大型粉煤灰钢板库的均化及出料工艺原理
1大型粉煤灰钢板库的卸出料工艺原理
1.1结构组成
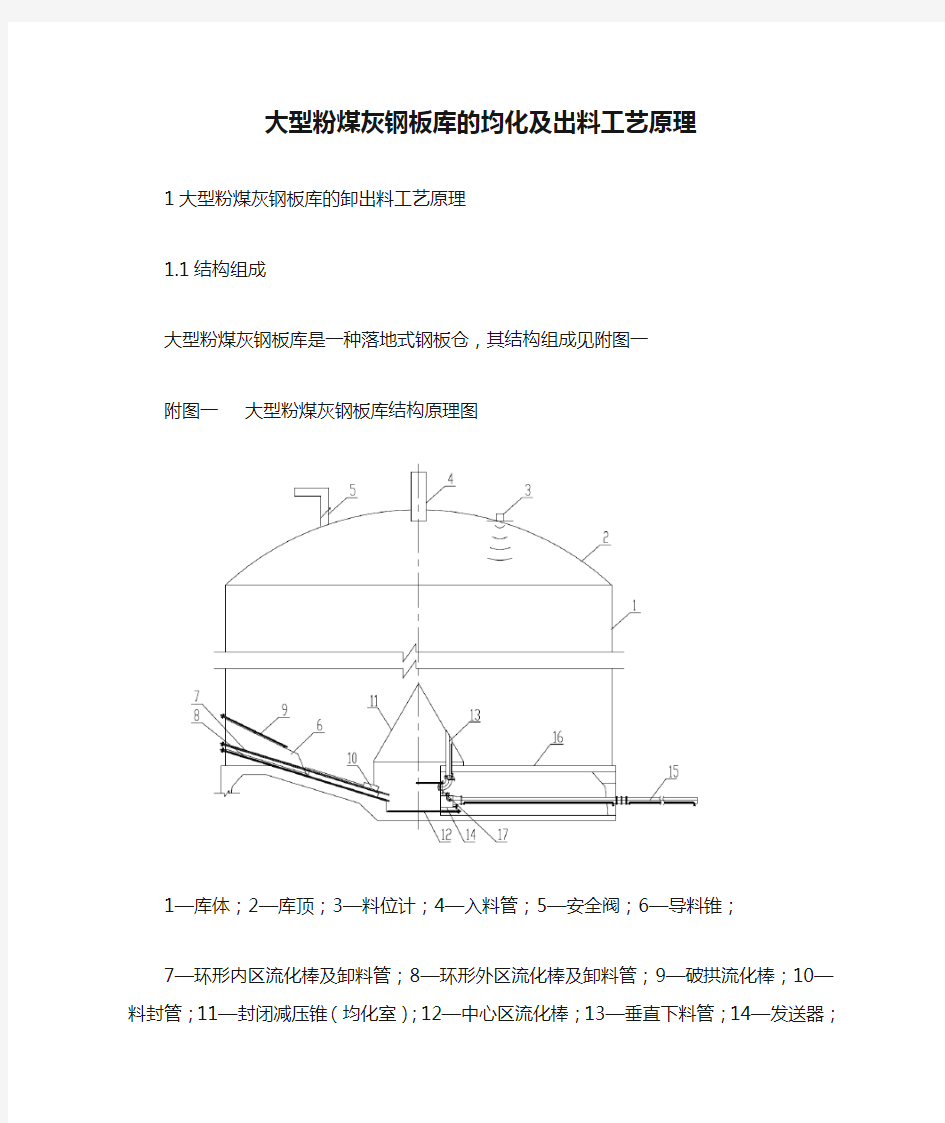
大型粉煤灰钢板库是一种落地式钢板仓,其结构组成见附图一
附图一大型粉煤灰钢板库结构原理图
1—库体;2—库顶;3—料位计;4—入料管;5—安全阀;6—导料锥;
7—环形内区流化棒及卸料管;8—环形外区流化棒及卸料管;9—破拱流化棒;10—料封管;11—封闭减压锥(均化室);12—中心区流化棒;13—垂直下料管;14—发送器;15—出料管道;16—廊道;17—人孔及观察孔。
1.2出料原理
在大型粉煤灰储库底部中心建有一锥形封闭减压锥,在减压锥底部配置物料活化气力装置(带料可抽出流化棒),侧板配置物料发送器,顶部配置垂直卸料管。库底板与水平面程17°的卸料倾角,根据库体直径不同可分为50个以上的充气区。卸料充气区分外环充气区和内环充气区,并在外区两相邻导料槽间设置导料锥,构成V型卸料单元。当轮流向某一充气区送入罗茨风机气体时,该区物料呈流态化,并通过导料管流入中心区减压锥中,进入减压锥的物料经充气搅拌成为活化物料,具有较好的流动性,经发送器的集料、射流作用,进入输送管道内,完成钢板库的出料。
1.3 大型粉煤灰储库的出库输送工艺方式
用斜槽或气力输送管道将物料送入提升机,再经斜槽送入汽车散装库或配料仓。
附图二:
1--入库送灰管道、2—库顶收尘器、3—大型钢板仓、4—提升机收尘器、5—出库提升机、6—散装仓收尘器、7—散装仓、8—汽车散装机、
2 本工程说明
2.1设计原则
拟建设一座储量为7万立米的大型粉煤灰钢板储存库,为冬季综合利用少的时候储存成品细灰使用。
2.1.1 物料特性。
物料名称:粉煤灰
物料温度:≤170℃
计算容积时,飞灰堆积密度按0.75t/m3
计算荷重时,飞灰堆积密度按1.4t/m3
2.1.2 钢储灰库安装地点:露天布置
2.1.3 设备技术数据
型式:平底圆柱形,库壁采用钢板焊接而成。
数量:1台
灰库内径:48 m
有效容积:70000 m3
有效储量:50000 万吨
仓底标高:±0.00 m
钢筒直段高:≥38.5 m
2.2 工艺流程
本期在电厂原灰库下设置气力除灰系统1套,系统设计出力50 t/h。原灰库下设置2个排灰口,每个出口下面设1套气力输送器,飞灰通过管道输送至大型钢板库。正压气力输送系统输灰阀门采用进口阀门,管道弯头采用陶瓷复合耐磨材质,直管段采用普通厚壁钢管。除灰系统输送及控制用压缩空气由全厂集中空压机站提供,设有1台储气罐。
细灰在钢板库底部通过特有的卸料、出料装置输送至斗式提升机入口,经斗士提升机提升至
散装库顶部,再通过空气斜槽送入散装库内。
在散装库底部安装2台汽车散装机,再通过密封罐车运送至综合利用用户。
运灰用密封罐车由电厂采购,统一管理和维护。
关键词:钢板仓,钢板库,大型钢板仓,大型钢板库,钢板筒仓,钢板仓设备,螺旋仓,粮仓,粉煤灰钢板仓,装配仓,水泥仓,熟料钢板仓,气化管、充气箱;清库、水泥库清灰、水泥库清库、水泥罐清灰、水泥厂清灰、水泥厂清库、清库清灰、灰库清灰、、清水泥库、清粉煤灰库、清熟料库、清生料均化库、清矿渣粉库、清钢板库、清电石渣库,改造水泥库均化出料系统。
相关阅读:德通钢板仓、水泥库清库改造、德通钢材商贸
中国海洋大学本科生课程大纲 课程属性:公共基础/通识教育/学科基础/专业知识/工作技能,课程性质:必修、选修 一、课程介绍 1.课程描述: 晶体材料制备原理与技术是综合应用物理、化学、物理化学、晶体化学、材料测试与表征等先修课程所学知识的应用型专业课程,主要讲授晶体材料制备过程的基本原理和典型的晶体材料制备技术,为学生从事晶体材料制备工作提供理论基础和技术基础。 2.设计思路: 晶体材料是高新技术不可或缺的重要材料,晶体材料制备是材料科学与工程专业相关的重要生产领域。作为一门以拓展学生知识面为目的的选修课程,本课程分为三大部分:首先介绍典型的晶体材料制备方法和技术,通过课下查阅资料和课堂讨论加深学生对常见方法和技术的理解。此部分教师讲解和学生课堂讨论并重。然后介绍晶体材料制备过程中的一般原理,此部分主要由教师进行课堂讲授。最后,由学生自主查阅晶体材料制备最新文献,了解晶体材料制备技术最新进展,通过课下研读、课上汇报、讨论、教师点评等教学活动,加深学生对本课程中所学知识的理解及相关知识的综合运用。 - 3 -
3. 课程与其他课程的关系: 晶体材料制备原理与技术是综合应用物理、化学、物理化学、晶体化学、材料测试与表征等先修课程所学知识的应用型专业课程,是材料制备与合成工艺课程相关内容的细化和深入。 二、课程目标 本课程的目标是拓宽材料科学与工程专业学生的知识面,掌握晶体材料制备一般原理,了解晶体材料制备常见技术,加深对物理、化学、晶体化学以及材料表征等先修课程知识的理解,加强文献检索能力,学会分析晶体材料制备中遇到的问题,提高解决生产问题的能力,为毕业后从事晶体材料制备等生产和研究工作打下基础。 三、学习要求 晶体材料制备原理与技术是一门综合了物理、化学、物理化学、晶体化学、材料测试与表征等多学科知识的综合性课程。为达到良好的学习效果,要求学生:及时复习先修课程相关内容,按时上课,上课认真听讲,积极查阅资料,积极参与课堂讨论。本课程将包含较多的资料查阅、汇报、讨论等课堂活动。 四、教学进度 - 3 -
