www https://www.doczj.com/doc/5113581727.html, 中国光学期刊网:用改进和拓展后的范成法铣磨凸凹非球面的原理和精度分析
高必烈
(中国科学院国家天文台南京天文光学技术研究所,江苏南京210042)1引言
用靠模方法铣磨非球面面型,精度和速度都很差。传统的范成法虽然铣磨效率高、速度快,但只能铣磨出球面,而不能铣磨出非球面。本文提出了一种改进和拓展了的范成法。基于范成法的原理,借助于现代计算机控制的高精度数控技术,就可以快速、高效、高精度地铣磨出非球面的面型。
2传统铣磨大口径非球面的方法及优缺点
传统的铣磨方法是利用金刚石的平行砂轮和靠模样板铣磨非球面,金刚石砂轮的端面可以是平的,也可以是圆弧的,靠模上端面安装一个滚轮,滚轮下安装平行砂轮部套。
此时该部套的Z 方向位置由滚轮随其在靠模上的升降而确定,该部套X 方向的运动是通过横梁上的丝杆来带动。由于砂轮与玻璃采用点接触,因而与范成法利用一个圆环面铣削相比效率要低得多。由于拖挂了一套东西,
砂轮与玻璃的接触点和滚轮与靠模的接触点在X 方向有一个偏差距离ΔL ,这在安装靠模时可以事先预置。因为即使平行砂轮的端面是平的,在使用了很短的时间后,其侧面也会变成圆弧,而圆弧在铣磨凸凹面时,实际上是使用圆弧的不同部位,这样无论是X 方向还是Z 方向都会产生偏差。再考虑到靠模的安装误差等,
铣磨出来的玻璃面形偏离标准非球面的误差会更大,严重的时候达到1mm 左右。如果将靠模换成计算机控制,仍然用平行砂轮,上述的两个缺点(速度和精度)仍然存在。虽然可以修正圆弧不同部位的铣磨效应,但效率问题仍然无法解决。
3经典的范成法
范成法的原理是用一个球冠(碗状砂轮的端面),
去斜截被加工面。在旋转的过程中,许多个斜截面的包络面就是所要开的球面。利用碗状砂轮端面成型球面的方法叫范成法。它的最大优点就是用一个环面,而不是一个点去铣磨,因而效率要高得多,其计算公式为
sin α=ρ/(R ±r )或α=arcsin ρ/(R ±r ),(1)
式中α为磨轮轴线倾角,2ρ为磨轮中径,一般取工件直径的70%左右,
R 为被加工工件的曲率半径,r 为磨轮端部刃口圆弦半径。式中凸面取“+”号,凹面取“-”号。
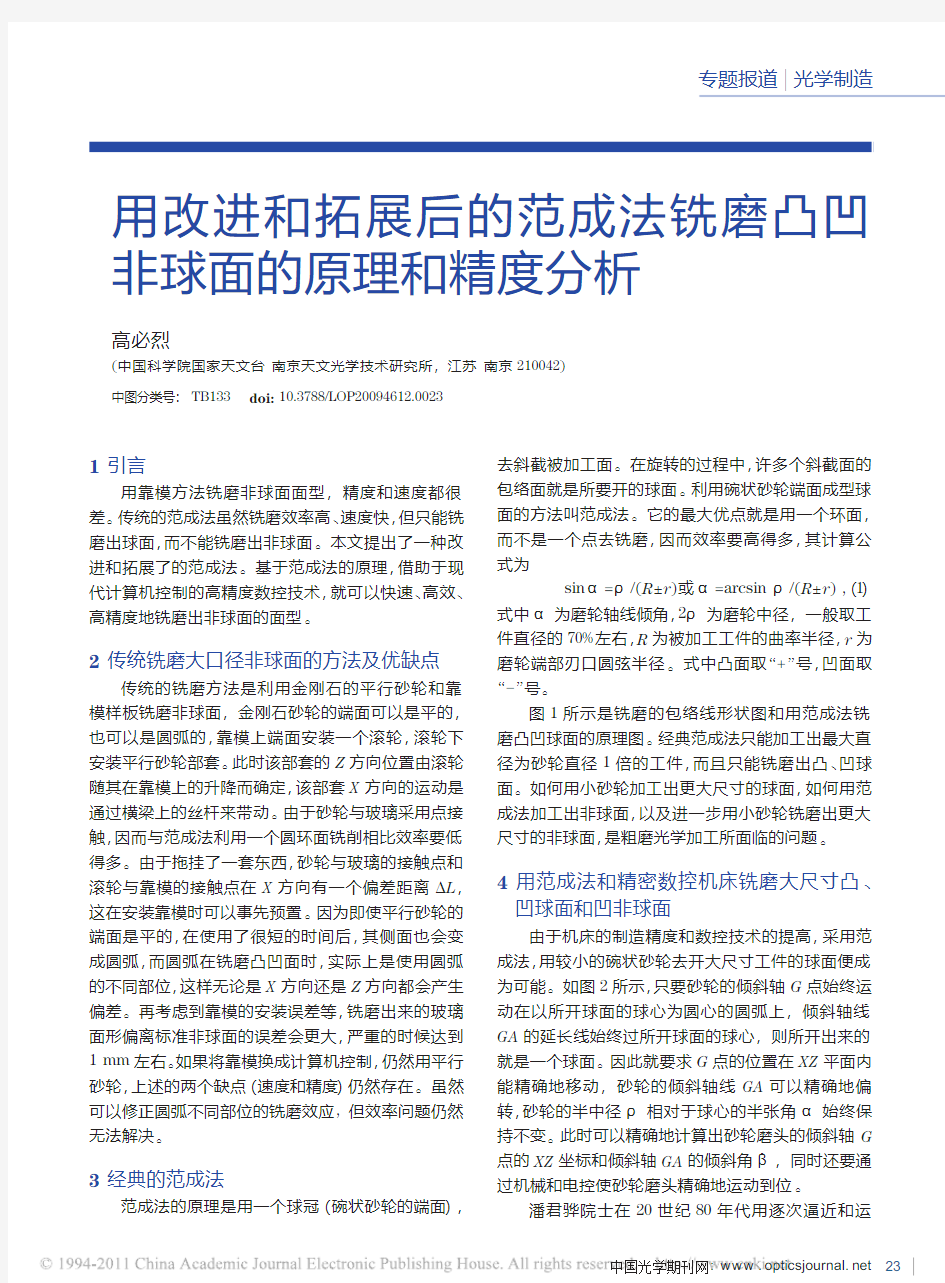
图1所示是铣磨的包络线形状图和用范成法铣磨凸凹球面的原理图。经典范成法只能加工出最大直径为砂轮直径1倍的工件,而且只能铣磨出凸、凹球面。如何用小砂轮加工出更大尺寸的球面,如何用范成法加工出非球面,以及进一步用小砂轮铣磨出更大尺寸的非球面,是粗磨光学加工所面临的问题。
4用范成法和精密数控机床铣磨大尺寸凸、
凹球面和凹非球面
由于机床的制造精度和数控技术的提高,采用范成法,用较小的碗状砂轮去开大尺寸工件的球面便成为可能。如图2所示,只要砂轮的倾斜轴G 点始终运动在以所开球面的球心为圆心的圆弧上,倾斜轴线GA 的延长线始终过所开球面的球心,则所开出来的就是一个球面。因此就要求G 点的位置在XZ 平面内能精确地移动,砂轮的倾斜轴线GA 可以精确地偏转,砂轮的半中径ρ相对于球心的半张角α始终保持不变。此时可以精确地计算出砂轮磨头的倾斜轴G 点的XZ 坐标和倾斜轴GA 的倾斜角β,同时还要通过机械和电控使砂轮磨头精确地运动到位。
潘君骅院士在20世纪80年代用逐次逼近和运
中图分类号:TB133
doi:10.3788/LOP20094612.0023
23
动的范成法来加工凹二次非球面,并推导出相关的数学公式[1],得出:对于凹二次非球面,因为面上各点的切圆半径在给定的镜面口径范围内是单调变化的,所以总可以找到所包络的球面,因而可以用拓展范成法去实现。对于二次非球面,其曲率半径从镜面中心到边缘是逐步变大的,所以铣磨凹二次曲面的方法是,先开顶点的曲率半径,而后随着切点远离镜面中心逐步增大所开球面的曲率半径。也就是说,对于远离中心的带区,是用逐渐变大的球面半径来一步步逼近。实现的步骤是,从顶点往外,逐步增大曲率半径,每开一个球面后提起磨头,转一点角度,在X方向前进一点,再往下落一点。如此逐步循环,直到镜面的边缘。
此方法可以用于凹二次非球面,但不能用于凸二次非球面。因为铣磨凹二次非球面是逐步开到所需要的位置,也就是应去除的玻璃尚残留在镜坯上;而对于凸二次非球面,无论是从中间往边缘铣,还是从边缘往中间铣,它都会铣去应保留的玻璃,而铣去的玻璃是不可能再恢复的,所以此方法不可能用于凸二次非球面。
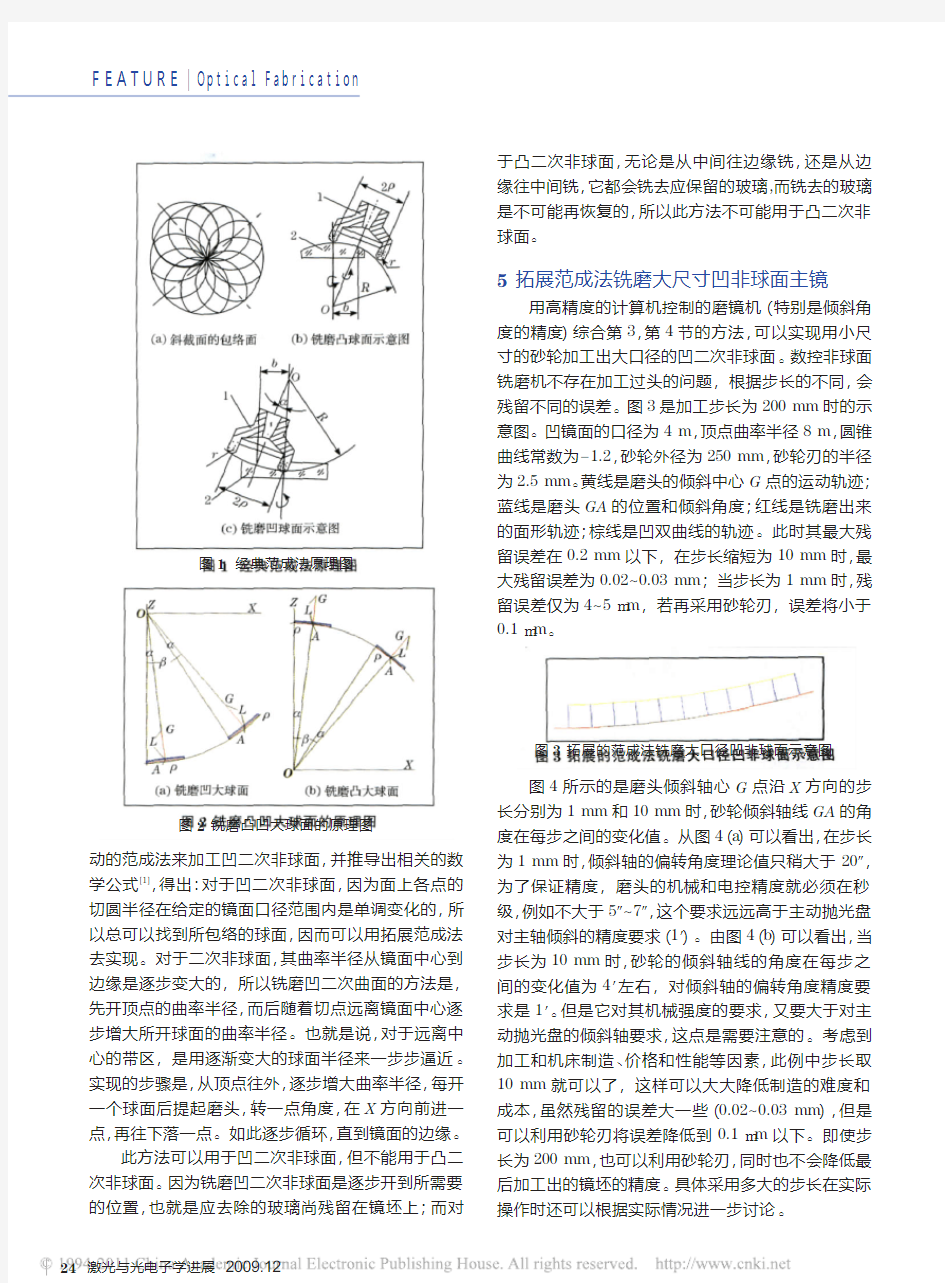
5拓展范成法铣磨大尺寸凹非球面主镜用高精度的计算机控制的磨镜机(特别是倾斜角度的精度)综合第3,第4节的方法,可以实现用小尺寸的砂轮加工出大口径的凹二次非球面。数控非球面铣磨机不存在加工过头的问题,根据步长的不同,会残留不同的误差。图3是加工步长为200mm时的示意图。凹镜面的口径为4m,顶点曲率半径8m,圆锥曲线常数为-1.2,砂轮外径为250mm,砂轮刃的半径为2.5mm。黄线是磨头的倾斜中心G点的运动轨迹;蓝线是磨头GA的位置和倾斜角度;红线是铣磨出来的面形轨迹;棕线是凹双曲线的轨迹。此时其最大残留误差在0.2mm以下,在步长缩短为10mm时,最大残留误差为0.02~0.03mm;当步长为1mm时,残留误差仅为4~5m m,若再采用砂轮刃,误差将小于0.1m m。
