一种基于加工特征的数控工艺设计方法
- 格式:pdf
- 大小:327.51 KB
- 文档页数:4
数控加工中工艺路线设计原则及方法数控加工工艺设计是对工件进行数控加工的前期的工艺准备工作,无论是手工编程还是自动编程,这项工作必须在程序编制工作以前就完成。
若数控加工的工艺设计方案不合理,往往要成倍增加工作量,造成一些不必要的损失。
为了优化数控程序设计、提高编程效率、合理使用数控机床,有必要对数控加工工艺设计等技术问题加以分析、研究,以做好数控机床加工前的技术准备工作。
一、数控加工工艺的特点数控机床加工工艺与普通机床加工工艺相比较,数控加工工艺设计的原则和内容在许多方面与普通机床加工工艺相同。
由于采用数控机床加工具有加工工序少,所需专用工装数量少等特点,克服了普通传动工艺方法的弱点,使数控加工工艺相应形成了自身的加工特点。
一般说来,数控加工的工序内容要比普通机床加工的工序内容复杂。
(1)数控加工工艺的内容十分具体、工艺设计工作相当严密。
在普通机床加工时,许多具体的工艺问题如:工艺中各工步的划分与安排、刀具的几何形状、走刀路线、切削用量选择等,在很大程度上都是由操作工人根据自己的实践经验和习惯自行考虑和决定的,一般无须工艺人员在设计工艺规程时进行过多的规定。
而在数控加工时,上述这些具体工艺问题,不仅成为数控工艺设计时必须认真考虑的内容,而且还必须作出正确的选择并编入加工程序中。
(2)数控加工的工艺“复合性”。
采用数控加工后,工件在一次装夹下能完成镗、铣、铰、攻丝等多种加工,而这些加工在传统工艺方法下需分多道工序才能完成。
因此,数控加工工艺具有复合性特点,传统加工工艺下的一道工序在数控加工工艺中已转变为一个或几个工步,这使得零件加工所需的专用夹具数量大为减少,零件装夹次数及周转时间也大大减少了,从而使零件的加工精度和生产效率有了较大的提高。
二、数控加工的工艺设计原则1、工序的划分方法设计零件的工艺过程,就是确定零件的哪些表面需要数控加工,经过哪些工序以及怎么安排这些工序顺序等等。
一般在数控机床上划分零件加工工序有以下几种方法:按所用刀具划分工序。
摘要:数控加工需要输入加工程序,当零件过于复杂时,程序会很多,手动输入程序会很繁杂,而用UG进行仿形加工,再自动生成程序,可减少不必要的时间浪费,也可以了解加工过程中的易错之处,而UG就提供一个数控加工模拟与仿真的平台.UG具有实体造型、曲面造型、工程图的生成和拆模等功能。
通过UG三维造型、仿形加工可以比手动绘图、手动编程来的简便、也可以提早发现问题、降低错误几率。
本论文主要利用UG软件对型腔零件进行了三维造型,同时制定了加工工艺路线,并进行了仿形加工。
关键词:UG CAD/CAM 车床加工数控工艺仿真加工AbstractNeed to enter the NC machining program, when the part is too complicated, the program will be a lot of manual input process will be very complicated, but with the Profiling of UG, then automatically generated procedures, reduce unnecessary waste of time,you can also understand the processplace in the error-prone, while the UG to provide a simulation of NC machining and simulation platform.UG has a solid modeling, surface modeling, engineering drawing generation and form removal and other functions.By UG dimensional modeling, profiling than manual drawing process can be manually programmed to the simple, early detection of problems can reduce the error probability.In this thesis, using UG software parts of a three—dimensional shape of the cavity, while establishing a processing line, and had Profiling.Keywords UG CAD/CAM turning NC craft clamp simulation of machining目录1 绪论.......。
