
第六讲焊接接头试验
一、焊接接头力学性能试验
力学性能试验是用来测定焊接材料、焊缝金属和焊接接头在各种条件下的强度、塑性和
韧性。首先应当焊制产品试板,从中取出拉伸、弯曲、冲击等试样进行试验,以确定焊接工艺参数是否合适,焊接接头的性能是否符合设计的要求。
1 、焊接接头的拉伸试验
焊接接头拉伸试验是以国家标准(GB2651 —1989)为依据进行的,该标准适用于熔焊和
压焊的对接接头。
(1)试验目的
该标准规定了金属材料焊接接头横向拉伸试验方法,用以测定焊接接头的抗拉强度。
(2)试件制备
1 )接头拉伸试样的形状分为板形、整管和圆形三种。可根据要求选用。
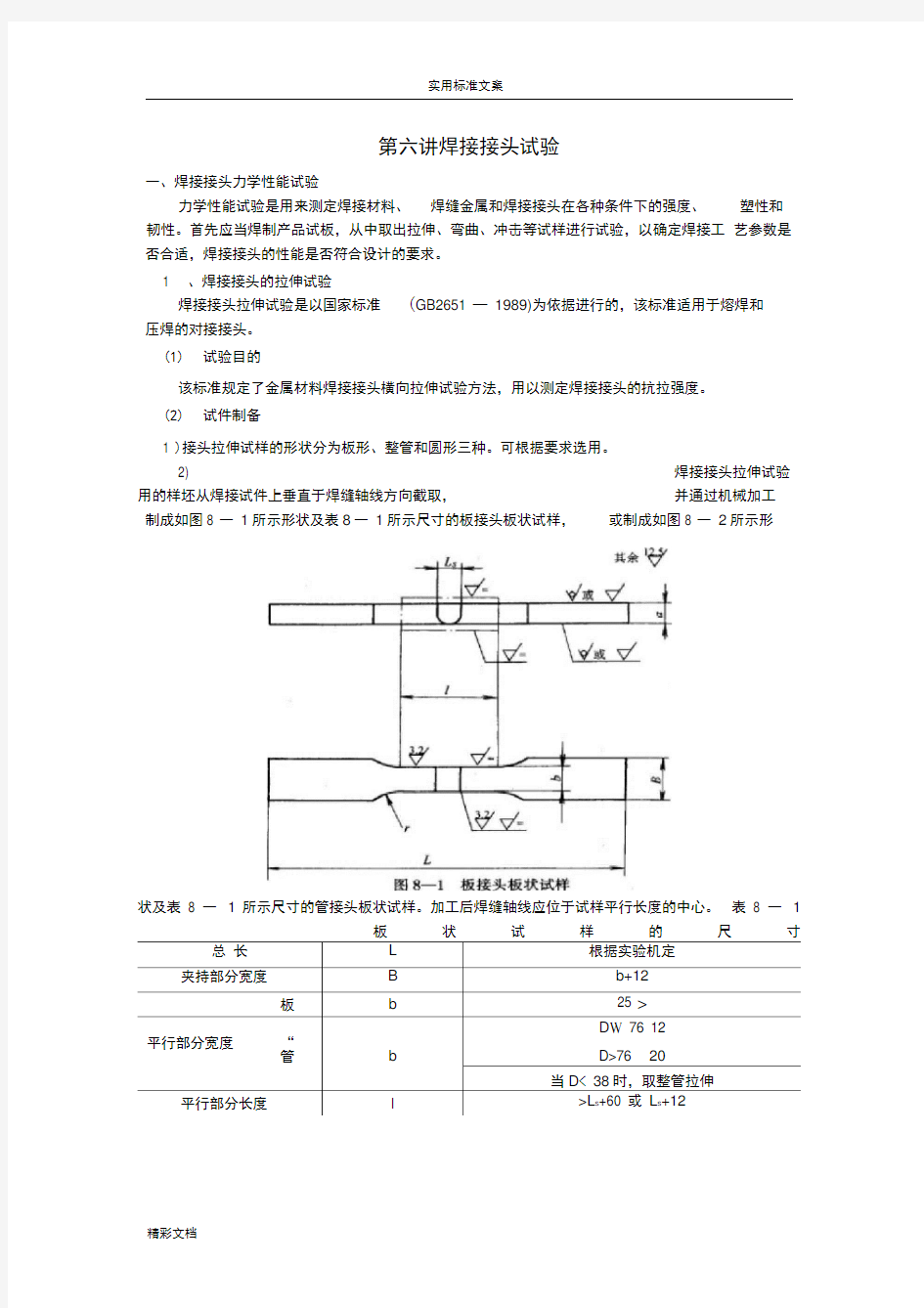
2) 焊接接头拉伸试验用的样坯从焊接试件上垂直于焊缝轴线方向截取,并通过机械加工
制成如图8 一1所示形状及表8一1所示尺寸的板接头板状试样,或制成如图8 一2所示形
状及表8 一1所示尺寸的管接头板状试样。加工后焊缝轴线应位于试样平行长度的中心。表8 一1
s
3)每个试样均应打有标记,以识别它在被截试件中的准确位置。
4)试样应采用机械加工或磨削方法制备,要注意防止表面应变硬化或材料过热。在受试长度下范围内,表面不应有横向刀痕或划痕。
5)若相关标准和产品技术条件无规定时,则试样表面应用机械方法去除焊缝余高,使其
与母材原始表面齐平。
6)通常试样厚度仅应为焊接接头试件厚度。如果试件厚度超过30mn时,则可从接头不
同厚度区取若干试样以取代接头全厚度的单个试样,但每个试样的厚度应不小于30mm且
所取试样应覆盖接头的整个厚度(见GB2649)。在这种情况下,应当标明试样在焊接试件厚
度中的位置。
7)对外径小于等于38mm的管接头,可取整管作拉伸试样,为使试验顺利进行,可制作塞头,以利夹持,如图8-3所示。
K冋
图8—3 整管拉仲试样
8)棒材接头选用图8 一4所示圆形试样。其中:do=(10 土0.2)mm;l=Ls+2D ;D和h由试验机结构来定;r mm=4mm
禺S一4 画疋试样
9) 拉伸试样数量接头拉伸试样不少于1个;整管拉伸试样1个;管接头剖条拉伸试
样不少于2个。