图4所示的是磨头倾斜轴心G点沿X方向的步长分别为1mm和10mm时,砂轮倾斜轴线GA的角度在每步之间的变化值。从图4(a)可以看出,在步长为1mm时,倾斜轴的偏转角度理论值只稍大于20″,为了保证精度,磨头的机械和电控精度就必须在秒级,例如不大于5″~7″,这个要求远远高于主动抛光盘对主轴倾斜的精度要求(1′)。由图4(b)可以看出,当步长为10mm时,砂轮的倾斜轴线的角度在每步之间的变化值为4′左右,对倾斜轴的偏转角度精度要求是1′。但是它对其机械强度的要求,又要大于对主动抛光盘的倾斜轴要求,这点是需要注意的。考虑到加工和机床制造、价格和性能等因素,此例中步长取10mm就可以了,这样可以大大降低制造的难度和成本,虽然残留的误差大一些(0.02~0.03mm),但是可以利用砂轮刃将误差降低到0.1m m以下。即使步长为200mm,也可以利用砂轮刃,同时也不会降低最后加工出的镜坯的精度。具体采用多大的步长在实际操作时还可以根据实际情况进一步讨论。
图2铣磨凸凹大球面的原理图图3拓展的范成法铣磨大口径凹非球面示意图
图1经典范成法原理图24
激光与光电子学进展2009.12
www https://www.doczj.com/doc/5113581727.html, 中国光学期刊网:图5所示的是砂轮轴线的倾斜角度b 在每步之间的变化值,图6所示的是砂轮的中径对切圆心的半张角a 在每步之间的变化值,图7所示的是切圆半径R 在每步之间的变化值。图4到图7都是根据口径为4m ,顶点曲率半径8m ,圆锥曲线常数为-1.2的凹非球面,且砂轮外径为250mm ,砂轮刃的小切削半径为2.5mm 的条件下计算的。
6铣磨凸二次非球面的疑难和解决方法
和铣磨凹二次非球面相反,采用拓展的范成法加工凸二次非球面所出现的问题是会铣去该有的镜坯玻璃(与标准曲面相比较)。砂轮中径越大,这种情况越严重。
图8是解决方法的示意图。按照拓展的范成法,根据实际的加工步骤,对于凸镜面是从边缘往中心铣。这里取砂轮的外侧G 点为基准点,
图8(a )是用拓展的范成法铣削时砂轮二刃在G 点切圆上的情况,很显然砂轮将切入双曲线内。如果将砂轮围绕G 点顺时针方向转动一定角度,使砂轮的内外刃都与双曲线相切,如图8(b )所示,则砂轮铣削出来的球冠的曲率半径将小于G 点切圆的曲率半径,同时也小于其左边双曲线切点的曲率半径,而大于其右边双曲线切点的曲率半径。利用此方法,即使砂轮切入双曲线,残留误差也在0.05mm 以下,完全符合下一道切削工序的要求。
图9是用这种方法铣削凸双曲面的示意图,凸双曲面口径为1.2m ,曲率半径为2.8m ,圆锥曲线常数为-3.24,
砂轮外径为250mm,砂轮刃部半径为图5砂轮轴线的倾斜角度b
图6砂轮的中径对切圆心的半张角a
图7砂轮切圆半径的变化图
图4砂轮轴线倾斜的角度差
25
2.5mm。红线是砂轮的轨迹,棕线是实际的双曲线,只要砂轮的倾斜点G移动3次,改变倾斜角3次,就可以完成这道工序的粗磨,需要进一步修改的误差量也很小,之后再用砂轮的小圆弧刃切销,残留误
差将在0.1m m以下。
7砂轮圆弧刃的切削方法
采用砂轮的小圆弧刃切削时,砂轮轴线GA的倾斜角无需变动,但要考虑从镜面的中心到边缘时,砂轮的小圆弧刃是用其不同的部位切削出双曲线,在此考虑下确定G点的位置。这样切削出来的镜坯面型与所要的双曲面相比较,理论上误差为零。图10和图11分别是凸、凹双曲面毛坯经用此法切削后的面型与理论值的比较图,从图10和图11中可以看出,理论值与实际值的曲线几乎重叠。实际上镜坯的面型误差取决于磨镜机上X轴和Z轴的走动精度,此精度相比于GA轴的倾斜精度要容易实现得多。
图10和图11中棕色线是切削后所得非球面的曲线,蓝线为砂轮轴上G点的运动轨迹。图11中的黑线表示的是预先将砂轮倾斜一个角度(20°)后,在砂轮走到临近镜坯边缘时,砂轮刃底端的连线。因为在镜坯的最边缘,其法线与圆锥曲线母线(旋转轴)之间的角度为13°,所以这样可以保证在砂轮从镜坯的中心移动到边缘的过程中,砂轮不参与磨削的那一端,永远不会接触镜坯。
8结论
由分析可以知道,在现在的大型数控龙门式的磨镜机上,安装一个可以精确水平和垂直移动并可以精确倾斜的粗磨头,在精确的数控控制下,就可以用小的碗状砂轮,用范成法原理,高效、快速地直接铣磨出所要求的大凸、凹非球面。
收稿日期:2009-06-30;收到修改稿日期:2009-07-21
作者简介:高必烈(1947-),男,研究员,主要从事大口径非球面光学工艺与检测的研究。
E-mail:blgao@https://www.doczj.com/doc/5113581727.html,
图9铣磨的计算实例
图10在凸非球面上切削
图11在凹非球面上切削
参考文献
1潘君骅,王建国.用铣磨法加工二次非球面的数学原理[J].光学学报,1984,4(3):252~256
26
激光与光电子学进展2009.12