基于UG的数控多轴加工工艺优化和工装夹具设计摘要:随着现代制造业的发展,许多企业不再一味地追求高品质、高效率的生产,而是将更多的精力放在了优化CNC多轴加工工艺和工装夹具的设计上。
“科技是第一生产力”,在劳动者、生产对象、生产工具这三大要素中,除了要熟练地运用生产工具外,还需要熟练地掌握生产技术。
为了适应多样化的市场需求,必须对CNC工艺进行持续的改善,并设计出更加可靠的工装夹具,以达到交货周期,提高质量。
关键词:多轴加工;工装夹具;机床仿真前言本文主要介绍了两种大型工件的加工方法,其中金属半环是一类具有复杂外形和易于变形的多面体件;由于其特殊的外形,使其不易进行装夹,且工件易发生变形、弯曲等工艺难题。
但是,电机外壳是一种批量大、表面质量高的产品,采用常规的工艺,必然会导致产品的外观品质下降。
本文主要介绍了UG/CAD软件,对两种不同类型的零件进行了工艺分析,并对其进行了多轴数控加工所需的模具夹具进行了详细的描述。
采用UG/CAM软件实现了两种不同类型的多轴CNC编程。
它是根据机床四、五轴的旋转特点,利用特殊的工具夹具,进行特殊的刀具定制,实现多轴的定点加工。
通过UG刀道模拟功能,对刀具刀柄、工装夹具、工件之间是否存在干涉、过切等问题进行了分析。
最后,对加工过程进行了后置处理,并产生了数控程序。
1、概念1.1UG的CAD模块与CAM模块UG的CAD主要包括实体建模、特征建模、自由形状建模、工程绘图、组装等。
CAM模块则提供数控加工CLSFS的创建和编辑功能,包括铣、车、线切割;此外,它还支持了图形后处理和机器数据生成,并提供了生产资源管理系统、切削仿真、图形刀轨编辑工具,如机床模拟及其他模拟及辅助处理。
1.2多轴定点加工多轴方向切削是多轴加工中普遍采用的一种方法,它的多轴定位主要是用来控制加工过程中的刀具轴和程序座标仪Z轴的向量。
1.3数控多轴机床加工技术概述1.3.1原理通常,CNC多轴加工是一种三个以上的连杆加工,是一种精加工作业方式,5轴多轴加工工艺是世界各国衡量其工业化程度的重要指标,这一技术在船舶、航天、模具、汽车等领域有着广泛的应用。

数控技术专业毕业论文题目数控技术专业毕业论文题目数控技术,简称数控。
即采用数字控制的方法对某一工作过程实现自动控制的技术。
下面,小编为大家分享数控技术专业毕业论文题目,希望对大家有所帮助!1、数控机床在切割时稳定性研究2、数控机床机械故障原因分析与处理3、重型汽车纵梁数控冲孔机控制系统技改研究与应用4、基于数字化编码-播放体系结构的电火花线切割加工数控系统5、面向智能制造的数控机床多目标优选法研究6、基于CBR技术的数控机床故障诊断专家系统7、面向PDC钻头的三轴数控机床改进模块研究8、基于模糊控制理论的数控机床控制算法设计9、数控系统小线段平滑过渡算法的半硬件仿真与验证10、数控车床液压系统的设计分析11、数控机床电气系统的故障诊断与维修12、数控机床液压系统常见故障分析及诊断方法13、数控机床系统稳定性研究14、数控机床专家诊断系统浅析15、双枪纵缝数控焊接机床控制系统设计16、数控机床控制及故障诊断系统分析与实现17、数控加工中心刀具和切削用量的选择探讨18、巧用综合编程方式提高数控铣加工效率初探19、数控加工质量控制技术20、数控车床薄壁零件的加工21、浅谈数控铣加工要素及编制22、数控超精密加工精度控制研究23、现代机械加工中数控加工技术的使用分析24、数控加工中心的可靠性分析与增长研究26、数控机床机械加工效率的改进方法研究27、关于数控加工工艺标准化的探讨28、提高机械数控加工技术水平的有效策略29、机械制造中数控技术应用分析30、数控张拉技术在预应力梁预制工程中的应用31、《数控技术》课程教学改革与实践32、数控机床技术的应用与发展33、浅谈互联网技术在数控机床管理与维修中的应用34、数控机床在线检测关键技术研究35、普通机床改造数控机床的技术要点36、模具制造的数控加工技术探讨37、谈便捷化学习在数控加工技术教学中的应用38、提高数控编程加工效率的技术研究及其应用39、数控技术在木材加工装备中的运用40、软笔书法文字的数控加工技术41、数控机床电气安全检测技术探讨42、国产数控机床的技术现状与对策43、智能数控机床及其技术体系框架44、插补技术在数控系统中的应用45、浅论现代数控加工技术对模具制造的促进作用46、浅谈数控技术课程改革47、数控机床控制技术与机床维修48、数控机床编程与加工“项目教学法”教学实践49、基于CATIA平底铣刀五轴数控编程技术研究50、浅谈《数控编程》课程的课件制作技巧51、数控编程的路径优化分析52、浅谈数控编程在教学中的体会53、数控编程实验的'分析和优化54、《数控编程学习与实践》课程建设及实施56、数控机床编程与操