一、主题内容与适用范围 本守则规定了锅炉用钢材坯料划线、下料的有关技术要求。 本守则适用于锅炉钢材坯料划线、下料。 2、总则 2.1用于制造锅炉的主要钢材,必须有明确的牌号、质量保证书、炉批号。并按JB/T3375标准验收合格,未经复验及复验不合格的不准使用。 2.2用于制造锅炉的钢材应符合设计图样的要求,材料代用应按规定程序审批。2.3用于制造锅炉的钢材必须平直,如有弯曲、凹凸不平应先行矫正,达到下料要求。 2.4用于受压元件的钢材,其表面的凹陷、疤痕,当其深度为0.5~1mm时,应修磨成圆滑过度;当其深度超过1mm时,应补焊修磨,经表面无损检测,合格后方可使用。 3、操作人员 3.1操作人员应熟悉图样、技术要求及工艺要求 3.2操作人员应检查钢材的牌号、规格是否符合有关标准、图样和工艺要求,并检查钢材的钢印(或标记)是否齐全,材料代用必须具备完整的材料代用手续。 3.3各种设备操作人员必须持合格证上岗,禁止无证者使用设备,按JB/T4308-1999《锅炉产品钢印及标记移植规定》的要求在坯料和余料上进行钢印(或标记)的移植,无标记移植的不得流入下道工序。 3.4量、检具须经鉴定合格,工装设备不得随意拆卸和更改。 3.5操作人员要按有关文件的规定,认真做好现场管理工作,对工件和工具应备有相应的工位器具,整齐的放置在指定地点,防止碰损、锈蚀。 4、划线 4.1准备 4.1.1准备好划线是所用各种工具和量具,如划规、地规、样冲、划针、手锤、粉线、钢尺、角度尺等。 4.1.2对于批量较大的零件,须制作适用的样板,样板本身尺寸的正确性,应经检验部门的认可,并进行定期检查。 4.2一般规定 4.2.1应按设计图样、工艺文件在钢板上以1:1实样进行划线。 4.2.2端面不规则的板材,管材及型材等材料划线时,必须将不规则部分让出。
1 适用围 1.1 本守则规定了压力容器受压元件下料的通用技术要求。本工艺守则规定了下料工序的操作要点、质量要求和控制的主要容。 1.2 本守则适用于压力容器制造零部件的下料工序。 2 引用标准 《压力容器安全技术监察规程》 GB150-98《钢制压力容器》(第1、2号修改单) GB151-99《管壳式换热器》(第1号修改单) 公司《质量手册》及相关程序文件、管理制度 3 材料 3.1压力容器用材料的质量及规格应符合《压力容器安全技术监察规程》、GB150-2011《钢制压力容器》、GB151-2012《管壳式换热器》及相应国家标准、行业标准的规定。 3.2 制造压力容器受压元件的材料必须具有材料生产单位按照相应标准规定提供的质量证明书(原件)。质量证明书的容必须齐全、完整,并应有材料生产单位质量检验部门盖章确认。如质量证明书为材料生产单位出具的复印件,应由材料销售单位在质量证明书的复印件中加盖销售单位质量检验章和经办人章。 3.3 购进的压力容器受压元件用材,应有明显清晰的标志,且和质量证明书一致,图样及相关标准要求复验及对质量证明书中的某项性能有怀疑时均需复验,没有完成的材料检验,未经材料责任师签署验收
入库单的材料不得进入下料现场。 3.4 投入下料现场的材料未种植本单位材料代号标识及检查员见证标识,不允许进行划线下料。 3.5 主要受压元件用材必须进行标记的种植,且应经材料检查员确认。在使用中始终保留有标识,当制造中需要使用时,应进行标记的移植,并有材料检验员的确认标记。主要受压元件包括:压力容器中筒体,封头(端盖),人孔盖、人孔法兰、人孔接管、膨涨节、开孔补强圈、设备法兰、换热器的管板和换热管、M36mm以上的设备主螺栓及直径大于等于250mm的接管和管法兰。 3.6 标记位置 标记位置 图1 筒节钢板拼接标记位置
钣金折弯工艺 1. 适用范围: 本工艺守则适用于生产高、低压开关柜(箱)过程中,低碳钢板的折弯。允许公差值按标准JB /T6753.1-5.1中表1的规定。适用于产品结构零部件折弯加工工序之用。 2. 工艺过程: 3. 准备工作内容: 3.1 熟悉图纸和技术要求:备齐板手等手工具和钢卷尺、角度尺、游标卡尺等量具。 3.2 检查折弯机的状态,检查内容包括: A. 检查润滑情况是否正常,需要时将各部加足润滑油。 B. 检查机械部件是否正常,螺丝有无松动。 3.3 检查待折弯的板料尺寸及角度,是否符合图纸要求,图纸无展开尺寸时,应按下表计算核对: kr T 1.0 1.2 1.5 2.0 1.0 1.77 1.85 1.96 2.15 1.2 2.07 2.13 2.24 2.42 准备 检验 折弯 检查及调整折弯机
1.5 2.51 2.57 2.66 2.84 2.0 3.29 3.31 3.39 3.54 2.5 3.98 4.04 4.14 4.27 3.0 4.72 4.78 4.86 5.05 4. 检查及调整折弯机: 4.1 机器刚开始使用时,对于同步油缸式折弯机,应放掉左右两个同步油缸中的空气,放气步骤如下: A.将放气螺丝松开; B.由按钮控制“充油”“工作”交替进行,并使滑块上下数次,使油缸中的空气放入油箱。 C.将放气螺钉旋紧,再由按钮控制充油,充油后折弯机两油缸应保持同步。 4.2 调整下刀两端的推拉螺杆,使上下刀口中心线重合。 4.3 调整滑块下限: 对于同步油缸式折弯机根据板料厚度和弯曲及开关用按钮通过电动机调整滑块的下限(即滑块下死点)指针旋转一周滑块移动1毫米,注意不得使上刀与下刀槽接触,以免造成顶刀事故,上下刀的间隙不得小于板料厚度。对于机械同步折弯机,先将下止点调整手轮顺时针方向调整到最小值,然后逆时针下调,一边折弯一边转动直到折弯角度合适时停止。 4.4 摇动“直板调节手轮”,使制板端面与下刀槽中心等于工件边高减去料厚,调整时使用300毫米深度尺寸在制板两端测量。 4.5 正确选用下模V形槽,开口尺寸应符合折弯压力表的规定。 5. 折弯
T—0908--01 剪板下料通用工艺规范 编制/日期: 审核/日期: 批准/日期:
剪板机下料通用工艺规范 1、总则 本标准根据结构件厂现有的剪床,规定了剪板机下料应遵守的工艺规范,适用于在剪板机上下料的金属材料。剪切的材料厚度基本尺寸为0.5~13mm(不同设备剪切的板厚不同),料宽最大为2500mm。 2 引用标准 GB/T 16743-1997 冲裁间隙 JB/T 9168.1-1998 切削加工通用工艺守则下料 3 下料前的准备 3.1 熟悉图纸和有关工艺要求,充分了解所加工的零件的几何形状、尺寸要求,及材质、规格、数量等。 3.2 核对材质、规格与派工单要求是否相符。材料代用时是否有代用手续。 3.3 查看材料外观质量(疤痕、夹层、变形、锈蚀等)是否符合质量要求。 3.4 为了降低消耗,提高材料利用率,要合理套裁下料。 3.5 厚板件有材质纤维方向要求的应严格按工序卡片要求执行。 3.6 下料前要按尺寸要求调准定尺挡板,并保证工作可靠,下料时材料一定靠实挡板。 3.7 熟悉所用的设备、工具的使用性能,严格遵守安全操作规程和设备维护保养规则。 3.8 操作人员应按有关文件的规定,认真做好现场管理工作。对工件和工具应备有相应的工位器具,整齐地放置在指定地点,防止碰损、锈蚀。 3.9 操作前,操作人员应准备好作业必备的工具、量具、样板,并仔细检查、调试所用的设备、仪表、量检具、样板,使其处于良好的状态。剪板机各油孔加油。 3.10 下料好的物料应标识图号与派工单一同移工。 4 剪板下料 4.1 剪床刀片必须锋利及紧固牢靠,并按板料厚度调整刀片间隙。 4.2 钢板剪切时,剪刃间隙符合JB/T 9168.1标准要求,见表1。 表1:钢板剪切时剪刃间隙(单位:mm) 4.3 先用钢笔尺量出刀口与挡料板两断之间的距离,反复测量数次,然后先试剪一块小料核对尺寸正确与否,如尺寸公差在规定范围内,即可进行入料剪切,如不符合公差要求,应重新调整定位距离,直到符合规定要求为止。然后进行纵挡板调正,使纵与横板或刀口成90°并紧牢。 4.4 剪切最后剩下的料头必须保证剪床的压料板能压牢。 4.5 下料时应先将不规则的端头切掉,切最后剩下的料头必须保证剪床的压料板能压牢。 4.6 切口端面不得有撕裂、裂纹、棱边,去除毛刺。 4.7 剪床上的剪切
下料通用工艺守则 1.材料要求 1.1在材料领用时,核对工艺文件与所领材料的牌号、规格和材质证 明书是否一致。 2.划线 2.1在划线下料前应对钢材表面进行净化处理。 2.2下料前,下料人员应根据材料面积、牌号及图样尺寸进行排版、 放样。碳钢、低合金钢用石笔、弹粉线法,不锈钢用铅笔、弹粉线法。 2.3划线时筒体的卷制方向应与钢板轧制方向一致。考虑焊缝正确布置,尽量使相关部件避开纵环缝所规定的尺寸,对长度要求较严的部件,如换热器、塔器等,其筒体拼缝处应预留焊接接头收缩余量。 2.4筒节长度不小于300mm,筒节展开长应不小于1000mm。筒体拼接 不准出现十字焊缝,相邻筒节纵逢距离为3倍板厚。且不小于100mm。 2.5凡在工艺文件上规定有试板的,筒体或封头在下料划线时,应按要求同时划出试板材料,并按规定作出标记。产品焊接试板的宽度方向应是钢板的轧制方向。 2.6划线时应从板材或管材无原始标志的一端开始,以保证剩余材料 上有原始标识。 3.材料标志移植 3.1制造受压元件的材料应有可追溯的标志。在制造过程中,如原标
志被裁掉或材料分成几块时,按《材料标识可溯性》进行标志移植,并在材料分割前完成标志的移植。 3.2 有耐腐蚀要求的不锈钢以及复合钢板,不得在耐腐蚀面采用硬印 标记。 3.3低温容器受压元件不得采用硬印标记。 3.4每件板料上都应写明产品编号、件号、下料尺寸等。 4.下料 4.1除一般零件外,压力容器受压件应尽量采用刨边机和自动切割机 进行下料。 4.2碳钢、低合金钢一般采用氧-乙炔切割下料;不锈钢应采用等离 子弧切割。 4.3除切割时预留切割耗量外,切割后需机加工的零件,应预留加工 余量,一般参照以下数量:500mm之内每边加大3mm;510-1000mm 每边加大4mm;1000-2000mm每边加大6mm。 5.坡口加工 5.1凡需制备焊接坡口的,应严格按图样和工艺要求进行加工。 坡口应符合下列要求: a. 坡口表面不得有裂纹、分层、夹杂等缺陷; b. 标准抗拉强度下限值R m≥540MPa的低合金钢材及Cr-Mo低合金 钢材经热切割的坡口表面,加工完成后应按JB/T4730.4进行磁粉检测,I级合格; c. 施焊前,应清除坡口及两侧材表面至少20mm范围内(以离坡口
吉林省金冠电气股份有限公司 钢板折弯工艺守则 JG/SZ-010 B/0 1.适用范围 本守则适用于折弯机床加工的各种黑色金属的各种角度的折弯加工。 2.材料 2.1材料应符合图纸要求。 2.2 应具有良好的表面质量,表面应光洁平整、无锈蚀等缺陷,厚度应符合公差规定。 3.设备及工艺装备 a.折弯机;模具; b.扳手、毛刷、手锤、油壶;游标卡尺、钢板尺、卷尺、角度尺等。 4.工艺装备 4.1 检查材料的长、宽、厚,料纹方向应符合图纸要求,板材应清洁卫生。 4.2 根据图纸选用合适模具。 4.3 检查折弯机状况并进行卫生清理及保养 4.4 工件加工完后应对折弯机及模具进行卫生清理 5.工艺守则 5.1 折弯守则的几点说明: 5.1.1 本折弯守则根据现有折弯机凸凹模的几何形状而定。 5.1.2 不同弯边圆角采用不同R的凸模弯制,不同的材料厚度则需调换不同深度(即不
同宽 度)的凹模弯制。 5.1.3 本守则列有弯角尺边、弯外翘边、弯内翘边的有关极限尺寸表(表四、五、六、 七、八) 及材料厚度,弯边圆角与凹模深度关系表,弯边圆角展开尺寸表和各种材料最小弯曲半径表 (表一、二、三) 5.1.4 复式弯边是角尺边、外翘边、内翘边的数种情况的相互结合,其弯制方法可参照 表九。 5.1.5本守则所列的各项参数可作为产品图纸弯边设计的依据。 5.2 材料厚度、弯边圆角与凹模深度关系表(表一) 表一(括号内尺寸为数控折弯机尺寸)㎜ 5.3 各种材料最小弯曲半径表(表二)
5.4 弯边圆角展开尺寸表(表三) R: 弯边圆角 L3:弯折线尺寸 L3 = L1 + A / 2 A: 弯边圆角展开尺寸 L:展开长度 L = L1 + L2 + A T: 材料厚度