实验二 渐开线齿轮齿廓范成加工原理 一、概述 范成加工是利用一对齿轮(或齿轮与齿条)相互啮合时,其共轭齿廓互为包络线的原理来加工齿轮的。在一对渐开线齿轮中,若把其中一个齿轮(或齿条)制成具备切削能力的刀具,另一齿轮为尚未切齿的齿轮毛坯,用刀具加工齿轮时,毛坯与刀具按固定的传动比作对滚切削运动,就可以切出与刀具共轭的具有渐开线齿廓的齿轮。 用范成法原理进行切齿加工的主要方法及刀具: 1.插齿 (1)齿轮插刀 插齿加工相当于把一对互相啮合的齿轮中的一个齿轮磨制出有前、后角、形成切削刃的齿轮插刀,另一齿轮为齿轮毛坯,齿轮插刀的模数和压力角与被加工齿轮相同。插齿时,插刀与毛坯像一对齿轮传动那样,以一定传动比转动,同时插刀沿轮坯轴线的平行方向做上下往复切削运动。轮齿的齿廓是由刀刃在切削运动中所占据的一系列位置的包络形成的。为了切出全齿高,插刀还有沿轮坯径向进给运动,同时,插刀 返回时,轮坯还应有让刀运动,以避免刀刃碰伤齿面。 齿轮插刀多用来加工内齿轮、双联或多联型齿轮上的小齿轮(见图2-1)。 (2)齿条插刀 当齿轮的基圆直径趋于无穷大时,它的齿形由渐开线变成斜直线,此时齿轮成为具有直线齿廓的齿条。若将齿条磨出刀刃来做成齿条插刀,并且顶部比传动用的齿条高出 c *m (以便切出传动时的径向间隙),让这把齿条插刀与一个齿轮毛坯强按一定的传动比传 动,这就是齿条插刀加工齿轮的范成运动情况。在实际加工中,齿条插刀还要做上、下往复的切削运动,这样,齿条刀具刀刃的一系列直线轮廓即包络出齿轮的渐开线齿形。 2.滚齿 齿条插刀虽然能够加工齿轮,但使用起来有一定的局限性,加工齿轮的直径较大 时,刀具的长度有限。所以,目前广泛采用滚齿法加工直、斜齿轮,滚齿用的齿轮滚 图 2-1 齿轮插刀切齿
大学物理实验报告 姓名:wuming 1目的:(1)霍尔效应原理及霍尔元件有关参数的含义和作用 (2)测绘霍尔元件的V H—Is,V H—I M曲线,了解霍尔电势差V H与霍尔元件工作电流Is,磁场应强度B及励磁电流I M之间的关系。 (3)学习利用霍尔效应测量磁感应强度B及磁场分布。 (4)学习用“对称交换测量法”消除负效应产生的系统误差。 2简单的实验报告数据分析 (1)实验原理 霍尔效应从本质上讲,是运动的带电粒子在磁场中受洛仑兹力的作用而引起的偏转。当带电粒子(电子或空穴)被约束在固体材料中,这种偏转就导致在垂直电流和磁场的方向上产生正负电荷在不同侧的聚积,从而形成附加的横向电场。如下图(1)所示,磁场B 位于Z的正向,与之垂直的半导体薄片上沿X正向通以电流Is(称为工作电流),假设载流子为电子(N型半导体材料),它沿着与电流Is相反的X负向运动。由于洛仑兹力f L作用,电子即向图中虚线箭头所指的位于y轴负方向的B侧偏转,并使B侧形成电子积累,而相对的A侧形成正电荷积累。与此同时运动的电子还受到由于两种积累的异种电荷形成的反向电场力f E的作用。随着电荷积累的增加,f E增大,当两力大小相等(方向相反)时,f L=-f E,则电子积累便达到动态平衡。这时在A、B两端面之间建立的电场称为霍尔电场E H,相应的电势差称为霍尔电势V H。设电子按平均速度V,向图示的X负方向运动,在磁场B作用下,所受洛仑兹力为: f L=-e V B 式中:e 为电子电量,V为电子漂移平均速度,B为磁感应强度。 同时,电场作用于电子的力为: f E H H eV eE- = - =l
自锁现象及其应用 赵轩 中国地质大学(武汉)工程学院 摘要:在力学中有这样一类现象,当物体的某一物理量满足一定的条件时,无论施加多大的力,都不可能让它与另一物体之间发生相对运动,我们将这一现象称为“自锁”。而在工程实际中,经常会见到“卡住”现象的发生,例如维修汽车时所用的千斤顶,但有时需要防止“卡住”现象的发生,如在使用变速器时,若发生“自锁”,则变速器就不能正常工作。我们必须先将“自锁”的原理搞清楚,才能将其更好地运用到生活中去。 关键字:自锁现象;自锁条件;摩擦角;应用 1.自锁现象 1.1自锁现象的定义 物体受静摩擦力作用而静止,当用外力试图使这个物体发生运动时,外力越大,物体被挤压的越紧,越不容易发生运动,即最大静摩擦力的保护能力越强,这种现象叫自锁现象。 1.2几种简单自锁现象 (1)水平面内的自锁现象 如图1,重力为G的物体,放置在粗糙的水平面上,用适当大小的水平外力推它时,总可以使它动起来。但当用竖直向下的外力去推它,物体则不会发生运动。即使的方向旋转一个小角度变成来推,物体也不一定会运动。只有当力的方向与竖直方向的夹角超过一定角度变成时,用适当的力推动,物体才可能运动,而小于这一角度时,无论用多大的力都不可能推动它。 图1 (2)竖直面内的自锁现象 如图2,重力为G的物快紧靠在竖直粗糙的墙壁上,在适当大的外力作用下,可以保持静止。当外力大到重力可以忽略不计时,无论用斜向上的力,还是用斜向下的力作用于物快上时,物体都将会保持静止。 与水平面不同的是,竖直面保证物体静止的最小力的条件有所不同。当用斜向上的力维持物体平衡时,不一定满足自锁条件,而若用斜向下的力使物体平衡,一定满足自锁条件,否则不可能处于平衡。
