文章编号:100221639(2001)0120017203
热处理炉温度场的三维数值模拟
匡 琦,潘健生,叶健松
(上海交通大学高温材料及高温测试开放实验室,上海200030)
摘要:提出了一个描述热处理炉三维非线性温度场的有限元模型,该模型综合考虑了辐射、材料热物性参数和边界条件等复杂因素。根据此模型,使用大型非线性有限元软件M A RC对72k W井式渗碳炉进行模拟计算,计算机模拟结果与实测结果吻合较好。由此提供了一种良好的热处理炉虚拟生产手段,可作为智能热处理CAD的核心技术之一。
关键词:热处理炉;计算机模拟;温度场;有限元;智能热处理
中图分类号:T G151;T P273.5 文献标识码:A
Three-d i m en siona l Nu m er ica l Si m ula tion of Te m pera ture F ield of Hea t Trea t m en t Furnaces
KUAN G Q i,PAN J ian2sheng,YE J ian2song
(H igh T emperatu re M aterials and T esting L ab.,Shanghai J iao tong U n iv.,Shanghai200030,Ch ina)
Abstract:T h is paper p resen ts a fin ite elem en t model fo r describ ing the temperatu re field of heat treatm en t fu rnaces.In the model,such comp licated non linear facto rs as boundary conditi on s,physical p roperties and radiati on etc.are con sidered. Based on the model,the th ree di m en si onal non linear FE M analysis system M A RC is u sed to si m u late the temperatu re field of 72k W p it2type carbu rizing fu rnace,w here an increm en tal iterati on m ethod is also u sed.T he compu ter si m u