作关键问题分析57、一种数控编程阵列特征的识别算法58、运用参数化方法提升数控加工编程的效率59、优化数控编程提高加工效率60、梯形螺纹数控车削编程与加工研究61、新时期机械数控加工编程技术的探究62、非圆曲线数控编程技巧63、数控PLC编程常见问题64、数控考工实习教学改革研究与实践65、高职高专数控设备应用与维护专业兴趣班研究66、数控程序编制中的数值计算方法分析67、数控设备操作检修工作中的几点体会68、研究数控机床误差补偿关键技术及其应用69、数控车床长盘液压缸漏油修复70、数控车间供电质量缺陷及对策71、编制CNC数控程序应注意的问题72、数控机床编码器的电池盒与电池更换73、浅谈数控车教学过程中学生能力的培养74、数控机床维修的具体措施分析75、数控机床维修改造中的问题与对策76、试论薄壁零件数控车工的加工工艺77、浅谈数控铣削的精度控制78、试论数控机床的安装调试及维护79、数控机床综合误差补偿研究80、数控铣床手动对刀的常用方法81、浅谈数控维修专业人才的培养82、基于工艺特征的数控编程方法研究83、数控机床变频器故障维修84、移动式数控火焰切割机料架研制85、某航空整体叶轮高效数控加工关键技术研究86、双凸板材件的数控渐进成形研究87、高精度数控丝杠车床母丝杠结构的设计88、提高数控机床机械加工率的方法探讨89、影响数控机床机械加工效率的因素及方法分析90、数控机床定位精度的综合分析91、数控机床气液增压式打刀缸结构改进研究92、数控加工实习课程改革浅谈93、薄壁管零件数控车削加工工艺研究94、机床数控部分硬件设计95、基于遗传算法的数控铣削加工切削参数优化96、如何在中职数控教学中提升学生的动手实践能力97、数控加工机械零件中的专用夹具设计研究98、试论数控设备的故障诊断与维修99、数控液压缸控制性能的仿真与试验研究100、数控仿真软件及其在机床修调中的应用。
基于MBD的协同设计技术浅析发布时间:2021-05-12T03:21:48.647Z 来源:《中国科技人才》2021年第8期作者:孙易安范东宇刘伟洁[导读] 随着计算机技术、软件技术和数字化制造技术发展,产品数字化技术已发展到全三维数字化定义阶段,即MBD(Model Based Definition 基于模型定义)阶段。
中车唐山机车车辆有限公司摘要:数字化制造发展使全三维数字化定义技术(MBD)日益得到人们关注,唯一的设计数据源保证了产品信息高效传递应用。
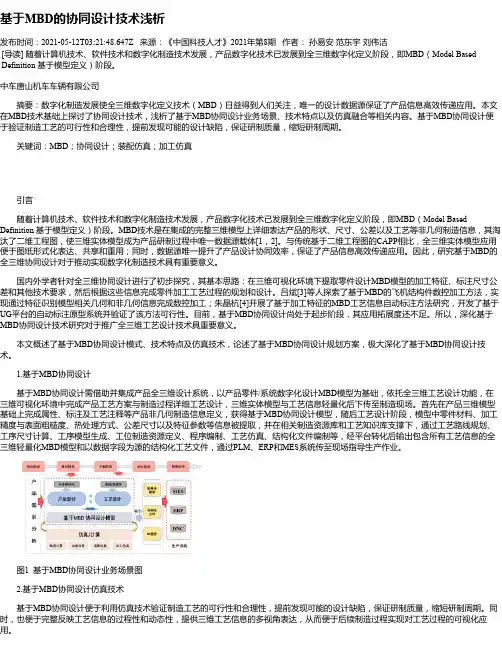
本文在MBD技术基础上探讨了协同设计技术,浅析了基于MBD协同设计业务场景、技术特点以及仿真融合等相关内容。
基于MBD协同设计便于验证制造工艺的可行性和合理性,提前发现可能的设计缺陷,保证研制质量,缩短研制周期。
关键词:MBD;协同设计;装配仿真;加工仿真引言随着计算机技术、软件技术和数字化制造技术发展,产品数字化技术已发展到全三维数字化定义阶段,即MBD(Model Based Definition 基于模型定义)阶段。
MBD技术是在集成的完整三维模型上详细表达产品的形状、尺寸、公差以及工艺等非几何制造信息,其淘汰了二维工程图,使三维实体模型成为产品研制过程中唯一数据源载体[1,2]。
与传统基于二维工程图的CAPP相比,全三维实体模型应用便于图纸形式化表达、共享和重用;同时,数据源唯一提升了产品设计协同效率,保证了产品信息高效传递应用。
因此,研究基于MBD的全三维协同设计对于推动实现数字化制造技术具有重要意义。
国内外学者针对全三维协同设计进行了初步探究,其基本思路:在三维可视化环境下提取零件设计MBD模型的加工特征、标注尺寸公差和其他技术要求,然后根据这些信息完成零件加工工艺过程的规划和设计。
吕斌[3]等人探索了基于MBD的飞机结构件数控加工方法,实现通过特征识别模型相关几何和非几何信息完成数控加工;朱晶杭[4]开展了基于加工特征的MBD工艺信息自动标注方法研究,开发了基于UG平台的自动标注原型系统并验证了该方法可行性。
浅谈数控加工中工艺路线设计原则及方法摘要:文章重点介绍了数控加工中工艺设计的特点零件,书空加工工艺性分析要点,阐述了书空加工工艺过程和走刀路线设计原则与方法实例,为编制优化的数控化的数控程序打下了基础,关键词:数控加工。
数控编程,工艺设计。
走刀路线。
在数控机床上加工零件时,是通过事先编好的程序来控制机床各种、动作的,零件的加工内容和步骤等用指令代码表示,并通过键盘输入到数控系统中。
数控系统对输入的信号进行处理后转换成各种信号,控制机床实现相应的动作,自动完成对零件的加工。
不难看出,实现数控加工的重要工作在于编程,但仅有编程还不行,数控加工还包括,编程前必须要做的一系列工艺准备工作及编程后处理工作,即拟订数控加工工艺。