通信原理试卷一及答案 一、填空题(每空1分,共20 分) 1、随机过程X (t )的自相关函数,则其均值为 ,方差 为 ,平均功率为 。 2、多径传播对传输信号的影响有:(1)使载波信号变成了包络和相位受到调制的窄带信号(即衰落信号);(2) ; (3) 。 3、调制信号是幅度为的单音信号,,则已调波DSB 发送信号功率为 。 4、对于正在运行的FM 系统,若调制信号幅度增大,则频偏 、 所需传输的带宽 。 5、若将f (t )先 而后使它对载波进行FM 即得PM 。 6、在模拟调制系统AM 、DSB 、SSB 、VSB 和FM 中,调制效率最低的是 。抗干扰能力最强的是 。 7、数字信号的码元时间长度为1ms ,如果采用八电平传输,信息速率是 。 8、16ASK 信号的带宽是2ASK 信号带宽的 倍。 9、在模数转换中,实际的抽样有两种基本形式,即 和 。 10、在能够消除码间干扰的二元数字基带传输系统中,若传输带宽为3KHz ,滚 降残留谱宽度为1KHz ,则对应的奈氏带宽为 KHz ,传输速率= bit/s. 11、一码长n=7的汉明码,监督位r= ,编码效率= 。 12、对输入信号S(t)采用匹配滤波器进行最佳接收,该匹配滤波器的单位冲击响应h(t) 为 。 二、名词解释(5小题,每小题3分,共15分) 1、GMSK 2、误码率 3、门限效应 4、数字基带信号 5、匹配滤波器 τ τ-+=e R X 1)()(t m m A m A f ?b R
三、简答题(3小题,每小题4分,共12分) 1、简述线性调制和非线性调制的概念。 2、简述消除码间干扰的方法。 3、简单比较ASK 、FSK 、PSK (DPSK )系统相干解调时的性能。 四、均值为0,自相关函数为 的高斯噪声 ,通过传输特性为 (A 、B 为常数)的线性网络,试求: (1)输入噪声的一维概率密度函数;(4分) (2)输出噪声的一维概率密度函数;(4分) (3)输出噪声功率;(2分) 五、某调制方框图如图1(b )所示。已知的频谱如图1(a ),载频,,且理想低通滤波器的截止频率为,试求输出信号的时域表达式,并说明为何种已调制信号。(共12分) 图1 六、若采用2ASK 方式传送二进制数字信息。已知发送端发出的信号振幅为5V , 输入接收端解调器的高斯噪声功率,今要求误码率。 试求:非相干接收时,由发送端到解调器输入端的衰减应为多少?(6分) (注:非相干接收时) 七、设二进制基带系统的分析模型如图2所示,现已知 试求:(1)画出传输特性的波形;(4分) (2)求该系统最高码元传输速率及相应码元间隔 。(4分) ()m t 21ωω<<1H ωω>1ω()s t ()s t 212 310n W σ-=?410e p -=/4 1 2r e p e -=00 0(1cos ),||()0,H else πτωτωτω? +≤?=? ??()H ωB R s T
学号:1003618095河南大学民生学院毕业论文 (2014届) 年级2010级 专业班级电子信息科学与技术 学生姓名范博 指导教师姓名翟俊梅 指导教师职称副教授 论文完成时间2014-04-22 河南大学民生学院教务部 二○一三年印制
目录 目录 摘要 (1) 一霍尔效应 (2) 1.1经典霍尔效应 (2) 1.2经典霍尔效应误差 (3) 二量子霍尔定律 (3) 三霍尔元件 (6) 3.1霍尔器件 (6) 3.2霍尔元件 (7) 3.3霍尔元件的特点 (8) 四霍尔效应的应用 (8) (1)工程技术中的应用 (9) (2)日常生活中的应用 (10) (3)科学技术中的应用 (11) 五结语 (11) 六参考文献 (12)
霍尔效应的原理及应用 范博 (河南大学民生学院,河南开封,475004) 摘要 霍尔效应是电磁效应,这种现象是美国的物理学家霍尔于1879年在校读研期间将载流子的导体放入磁场中的做受力作用实验的时候发现的。实验中电流垂直在导体的外磁场并通过导体时,导体垂直磁场与电流两个方向的端面之间就会产生出一种电势差,产生的这种现象就是霍尔效应。在实在验中产生的电势差被名为霍尔电势差。 Principle and Application of Hall effect Abstract:Hall effect is a kind of electromagnetic effect,This phenomenon is caused by the American physicist A-H-Hall in 1879 when the carriers do during graduate conductors in a magnetic field by the force of the experimental findings.When the current is perpendicular to the external magnetic field and through the conductor, the conductor is perpendicular to the magnetic field and electric current produces electric potential difference between the two direction of end face, this phenomenon is called the hall effect. The electric potential difference caused by experiment have been called hall electric potential difference.