lati on resu lts are w ell con sisten t w ith tho se of m easu rem en ts.T he w o rk p rovides an excellen t m ethod fo r the virtual operati o in of heat treatm en t fu rnaces.It m ay becom e one of the co re techno logies of in telligen t heat treatm en ts.
Key words:heat treatm en t fu rnace;compu ter si m u lati on;temperatu re field;fin ite elem en t m ethod(FE M);in telligen t heat treatm en t
1 前言
热处理数学模型和计算机模拟技术是开发高度知识密集型热处理智能技术的关键,已日益为各国热处理界所重视。目前,对热处理炉温度场模拟计算往往只限于二维模型,而筑炉材料的热物性参数、边界条件中换热系数及炉内的辐射传热也大都简化处理[1~4],从而导致计算结果与实测数据误差较大。本文针对这一问题,建立了一个描述热处理炉的三维非线性稳态传热数学模型,全面考虑辐射、热物性参数和换热系数非线性变化对温度场的影响,以大型非线性有限元软件M A RC为平台模拟计算72k W 井式渗碳炉的温度场,并进行了实验验证,为热处理
收稿日期:2000210218;修订日期:2000211227
基金项目:国家“95”攻关项目——热处理CAD及其智能技术(962A01202201)
作者简介:匡 琦(19752 ),男,湖南双峰人,硕士研究生,从事计算机在材料科学中的应用研究工作;
潘健生(19352 ),男,教授,博士生导师,国际热处理
与表面工程联合会数学模型与计算机模拟技术委员
会主任,主要从事热处理过程的计算机数值模拟.炉的改造和优化设计提供了新的方法和途径。
2 热处理炉三维传热计算的数学模型
对于三维非线性稳态传热问题,其传热方程和边界条件的基本数学表达式为
5
x(k x
5T
x)+
5
y(k y
5T
y)+
5
z(k z
5T
z)+q=0(1)式中:T为温度;t为时间;k x,k y,k z为x,y,z方向的材料导热系数;q为内热源项。
边界条件数学表达式
k x
5T
5x n x+k y
5T
5y n y+k z