高活性氧化镁的制备与应用 The preparation and application of highly active magnesium oxide Zhao xian tang (College of Science and Metallurgical Engineering,Wuhan University of Science and Technology,Hubei,, Wuhan,,430081) 摘要:本文论述了高活性氧化镁的特性、制备方法、活性测定及活性影响因素,主要就制备方法进行探讨,了解熟悉高活性氧化镁的生产过程,思考寻求制备更好的高活性氧化镁。 关键词:高活性氧化镁制备 Abstract:This paper discusses the characteristics of the high-activity magnesium oxide, preparation methods, determination of activity and active factors affecting, which mainly discusses the preparation methods, in order to familiar with the production process of highly active magnesium oxide and think for the preparation of highly active magnesium oxide. Keywords: high-activity magnesium oxide preparation method 引言 活性氧化镁的比外表积较大,是制备高功用精密无机材料、电子元件、油墨、有害气体吸附剂的重要质料。这种氧化镁因为其颗粒微细化,外表原子与体相原子数的份额较大而具有极高的化学活性和物理吸附才能。因为具有杰出的烧结功能,
钢结构产品制造工程 一、目的: 本作业指导书规定了本公司钢结构制造的技术标准,用以保证钢结构产品的制造满足设计及规范的技术要求,确保产品质量。 二、适用范围: 本作业指导书适用于本公司钢结构产品制造过程和技术管理的监控。 三、说明: 1.本标准与设计文件一起,作为本公司钢结构制造、检验和验收的统一标准。 2.钢结构制造的生产工序必须实行“自检、互检和专检”的三级质量检验制度,防止 不合格品流入下道工序。 3.制造和检验所使用的仪器、仪表和量具等,必须经过专业检定部门检定,并在检定 合格周期内。 4.当执行本标准发生问题和矛盾时,应及时向设计室和技质科反映情况,通过研究及 协商提出处理意见。 四、引用的主要技术标准与规范: 1.GB50205-2001 《钢结构工程施工质量验收规范》 2.JGJ81-2002 《建筑钢结构焊接技术规程》 3.GB50300-2001 《建筑工程施工质量验收统一标准》 4.GB985-88 《气焊、手工电弧焊及气体保护焊焊缝坡口的形式与尺寸》 5.GB986-88 《埋弧焊焊缝坡口的基本形式与尺寸》 6.GB10854-89 《钢结构焊缝外形尺寸》 7.CB/Z39-87 《焊接材料的验收、存放和使用》 8.JB3092-82 《火焰切割面质量技术要求》 9.GB8923-88 《涂装前钢材表面锈蚀等级和除锈等级》 10.GB1591-94 《低合金高强度钢结构》 11.GB709-88 《热轧钢板和钢带的尺寸、外形、重量及允许偏差》 12.GB/T14957-94 《熔化焊用钢丝》 13.GB/T14958-94 《气体保护焊用钢丝》
ZD9109B 钣金折弯工艺守则 0ZDS.916.001 正泰电气成套设备事业部 2010年1月
ZD9110B 正泰电气股份有限公司钣金折弯 0ZDS.916.001 代替: 共 7 页第 1 页 1 范围 本守则规定了钣金折弯工艺要求、工艺质量、折弯件检验、操作安全等。 本守则适用于结构钢板、镀铝锌板、复合钢板、不锈钢板等板材的冷折弯加工。 2 规范性引用文件 GB/T 1184 形状和位置公差未注公差企值 GB/T 1804 一般公差未注公差的线性和角度尺寸的公差 0ZD.919.012 外购、外协产品防磕碰划伤规范 QJ/ZDS 2201-A 钣金展开设计工艺规范 3 设备及工艺装备 a. 折弯机、模具; b.直尺(300mm)、卷尺(3m)、游标卡尺(精度0.1mm)、手锤、直角尺、油壶、毛刷、角度尺等。 4 工艺要求 4.1 基本要求 4.1.1 材料的长、宽、厚,料纹方向应符合图纸要求;板材表面清洁。 4.1.2 根据图纸要求及材料选用适合的模具。 4.1.3 检查折弯机工作状况并对设备进行加工前的维护保养。 4.1.4 加工前和加工过程中,应对模具折弯表面进行清洁、润滑。 4.2 折弯工艺 4.2.1 材料厚度与弯边圆角半径和模具的配合关系见表1。 表1 板料厚度与弯边圆角和模具的配合 模具 材料厚度t,mm <1 >1~2 >2~3 >3~4 >4~5 >5~6 >6~7 >7~8 >8-9 最大折弯圆角R,㎜2~3 3.5~4 4~5 4.5~5 9~5 11~7 11~7 12~8 13~5 凹模深度h,㎜ 6 8 12 15 18 22 25 28 32~36 凹模宽度b,㎜≮8 ≮16 ≮24 ≮32 ≮40 ≮48 ≮56 ≮64 ≮72 4.2.2 不同的材料厚度,其最大允许折弯长度见表2。 表2 最大允许折弯长度 板料厚度,㎜1-2 2.534568最大允许折弯长度,㎜3150 2800 2500 1800 1100 600 200 注:屈服强度不超过26Kg /mm2的金属材料。 工艺守则会签标准化 编制审定
打磨工通用工艺规范 编制/日期: 审核/日期: 批准/日期: 打磨工通用工艺规范