概况 一般的螺母在使用过程由于振动等其它原因会自行松脱,为防止这种现象,于是就发明了自锁螺母。自锁螺母它的功能主要是防松、抗振。用于特殊场合。其工作原理一般是靠一般的螺母在使用过程由于振动等其它原因会自行松脱,如振动,为防止这种现象,于是就发明了自锁螺母。自锁螺母它的功能主要是防松、抗振。用于特殊场合。其工作原理一般是靠摩擦力自锁。自锁螺母按功能分类的类型有嵌尼龙圈的、带颈收口的、加金属防松装置的。 它们都属于有效力矩型防松螺母(可以参阅GB/T3098.9-2002国家标准)。 原理 自锁螺母一般是靠摩擦力,其原理是通过压花齿压入钣金的预置孔里,一般方预置孔的孔径略小于压铆螺母。运用螺母与锁紧机构相连,当拧紧螺母时,锁紧机构锁住尺身,尺框不可自由移动,达到锁紧的目的;当松开螺母时,锁紧机构脱开尺身,尺框沿尺身移动。 国外品牌 船用和桥梁的高强度自锁螺母,它能把摩擦力转换为螺栓与槽螺母之间的膨胀力从而达到极佳的自锁效果。 紧固件 ESL螺母上部有两个狭槽,当螺母在螺栓上拧紧时,螺栓的螺纹将旋入螺母横断面的狭槽中,螺纹被螺母侧壁渐渐锁紧就达到了自锁的功能。精湛的生产工艺能够使锁紧元件的扭矩类型保持一致,产品一般应用于铁路铸造、轨道交通、传动系统、采矿设备、公路、军用、采油机械、汽车产业、公共设施、地铁、发动机、建筑机械、航天航空、钻孔设备、桥梁、发电机、农用机械、船舶工业、冶金设备、火车、压缩机、医疗机械、信号系统、风力发电。 其他系列
高强度自锁螺母 为自锁螺母的一个分类,具有强度高,可靠性强的一面。主要是引进欧洲技术作为前提,用于筑路机械、矿山机械、振动机械设备等,国内生产该类产品的厂家甚少。 尼龙自锁螺母 尼龙自锁螺母是一种新型高抗振防松紧固零件,能应用于温度-50~100℃的各种机械、电器产品中。宇航、 航空、坦克、矿山机械、汽车运输机械、农业机械、纺织机械、电器产品以及各类机械对尼龙自锁螺母的需求量剧增,这是因为它的抗振防松性能大大高于其他各种防松装置,而且振 动寿命要高几倍甚至几十倍。当前机械设备的事故有80%以上是由于紧固件的松动而造成的,特别在矿山机械中尤为严重,而使用尼龙自锁螺母就可以杜绝由于紧固件松脱所造成的 重大事故。
一、是非题 1、在单边带信号中插入强载波,可用包络检波法解调出基带信号。(对) 2、对于调频信号,也可以用其上边带或下边带传输信息。(错) 3、不管m(t)是什么信号,在m(t)cosωct的频谱中都没有离散谱fc.(错) 4、在数字通信中,若无码间串扰,则误码率为0。(错) 5、若宽带调频信号的基带信号最高频率增大一倍,则调频信号带宽也增大一倍。(错) 6、单极性数字信号的连0码时间越长,要求位同步器的同步保持时间也越长。(对) 7、只要无误码,则PCM接收机输出模拟信号中就无噪声(错)‘ 8、数字基带系统的频带利用率不可能大于2bit/(s.Hz)(错) 9、在频带利用率方面QPSK通信系统优于2PSK通信系统(对) 二、填空题 1、模拟通信系统中,可靠性最好的是(FM),有效性最好的是(SSB)。 2、在FM通信系统中,采用预加重和去加重技术的目的是(提高解调器输出信噪比)。 3、时分复用的话路数越多,信息速率(越大)。 4、在2ASK、2FSK、2PSK、2DPSK通信系统中,可靠性最好的是(2PSK),有效性最好的是(2ASK、2PSK) 5、均匀量化器的量化信噪比与编码位数的关系是(编码位数增加1位,量化信噪比增大6dB),非均匀量化器可以提高(小)信号的量化信噪比。 (式9.4.10) 信号量噪比:(S/N)dB=20lg M=20lg2N (N为编码位数) 编码位数增加一位,(S/N)dB=20lg M=20lg2(N+1)-20lg2N=20lg2=6dB 6、改善FM系统抗噪声性能的有效措施是(采用预加重技术和去加重技术) 7、若信息速率为Wbit/s,则2PSK、4PSK信号的谱零点带宽分别为()和()Hz PSK信号为双极性不归零码,对基带信号R B=1/Ts=fs=R b/log2M, B=fs= R b/log2M 对调制信号:带宽为B调=2B=2 R b/log2M=2W/ log2M 对2PSK:带宽为:2W 对4PSK:带宽为:2W/ log2M =2W/2=W 8、设基带系统使用了五抽头的预置式自动均衡器,则此系统冲激响应的抽样值等于0的个数最少为(4),不等于0的个数最少为(1) 8、通过眼图,可以观察到(码间串扰)和(噪声)的大小 9、调频信号20cos(2*108π+8cos400πt)的最大频偏为(1600)Hz,带宽为(3600)Hz P1 05:m f为最大相位偏移,由调频信号可知其最大相位偏移为8,m f=8, 调制信号的频率:f m=400π/2π=200 所以最在频偏Δf=m f×f m=8200=1600. B=2(m f+1)f m=3600Hz 10、当无信号时,加性噪声是否存在?(存在),乘性噪声是否还存在?(不存在) 11、设基带信号的最高频率为3.4kHz的语音信号,则AM信号带宽为(6.8kHz),SSB信号带宽为(3.4kHz),DSB信号带宽为(6.8kHz)。 12、设信息速率为1.2kbit/s,则2ASK信号和4DPSK信号的频谱过零点带宽分别为()和()。 PSK信号为双极性不归零码,对基带信号R B=1/Ts=fs=R b/log2M, B=fs= R b/log2M 对调制信号:带宽为B调=2B=2 R b/log2M=2W/ log2M 对2PSK:带宽为:2W 对4PSK:带宽为:2W/ log2M =2W/2=W
实验三齿轮范成原理及参数测定 一、目的: 1.掌握用范成法制造渐开线齿轮的基本原理,观察齿廓形成过程。 2.了解渐开线齿轮产生根切现象的原因和避免根切的方法。 3.分析比较标准齿轮和变位齿轮的异同点。 4.掌握用游标卡尺测定变位齿轮参数的方法。井熟悉变位齿轮上各个参数之间的关系。二、设备和工具 1.齿轮范成仪;2.剪刀、自备圆规、三角板、红兰铅笔、小刀、游标卡尺、齿轮模型三、齿轮范成原理和方法 范成法是利用一对齿轮互相啮合时其共轭齿廓互为包络线的原理来加工轮齿的。加工时其中一轮为刀具,另一轮为轮坯,它们保持固定的角速比传动,安全和一对真正的齿轮互相啮合传动一样,同时刀具沿轮坯的齿宽方向作切削运动,这样制得的齿轮的齿廓就是刀具刀刃在各个位置的包络线。若用渐开线作为刀具齿廓,则其包络线亦为渐开线。由于在实际加工时,看不到刀刃在各个位置形成包络线的过程,故通过齿轮范成仪来实现轮坯与刀具间的传动过程,并用铅笔将刀具刀刃的各个位置记录在绘图纸上,这样就清楚地观察到齿廓范成的过程。 齿轮范成仪所用刀具模型为齿条插刀,仪器构造如图: 圆盘1绕其芯轴0转动,在圆盘的后面装了一个齿轮与横拖板2上的齿条啮合传递运动,横拖板可以沿水平方向左右移动,通过齿条、齿轮的啮合带动圆盘转动,在横拖板上通过
