产 4420 -电力供应 4430 -热力生产和供应 4500 —燃气生产和供应业 4600 —水的生产和供应业 E―建筑业
电阻、二极管成型操作要求 一、根据元器件清单或样机对需要成型的元器件确认: 1、元器件型号、规格; 2、成型形式(卧式或立式); 3、跨距; 二、成型操作 1、卧式成型: 1 根据确认的跨距,调整轴向成型机,注意:调整关键是切断引脚的旋转刀片须紧贴靠板,折弯处应离成型元件端面1mm以上。 无法使用轴向成型机的元件,可选用相应模具手工成型; 2 对成型后的首件,可在线路板上该元件相应的孔位插装验证; 3 首件验证合格后,可连续进行该元件的卧式成型操作;过程中和结束时应抽样验证。 4 若切断的元器件引脚不平整(如带毛刺)时,需调整设备(如靠板偏心、刀片钝等)。 2、立式成型: 1 参照样机或样件,手工进行立式成型,二极管立式成型应注意弯曲端极性;
2 弯曲端起始弯曲处离该端面应大于2mm,(特殊情况允许1mm)弯曲部位应呈弧形; 3 立式成型的首件,可在线路板上该元件相应的孔位插装验证,插装后弯曲一端的引脚超出PCB板焊盘部分的长度应不小于3mm; 4 首件验证合格后,可连续进行该元件的立式成型;过程中和结束时应抽样验证。 3、注意: 1 操作者手上不得有油或污渍,成型用工具、器械要清洁,成型时形成的切屑要及时清理; 2 同一型号、规格的元件成型操作应连续一次性完成,不得在过程中穿插成型其它型号、规格的元件; 3 同一型号、规格的元件成型后放在同一容器内,不可与其它型号、规格的元件混放。 三、成型作业结束,清洁工作场地及设备。 线材生产操作要求 一、裁线、剥线 1、根据生产单,设计文件或样件要求,确认: a) 线材型号、规格、颜色 b) 裁线长度(无特殊要求时,实际裁线长度的误差为±5mm)
附件1: 国民经济行业分类 (GB/T 4754-2011) 1 范围 本标准规定了全社会经济活动的分类与代码。 本标准适用于在统计、计划、财政、税收、工商等国家宏观管理中,对经济活动的分类,并用于信息处理和信息交换。 2 术语和定义 下列术语和定义适用于本文件。 2.1 行业industry 行业(或产业)是指从事相同性质的经济活动的所有单位的集合。 2.2 主要活动principal activity 当一个单位对外从事两种以上的经济活动时,占其单位增加值份额最大的一种活动称为主要活动。如果无法用增加值确定单位的主要活动,可依据销售收入、营业收入或从业人员确定主要活动。 与主要活动相对应的是次要活动和辅助活动。次要活动是指一个单位对外从事的所有经济活动中,除主要活动以外的经济活动。辅助活动是指一个单位的全部活动中,不对外提供产品和劳务的活动。辅助活动是为保证本单位主要活动和次要活动正常运转而进行的一种内部活动。 2.3 单位unit 本标准中的单位是指有效地开展各种经济活动的实体,是划分国民经济行业的载体。 2.4 产业活动单位establishment 产业活动单位是法人单位的附属单位。产业活动单位应具备下列条件: ——在一个场所从事一种或主要从事一种经济活动; ——相对独立地组织生产、经营或业务活动; ——能够掌握收入和支出等资料。 2.5 法人单位corporate unit 具备下列条件的单位为法人单位: ——依法成立,有自己的名称、组织机构和场所,能够独立承担民事责任; ——独立拥有和使用(或授权使用)资产,承担负债,有权与其他单位签定合同; ——会计上独立核算,能够编制资产负债表。 3 分类的原则和规定
YH Crimping Specification 页数:第1页共18页 编写:王静 校对: 审核: 批准: 版本修定记录 日期 版本号 章节号 更改内容 修订者 10.4.13 02 2.4 端子弯曲变形判断图示更新 王静 2.1 增加旗型端子的判定总则 刘少华 3.2.1 3.2.2 增加旗型端子压接截面分析判定依据 刘少华 5.1 增加旗型端子压接高度的测量方法 刘少华 11. 6.14 03 6 增加刺破式护套压接的标准及测量方法 刘少华 11.11.25 03 6.1.1 6.1.2 修改刺破式护套压接的标准 刘少华