一、数控加工工艺的特点数控加工工艺的内容十分具体,工艺设计相当严密:在普通机床加工时,许多具体的工艺问题如:工艺中各工步的划分与安排,刀具的几何形状,走刀路线,切削用量选择等,在很大程度上都是由工人根据自己的实践经验和习惯自行考虑和决定的,一般无须工艺人员在设计工艺规程时进行过多的规定。
而在数控加工时,上述这些具体工艺问题,不仅成为数控工艺设计时必须认真考虑的内容,而且还必须作出正确的选择并编入加工程序中。
也就是说,本来由操作工人在加工中灵活掌握并可通过适时调整处理的许多工艺问题,在数控加工时就转变为编程人员必须事先设计和安排的内容。
二、零件数控加工的工艺分析要点数控加工前,必须首先对图纸进行仔细的数控加工工艺性分析,应重点从数控加工的方便性与可能性两个角度进行审查和分析。
例如:(一)首先分析零件图纸中的尺寸数据的给出是否符合编程方便的原则1、零件图纸中的尺寸标注方法是否适应数控加工的特点;2、够成零件轮廊的几何元素的条件是否充分。
因为在手工编程时,要计算够成零件轮廊的所有集合元素进行定义,如果某一条件不充分,则无法计算零件轮廊的基点坐标,无法表达零件轮廊的几何元素,导致无法进行编程,因此在分析零件图时,要分析几何元素的给定田间是否充分。
数控车床零件加工及工艺设计数控车床摘要一、数控机床1、数控机床的概述2、数控机床的组成3、数控机床的特点二、数控加工技术1、数控加工技术简介2、数控加工的特点3、数控加工的技术进展4、数控加工工艺三、各部分零件工艺分析1、金属材料的分析2、各零部件的材料选择及工艺分析四、要紧零件的参数设置及加工路径分析1、概述在车床上,利用工件的旋转运动和刀具的直线运动或曲线运动来改变毛坯的形状和尺寸,把它加工成符合图纸的要求。
车削加工是在车床上利用工件相关于刀具旋转对工件进行切削加工的方法。
车削是最差不多、最常见的切削加工方法,在生产中占有十分重要的地位。
在各类金属切削机床中,车床是应用最广泛的一类,约占机床总数的50%。
车床既可用车刀对工件进行车削,又可用钻头、铰刀、丝锥和滚花刀进行钻孔、铰孔、攻螺纹和滚花等操作。
数控车削加工是现代制造技术的典型代表,随着数控技术的进展,数控机床不仅在宇航、造船、军工等领域广泛使用,而且也进入了汽车、机床等民用机械制造行业。
目前,在机械行业中,单件、小批量的生产所占有的比例越来越大,机械产品的精度和质量也在不断地提高。
因此,一般机床越来越难以满足加工周密零件的需要。
同时,由于生产水平的提高,数控机床的价格在不断下降,因此,数控机床在机械行业中的使用已专门普遍。
一、数控机床1、数控机床的概述数控机床和数控技术是微电子技术同传统机械技术相结合的产物,是一种技术密集行的产品和技术。
数控机床是一种用电子运算机和专用电子运算装置操纵的高效自动化机床。
要紧分为立式和卧式两种。
立式机床装夹零件方便,但切屑排除较慢;卧式装夹零件不是专门方便,但排屑性能好,散热快。
数控机床是依照机械加工工艺的要求,使电子运算机对整个加工过程进行信息处理与操纵,实现生产过程自动化。
较好的解决了复杂、周密、多品种、中小批量机械零件加工问题,是一种通用、灵活、高效能的自动化机床。
同时,数控技术又是柔性制造系统(FMS)、运算机集成制造系统(CLMS)的技术基础之一,是机电一体化高新科技的重要组成部分。
基于数控加工的工艺设计原则及方法探讨通过整理的基于数控加工的工艺设计原则及方法探讨相关文档,希望对大家有所帮助,谢谢观看!前言:传统工件加工过程需要多种机床进行配合加工,不仅需要占用大部分厂房面积,还会产生大量加工废料,这些粉尘积聚在加工厂内不便收拾。
而且在加工途中需要用测量仪器进行人工测量来规范标准。
但是数控机床通过电子控制加工工艺、加工参数,提升加工效率同时也提高加工精度。
一、数控加工工艺设计原则(一)数控加工工序划分原则零件加工工序按照零件材料特点与工艺要求来划分,划分方法较多也比较灵活。
如零件材料刚度较低,易变形,在加工过程中就要先进性粗加工再进行细加工;而零件安装方式以配合为主则需要按照配合部位选定加工部位,逐步进行加工,在加工过程中还需考虑热胀冷缩等物理性质,保证装配后工件完整性。
总之,零件加工工序划分过程中充分考虑其安装工艺需要,不可按照死标准进行加工。
(二)数控加工工艺设计原则第一、一次加工,集中定位原则工件是由零件配合安装组成的,每一零件都要具有较高精度才不会影响到装配程序,因此在加工过程中要求一次性定位,然后尽量集完成大部分加工过程,对于同轴加工要尽量避免二次加工来提高精度。
在加工过程中可以利用多种加工方法,来减少同类加工次数[1]。
第二、先粗后精加工原则在零件加工过程中,一切以加工精度为限制标准。
在拿到原材料时,先进行深度切削,以减少重复切削次数,然后进行粗加工打磨零件基本轮廓外形。