螺钉固定了一个齿条刀具模型3,齿条插刀的参数是:压力角a=20·;齿顶高 系数h*a=1;径向间隙系数C*=0.25;模数:m=lOmm。 四、范成法实验步骤 1.将图纸剪成与圆盘1大小相等的圆形图纸,再将圆形图纸中心剪出一圆洞,然后将带有圆洞的圆形图纸套在芯轴上,将压板螺母5旋紧压紧图纸。 2.三等分圆形图纸,把图纸划分为三个相等的区域,根据已知的刀具基本参数α、m、* h、C*和被加工齿轮的齿数Z(标准齿轮Z=17;负变位齿轮Z=17;正变位齿轮Z=17)。将 a 被加工的标准齿轮的基圆、齿根圆、齿顶圆及分度圆求出画在图纸的相应区域内,井将有关数据填在实验报告有关栏目内。 3.将代表轮坯的圆形图纸压在范成仪上,将代表标准齿轮的“轮坯”旋人工作位置,调节刀具中线,使其与被加工齿轮的分度圆相切。 4.开始“切制”齿廊,此时可先移动横拖板,将刀具推至范成仪的一端,使齿条刀具的齿廓退出“轮坯”的齿顶圆,然后开始向另一端缓慢移动。当齿条刀具“切人”轮坯时,每移动一个不大的距离,即在代表轮坯的图纸上用铅笔沿刀具轮齿描下其位置,此时应注意铅笔的落笔方向必须始终保持一致,描好一次后,再移动一个距离,重复上述工作,直至横拖板移向另一端,图纸上形成一至二个完整的轮齿齿形为止,描画的过程中应注意齿廓形成过程。 5.范成仪“切制”正、负变位齿轮时,其变位系数均取X=0.5(即:正变位取X=+0,5,负变位取X=—0.5),按变位齿轮几何尺寸计算公式重新计算上述四个圆(分度圆、齿顶圆、齿根圆、基圆),井将它们画在图纸相应位置上,重新调整刀具,即调节螺钉4,使刀具中心线对准与分度圆相切的位置,然后按正、负变位的不同要求向前或向后平行移动刀具,对好刀后,再用与切制标准齿轮的同样方式移动横拖板,加工变位齿轮。 五、齿轮参数测定的原理与步骤 h、分度 1、说明一渐开线直齿圆柱齿轮的基本参数有:齿数Z、模数m、齿顶高系数* a 圆压力角α和变位系数)X等。而这些参数则可通过用游标卡尺测得的数据计算出来的。 2、基圆周节Pb和基圃齿厚Sb的测定: 先用游标卡尺的一对卡脚卡住k个齿,如图1所示k=2。使两个卡脚切于齿廓的工作
霍尔效应与应用设计 摘要:随着半导体物理学的迅速发展,霍尔系数和电导率的测量已成为研究半导体材料的主要方法之一。本文主要通过实验测量半导体材料的霍尔系数和电导率可以判断材料的导电类型、载流子浓度、载流子迁移率等主要参数。 关键词:霍尔系数,电导率,载流子浓度。 一.引言 【实验背景】 置于磁场中的载流体,如果电流方向与磁场垂直,则在垂直于电流和磁场的方向会产生一附加的横向电场,称为霍尔效应。 如今,霍尔效应不但是测定半导体材料电学参数的主要手段,而且随着电子技术的发展,利用该效应制成的霍尔器件,由于结构简单、频率响应宽(高达10GHz )、寿命长、可靠性高等优点,已广泛用于非电量测量、自动控制和信息处理等方面。 【实验目的】 1. 通过实验掌握霍尔效应基本原理,了解霍尔元件的基本结构; 2. 学会测量半导体材料的霍尔系数、电导率、迁移率等参数的实验方法和技术; 3. 学会用“对称测量法”消除副效应所产生的系统误差的实验方法。 4. 学习利用霍尔效应测量磁感应强度B 及磁场分布。 二、实验内容与数据处理 【实验原理】 一、霍尔效应原理 霍尔效应从本质上讲是运动的带电粒子在磁场中受洛仑兹力作用而引起的偏转。当带电粒子(电子或空穴)被约束在固体材料中,这种偏转就导致在垂直电流和磁场的方向上产生正负电荷的聚积,从而形成附加的横向电场。如图1所示。当载流子所受的横电场力与洛仑兹力相等时,样品两侧电荷的积累就达到平衡,故有 B e eE H v = 其中E H 称为霍尔电场,v 是载流子在电流方向上的平均漂移速度。设试样的宽度为b , ? a
厚度为d ,载流子浓度为n ,则 bd ne t lbde n t q I S v =??=??= d B I R d B I ne b E V S H S H H =?= ?=1 比例系数R H =1/ne 称为霍尔系数。 1. 由R H 的符号(或霍尔电压的正负)判断样品的导电类型。 2. 由R H 求载流子浓度n ,即 e R n H ?= 1 (4) 3. 结合电导率的测量,求载流子的迁移率μ。 电导率σ与载流子浓度n 以及迁移率μ之间有如下关系 μσne = (5) 即σμ?=H R ,测出σ值即可求μ。 电导率σ可以通过在零磁场下,测量B 、C 电极间的电位差为V BC ,由下式求得σ。 S L V I BC BC s ?= σ(6) 二、实验中的副效应及其消除方法: 在产生霍尔效应的同时,因伴随着多种副效应,以致实验测得的霍尔电极A 、A′之间的电压为V H 与各副效应电压的叠加值,因此必须设法消除。 (1)不等势电压降V 0 如图2所示,由于测量霍尔电压的A 、A′两电极不可能绝对对称地焊在霍尔片的两侧,位置不在一个理想的等势面上,Vo 可以通过改变Is 的方向予以消除。 (2)爱廷豪森效应—热电效应引起的附加电压V E 构成电流的载流子速度不同,又因速度大的载流子的能量大,所以速度大的粒子聚集的一侧温度高于另一侧。电极和半导体之间形成温差电偶,这一温差产生温差电动势V E ,如果采用交流电,则由于交流变化快使得爱延好森效应来不及建立,可以减小测量误差。 (3)能斯托效应—热磁效应直接引起的附加电压V N
定义 有些机械,就其机构情况分析是可以运动的,但 由于摩擦的存在,却会出现无论驱动力如何增大,也 无法使其运动的现象,这种现象称为机械的自锁。 机械的自锁的实质是作用力在构件上的驱动力的 有效分力总是小于由其所引起的同方向上的最大摩擦 力。 如图所示构件1在构件2上,作用于构件1上的外力为 F,其与接触面法线之间夹角为β。若两构件之间的摩 擦系数为f,则有f=tgφ. 由外力F而产生的摩擦阻力为 F f21=fFcosβ=Fcosβtgφ F在水平方向上的分力为:Fsinβ 当 Fsinβ≤ 4) 根据自锁的实质来确定,即根据作用在构件上的驱动力的有效分力总是小于或等于由其所引起的同方向上的最大摩擦力来确定。 例题 图示为一焊接用楔形夹具,利用这个夹具把要焊接的 工件1和1'预先夹妥,以便焊接。图中2为夹具,3 为楔块,若已知各接触面间的摩擦系数均为f,试确定 此夹具的自锁条件。 此题是判定机构的自锁条件,下面选用多种方法求解。 一填空题(每空1 分,共20 分) 1:调制信道根据信道传输函数的时变特性不同,可分为()和()两类。 2:信道容量是指() 3: 扩频的主要方式有()和()。 4:随机过程的数字特征主要有:(),()和()。 5:稳随机过程的自相关函数与其功率谱密度是()变换关系。 6:平稳随机过程自相关函数与()有关。 7:随参信道的传输媒质的三个特点分别为()、()和()。8:消息中所含信息量I与出现该消息的概率P(X)的关系式为(),常用的单位为()。 9:卷积码的译码方法有两类:一类是(),另一类是()。 10:模拟信号是利用()、()和()来实现其数字传输的。 二简答题(每题5 分,共25 分) 1、抗衰落技术有哪些。 2、按传输信号的复用方式,通信系统如何分类? 3、随参信道对所传信号有何影响?如何改善? 4、什么是复用技术?主要类型有哪些?复用与多址技术二者有何异同? 5、在模拟信号数字传输中,为什么要对模拟信号进行抽样、量化和编码? 三画图题(每题5 分,共5 分) 已知信息代码为:1 0 0 0 0 0 0 0 0 1 1 1 0 0 1 0 0 0 0 1 0,请就AMI码、HDB3码、Manchester码三种情形, (1)给出编码结果; (2)画出编码后的波形; 四计算题(每题10 分,共50 分) 1、现有一振幅调制信号,其中调制信号的频率f m=5KHz,载频f c=100KHz,常数A=15。 (1)请问此已调信号能否用包络检波器解调,说明其理由; (2)请画出它的解调框图; (3)请画出从该接收信号提取载波分量的框图。 2、下图中示出了一些基带传输系统的总体传输特性,若要以2000波特的码元速率传输,请问哪个满足抽样点无码间干扰的条件? 