YH Crimping Specification 页数:第2页共18页 前言: 本规范是对上海逸航汽车零部件有限公司线束加工生产中压接工艺的要求和规范。 随着本公司汽车线束产品、规模的不断扩大,客户对线束产品性能要求的不断提高,压接作为线束产品生产加工中的主要及重要工位——压接质量的要求也不断提高。本标准参考、引用TYCO、YAZAKI、MOLEX,JST等压接标准以及各大线束公司压接要求,结合公司实际情况而制定。 总则: 此规范适用于YH的线束压接工艺。 图纸上有特殊压接要求的按图纸执行,没有定义的则按此规范执行。
YH Crimping Specification 页数:第3页共18页目录 1. 定义 1.1 端子压接定义 1.2 相关术语和名词 2. 压接要求 2.1 芯线(导体)和塑线(绝缘体)压接接合处外观要求 2.2 喇叭口压接要求 2.3 余料切断要求 2.4 端子压接容易发生的变形及判断标准 2.5 有密封塞的端子压接要求 3. 压接截面要求 3.1 目的 3.2 压接截面分析判定 4. 压接参数要求 4.1 压接高度和宽度 4.2 压接后机械强度(拉拔力)参数 5. 相关测量及测试方法的说明 5.1 压接高度的测量方法 5.2 拉拔力的测试方法 5.3 摇摆测试 6. 关于刺破式连接器压接参数的要求及测量方法 6.1 压接参数的要求 6.2 测量方法
端子压接工序检验规范
1. 目的: 为确保在生产过程中,端子压接能符合质量需求而制订此规范。 2. 范围: 此规范适用于各类端子压接检验。 3. 权责:
3.1 生产部:依此规范进行生产。 3.2 质量部:负责依此规范进行检验。 4. 内容: 4.1 端子压接部位名称:
拉力强度
F
C
ab
端子部位名称: 1.端子配合区;2.弹片;3.芯线观察区域;4.芯线压接部(IS)
5.喇叭口;6.绝缘皮观察区域;7. 绝缘皮压接部(WS);8. 连筋
C:压接高度(Crimp Height)
4.2 各部位压接规范标准: 1. 端子配合区----------沒有压伤、损伤、扭曲、变形 2. 弹片----------------沒有变形 3. 芯线观察窗口--------必须能看到电线的芯线,芯线露出范围为 0.2-1.0mm 4. 芯线压接部----------必须完全闭合并包含所有芯线,不可看到绝缘外皮 5. 喇叭口--------------后喇叭口必須可見,最佳尺寸范围为 0.1-0.4mm 6. 绝缘皮观察窗口------必须同時能看到芯線和绝缘外皮 7. 绝缘皮压接部--------必须压接紧密,电线不可有移动之情形 8. 连筋----------------连筋(端子与端子间连接的料带切除后,保留在端子上的剩余部分)不能 损伤电线绝缘层和密封塞,连筋最大长度不应超过 0.5mm。
端子压接工序检验规范
4.3 端子各部位压接确认: 4.3.1 喇叭口位置确认
○ 良好
△ 可接受
× 不可接受
前后均有喇叭口 4.3.2 料带切断位置确认(参考)
后 方有喇叭口、前方无喇叭口 后方无喇叭口,易压伤芯线
4.3.3 电线位置确认 ○ 良好
△ 可接受
△ 可接受
× 不可接受
× 不可接受
× 不可接受
绝缘皮压接过短,此种不良现象将 绝缘皮压接过长,将造成铜丝易断落 芯线压接过短,此种现象易造 造成端子拉力不足,易脱落。 或接触不良,出现开路或瞬间开路。 成端子拉力不足,易脱落
× 不可接受
× 不可接受
× 不可接受