5T
5z n z-q+h∑(T-T∞)=0
(2)
式中:h∑为对流和辐射的综合换热系数;q是热流项;n x,n y,n z分别是x,y,z方向的方向余弦。
求解热处理炉温度场分布问题实际就是求解在边界条件(2)下满足稳态热传导方程(1)的场函数T (x,y,z)[5~6]
。
3 非线性问题的处理
热处理炉温度场是一个复杂的非线性问题,其非线性主要来自以下两个方面:(1)筑炉材料的热物
性参数(导热系数、密度、比热容)随温度的变化而变化;(2)换热系数中与温度有关的辐射换热和对流换热两项。通常非线性方程的解法有迭代法、增量法。迭代法的主要优点是简单易行,但缺点是不能保证收敛到精确解;增量法将载荷以微小增量形式逐渐施加,用分段线性化的办法来近似非线性问题,其主要优点是收敛性好和适应性强,除个别情况外,它能适应各种类型和各种程度的非线性问题。本文中对材料热传导率、比热容、密度随温度变化所引起的中等非线性问题采用迭代法,而对于呈高度非线性的稳态温度场(即包含热辐射、强迫对流的稳态传热)则用增量迭代法处理[2,3]。4 计算实例
本文以72k W 井式渗氮炉为例,模拟计算其稳态工作时的温度场分布。该炉的形状尺寸与材料分布如表1与图1(A 、B 、C 三点为实验测温点)。计算
表1 筑炉材料的导热系数(k =Α+bT )[7] W ?(m ?℃)-1
材料名称标号(图1)
Α
b
高铝砖M 12.090.00186QN 06砖M 2
0.1650.00019硅酸钙M 30.0560.0001保温材料M 40.040.00022耐火纤维
M 50.020.00012钢M 6520.000028
密封圈
M
8
0.1628
图1 简化炉体与测温点(A 、B 、C )示意图
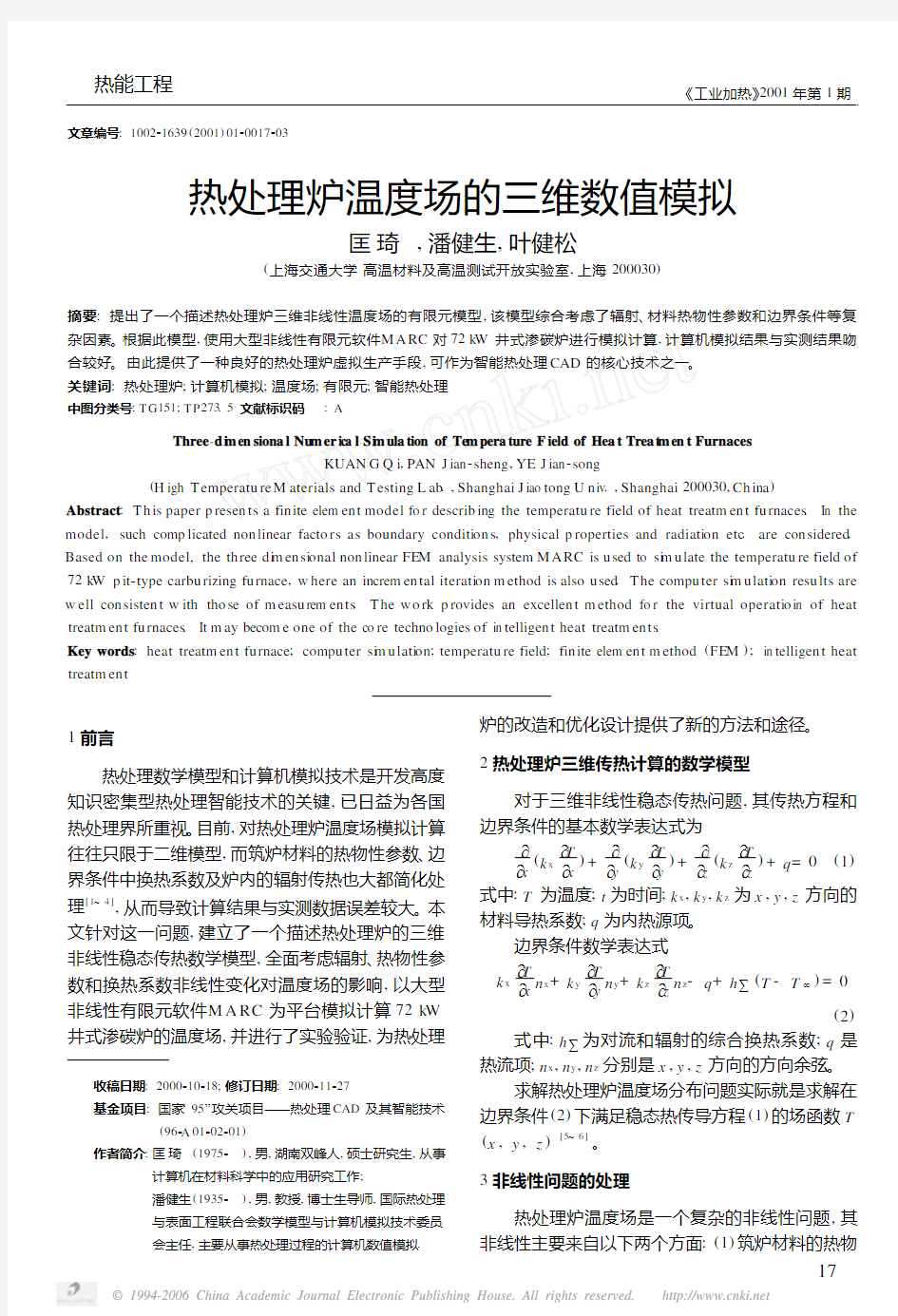
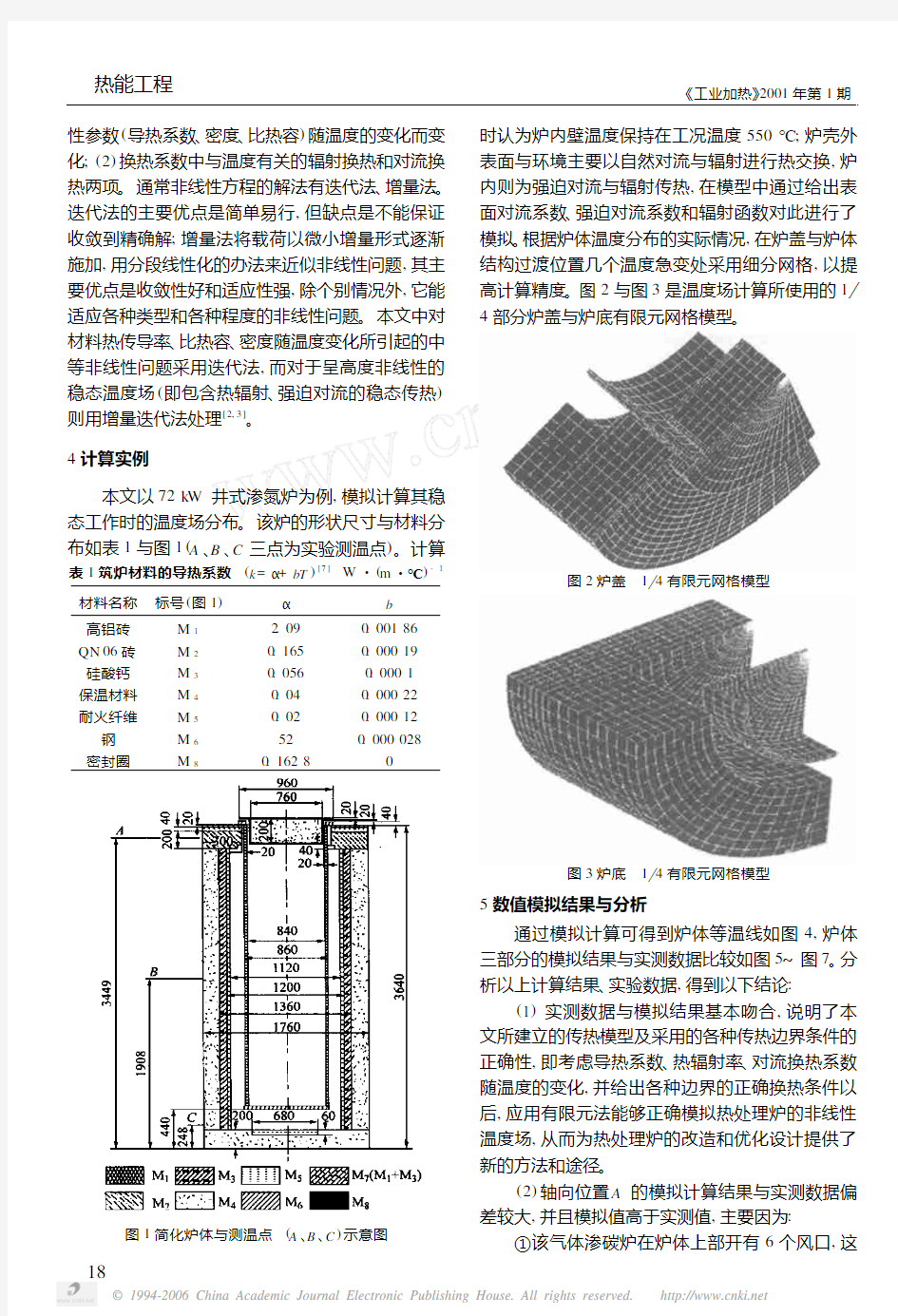
时认为炉内壁温度保持在工况温度550℃;炉壳外表面与环境主要以自然对流与辐射进行热交换,炉内则为强迫对流与辐射传热,在模型中通过给出表面对流系数、强迫对流系数和辐射函数对此进行了模拟。根据炉体温度分布的实际情况,在炉盖与炉体结构过渡位置几个温度急变处采用细分网格,以提高计算精度。图2与图3是温度场计算所使用的1 4部分炉盖与炉底有限元网格模型。
图2 炉盖1 4有限元网格模型
图3 炉底1 4有限元网格模型
5 数值模拟结果与分析
通过模拟计算可得到炉体等温线如图4,炉体