(3)评定标准
焊接接头常温拉伸试验的合格标准是焊接接头的抗拉强度不低于母材抗拉强度值的下限较低一侧的母材规定值进行评定。
2 、焊接接头的弯曲试验
焊接接头的弯曲试验是以国家标准(GB2653-89)为依据进行的,该标准适用于熔焊和压
焊对接接头。
(1) 试验目的
该标准规定了金属材料焊接接头的横向正弯及背弯试验、横向侧弯试验、纵向证弯和背
弯试验以及管材的压扁试验,用以检验接头拉伸面上的塑性及显示缺陷。
(2) 试件制备
1) 试件的类型焊接接头的弯曲试样按试样的长度与焊缝的相对位置可分为横向弯曲
试样和纵向弯曲试样。按弯曲试样受拉面在焊缝中的位置可分为正弯、背弯和侧弯。
①横弯试样焊缝轴线与试样纵轴垂直时的弯曲。
②纵弯试样焊缝轴线与试样纵轴平行时的弯曲。
③正弯试样试样受拉面为焊缝正面的弯曲。双面不对称焊缝,正弯试样的受拉面为焊缝最大宽度面;双面对称焊缝,先焊面为正面。
④背弯试样试样受拉面为焊缝背面的弯曲。
⑤侧弯试样试样受拉面为焊缝纵剖面的弯曲。
2) 弯曲试样的制备应遵守的规定
①试样的样坯从试件上截取。横弯试样应垂直焊缝轴线截取,机械加工后,焊缝中心线应位于试样长度的中心。纵弯试样应平行于焊缝轴线截取。机械加工后,焊缝中心线应位于试样宽度的中心。
②每个试样均应打印标记,以识别它在被截试件中的准确位置。
③试样应采用机械加工或磨削方法制备,要注意防止表面应变硬化或材料过热。在受试
长度L范围内,表面不应有横向刀痕或划痕。
④在试样整个长度上都应具有恒定形状的横截面。其形状应分别符合图8-5、图8-6、
图8-7的要求。
ftis-s權弯试样熔悍b)压烬口一试样呼宴心一试样危度匕一试样枢廈厂-團斯书桎
图8-6剧弯试祥 册熔焊时压iff 旷-试样厚度&一试極宣瞠 丄一试样怪蔭 L PI 角半衿
^18-7纵弯试样 G 熔坤b )压惊
血「试样厚厦 占一试样宽度 乙一试洋崔度F —H 甫半?i
焊缝的正、背表面均应用机械方法修整, 便之与母材的原始表面平齐。 但任何咬边均不
得用机械方法去除,除非产品标准中另有规定外。
⑤ 试样的尺寸应符合规定。