核准审核制作 钟菊兰 1.0目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范. 2.0范围:此规范适用于各类端子压着检验. 3.权责: 3.1.制造部:依此规范进行生产. 3.2.品保部:负责依此规范进行检验. 4.定义:无. 5.0内容: 5.1.端子正确铆压标准: 5.1.1.端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可. 5.1.2.端子的内模压着导体后外露部分须超过~1mm。 5.1.3.正确铆压见: 如附图一. 5.2.端子不良铆压标准: 5.2.1.绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压 着部份),此种现象将造成铜丝易断落。如附图二。 5.2.2.绝缘外被压着过短(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端 子拉力不足,易脱落。如附图三。 5.2.3.尾料切断部分,所剩下之料头超过1mm. 如附图四。 5.2.4.端子内模有导体外露(分叉). 如附图五。 5.2.5.导体压着过长(导体过于靠近端子头部),此现象将造成端子不易与 5.2. 6.导体压着过短(即导体未完全被压着或没被端子内模包覆),此种现象将造成端子拉力不 足,易脱落。如附图七。 5.2.7.端子内模压着突嘴过大(超过内模的1/3)。如附图八。 5.3.端子内模导体压着高度测量方式:如附图九 5.4.端子外模绝缘外被压着检验方式: 5.4.1.导体外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表 面损伤或滑出,则压着高度须重新调整。如附图十. 5.5.端子内模导体拉力测试及检验方式:如附图十一. 5.5.1.测试长度以150mm左右为标准 5.5.2.脱去外被20mm左右。 5.5.3.以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针之刻度即为端子拉力。
国民经济行业分类 (GB/T 4754-2011) 1 范围 本标准规定了全社会经济活动的分类与代码。 本标准适用于在统计、计划、财政、税收、工商等国家宏观管理中,对经济活动的分类,并用于信息处理和信息交换。 2 术语和定义 下列术语和定义适用于本文件。 2.1 行业 industry 行业(或产业)是指从事相同性质的经济活动的所有单位的集合。 2.2 主要活动 principal activity 当一个单位对外从事两种以上的经济活动时,占其单位增加值份额最大的一种活动称为主要活动。如果无法用增加值确定单位的主要活动,可依据销售收入、营业收入或从业人员确定主要活动。 与主要活动相对应的是次要活动和辅助活动。次要活动是指一个单位对外从事的所有经济活动中,除主要活动以外的经济活动。辅助活动是指一个单位的全部活动中,不对外提供产品和劳务的活动。辅助活动是为保证本单位主要活动和次要活动正常运转而进行的一种内部活动。 2.3 单位 unit 本标准中的单位是指有效地开展各种经济活动的实体,是划分国民经济行业的载体。 2.4 产业活动单位 establishment 产业活动单位是法人单位的附属单位。产业活动单位应具备下列条件: ——在一个场所从事一种或主要从事一种经济活动; ——相对独立地组织生产、经营或业务活动; ——能够掌握收入和支出等资料。 2.5 法人单位 corporate unit 具备下列条件的单位为法人单位: ——依法成立,有自己的名称、组织机构和场所,能够独立承担民事责任; ——独立拥有和使用(或授权使用)资产,承担负债,有权与其他单位签定合同; ——会计上独立核算,能够编制资产负债表。 3 分类的原则和规定