三部分的模拟结果与实测数据比较如图5~图7。分析以上计算结果、实验数据,得到以下结论:
(1)实测数据与模拟结果基本吻合,说明了本文所建立的传热模型及采用的各种传热边界条件的正确性,即考虑导热系数、热辐射率、对流换热系数随温度的变化,并给出各种边界的正确换热条件以后,应用有限元法能够正确模拟热处理炉的非线性温度场,从而为热处理炉的改造和优化设计提供了新的方法和途径。
(2)轴向位置A 的模拟计算结果与实测数据偏差较大,并且模拟值高于实测值,主要因为:
①该气体渗碳炉在炉体上部开有6个风口,这
些风口必然导致炉体上部散热量增大,温度应低于模拟中未考虑风口影响的计算值。所以要进一步精确模拟出该炉的温度场,须考虑风口流场的影响。
②选择的测温点A 正好处于炉体温度R 、Z 方向温度变化幅度都很大的位置,位置稍有偏差,温度变化幅度就很大。由于实验条件的限制,测温点的位置不可能很精确,这也是造成较大误差的一个原因。如果制造炉子时便将热电偶埋入,可更好地定位
。
图4
整个炉体温度等温分布图
图5 轴向位置A
模拟结果与计算结果的比较
图6 轴向位置B
模拟结果与计算结果的比较
图7 轴向位置C 模拟结果与计算结果的比较
6 结论
本文建立了比较完善的热处理炉三维非线性温度场有限元模型,该模型综合考虑了辐射、材料热物性参数和边界条件非线性对温度场的影响。其模型的正确性已得到实验的验证。本文提出的计算机模拟方法相比较传统的设计方法具有明显的优越性,可以作为热处理炉虚拟生产中的核心技术,可作为智能热处理CAD 的核心技术之一。
参考文献:
[1] 臧东慧.热处理设备的计算机辅助设计[D ].上海:上
海交通大学,1994.
[2] 顾剑锋,潘健生,胡明娟,等.冷轧辊淬冷过程数值模拟
的研究[J ].金属热处理学报,1999,(2):127.
[3] 田 东,胡明娟,潘健生,等.淬冷过程中三维传热的数
值模拟[J ].兵器材料科学与工程,1998,(7):28232.
[4] 袁文庆,陈 晓.工件加热三维非稳态温度场的计算机
模拟[J ].金属热处理学报,1991,(2):35241.
[5] HOLM AN J P .H eat T ran sfer [M ].N ew Yo rk :M c 2
Graw 2H ill Book Company ,1986.852104.
[6] 孔祥谦.有限单元法在传热学中的应用[M ].北京:科
学出版社,1998.127.
[7] 吴光英.现代热处理炉[M ].北京:机械工业出版社,
1990.5214.