1 适用范围 本守则规定了本公司打磨工艺要求。 本守则适用于本公司下料打磨清渣,焊接件打磨工艺 2 术语 2.1打磨:通过使用手提工具操作除去工件表层材料从而使工件获得所 需要的形状或表面粗糙度 2.2 打磨修整:将焊缝局部不规则处打磨消除 2.3 全部打磨:从一侧(或两侧)打磨整个焊缝表面但不改变整个焊缝形状 2.4 磨平:从一侧(或两侧)打磨整个焊缝,使其厚度同周围表面相同 3 打磨设备 3.1 角向磨光机,直磨机 3.2 砂轮磨片 钹型砂轮型号:125X6X22.2(MM) 百叶蝶 不锈钢碗刷 4操作规程 4.1操作前准备工作 4.1.1将机台及作业场所清理干净。 4.1.2准备好待加工工件,并放置于方便作业的位置,准备好加工完成品 放置备用的托架。 4.1.3检查是否有螺丝松动、漏电,安全装置、关机按钮、事故急停装置 是否正常工作。 4.1.4检查待加工工件是否已经过品检员检验并批准放行的合格零部件。 4.1.5按照所要加工的零部件的具体要求,选择合适的砂轮。 4.1.6戴好口罩及护目镜,穿好工作服。 4.1.7安装并紧固砂轮,。 4.1.8试机,并进行调整。确保砂轮无抖动现象; 4.1.9进行首件打磨,检查是否符合打磨要求,并经质检或主管确认无误,
方可开始批量作业。 4.2操作规范 4.2.1工作前,应检查砂轮有无损坏,防护装置是否完好,通风除尘装置 是否有效。 4.2.2安装砂轮时,必须核对砂轮允许的最高转速是否与主轴转速相适应。 4.2.3需打磨的产品应放置平稳,小件需加以固定,以免在打磨过程中产 品位移而导致加工缺陷。 4.2.4正确使用打磨工具,及时检查和更换磨损严重的砂轮磨片。 4.2.5打磨时应紧握打磨工具,砂轮片与工作面保持15-30°,循序渐进 (A→B),不得用力过猛而导致表面凹陷。 4.2.6在打磨过程中发现产品表面有气孔,夹渣,裂纹等现象时应及时通 知电焊工补焊。 4.2.7打磨结束后需进行自检,打磨区域应无明显的磨纹和凹陷,周边无 焊接飞溅物,符合产品设计和工艺要求。产品应归类存放,堆放整齐有 序。 5 打磨工艺规范 5.1打磨参数 打磨电压打磨电流打磨转速砂轮直径范围
筒体制造通用工艺守则 1、总则 1.1 本守则依据GB150《压力容器》和GB151《热交换器》标准,以及国家质量技术监督局《固定式压力容器安全技术监察规程》,结合我公司具体情况,编制本通用工艺守则。 1.2 本守则若与设计图样、工艺文件有矛盾时,应首先满足设计图样、工艺文件上的要求和规定,同时必须符合有关国家、行业的规定、规程。 1.3 实际操作者必须熟悉图样、工艺文件及所使用的设备性能,同时应会熟练操作。 1.4 焊缝必须由持"特种设备焊接操作合格证"的焊工进行施焊。 2、材料 2.1 材料牌号、规格应与图样相符,(有材料代用时,应办理材料代用手续)。其质量应符合国家标准或有关行业标准,具有质量证明书及材料标记,并有本公司入库号。 2.2 严禁使用未经检验或检验不合格的材料。 3、加工成型 3.1 领料 3.1.1 领料人员应根据材料定额单、图样、工艺流转卡,核对材料牌号与规格、材料标记等,并在工艺流转卡、材料领料卡上作好记录。 3.1.2 领料时,首先检查材料表面质量,在符合要求时再进行下料操作。
3.2 下料、划线 3.2.1 按图样尺寸及工艺过程卡的规定进行排料、划线,排料时应注意钢材轧制方向和节约用料。 3.2.2 筒体直径展开长度尺寸应顺着钢板轧制方向。 3.2.3 筒节长度应不小于300MM。 3.2.4 每节筒体按图名义尺寸(中径)展开,展开长度:L=Π(DI+Δ1),与封头联接的筒体其展开尺寸,根据封头外圆周长下料,展开后四周每边放焊缝收缩量1MM,如需刨边或磨的筒节,每边应适当放余量。 3.2.5 划线时应首先核对钢板两直角边的垂直度。 3.2.6 下料划线的公差要求 3.2.6.1 筒节高度H 的划线公差为±1MM; 3.2.6.2 两对角线之差不大于3MM; 3.2.6.3 筒节周长允差为±2MM(对换热器壳体周长取正公差); 3.2.6.4 垂直度允差≤1.5MM。 3.2.7 周长需拼接时,应首先将拼接接头焊好后再进行加工,拼接上的板不得小于300MM。 3.2.8 在划好线的材料上进行标记移植,其标记应打在筒节钢板右端下角距边各5MM处,不锈钢用记号笔写标记,并经材料检验员确认尺寸和标记正确。 3.2.9 试板应在同一钢板上划出,其尺寸一般为长≥350MM,宽≥125MM 在试板上同样进行标记移植。 3.3 开料
《材料制备与合成[料]》课程简介 课程编号:02034916 课程名称:材料制备与合成/Preparation and Synthesis of Materials 学分: 2.5 学时:40 (课内实验(践):0 上机:0 课外实践:0 ) 适用专业:材料科学与工程 建议修读学期:6 开课单位:材料科学与工程学院材料物理与化学系 课程负责人:方道来 先修课程:材料化学基础、物理化学、材料科学基础、金属材料学 考核方式与成绩评定标准:期末开卷考试成绩(占80%)与平时考核成绩(占20%)相结合。 教材与主要参考书目: 教材:《材料合成与制备》. 乔英杰主编.国防工业出版社,2010年. 主要参考书目:1. 《新型功能材料制备工艺》, 李垚主编. 化学工业出版社,2011年. 2. 《新型功能复合材料制备新技术》.童忠良主编. 化学工业出版社,2010年. 3. 《无机合成与制备化学》. 徐如人编著. 高等教育出版社, 2009年. 4. 《材料合成与制备方法》. 曹茂盛主编. 哈尔滨工业大学出版社,2008年. 内容概述: 本课程是材料科学与工程专业本科生最重要的专业选修课之一。其主要内容包括:溶胶-凝胶合成法、水热与溶剂热合成法、化学气相沉积法、定向凝固技术、低热固相合成法、热压烧结技术、自蔓延高温合成法和等离子体烧结技术等。其目的是使学生掌握材料制备与合成的基本原理与方法,熟悉材料制备的新技术、新工艺和新设备,理解材料的合成、结构与性能、材料应用之间的相互关系,为将来研发新材料以及材料制备新工艺奠定坚实的理论基础。 