基本轮廓完成后,在进行半精度加工,使工件在精加工前各余量分配均衡。
精度加工时也要尽量避免重复加工影响精度,一般直接一刀持续加工达到零件外形要求。
另外再加工过程中,不同加工阶段应有时间间隔,保证材料恢复变形后再进行后续加工[2]。
第三、先近后远,由内及外原则加工过程中为保证加工精度,减少定位误差,一般先加工距刀口较近部位在加工距离刀口较远部位,这样可以减少走刀时空程距离。
而在铣、镗配合加工过程中,由于铣加工对于材料整体变形程度影响较大,所以会先进行铣加工,再进行镗孔处理,在处理间隔时段也有助于材料恢复变形,减少孔边飞边现象。
基于特征参数化的工艺设计方法倪卫华,曾建江,陈文亮(南京航空航天大学机电工程学院,江苏南京210016)摘要:介绍了一种基于特征参数化的工艺设计方法,即采用特征工艺段,通过将特征工艺段组合和合并,形成零件的加工工艺。
关键词:特征;特征参数化;CAPP;特征工艺段中图分类号:T P391文献标识码:A文章编号:1671-5276(2002)01-0036-03A Method of Process Planning Based on Parametrized Featu reN I We-i hua,ZENG Jian-jiang,CHEN Wen-liang(Nanjing University of Aeronautics and Astronautics,JS Nanjing,210016,China)Abstract:T his paper presents a method of process planning based on parametrized feature.Through combina-tion of featured process planning,the process planning of parts is obtained.Key words:feature;parametrized feature;CAPP;featured process planningCAPP在CAD/CAM集成技术发展中起着纽带和桥梁作用,设计信息只能通过工艺过程设计才能生成制造信息,产品设计只能通过工艺设计才能与制造实现信息和功能的集成[1]。
基于特征的产品信息描述为建立使CAD/CAM相对统一的、包含从计划到制造等生产过程内所有形状功能及工艺特性的产品信息模型提供了极大的可能性。
特征技术被认为是C AD/CAM集成的关键技术,它的应用分为两大类:一类是特征造型,以特征为一特定单位参与几何造型;另一类是特征识别和提取,即从已有的CAD模型中用一定手段提取特征信息。
基于工艺特征识别技术的数控自动编程方法研究随着制造业的发展,数控技术已经成为了制造业的重要手段,能够实现批量化、高效化、精度化生产。
而数控自动编程则是数控加工中的关键环节之一,其质量的好坏直接影响到产品的成品率和质量。
因此,如何提高数控自动编程的效率和精度,已经成为了当前数控领域的研究热点之一。
本文基于工艺特征识别技术,研究了一种高效、精确的数控自动编程方法。
一、工艺特征识别技术工艺特征是指物理实体或者几何形状上的具有一定含义的部分。
在数控加工中,常见的工艺特征包括孔、沟槽、棱角等。
工艺特征识别技术则是通过对原始CAD模型进行分析与处理,提取出其中的工艺特征,为后续的数控自动编程提供便利。
工艺特征识别技术的核心是对原始CAD模型进行分析与处理,提取出其中的特征信息。
传统的特征识别方法主要是基于规则匹配的方式,根据预定义的规则进行匹配。
但是,由于CAD模型的复杂性和多样性,规则匹配的精度和效率都不够高。
因此,基于人工智能的特征识别方法逐渐成为了研究热点。
人工智能方法主要包括基于机器学习的方法和基于知识表示的方法。
前者是通过对大量样本数据的学习,寻找出特征之间的内在联系,进而对新的特征进行识别。
后者则是基于专家系统的思想,通过对工艺特征的知识进行形式化表示,利用推理机制进行识别。
二、基于工艺特征识别技术的数控自动编程方法在基于工艺特征识别技术的数控自动编程方法中,首先需要对CAD模型进行分析与处理,提取出其中的工艺特征。
接着,根据用户设定的加工条件,对每个工艺特征进行加工路径的规划。
最后,将所有工艺特征的加工路径综合起来,生成完整的数控加工程序。
1. 工艺特征提取工艺特征提取需要对CAD模型进行分析和处理。
传统的分析方法主要是基于B-Rep模型的分析,但是该方法的计算复杂度很高。
因此,基于点云或直接对设计师的数据手绘图进行分析的方法逐渐成为了研究热点。
对于点云数据,可以通过聚类等算法提取出相应的特征。
数控车床零件加工及其工艺设计数控车床是一种用来加工各种材料的自动化机床,它能够实现高效、精确的零件加工。