核准审核制作 钟菊兰 0范围:此规范适用于各类端子压着检验. 权责: 制造部:依此规范进行生产. 品保部:负责依此规范进行检验. 定义:无. 0内容: 端子正确铆压标准: 端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可. 端子的内模压着导体后外露部分须超过~1mm。 正确铆压见: 如附图一. 端子不良铆压标准: 绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压着部份),此种现象将造成铜丝易断落。如附图二。 绝缘外被压着过短(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端子拉力不足,易脱落。如附图三。 尾料切断部分,所剩下之料头超过1mm. 如附图四。 端子内模有导体外露(分叉). 如附图五。 导体压着过长(导体过于靠近端子头部),此现象将造成端子不易与 导体压着过短(即导体未完全被压着或没被端子内模包覆),此种现象将造成端子拉力不足,易脱落。如附图七。 端子内模压着突嘴过大(超过内模的1/3)。如附图八。 端子内模导体压着高度测量方式:如附图九 端子外模绝缘外被压着检验方式: 导体外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表面损伤或滑出,则压着高度须重新调整。如附图十. 端子内模导体拉力测试及检验方式:如附图十一. 测试长度以150mm左右为标准 脱去外被20mm左右。 以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针之刻度即为端子拉力。 若端子为有外皮包裹的,测量端子拉力时先去除外皮后再测量. 拉力测试后应检验端子拉出后的状况,若导体七股芯线全部断在端子内模内为端子压着高度过低,则必须重新将端子内模高度调高;若导体七股芯线无一股芯线留在内模中,则必须重新将端子内模高度调低.(除铆压双并线端子外) 双并线合铆压在一端子时,端子内模时不得有芯线导体外露.双并线之拉力在拉力规格范围内即可,不要求符合 端子铆压后高度及拉力必须符合要求标准. 详细见附件一:端子铆压规格一览表. 若端子为新端子(第一次生产)暂无端子高度规格时且客户无特别要求时,可以只记录实际高度的测量值,其拉力是否符合要求(按线号规格核对拉力要求)而作为最终判定的依据。待一批生产完成后由QE定出该端子的高度及拉力的规格值。
行业国标代码:A:农、林、牧、渔业, A01:农业, A02:林业, A03:畜牧业, A04:渔业, A05:农、林、牧、渔服务业, B:采矿业, B06:煤炭开采和洗选业, B07:石油和天然气开采业, B08:黑色金属矿采选业, B09:有色金属矿采选业, B10:非金属矿采选业, B11:开采辅助活动, B12:其他采矿业, C:制造业, C13:农副食品加工业, C14:食品制造业, C15:酒、饮料和精制茶制造业, C16:烟草制品业, C17:纺织业, C18:纺织服装、服饰业,
C19:皮革、毛皮、羽毛及其制品和制鞋业, C20:木材加工和木、竹、藤、棕、草制品业, C21:家具制造业, C22:造纸和纸制品业, C23:印刷和记录媒介复制业, C24:文教、工美、体育和娱乐用品制造业, C25:石油加工、炼焦和核燃料加工业, C26:化学原料和化学制品制造业, C27:医药制造业, C28:化学纤维制造业, C29:橡胶和塑料制品业, C30:非金属矿物制品业, C31:黑色金属冶炼和压延加工业, C32:有色金属冶炼和压延加工业, C33:金属制品业, C34:通用设备制造业, C35:专用设备制造业, C36:汽车制造业, C37:铁路、船舶、航空航天和其他运输设备制造业, C38:电气机械和器材制造业, C39:计算机、通信和其他电子设备制造业, C40:仪器仪表制造业,