通信原理试卷一 1、如果系统满足理想低通传输特性,则频带利用率可以达到: a、1B/Hz b、1bit/Hz c、2B/Hz d、2bit/Hz 2、一个均值为零的平稳高斯窄带噪声,它的包络一维分布服从 a、高斯分布 b、均匀分布 c、瑞利分布 d、莱斯分布 3、模拟信号解调的“门限效应”有可能出现在_________信号的解调中: a、DSB b、AM c、PM d、SSB 4、发端发送纠错码,收端译码器自动发现并纠正错误,传输方式为单向传输,这种差错控制的工作方式被称为: a、FEC b、ARQ c、IF d、HEC 5、在“0”、“1”等概率出现情况下,以下哪种码能够直接提取位同步信号: a、单极性不归零码 b、双极性归零码 c、单极性归零码 d、双极性不归零码 6、无码间串扰的基带系统传输双极性信号时,误码率与信噪功率比ρ的关系为 a 、 b 、 c 、 d 、 7、平稳随机过程协方差函数C(τ)与自相关函数R(τ)与均值m的关系为: a 、 b 、 c 、 d 、 8、以奈奎斯特速率进行抽样得到的以下抽样信号,仅用理想低通滤波器不可能将原始信号恢复出来的就是。 a、自然抽样 b、曲顶抽样 c、理想抽样 d、平顶抽样 9、由发送端发送专门的同步信息,接收端把这个专门的同步信息检测出来作为同步信号的方法,被称为: a、外同步法 b、自同步法 c、位同步法 d、群同步法 10、连贯式插入法中的群同步保护,在维持态时通常要求: a、判决门限提高,漏同步概率提高 b、判决门限降低,漏同步概率提高 c、判决门限提高,漏同步概率降低 d、判决门限降低,漏同步概率降低 11、设x(t)为调制信号,调相波的表示式为:,则PM调制方式的瞬时角频率偏差为: a 、 b 、 c 、 d 、 12、码长n=7的汉明码,监督位应就是: a、2位 b、3位 c、4位 d、5位 13、如果在已知发送独立的符号中,符号“E”出现的概率为0、125,则符号“E”所包含的信息量为: a、1bit b、2 bit c、3 bit d、4 bit 一、实验名称: 霍尔效应原理及其应用 二、实验目的: 1、了解霍尔效应产生原理; 2、测量霍尔元件的H s V I -、H m V I -曲线,了解霍尔电压H V 与霍尔元件工作电流s I 、直 螺线管的励磁电流 m I 间的关系; 3、学习用霍尔元件测量磁感应强度的原理和方法,测量长直螺旋管轴向磁感应强度B 及分布; 4、学习用对称交换测量法(异号法)消除负效应产生的系统误差。 三、仪器用具:YX-04型霍尔效应实验仪(仪器资产编号) 四、实验原理: 1、霍尔效应现象及物理解释 霍尔效应从本质上讲是运动的带电粒子在磁场中受洛仑兹力 B f 作用而引起的偏转。 当带电 粒子(电子或空穴)被约束在固体材料中,这种偏转就导致在垂直于电流和磁场的方向上产生正负电荷的聚积,从而形成附加的横向电场。对于图1所示。 半导体样品,若在x方向通以电流s I ,在z方向加磁场B ,则在y方向即样品A、A′电 极两侧就开始聚积异号电荷而产生相应的电场H E ,电场的指向取决于样品的导电类型。显然, 当载流子所受的横向电场力 E B f f <时电荷不断聚积,电场不断加强,直到 E B f f =样品两侧电 荷的积累就达到平衡,即样品A、A′间形成了稳定的电势差(霍尔电压) H V 。 设 H E 为霍尔电场,v 是载流子在电流方向上的平均漂移速度; 样品的宽度为b ,厚度为d , 载流子浓度为n ,则有: s I nevbd = (1-1) 因为 E H f eE =,B f evB =,又根据E B f f =,则 1s s H H H I B I B V E b R ne d d =?= ?= (1-2) 其中 1/()H R ne =称为霍尔系数,是反映材料霍尔效应强弱的重要参数。只要测出H V 、B 以及知道s I 和d ,可按下式计算3 (/)H R m c : H H s V d R I B = (1-3) B I U K S H H /= (1—4) H K 为霍尔元件灵敏度。根据RH 可进一步确定以下参数。 (1)由 H V 的符号(霍尔电压的正负)判断样品的导电类型。判别的方法是按图1所示的 s I 和B 的方向(即测量中的+ s I ,+B ),若测得的 H V <0(即A′的电位低于A的电位), 则样品属N型,反之为P型。 (2)由 H V 求载流子浓度n ,即 1/() H n K ed =。应该指出,这个关系式是假定所有载流 子都具有相同的漂移速度得到的。严格一点,考虑载流子的速度统计分布,需引入3/8π的修正因子(可参阅黄昆、谢希德著《半导体物理学》)。 (3)结合电导率的测量,求载流子的迁移率μ。电导率σ与载流子浓度n 以及迁移率μ之间有如下关系: 一、范成法生成齿廓的原理 范成法加工齿轮是利用一对齿轮互相啮合时,其齿廓互为包络线的原理加工齿轮的一 种方法。在用范成法加工齿轮时,齿条刀作切削运动,同时又和轮坯作范成运动,相当于齿 条和齿轮的啮合运动。整个加工过程,齿轮轮坯的节圆与齿条刀的节线相切,并始终作纯滚 动,即齿条刀节线在齿轮节圆上滚过的长度等于齿轮节圆上被滚过的圆弧长度,齿条刀直线 齿廓的运动轨迹形成的包络线即为齿轮齿廓。根据相对运动原理,我们可以假设齿轮固定不 动,那么范成运动就可以看成是齿条刀以一定角速度ω绕齿轮圆心O 的转动和以一定速度V 沿其节线方向的移动的合成。由此,我们想到用Pro/E 中的阵列等命令来模拟范成法创建齿 轮齿廓。 二、用Pro/E 模拟范成法创建渐开线齿廓的步骤 1、 点击Pro/E 界面中的拉伸按钮 ,在草绘中用命令绘制齿轮的分度圆,其半 径为R 。 2、点击基准轴创建按钮 ,经过第1步建立的圆柱面创建基准轴。 3、点击草绘工具按钮,绘制一个与被加工齿轮相同模数和压力角的标准齿条刀。要求齿条刀分度圆与齿轮的分度线相切,如图1所示。 图1 4、点击拉伸按钮 ,再点击去除材料按钮,选用第3步所建立的齿条截面来去 除材料。 5、将第3步和第4步建立的特征成组。 6、选择第5步建立的组,点击复制按钮,再点击选择性粘贴按钮,勾选“对 副本应用移动/旋转变换(A)”,确定后点击变换,再在移动列表中创建一个旋转和一个移动。 旋转的参考选用第2步建立轴,值为θ(单位为弧度)。移动的参考选用第3步建立的齿条 的最上一段(图2中的粗线部分),其移动的值为R*θ。 图2 7、选择第6步建立的移动复制特征,点击阵列按钮,再点击尺寸,在方向1栏中 大学物理实验报告霍尔效应 一、实验名称:霍尔效应原理及其应用二、实验目的:1、了解霍尔效应产生原理;2、测量霍尔元件的、曲线,了解霍尔电压与霍尔元件工作电流、直螺线管的励磁电流间的关系;3、学习用霍尔元件测量磁感应强度的原理和方法,测量长直螺旋管轴向磁感应强度及分布;4、学习用对称交换测量法(异号法)消除负效应产生的系统误差。 三、仪器用具:YX-04 型霍尔效应实验仪(仪器资产编号)四、实验原理:1、霍尔效应现象及物理解释霍尔效应从本质上讲是运动的带电粒子在磁场中受洛仑兹力作用而引起的偏转。当带电粒子(电子或空穴)被约束在固体材料中,这种偏转就导致在垂直于电流和磁场的方向上产生正负电荷的聚积,从而形成附加的横向电场。对于图1 所示。半导体样品,若在x 方向通以电流,在z 方向加磁场,则在y 方向即样品A、A′电极两侧就开始聚积异号电荷而产生相应的电场,电场的指向取决于样品的导电类型。显然,当载流子所受的横向电场力时电荷不断聚积,电场不断加强,直到样品两侧电荷的积累就达到平衡,即样品A、A′间形成了稳定的电势差(霍尔电压)。设为霍尔电场,是载流子在电流方向上的平均漂移速度;样品的宽度为,厚度为,载流子浓度为,则有:(1-1) 因为,,又根据,则(1-2)其中称为霍尔系数,是反映材料霍尔效应强弱的重要参数。只要测出、以及知道和,可按下式计算:(1-3)(1-4)为霍尔元件灵敏度。 根据RH 可进一步确定以下参数。(1)由的符号(霍尔电压的正负)判断样品的导电类型。判别的方法是按图1 所示的和的方向(即测量中的+,+),若测得的 <0(即A′的电位低于A 的电位),则样品属N 型,反之为P 型。(2)由求载流子浓度,即。