数控车床加工工艺设计是指在进行零件加工之前,根据零件的要求和机床的性能,设计出合理的加工工艺流程和工装,并确定切削参数,以保证零件的质量和加工效率。
本文将从数控车床零件加工工艺设计的基本步骤、工艺流程、工装设计和切削参数等方面进行详细介绍。
数控车床零件加工工艺设计的基本步骤包括:确定零件的几何形状和尺寸要求、选定数控机床和刀具、确定工艺流程、工装设计和切削参数等。
首先,根据零件的图纸和工艺要求,确定零件的几何形状和尺寸要求,包括表面粗糙度、精度等。
然后,根据零件的形状和加工要求,选择合适的数控机床和刀具。
在确定机床和刀具之后,根据零件的具体情况,设计出合理的工艺流程,包括粗加工和精加工的次序、切削速度和进给量等。
接着,根据工艺流程,设计出相应的工装和夹具,以保证零件在加工过程中的稳定性和精度。
最后,根据工艺要求和机床的性能,确定合适的切削参数,包括切削速度、进给量、刀具的切削刃数等。
在数控车床零件加工的工艺流程中,通常包括粗加工和精加工两个阶段。
粗加工是指在精加工之前,通过粗车或粗磨等方式,将工件的尺寸从加工余量中除去。
精加工是指在粗加工之后,通过精车或精磨等方式,将工件的尺寸加工到精确的要求。
在工艺流程中,还需要考虑到机床的转速和进给量,以及刀具的选择和切削方式等因素。
工装设计是数控车床零件加工的重要环节。
工装设计是指根据零件的形状和加工要求,设计出适合加工的工装和夹具。
工装设计需要考虑到零件的稳定性、加工精度和加工效率等因素。
工装设计应该合理安排夹具夹持零件的位置和方式,以保证零件在加工过程中的稳定性和精密度。
切削参数是数控车床零件加工的关键。
切削参数包括切削速度、进给量、切削深度等。
切削速度是指刀具在单位时间内所旋转的圈数,表示切削速度的快慢;进给量是指工件在切削过程中每单位时间的移动距离,表示切削的快慢;切削深度是指刀具在切削过程中进入工件的深度,表示切削的深浅。
数控加工中工艺路线设计原则及方法数控加工是一种采用计算机控制的加工方式,具有高效、精度高、重复性好等优点。
在进行数控加工工艺路线设计时,需要考虑以下原则和方法。
1.合理的工艺路线:在设计工艺路线时,应根据被加工零件的形状、材料、尺寸等因素,合理选择加工方法和工艺参数,使加工过程更加高效、稳定、可靠。
2.确定优化的切削参数:切削参数包括切削速度、进给速度、切削深度等,这些参数的选择直接影响加工质量和效率。
在设计工艺路线时,应根据零件的材料、硬度、形状等因素,结合切削理论和经验,确定合适的切削参数。
3.合理的刀具选用:刀具的选用应根据被加工材料的硬度、切削性能要求、切削方式等因素来决定。
同时,刀具的类型、规格、刃磨和调整等也需要进行合理选择和操作,以保证加工质量和效率。
4.完善的夹紧装置:夹紧装置是保证工件在加工过程中稳定性的重要因素之一、在设计工艺路线时,应考虑工件的形状、材料等因素,选择合适的夹紧装置,确保工件在加工过程中能够保持良好的位置和固定。
5.避免振动和共振:在进行数控加工时,振动和共振是常见的问题,会导致加工精度下降,甚至破坏刀具和工件。
在设计工艺路线时,应尽量避免长时间切削和加工深度过大,选择合适的切削参数,保证加工过程的稳定性。
6.充分利用数控机床的功能:数控机床具有多轴加工、自动换刀、自动测量等功能,可以提高加工效率和精度。
在设计工艺路线时,应合理利用这些功能,提高加工效率和自动化程度。
7.进行仿真验证:在进行数控加工工艺路线设计前,可以使用数控仿真软件进行仿真验证。
通过仿真可以模拟加工过程,确定刀具路径、切削参数的合理性,并优化工艺路线,从而避免因设计不合理而导致的加工失败和资源浪费。
总之,在进行数控加工工艺路线设计时,应根据被加工零件的要求和特点,选择合适的加工方法和工艺参数,合理选择刀具和夹紧装置,避免振动和共振问题,充分利用数控机床的功能,并进行仿真验证,以保证加工过程的高效、稳定和可靠。
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!过不断修正模型参数,使其仿真的结果接近实际工作状况,方便了解产品特性和设计要求。
基于MSC.ADAMS 动态汽车衡承载器的动力学仿真,能够缩短研发周期,有效提高了产品性能,达到事半功倍的效果。
[参考文献][1]王建平,辛会珍.短台面动态汽车衡秤体设计中的仿真优化[J ].计量技术,2006(10):27-29.[2]李军,邢俊文,覃文洁.ADAMS 实例教程[M ].北京:北京理工大学出版社,2002.[3]徐光华,等.基于系统辨识的动态汽车衡称重方法[J ].中国机械工程,2002,13(8):58-61.[4]倪振华.振动力学[M ].西安:西安交通大学出版社,1989.[5]Flood I,et al.Developments in the use of neural nets for truck weigh-in-motion on steel bridges[C ]//Proceedings of Sixth International Conference on Application of Artificial Intelligence to Civil &Structural Engineering ,2001:61-62.[6]刘九卿.电子汽车衡的简易设计与计算[J ].衡器,2007(4):6-10.(编辑立明)作者简介:张刚(1980-),男,硕士研究生。