C41:其他制造业, C42:废弃资源综合利用业, C43:金属制品、机械和设备修理业, D:电力、热力、燃气及水生产和供应业, D44:电力、热力生产和供应业, D45:燃气生产和供应业, D46:水的生产和供应业, E:建筑业, E47:房屋建筑业, E48:土木工程建筑业, E49:建筑安装业, E50:建筑装饰和其他建筑业, F:批发和零售业, F51:批发业, F52:零售业, G:交通运输、仓储和邮政业, G53:铁路运输业, G54:道路运输业, G55:水上运输业, G56:航空运输业, G57:管道运输业, G58:装卸搬运和运输代理业,
端子压接标准
1.范围 本文件作为通用指导性文件适用于CODEN 青岛工厂端子压着作业。 本文件定义了开式端子的压接及测试的标准,同时适用于手工和自动机器压着。 当本文件与具体的作业性文件在内容上会有不同甚至冲突时,应按照作业性文件的为准。 2.参考文件 GB-T18290-2 DIN EN 60352-2 3.内容 3.1端子基础知识 端子各部分功能: 嵌合区: 接触导电,与对应的连接器端子接触导电。 其接触程度决定了导电的效果。变形、脏污、镀层不良都会使其功能上受影响,甚至成为导致故障的致命原因。 导体压接部: 是端子与线材连接的重要部分。通常,压接后的管理,包括对压接高度、宽度、拉拔力、截面分析等。其中压接高度是最重要的管理项目。 绝缘压接部: 将线材的绝缘外皮铆住,具有保护作用。 当压接较松时,绝缘压接片很容易从线上脱落,无法缓冲外部压力,而产生断线不良。 压接过紧时,线芯会受到损伤,也会发生断线不良。 钟形口: 压着时在导体压接处钟形口的圆弧结构能减轻对线芯的损伤, 如果没有喇叭口或是钟形口形状不良,都会导致线芯受到损伤,甚至会导致断线。拉拔力也会不合格。 逆止卡爪(卡口片): 具有锁住端子的作用。如果此部份变形,插入塑壳及主体后,会出现脱落等不良。 尾料片: 产生于端子与料带分离的连桥残余。长度过大容易伤线。 3.2端子压着过程:
3.3压接完成品标准: 3.3.1外观 在拉拔力和压着高度保证的前提下,压着状态应满足的以下要求: 1.绝缘压着区应能同时可见导体和绝缘外皮。 目测参考:导体与绝缘皮各占1/2 2.绝缘压接区应有至少保证紧密包裹绝缘外皮的圆周长的1/2。
1.目的: 为确保本公司于生产过程中,端子压着能符合品质需求而制订此规
范
.
2.范围: 此规范适用于各类端子压着检验.
3. 权责:
3.1 制造部:依此规范进行生产.
3.2 品质部:负责依此规范进行检验.
4. 内容:
4.1 端子压着部位名称:
端子部位名称:
C:压着高度(Crimp Height)
4.2 各部位压着规范标准:
C
ab
拉力强度
1. 端子配合区
F 2. 弹片
1. 端子配合区----------没有压伤、损伤、扭曲、变形 3. 芯线观察窗口
2. 弹片----------------没有变形
4. 芯 线 压 着 部
3. 芯线观察窗口--------必须能看到电线的芯线,芯线露出范围为 (IS)
0.2-1.0mm
5. 喇叭口
4. 芯线压着部----------必须完全闭合并包含所有芯线,不可看到绝缘 6. 绝 缘 皮 观 察 窗
外皮 口
5. 喇 叭 口 -------------- 後 喇 叭 口 必 须 可 见 , 最 佳 尺 寸 范 围 为 7. 绝 缘 皮 压 着 部
0.1-0.4mm
(WS)
6. 绝缘皮观察窗口------必须同时能看到芯线和绝缘外皮 8. 料带
9. 料带
7. 绝缘皮压着部--------必须铆合紧密,电线不可有移动之情形
8. 料带----------------前端料带尺寸范围为 0-0.3mm,后端尺寸范围
为 0-0.5 mm
4.3 端子各部位压着确认:
4.3.1 喇叭口位置确认 ○?? 良好
△?? 可接受
×?? 不可接受
前后均有喇叭口
后方有喇叭口、前方无喇叭 后方无喇叭口,易压伤芯
口
线
4.3.2 料带切断位置确认(参考)
4.3.3 电线位置确认 ○? 良好
△? 可接受
△? 可接受
×??不可接受
×??不可接受
×??不可接受