The course of preparation and synthesis of materials is one of the most important specialized elective courses for the undergraduate students majoring in materials science and engineering. It includes the following parts: sol-gel method, hydrothermal/solvothermal reaction method, CVD method, directional solidification technique, low-heating solid-state reaction method, hot-pressing sintering technique, self-propagating high-temperature synthesis, and SPS technique. Its purpose is to enable students to master the basic principles and methods of preparation and synthesis of materials, and grasp the new techniques, new processes and new equipments, and further understand the relationship among the synthesis, structure, properties and the applications of materials. The course can lay a firm theoretical foundation for the research and development of new materials and new processes in the future for students.
钢制管件 制造工艺规范(MPS文件)
目录 1 范围 (2) 2 规范性引用文件 (2) 3 制造工艺流程 (3) 4 管件基本参数 (4) 5 原材料要求 (5) 6 制造工艺要求 (6) 7 性能要求 (15) 8 几何尺寸、形状允许偏差 (16) 9 工艺质量和缺陷处理 (18) 10 检验和试验 (18) 11 设计验证试验 (22) 12 标志 (24) 13 防护与包装 (24) 14 产品质量合格证明书 (25)
1 范围 1.1 本文件规定了山东港联化董家口港-潍坊-鲁中、鲁北输油管道工程管(一期)管件采购项目用L245N、L360M、L450M等材质钢制管件生产的基本参数、原材料、制造工艺、材料性能、几何尺寸与允许偏差、工艺质量与缺陷修补、检验与实验、标志、涂层与保护、质量证明书及装运的要求。 1.2 本MPS文件应和GB/T 12459-2005《钢制对焊无缝管件》、GB/T 13401-2005《钢板制对焊管件》、GB/T 19326-2012《钢制承插焊、螺纹和对焊支管座》标准及D1630D-GI00-PR01-SP14《清管三通技术规格书》一起使用,凡是出现与GB/T 12459-2005 《钢制对焊无缝管件》、GB/T 13401-2005 《钢板制对焊管件》、GB/T 19326-2012《钢制承插焊、螺纹和对焊支管座》标准及D1630D-GI00-PR01-SP14《清管三通技术规格书》相冲突的条款,应以最严格的为准。 2 规范性引用文件 下列文件中的条款通过本文件的引用而成为本文件的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本文件,然而,鼓励根据本文件达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本文件。 GB 150 钢制压力容器 GB/T 223 钢铁及合金化学分析方法 GB/T 228 金属材料室温拉伸试验方法 GB/T 229 金属材料夏比摆锤冲击试验方法 GB/T 232 金属材料弯曲试验方法 GB/T 9711-2011 石油天然气工业管线输送系统用钢管 GB/T 10561 钢中非金属夹杂物显微评定方法 GB/T 12459-2005 钢制对焊无缝管件 GB/T 13401-2005 钢板制对焊管件 GB/T 19326-2012 钢制承插焊、螺纹和对焊支管座 GB 50251 输气管道工程设计规范 GB 50253 输油管道工程设计规范 NB/T 47008-2010 承压设备用碳素钢和合金钢锻件 NB/T 47013-2015 承压设备无损检测 NB/T 47014-2011 承压设备用焊接工艺 JB/T 4711 压力容器涂敷与运输包装
数控折弯机通用工艺规 范 The manuscript was revised on the evening of 2021
数控折弯机通用工艺规范 1、总则? 本通用工艺规范适用于结构件厂的折弯机上进行的低碳钢及有色金属的各种角度的折弯加工。 2、工作前的准备 准备好必要的操作工具和测量工具,模具、万能角度尺、卷尺、卡尺、深度卡尺。 认真阅读图纸,测量待加工零部件应符合图纸尺寸和技术要求,不符合图纸尺寸和技术要求的零部件不准进行折弯操作,并及时报告有关部门。 检查材料的长、宽、厚,料纹方向应符合成型加工特性,板材应清洁卫生。根据图纸工艺要求,更换相应的模具,进行较小尺寸零部件的折弯时多余的上刀排应卸下。 根据图纸工艺要求,确定合理的折弯顺序,进行折弯加工;对于数控折弯机,程序应先空运行一次然后进行折弯加工。重要零件应有试件加工验证程序,首件检验时,每进行一道折弯加工检验员应进行一次检验,修正偏差。 3、折弯作业? 板料弯曲时,应选择合适的弯曲半径,为减少弯曲力和弯曲变形,应采用较大的弯曲半径,一般最小弯曲半径按以下选择:应根据厂家机器的参数规程选择最小弯曲半径,发现不符,及时向工艺人员反映。 弯曲件的孔到弯曲边的最小距离弯曲处属于板材变形,在其周围的孔受其影响易变形,弯曲件的孔到弯曲边的最小距离应按照以下要求:当孔为圆孔和垂直于弯曲方向的长圆孔时, t<2mm时,L≥2t+r,t≥2mm时, L≥3t+r;当孔为方孔和平行于弯曲方向的长圆孔时, L≥4t+r; 弯曲件直边的最小高度:为了成形区成形,必须使工件直边高度H≥5t+r。对 于小于此高度,应采用压槽后弯曲,或增加直边高度,弯曲后再加工到需要的尺寸。