W Z 002729利用矩阵分类法选择高效工业炉结构——
《МеталлургическаяиГорноруднаяПромышленность》,1999,N o .3,78
~80(俄)对各种炉子的分析表明,炉子的结构2性能矩阵分类法可以作为探求新的炉子热工和结构系统的手段。文中列出了这种矩阵的表格和各种炉子的类别。通过计算和分析可以认为,工业炉是为了实现具体的工艺过程,应在一定的经济和生产技术条件下进行设计和建造。该分类法是格林可夫的炉
子一般理论研究工作的进一步发展。表2参6
[郭伯伟摘]
传热大作业 二维导热物体温度场的数值模拟(等温边界条件) 姓名: 班级: 学号:
墙角稳态导热数值模拟(等温条件) 一、物理问题 有一个用砖砌成的长方形截面的冷空气空道,其截面尺寸如下图所示,假设在垂直于纸面方向上冷空气及砖墙的温度变化很小,可以近似地予以忽略。在下列两种情况下试计算: (1)砖墙横截面上的温度分布; (2)垂直于纸面方向的每米长度上通过砖墙的导热量。外矩形长为,宽为;内矩形长为,宽为。 第一种情况:内外壁分别均匀地维持在0℃及30℃; 第二种情况:内外表面均为第三类边界条件,且已知: 外壁:30℃,h1=10W/m2·℃, 内壁:10℃,h2= 4 W/m2·℃ 砖墙的导热系数λ= W/m·℃ 由于对称性,仅研究1/4部分即可。 二、数学描写 对于二维稳态导热问题,描写物体温度分布的微分方程为拉普拉斯方程
02222=??+??y t x t 这是描写实验情景的控制方程。 三、方程离散 用一系列与坐标轴平行的网格线把求解区域划分成许多子区域,以网格线的交点作为确定温度值的空间位置,即节点。每一个节点都可以看成是以它为中心的一个小区域的代表。由于对称性,仅研究1/4部分即可。依照实验时得点划分网格: 建立节点物理量的代数方程 对于内部节点,由?x=?y ,有 )(411,1,,1,1,-+-++++=n m n m n m n m n m t t t t t 由于本实验为恒壁温,不涉及对流,故内角点,边界点代数方程与该式相同。
设立迭代初场,求解代数方程组。图中,除边界上各节点温度为已知且不变外,其余各节点均需建立类似3中的离散方程,构成一个封闭的代数方程组。以C t 000 为场的初始温度,代入方程组迭代,直至相邻两次内外传热值之差小于,认为已达到迭代收敛。 四、编程及结果 1) 源程序 #include <> #include <> int main() { int k=0,n=0; double t[16][12]={0},s[16][12]={0}; double epsilon=; double lambda=,error=0; double daore_in=0,daore_out=0,daore=0; FILE *fp; fp=fopen("data3","w"); for (int i=0;i<=15;i++) for (int j=0;j<=11;j++) { if ((i==0) || (j==0)) s[i][j]=30; if (i==5) if (j>=5 && j<=11) s[i][j]=0; if (j==5) if (i>=5 && i<=15) s[i][j]=0; } for (int i=0;i<=15;i++)
第1章绪论 1.1 综述 在人类的生活环境中,温度扮演着极其重要的角色。温度是工业生产中常见的工艺参数之一,任何物理变化和化学反应过程都与温度密切相关,因此温度控制是生产自动化的重要任务。对于不同生产情况和工艺要求下的温度控制,所采用的加热方式,燃料,控制方案也有所不同。无论你生活在哪里,从事什么工作,无时无刻不在与温度打着交道。自18世纪工业革命以来,工业发展对是否能掌握温度有着绝对的联系。在冶金、钢铁、石化、水泥、玻璃、医药等等行业,可以说几乎80%的工业部门都不得不考虑着温度的因素。 在现代化的工业生产中,电流、电压、温度、压力、流量、流速和开关量都是常用的主要被控参数。例如:在冶金工业、化工生产、电力工程、造纸行业、机械制造和食品加工等诸多领域中,人们都需要对各类加热炉、热处理炉、反应炉和锅炉中的温度进行检测和控制。 1.2 加热炉温度控制系统的研究现状 随着新技术的不断开发与应用,近年来单片机发展十分迅速,一个以微机应用为主的新技术革命浪潮正在蓬勃兴起,单片机的应用已经渗透到电力、冶金、化工、建材、机械、食品、石油等各个行业。单片机温度控制系统是数控系统的一个简单应用,在冶金、化工、建材、机械、食品、石油等各类工业中,广泛使用于加热炉、热处理炉、反应炉等。 温度是工业对象中的一个重要的被控参数。由于炉子的种类不同,因而所使用的燃料和加热方法也不同,例如煤气、天然气、油、电等;由于工艺不同,所需要的温度高低不同,因而所采用的测温元件和测温方法也不同;产品工艺不同,控制温度的精度也不同,因而对数据采集的精度和所采用的控制算法也不同。 传统的温度采集方法不仅费时费力,而且精度差,单片机的出现使得温度的采集和数据处理问题能够得到很好的解决。不仅如此,传统的控制方式不能满足高精度,高速度的控制要求,如温度控制表温度接触器,其主要缺点是温度波动范围大,由于它主要通过控制接触器的通断时间比例来达到改变加热功率的目的,受仪表本身误差和交流接触器的寿命限制,通断频率很低。近几年来快速发展了多种先进的温度控制方式,如:PID控制,模糊控制,神经网络及遗传算法控制等。这些控制技术大大的提高了控制精度,不但使控制变得简便,而且使产品的质量更好,降低了产品的成本,提高了生产效