a 横弯试样的尺寸 对板材试样,试样的宽度 h 应不小于厚度。的 1,5倍,至少 为20mm 对管材试样,试样的宽度
b 应为:管直径w 5Omn0寸,b 为s +0」D (最小为10mm ); 管直径>50mrfi 寸,b 为
s +0.O5D (最小为10mm 最大为40mm )其中,s 为管壁厚度,D 为管 子外径。
通常,试样厚度 a 应为焊接接头试件厚度。如果试件厚度超过
20mm 则可从接头不同
厚度区取若干试样以取代接头全厚度的单个试样。但是,每个试样的厚度应不小于 20mm
且所取试样应覆盖接头的整个厚度 (见GB2649)。在这种情况下,应当标明试样在焊接接头
厚度中的位置。
b 侧弯试样尺寸
试样厚度巳应大于或等于
10mm 宽度b 应当等于靠近焊接接头的母材
aj
5植伸曲『
的厚度。
当原接头试件的厚度超过40mm寸,则可从接头不同厚度区取若干试样以取代接头全厚度的单个试样。但是,每个试样的宽度b在20 一40mm范围内,这些试样应覆盖接头的全厚度(见
GB2649),并标明在接头厚度中的位置。
C纵弯试样尺寸试样尺寸如表8-2、图8-7所示。
如果接头厚度超过2Omn0寸或试验机功率不够时,可在试样受压面一侧加工至20mm
表8-2 纵弯试样尺寸mm
⑥试样拉伸面上的棱角应当用机械方法加工制成半径不超过0.2a的圆角(最大值为3mm,其侧面的表面粗糙度应低于Ral2.5卜
⑦试样数量正弯、背弯、侧弯试样各不少于1个,纵弯试样不少于2个。
3)圆形压头弯曲(三点弯曲)试验法
①圆形压头弯曲试验示意如图8-8所示。
图8—百圆强压头弯曲试验
②在进行此试验时,将试样放在两个平行的辊子支撑上。在跨距中间且垂直于试样表面
施加集中载荷(三点弯曲),使试样缓慢、连续地弯曲。
③压头直径D应符合有关标准及要求。一般取压头直径为试件厚度的3倍。
④支撑辊之间的距离I不应大于D+3&
⑤当弯曲角a (图8 一8)达到使用标准中规定的数值时,试验便告完成。试验后检查试样拉伸面上出现的裂纹或焊接缺陷的尺寸和位置。
(3)评定标准
试验结果的合格标准按钢种而定,见表8 一3。
试样弯曲到表8-3中规定的角度后,其拉伸面上如有长度大于 1.5mm的横向裂纹或缺陷,或出现长度