应该指出,这个关系式是假定所有载流子都具有相同的漂移速度得到的。严格一点,考虑载流子的速度统计分布,需引入的修正因子(可参阅黄昆、谢希德著《半导体物理学》)。(3)结合电导率的测量,求载流子的迁移率。电导率与载流子浓度以及迁移率之间有如下关系:(1-5)2、霍尔效应中的副效应及其消除方法上述推导是从理想情况出发的,实际情况要复杂得多。产生上述霍尔效应的同时还伴随产生四种副效应,使的测量产生系统误差,如图 2 所示。 (1)厄廷好森效应引起的电势差。由于电子实际上并非以同一速度v 沿y 轴负向运动,速度大的电子回转半径大,能较快地到达接点3 的侧面,从而导致3 侧面较4 侧面集中较多能量高的电子,结果3、4 侧面出现温差,产生温差电动势。 可以证明。的正负与和的方向有关。(2)能斯特效应引起的电势差。焊点1、2 间接触电阻可能不同,通电发热程度不同,故1、2 两点间温度可能不同,于是引起热扩散电流。与霍尔效应类似,该热扩散电流也会在 3、4 点间形成电势差。 若只考虑接触电阻的差异,则的方向仅与磁场的方向有关。(3)里纪-勒杜克效应产生的电势差。上述热扩散电流的载流子由于速度不同,根据厄廷好森效应同样的理由,又会在3、4 点间形成温差电动势。的正负仅与的方向有关,而与的方向无关。(4)不等电势效应引起的电势差。由于制造上的困难及材料的不均匀性,3、4 两点实际上不可能在同一等势面上,只要有电流沿x 方向流过,即使没有磁场,3、4 两点间也会出现电势差。的正负只与电流的方向有关,而与的方向无关。综上所述,在确定的磁场和电流下,实际测出的电压是霍尔 通信原理试卷 一 填空题:(每个空0.5分,共15分) 1. 通信系统按调制方式可分 和 ;按信号特征可分为 和 。 2. 若线形系统的输入过程()t i ξ是高斯型的,则输出()t o ξ是 型的。 3. 若系统功率传输函数为()ωH ,则系统输出功率谱密度()() ωξO P 与输入功率谱 密度()() ωξI P 关系为 4. 随参信道的传输媒质的三个特点分别为 、 、 。 5. 根据乘性干扰对信道的影响,可把调制信道分为 和 两大类。 6. 随参信道中的多经传播对信号传输的影响有: 、 、 。 7. 常见的随机噪声可分为 、 和 三类。 8. 数字基带信号()t S 的功率谱密度()ωS P 可能包括两部分即 和 。 9. 二进制振幅键控信号的产生方法有两种,分别为 和 。 10. 模拟信号是利用 、 和 来实现其数字传输的。 11. 模拟信号数字传输系统的主要功能模块是 、 和 。 12. 设一分组码(110110);则它的码长是 ,码重是 ,该分组码与另一 分组码(100011)的码距是 。 二 判断题:(正确划“×”,错误划“√”;每题0.5分,共5分) 1. 码元传输速率与信息传输速率在数值上是相等的。( ) 2. 设随机过程()t X 与()t Y 独立,则()()()t Y t X t Z =的一维概率密度 ()()()t y f t x f t z f y x z ;;;=。( ) 3. 平稳随机过程的自相关函数具有任意的形状。( ) 4. 白噪声是根据其概率密度函数的特点定义的。( ) 5. 窄带高斯随机过程的包络和相位过程是两个相互独立的随机过程。( ) 6. 对于受到高斯白噪声干扰的连续信道, B 与N S 可以互换。( ) 7. 对于数字基带信号()t S 的功率谱密度的连续谱部分总是存在的,而离散谱可有可无。( ) 8. 对于受到高斯白噪声干扰的连续信道,若增加信道带宽B ,则信道容量C 无 限制地增加。( ) 9. 小信噪比时,调频系统抗噪声性能将比调幅系统优越,且其优越程度将随传 输带宽的增加而增加。( ) 10. 一种编码的检错和纠错能力与该编码的最小码距的大小有直接关系。( ) 实验5 齿轮范成原理实验 在工程中,齿轮齿廓的制造方法很多。其中以用范成法制造最为普遍,因此,有必要对这种方法的基本原理和形成过程加以研究。 一、实验目的 1. 掌握用范成法制造渐开线齿轮的基本原理。 2. 了解渐开线齿轮产生根切现象的原因和避免根切的方法。 3. 分析比较标准齿轮和变位齿轮的异同点。 二、设备和工具 齿轮范成仪、圆规、三角板、剪刀、圆珠笔。 齿轮范成仪所用的模型为齿条插刀,齿轮范成仪仪器结构如图5-1所示:半圆盘1、绕其固定的轴心0转动,在圆盘的周缘刻有凹槽,凹槽内绕有钢丝2、钢丝绕在凹槽内以后,其中心线形成的园应等于被加工齿轮的分度园。两根钢丝分别固定在半圆盘及拖板侧面的a 、b 、c 、d 处。纵拖板3可在机架4上沿水平方向左右移动,同时钢丝2带动半圆盘相应地向左或右转动,形成齿条和齿轮的啮合运动。在横拖板5上装有齿条刀具6,转动螺杆8可使相对横拖板5沿垂直方向移动,从而可调节刀具中线至轮坯中心的距离。 1— 半圆盘 2—钢丝 3—纵拖板 4—机架 5—横拖板 6—齿条刀具 7—压环 8—螺杆 图5-1 齿轮范成仪 三、实验原理 范成法是利用一对齿轮互相啮合时共轭齿廓互为包络线的原理来加工齿轮的,加工时,其中一轮为刀具,另一轮为齿坯,它们仍保持固定的角速比传动,完全和一对真正的齿轮互相啮合传动一样;同时刀具还沿轮坯的轴向作切削运动,这样所制作的齿轮的齿廓就是刀具刀刃在各个位置的包络线。若用渐开线作为刀具齿廓,则其包络线亦为渐开线。由于在实际加工时看不到各个位置形成的包络线的过程,故通过齿轮范成仪来实现轮坯于刀具之间的传动过程,并用笔将加工齿轮工程中,刀具刀刃的各个位置绘制在纸上,这样我们就能清楚地观察到齿轮范成的过程。 在切制标准齿轮时,将刀具中线调节至与被加工齿轮分度园相切的位置(或者使刀具的齿顶与齿轮的齿根相切);当切制变位齿轮时,应重新调整刀具中线的位置,使刀具中线与齿轮的分度园之间的距离为变位量xm 的值,这样切出的齿轮就是变位齿轮。齿条插刀的参数为:压力角 α=20°,模数m =25mm ,则加工齿轮的齿数为z = 25 200=8,而加工齿轮时,当h * a =1 α=20°,避免根切的最小齿数为,z m in =17,变位系数x 应满足如下关系:x ≥h * a min min z z z -=17 8 171-?=0.53,则xm ≥13.25mm 。齿条的径向移动距1 3 2 4 6 5 7 b 一、 目的: 1.霍尔效应原理及霍尔元件有关参数的含义和作用 2.测绘霍尔元件的V H —Is ,V H —I M 曲线,了解霍尔电势差V H 与霍尔元件工作电流Is ,磁场应强度B 及励磁电流IM 之间的关系。 3.学习利用霍尔效应测量磁感应强度B 及磁场分布。 4.学习用“对称交换测量法”消除负效应产生的系统误差。 二、 器材: 1、实验仪: (1)电磁铁。 (2)样品和样品架。 (3)Is 和I M 换向开关及V H 、V ó 切换开关。 2、测试仪: (1)两组恒流源。 (2)直流数字电压表。 三、 原理: 霍尔效应从本质上讲是运动的带电粒子在磁场中受洛仑兹力作用而引起的偏转。当带电粒子(电子或空穴)被约束在固体材料中,这种偏转就导致在垂直电流和磁场方向上产生正负电荷的聚积,从而形成附加的横向电场,即霍尔电场H E 。如图15-1所示的半导体试样,若在X 方向通以电流S I ,在Z 方向加磁场B ,则在Y 方向即试样 A-A / 电极两侧就开始聚集异号电荷而产生相应的附加电场。电场的指向取决于试样的导电类型。对图所示的N 型试样,霍尔电场逆Y 方向,(b )的P 型试样则沿Y 方向。即有 ) (P 0)() (N 0)(型型?>?通信原理试题A及答案
通信原理十套试卷及答案
霍尔效应实验仪原理及其应用
范成法加工齿轮
大学物理实验报告霍尔效应
2020年《通信原理》试卷及答案
齿轮范成原理 - 机械设计
霍尔效应的应用实验报告
相关主题
文本预览