目录 第一章设计背景及设计意义 (2) 第二章系统方案设计 (3) 第三章硬件 (5) 3.1 温度检测和变送器 (5) 3.2 温度控制电路 (6) 3.3 A/D转换电路 (7) 3.4 报警电路 (8) 3.5 看门狗电路 (8) 3.6 显示电路 (10) 3.7 电源电路 (12) 第四章软件设计 (14) 4.1软件实现方法 (14) 4.2总体程序流程图 (15) 4.3程序清单 (19) 第五章设计感想 (29) 第六章参考文献 (30) 第七章附录 (31) 7.1硬件清单 (31) 7.2硬件布线图 (31)
第一章设计背景及研究意义 机械制造行业中,用于金属热处理的加热炉,需要消耗大量的电能,而且温度控制是纯滞后的一阶惯性环节。现有企业多采用常规仪表加接触器的断续控制,随着科技进步和生产的发展,这类设备对温度的控制要求越来越高,除控温精度外,对温度上升速度及下降速度也提出了可控要求,显而易见常规控制难于满足这些工艺要求。随着微电子技术及电力电子技术的发展,采用功能强、体积小、价格低的智能化温度控制装置控制加热炉已成为现实。 自动控制系统在各个领域尤其是工业领域中有着及其广泛的应用,温度控制是控制系统中最为常见的控制类型之一。随着单片机技术的飞速发展,通过单片机对被控对象进行控制日益成为今后自动控制领域的一个重要发展方向。在现代化的工业生产中,电流、电压、温度、压力、流量、流速和开关量都是常用的主要被控参数。例如:在冶金工业、化工生产、电力工程、造纸行业、机械制造和食品加工等诸多领域中,人们都需要对各类加热炉、热处理炉、反应炉和锅炉中的温度进行检测和控制。对工件的处理温度要求严格控制,计算机温度控制系统使温度控制指标得到了大幅度提高。采用MCS-51单片机来对温度进行控制,不仅具有控制方便、组态简单和灵活性大等优点,而且可以大幅度提高被控温度的技术指标,从而能够大大提高产品的质量和数量。因此,单片机对温度的控制问题是一个工业生产中经常会遇到的问题。 ,
温度场模拟matlab代码: clear,clc,clf L1=8;L2=8;N=9;M=9;% 边长为8cm的正方形划分为8*8的格子 T0=500;Tw=100; % 初始和稳态温度 a=0.05; % 导温系数 tmax=600;dt=0.2; % 时间限10min和时间步长0.2s dx=L1/(M-1);dy=L2/(N-1); M1=a*dt/(dx^2);M2=a*dt/(dy^2); T=T0*ones(M,N); T1=T0*ones(M,N); t=0;l=0;k=0; Tc=zeros(1,600);% 中心点温度,每一秒采集一个点 for i=1:9 for j=1:9 if(i==1|i==9|j==1|j==9) T(i,j)=Tw;% 边界点温度为100℃ else T(i,j)=T0; end end end if(2*M1+2*M2<=1) % 判断是否满足稳定性条件 while(t end i=1:9;j=1:9; [x,y]=meshgrid(i); figure(1); subplot(1,2,1); mesh(x,y,T(i,j))% 画出10min 后的温度场 axis tight; xlabel('x','FontSize',14);ylabel('y','FontSize',14);zlabel('T/℃','FontSize',14) title('1min 后二维温度场模拟图','FontSize',18) subplot(1,2,2); [C,H]=contour(x,y,T(i,j)); clabel(C,H);axis square; xlabel('x','FontSize',14);ylabel('y','FontSize',14); title('1min 后模拟等温线图','FontSize',18) figure(2); xx=1:600; plot(xx,Tc,'k-','linewidth',2) xlabel('时间/s','FontSize',14);ylabel('温度/℃','FontSize',14);title('中心点的冷却曲线','FontSize',18) else disp('Error!') % 如果不满足稳定性条件,显示“Error !” end 实验结果: 时间/s 温度/℃ 中心点的冷却曲线 金属凝固过程计算机模拟题目:二维导热物体温度场的数值模拟 Solidworks十字接头的传热分析 作者:张杰 学号:S2******* 学院:北京有色金属研究总院 专业:材料科学与工程 成绩: 2015 年12 月 二维导热物体温度场的数值模拟 图1 二维均质物体的网格划分 用有限差分法模拟二维导热物体的温度场,首先将二维物体划分为如图1所示的网格,x ?与y ?可以是不变的常量,即等步长,也可以是变量(即在区域内的不同处是不同的),即变步长?如果区域内各点处的温度梯度相差很大,则在温度变化剧烈处,网格布得密些,在温度变化不剧烈处,网格布得疏些?至于网格多少,步长取多少为宜,要根据计算精度与计算工作量等因素而定? 在有限的区域内,将二维不稳定导热方程式应用于节点 ,)i j (可写成: ,2222 ,i j P P p i j T T T C x y ρλτ?????=+ ?????? ,1 , ,()i j P P P i j i j T T T οτττ+-???= +? ????? () , 1 , , 1 ,22 2()i j P P P P i j i j i j T T T T x x x ο+--+??? =+? ????? () , ,1 , ,122 2()i j P P P P i j i j i j T T T T y y y ο+--+???=+? ?????τ?、x ?、y ? 当τ?、x ?、y ?较小时,忽略()οτ?