王琳(1957-),女,研究方向为机电一体化、机械量数据采系与测试技术。
收稿日期:2009-03-22基金项目:国家高技术研究发展计划资助项目(2006AA04Z142)!!!!!!!!!!!!!!!!一种基于加工特征的数控工艺设计方法赵留杰,张英杰(西安交通大学机械工程学院,西安710049)本文明确地将数控工艺的设计任务分解为两大模块,即加工特征级的智能工艺决策过程和加工方法级参数驱动的派生式数控代码生成。
目前各种CAPP 系统最难解决的问题就是工步的自动生成问题,如果将零件作为整体来实现工步的自动生成,那就更是难上加难。
随着计算机技术的发展,人们试图采用特征技术来解决零件的工步自动生成问题,效果显著。
文献[1]采用智能方式生成加工方法链,但对工步内容的具体设计却没有智能方面的支持。
文献[2]利用特征参数化技术实现了工步内容的派生式生成,但灵活性较差,由于工艺对工艺环境的依赖很大,且工艺资源是动态变化的,这就难免要做大量的修改,柔性较差。
另外,文献[1,2]采用交互式提取特征信息,对特征逐一提取,效率较低。
本文则结合文献[3]对特征的分类方法,引入专用特征,进一步提高数控工艺设计效率。
另外文献[1,2]都不支持数控程序的自动生成,本文采用参数化编程技术实现数控代码的自动生成。
采用面向加工特征的方法,将零件的工步设计任务分解成一系列加工特征的工步设计任务;采用工艺决策系统自动生成特征的加工工步序列,提高智能工艺决策的准确性;结合刀具特征映射库和机床特征映射库,设计具体的工步内容。
这样不仅简化零件加工工步的设计问题,还提高了工艺决策的智能化水平。
同时,利用参数化编程技术很好地解决了数控程序的自动生成问题,传统的数控编摘要:将数控工艺的设计分成了两大模块,即加工特征级的智能工艺决策过程和加工方法级的派生式数控代码生成。
对加工特征进行数控加工工步设计时,辅以加工特征数控工艺决策知识库、机床特征映射库和刀具特征映射库的智能支持,提高了工艺决策的准确性和智能化水平。
同时以加工特征为单元,采用参数化编程技术实现数控程序的派生式生成,提高了数控程序设计效率和质量,并有利于数控程序设计的自动化、智能化、模块化。
关键词:加工特征;特征工艺段;数控编程;特征NC 代码段中图分类号:T H166文献标识码:A 文章编号:1002-2333(2009)06-0031-04A Method of the NC Process Planning Based on the Machining FeatureZHAO Liu-jie,ZHANG Ying-jie(School of Mechanical Engineering,Xi ’an Jiaotong University,Xi ’an 710049,China )Abstract :In this paper,NC process planning is divided into two parts.They are the process of intelligent decision-making of the machining feature and the NC codes generation by variant of the machining method.The design of process steps of the machining feature are supported by the manufacturing knowledge library,characteristics-machine tool mapping library and characteristics-tool mapping database intelligently,so as to improve the level of intelligent process design.Parametric programming technique is applied to the NC code generation with the machining feature as unit.And this is conducive to the design process of automation,intelligence,modularization.Key words :machining feature;process for feature;NC programming;NC codes for feature特征编号特征名称尺寸信息精度信息材料信息公差信息加工方法加工设备加工刀具数控代码加工特征图2加工特征模型图获取零件CAD 图取一加工特征生成特征加工工步序列否满足要求吗?