钣金工艺规范 1简介 1.1钣金所用材料 常用材料有:冷轧板SPCC、热轧板SPHC、电解板SECC、普通铝板及铝合金板AL1050、AL5052-H32,不锈钢板SUS304、覆铝锌钢板. 1.2典型钣金件加工流程 图面展开---编程---下料(剪、冲、割)----冲网孔----校平----拉丝----冲凸包----压铆----折弯-----焊接----立体拉丝----表处----组装 2下料 2.1数冲是用数控冲床加工,板材厚度加工范围为:冷扎板、热扎板小于或等于 3.0mm;铝板小于或等于 4.0mm;不锈钢小于2.0mm。 2.1.1 冲孔有最小尺寸要求 冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。t为材料厚度,冲孔尺寸一般不小于1.5t。如遇特殊情况,可参照下表: 图2.1.1 冲孔形状示例 * t为材料厚度,冲孔最小尺寸一般不小于1.2mm。 冲孔最小尺寸列表
2.1.2 数冲的孔间距与孔边距 零件的冲孔边缘离外形的最小距离随零件与孔的形状不同有一定的限制,见图2.1.2。当冲孔边缘与零件外形边缘不平行时,该最小距离应不小于材料厚度t;平行时,应不小于1.5t。 2.1.3 折弯件及拉深件不可选用数冲下料,可选用二次激光切割。 2.1.4 螺钉、螺栓的过孔和沉头座 螺钉、螺栓过孔和沉头座的结构尺寸按下表选取取。对于沉头螺钉的沉头座,如果板材太薄难以同时保证过孔d2和沉孔D,应优先保证过孔d2。 表1用于螺钉、螺栓的过孔 *要求钣材厚度t≥h。 表2用于沉头螺钉的沉头座及过孔
*要求钣材厚度t≥h。 表3用于沉头铆钉的沉头座及过孔 2.2激光切割是用激光机飞行切割加工,板材厚度加工范围为冷扎板、热扎板小于或等于8.0mm;不锈钢小于或等于4.0mm ;铝板小于等于5.0mm。其优点是加工板材厚度大,切割工件外形速度快,加工灵活.缺点是会产生热变型,网孔件不宜用此方式加工,加工成本高! 3折弯 3.1折弯件的最小弯曲半径 材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。当材料厚度一定时,内r 越小,材料的拉伸和压缩就越严重;当外层圆角的拉伸应力超过材料的极限强度时,就会产生裂缝和折断,因此,弯曲零件的结构设计,应避免过小的弯曲圆角半径。公司常用材料的最小弯曲半径等于0.5t。(弯曲半径是指弯曲件的内侧半径,t是材料的壁厚) 3.2弯曲件的直边高度 3.2.1一般情况下的最小直边高度要求 弯曲件的直边高度不宜太小,最小高度按(图4.2.1.1)要求:h>2t>2.5mm。 3.2.2特殊要求的直边高度
原理以及制备工艺的 资料
1.2 有机电致发光二极管结构及其发光原理 有机电致发光二极管是将电能转化成光能的器件,属于电荷注入型发光器件。其基本结构如上文所述为夹心结构[Error! Bookmark not defined.],最简单的结构是一个发光层薄膜(EML)加在正负两个电极之间,正负电荷分别从两个电极注入到发光层中并进行复合发光。发光的过程大致可以总结为下面5个步骤: 1.载流子的注入; 2.载流子的传输; 3.激子的产生; 4.激子的迁移和衰减(辐射衰减); 5.激子的出射(光的耦合输出) 1.载流子的注入:在正向偏压的作用下,空穴从金属阳极费米能级(φa)注入到发光层的最高未占有轨道(HOMO),而电子从金属阴极费米能级(φc)注入到发光层的最低未占有轨道(LUMO)。形成PLED的正向和负向两种载流子。 载流子注入时,空穴要克服阳极与发光层HOMO之间的能量势垒,而电子要克服阴极与发光层LUMO能级之间的能量势垒,势垒越小,载流子越容易注入,因此金属电极的功函数要与发光层的HOMO和LUMO相匹配。当势垒高度小于0.3-0.4eV时可认为该接触为欧姆接触[i],此时可以认为载流子的注入是没有势垒的。电致发光器件要求两个电极至少一段是透明,光可以由此段出射。作为底端出射结构,氧化铟锡(ITO)由于具有较高的透光率和优良的导电率以基脚高的功函数,通过溅射的方法,制备成ITO玻璃被广泛用作阳极。
而阴极则常用一些具有较高发射率的低功函数金属,例如钡,钙,镁,铯等[ii,iii,iv]。图1-1给出了典型器件结构的相应能级示意图。[v]但是一般的聚合物发光材料的HOMO和LUMO与阳极和阴极的能级匹配并不是最理想的状态,存在载流子的注入势垒,导致器件高的起亮电压,高的能耗和低的器件性能。 图1-1 器件的能级结构示意图[14] Fig.1-1 The sketch of PLED’s energy level[14] 载流子的注入有两种理论机制,分别是隧穿机制[vi,vii,viii ]和空间电荷限制效应机制[ix,x,xi]。一般情况下,当载流子的注入都不存在势垒时的载流子注入机制符合空间电荷限制效应理论。即此时的注入情况取决于发光层材料的载流子迁移率,低的载流迁移率会导致电荷在界面层的积累,阻止载流子的进一步注入[xii,xiii,xiv]。当界面的接触不是欧姆接触时,要将加在器件上的电场增大到一定的程度才能使载流子注入,载流子开始注入时的电压称为阈值电压,阈值电场的大小取决于注入的能量势垒的高低,此时的载流子注入机制符合隧道贯穿机制。但是,实际情况下这两种载流子注入情况并不是孤立存在的。 2.载流子的传输:诸如的载流子在电场作用下,在器件中向对面的电极迁移。
张家港韩中深冷科技有限公司企业标准 Q/ZHJ-GC-24-2013 罐式集装箱制造工艺规程 2013-11-20发布2013-12-01实施 张家港韩中深冷科技有限公司发布