、2()x ο?、2 ()y ο?项。当x y ?=?时, 即x 、y 方向网格划分步长相等?最后得到节点 ,)i j (的差分方程: ()1 , ,0 1 , 1 , ,1 ,1 ,4P P P P P P P i j i j i j i j i j i j i j T T F T T T T T ++-+-=++++- 式中:() 02 p F C x λτ ρ?= ?? 课程设计设计题目: 退火炉温度控制系统 学院: 专业: 班级: 姓名: 学号: 指导老师: 日期: 摘要 退火炉是金属热处理中的重要设备,它把压力容器加热到一定温度并维持一段时间,然后让其自然冷却。其目的在于消除压力容器的整体压力。提高压力容器的使用寿命。温度是退火炉的主要被控变量,是保证其产品质量的一个重要因素。退火炉温度控制的稳定性和控制精度直接影响产品的质量。 本文以AT89C51单片机为控制核心,采用模块化的设计方案,包括硬件设计与软件设计两部分。硬件设计包括温度检测模块,按键模块,执行模块,LED显示模块,单片机最小系统。本设计要求采用电热丝加热,通过A/D转换将采集到的温度数据输入单片机中,与系统给定值比较,从而对退火炉的温度进行控制,通过按键输入控制信号,三位LED显示炉温。最后设计出最少拍无纹波控制器,通过MATLAB 仿真检验是否有纹波。 目录 第1章绪论 (3) 1.1设计背景与算法 (3) 第2章课程设计的方案?5 2.1概述?5 2.2系统组成总体结构 (5) 第3章程序设计与程序清单 (7) 3.1单片机最小系统设计 (7) 3.1.1单片机选择 (7) 3.1.2时钟电路设计 (8) 3.1.3复位电路设计?9 3.2程序清单与电路图 (11) 3.3温度控制电路................................ 错误!未定义书签。第4章控制算法?18 4.1程序框图? 18 4.2算法设计 (19) 第5章课程设计总结?错误!未定义书签。 第1章 绪论 1.1 设计背景与算法 背景:退火炉是冶金和机械行业常用的热处理工业设备。一般说来,退货处理工艺师冶金和机械产品的最后处理工序,它的处理效果将直接影响产品的质量。因此,对退火炉的基本要求就是根据退火处理工艺曲线,提供准确的升温,保温及降温操作,同时保证颅内各处的温度均匀。在目前实际生产中,退火炉的种类很多,按燃料分有燃油炉、燃气炉、电炉等。电炉按台数计算占80%,燃油炉和燃气炉占20%。 退火是金属热处理中的重要工序,它是将金属缓慢加热到一定温度,保持足够时间,然后以适宜速度冷却(通常是缓慢冷却,有时是控制冷却)的一种金属热处理工艺。目的是使经过铸造、锻轧、焊接或切削加工的材料或工件软化,改善其塑性和韧性,使其化学成分均匀化,并去除其参与应力,或得到预期的物理性能。温度控制是热处理质量控制的重要技术措施,是退火控制的核心。智能温控将大大提高热处理质量,消除认为的不稳定因素,提高温度控制的精确程度,满足特殊材料的热处理要求。 同时,退火炉采用自动化技术控制温度,对保护生态环境方面也具有重要意义。退火炉的炉温动态特性直接影响产品的质量,生产过程中对钢材的温升曲线有较高的要求,温度过低,达不到退火的预期目的;温度过高将导致过热,甚至过烧。通过对退火炉中生产过程的优化控制和自动工艺管理控制,不但可以缩短生产周期,提高产量和质量,还可以减少人为因素造成的废品率。热处理后产生的废气对自然环境的污染很大,退火炉的燃料如果是欠氧燃烧,燃料燃烧不充分,则会产生大量黑烟,而过氧燃烧又会产生氮氧化合物等有害气体。若通过对燃烧过程进行有效控制,使燃烧在合理的空燃比下运行,则可以极大的减少退火炉对周边环境的污染,对构建科持续发展型社会就有积极的意义。 目前世界各国对能源消耗和大气环境的污染越来越重视,而我国既是钢铁大国又是能源大国,因此研究高性能退火炉温度控制系统具有极为重要的现实意义。 算法:在数字随动控制系统中,要求系统的输出值尽快地跟踪给定值的变化,最少拍控制是满足这一要求的一种离散化设计方法。 最少拍控制是一种直接数字设计方法。所谓最少拍,就是要求闭环系统对于某种特定的输入在最少个采样周期内达到无静差的稳态,是系统输出值尽快地跟踪期望值的变化。 闭环Z传函具有形式 z z z z N N ---+++=Φφφφ 221)(1 电炉温度控制系统设计 摘要 热处理是提高金属材料及其制品质量的重要技术手段。近年来随工业的发展,对金属材料的性能提出了更多更高的要求,因而热处理技术也向着优质、高效、节能、无公害方向发展。电阻炉是热处理生产中应用最广泛的加热设备,加热时恒温过程的测量与控制成为了关键技术,促使人们更加积极地研制热加工工业过程的温度控制器。 此设计针对处理电阻炉炉温控制系统,设计了温度检测和恒温控制系统,实现了基本控制、数据采样、实时显示温度控制器运行状态。控制器采用 51 单片机作为处理器,该温度控制器具有自动检测、数据实时采集处理及控制结果显示等功能,控制的稳定性和精度上均能达到要求。满足了本次设计的技术要求。 关键词:电阻炉,温度测量与控制,单片机 目录 一、绪论.......................................................................................................................................- 1 - 1.1 选题背景...................................................................................................................