是选择一加工工步序列设计工艺参数生成特征工艺段派生式生成特征NC 代码段有还有特征吗?工步排序无结束加工特征库人工制定特征工艺决策库特征机床映射库特征刀具映射库NC 特征代码库图1工艺设计流程图程方法被简化为按照加工方法或加工特征为单元的数控编程,不仅提高了数控程序设计的智能化、模块化和自动化,简化了数控程序的设计过程,提高了数控程序的效率,从而使过去数控编程经验以加工特征为载体传承下来,加强了数控程序设计的标准化和规范化。
1数控工艺设计过程工艺设计流程图如图1。
首先,交互式提取零件的CAD 图纸信息,对零件进行交互式特征提取,输入材料信息、热处理情况、特征类型、特征公差信息,利用特征工艺决策子系统生成特征的加工工步序列或加工方法链[4];查询工艺资源库,根据约束条件选择一种加工方法链,如不满足要求,可以人工制定;然后在刀具特征映射库和机床特征映射库的支持下对工步内容进行详细设计,包括确定刀具类型、切削参数、机床参数、夹具等;当该加工特征的工步内容设计完成后,利用参数化的数控代码模板,根据特征信息自动生成特征的NC 代码段,最后,将所有的特征工艺段合并,并根据排序规则对整个零件的加工工步进行排序。
2特征技术在本系统中的应用2.1专用特征的引用从更好地满足数控工艺设计角度考虑,将特征分为通用特征和专用特征。
之所以在系统中引入专用特征,是因为通常企业生产的产品相对固定,零件结构相对稳定,一些特征组经常“捆绑”在一起并出现在同一零件(或零件族)中,即这些特征具有固定的拓扑关系,例如,某些零件中出现了通孔、圆形面、矩形槽3个简单特征,且通孔位于矩形槽内,矩形槽又位于圆形面上,我们将这种具有“固定关系”的特征组定义为专用特征。
专用特征由一系列成员特征构成,其制造环境稳定,工艺已经标准化,且成员特征的空间位置关系固定,因此这些成员特征加工操作顺序也固定。
因此,输入适当的特征信息,此专用特征的加工工步和程序代码可以一次性自动生成,这样就比将此专用特征拆分成多个通用特征再进行工艺设计具有更高的效率。
2.2加工特征模型以加工特征为单元的数控工艺设计方法需要解决两个关键问题,即加工特征工艺的智能决策和数控代码的自动生成,这就需要有相应加工特征模型的支持。
鉴于此,在传统加工特征模型的基础上,提出一种新的加工特征模型。
该模型除具备一般加工特征模型的基本特性外,还包含工艺决策知识、数控程序模板等其他应用相关信息,新型的加工特征模型如图2所示。
该模型包含的特征信息有特征编号、特征名称、尺寸信息、精度信息、材料信息、公差信息、加工方法、加工设备、加工刀具、数控代码模板,该加工特征模型能很好地满足以加工特征为单元的数控工艺的智能化设计,实现数控工艺设计的模块化。
同时将数控程序与加工设备和加工特征关联起来,有利于数控代码的使用和管理。
3特征工艺段的设计基于加工特征的工步设计是以加工特征为单元,根据特征信息,由加工特征工艺决策知识库自动生成加工方法链,对加工方法链进行设计即得到特征工艺段[5],即与加工特征相对应的工步。
在对特征工艺段进行设计时辅以特征工艺决策知识库[6]、特征设备映射库和特征刀具映射库的智能支持。
与传统的工步设计相比,提高了工艺决策的智能化水平,同时也有利于经验知识的积累和管理,有利于数控工艺设计的智能化、规范化。
3.1机床及其参数的选择通常每一机床只适合加工一些特征,而一个特征也只适合在一些机床上加工,因此,加工特征和机床之间存在着内在的相关性,即特征和机床的映射关系。
根据机床的使用历史建立特征机床映射库,把机床信息和加工特征信息存入数据库并做相应的关联,可以根据特征查询到可加工机床,同时也可以根据机床查询可加工特征。
另外考虑到数控代码和加工设备具有相关性,在此将数控代码、加工特征、加工设备结合起来。
特征机床映射库如图3。
机床特征映射库是机床及其参数选择的重要依据,在确定待设计零件的数控工艺时,能充分利用这些加工特征来辅助完成数控工艺设计,以提高数控工艺设计的输入特征类型和加工方法信息选择刀具类型提取所需特征信息推荐刀具有合适刀具否?否是结束选择刀具输出切削参数确定人工添加刀具图6刀具自动选择流程图输入特征类型筛选出可用机床有合适的机床否?是否交互式选择机床提供特征材料和尺寸信息输出机床参数结束人工指定机床图4机床选择流程图质量和效率。