罐式集装箱制造工艺规程 1. 总则 本工艺规程是对集装箱生产过程的工艺性指导和产品质量控制的法规,除执行相应的国家和行业标准外,应严格按此规程执行。 2. 遵行及引用标准、通用工艺规程 GB150《压力容器》 JB/T4784-2007《低温液体汽罐式集装箱》 TSG R0005-2011《移动式压力容器安全技术监察规程》 低温贮罐氧清洁清洗工艺规程 氦检漏工艺规程 多层绝热缠绕及套装工艺规程 抽真空和真空保持检测工艺规程 外表面喷砂处理及喷漆工艺规程 外部管路、阀门组焊工艺规程 3. 内罐的制造(数据以40英尺集装箱为例) 3.1 材料:主要受压元件06Cr19Ni10的材料须符合GB/T24511-2009《承压设备用不锈钢钢 板及钢带》,复验合格后方可使用。 3.2 内封头:规格按图纸要求,材质 06Cr19Ni10,切边并刨坡口,左封头为外坡口,右封头 为内坡口, 3.2.1 封头外购,须附质量合格证明书及检验记录,入库时进行各项要求检查,按 GB/T25198-2010标准的检查方法检测: (1)直边倾斜度≤1.5mm 。 (2)内直径公差2200±3mm (3)最大最小直径差≤3mm (4)封头总深度 59064 +-mm (5)直边高度 4004- mm (6)封头成形后的最小壁厚≥7.2mm 。
(7)封头内外表面应酸洗钝化,并经脱脂处理,表面不得有裂纹,分层,凹坑现象,不合格者不得用于罐箱的制造。 3.3 内筒体:规格按图纸,材质06Cr19Ni10 3.3.1 划线:将钢板垫平实,按《筒体制造工艺守则》进行划线放样,下料尺寸见下图,并 按质量手册有关规定用记号笔进行标记移植。并划出产品焊接试板500×130两 块。 内筒体下料理论展开尺寸按流卡。(周长按封头实测) 3.3.2 切割:用等离子切割下料,并去除熔渣及飞溅,切割后与下料线的偏差: -1mm<△<3mm。 3.3.3 坡口:按下图在刨边机上刨坡口,靠左封头端为外坡口,其余为内坡口。要求:筒节 长度公差≤±1mm,筒节周长公差≤±3mm,对角线公差≤2mm 3.3.4 成型:在卷板机上先压头,再卷制成型,并用400mm宽的样板测量,尽量减少卷制来 回的次数,以免钢板延伸,周长变长。 3.3.5 组焊:纵缝组焊,严格按照焊接工艺规范操作,不得在筒体上引弧,并将焊接试板组 对在纵缝的延伸部位一起焊接。 要求:1 焊缝处成型良好,光滑平整,焊缝条高≤1.5mm。 2 焊缝及热影响区不得有裂纹、咬边、气孔、未熔合及夹渣等缺陷。 3 焊缝表面及两侧的飞测物清理干净。 3.3.6 校圆:将试板和引孤板与纵缝分离。注意:保持焊缝端部的平齐。(并将试板送无损检 测室进行无损检测)将筒体在卷板机上校园,要求棱角度 E≤2.8mm,同一断面上最大最小直径差e≤3mm。筒节用工装圈撑圆。 3.3.7 无损检测:纵缝100%RT,按JB/T4730.2-2005标准II级合格,合格后转入下道工序。 3.3.8 划线、开孔:左右封头划线经检验确认后开孔,并与管接头组对焊接。 3.3.9 组对:筒节与筒节进行组焊,每条相邻纵缝间距必须大于100mm,罐体纵缝不得布置
1. 主题内容及适应范围 1.1本规程对不锈钢压力容器制造过程中的材料、各零部件和成品的组装程序、组装要求、质量检验、试验等做出通用规定。 1.2本守则如与设计、工艺文件相矛盾之处,应以设计、工艺文件为准。 1.3制造时,除引用标准和有关工艺守则外,还应符合设计图样的规定。 1.4本守则中引用的法规、标准、守则等如经修改,应以新的版本为准。 2. 引用标准 R0004《固定式压力容器安全技术监察规程》 150《压力容器》 151《管壳式换热器》 4710《钢制塔式容器》 4731《钢制卧式容器》 20584《钢制化工容器制造技术要求》 47015《钢制压力容器焊接规程》 21433《不锈钢压力容器晶间腐蚀敏感性检验》 3. 材料要求 3.1材料验收、保管按照《压力容器制造质量保证手册》及程序文件中材料质量控制的规定执行。 3.2不锈钢材料及零部件应防止长期露天存放、混料保管。要求按时投料、集中使用、随时回收、指定区域存放遮蔽保管。 3.3不锈钢与碳素钢等原材料有严格的隔离措施,搁置要稳妥,堆放要整齐,防止损伤(划痕、磕碰、压痕)和弯曲,散装的光亮板材应立放在15°斜度的木架上。 3.4设计图样要求对原材料进行抗晶间腐蚀试验复验的,其复验用试样的形状、尺寸、加工和试验方法,除设计图样另有规定外,应符合21433或设计图样规定的试验方法。 3.5制造压力容器用的不锈钢材料不得有分层,表面不允许有裂纹、结疤等缺陷。用于制造 有表面粗糙度要求的不锈钢板,应经80?100号砂头抛光后,再检查表面质量。 3.6不锈钢钢板表面允许存在深度不超过厚度负偏差之半的划痕、轧痕、麻点、氧化皮脱落后的粗糙等局部缺陷。 3.7经酸洗钝化供应的不锈钢材料表面不允许有氧化皮和过酸洗现象。 3.8不锈钢原材料和不锈复合钢板应按牌号、规格、炉号、批号分类存放,不锈钢材料上应有清晰的入库标识,应采用无氯、无硫记号笔书写,氯含量要w 25,也可用纸质标签粘贴 标识。 3.9钢板或另部件在吊运制作过程中应始终保持钢板表面的清洁,并防止磕碰划伤。 3.10深度超过规定应清除,清除打磨的面积应不大于钢板面积的30%,打磨的凹坑应与母 材圆滑过渡,斜度不大于1: 3。 3.11打磨后,如剩余厚度小于设计厚度,且凹坑深度小于公称厚度的5%或2 (取小者), 允许不做补焊;如凹坑深度较深,剩余厚度仍满足上述要求,与设计部门联系协商解决。 3.12超出上述界限的缺陷应考虑补焊,但应符合以下要求: (1)低合金铬钼钢,单个修补面积小于或等于1002,总计面积小于或等于300 2或2% (取小者); (2)允许焊补深度不大于板厚的1/5。 (3)钢板边缘的分层长度如不大于25,可免于修补或清除;长度大于25,且深度大于1.5的分层均应打磨消除。打磨深度如不大于3,可免于焊补,否则焊补后使用;同一平面内,间距不大于板厚5%的分层,应作为连续的分层长度。 (4)钢板表面及坡口分层补焊应符合《焊接通用工艺守则》的规定。