- 1 - 1.2电阻炉国内发展动态...............................................................................................- 1 - 1.3设计主要内容...........................................................................................................- 2 - 二、温度测量系统的设计要求...................................................................................................- 3 - 2.1 设计任务.....................................................................................................................- 3 - 2.2 系统的技术参数.........................................................................................................- 3 - 2.3 操作功能设计.............................................................................................................- 4 - 三、系统硬件设计.......................................................................................................................- 5 - 3.1 CPU选型......................................................................................................................- 5 - 3.2 温度检测电路设计........................................................................................................- 5 - 3.2.1 温度传感器的选择.............................................................................................- 5 - 3.2.1.1热电偶的测温原理...............................................................................- 6 - 3.2.1.2 热电偶的温度补偿..............................................................................- 7 - 3.2.2 炉温数据采集电路的设计...............................................................................- 7 - 3.2.2.1 MAX6675芯片...................................................................................- 7 - 3.2.2.2 MAX6675的测温原理.......................................................................- 8 - 3.2.2.3 MAX6675 与单片机的连接.................................................................- 8 - 3.3 输入/输出接口设计 ....................................................................................................- 9 - 3.4 保温定时电路设计................................................................................................... - 10 - 3.4.1 DS1302 与单片机的连接 .............................................................................. - 11 - 3.5 温度控制电路设计..................................................................................................... - 11 - 系统硬件电路图................................................................................................................ - 13 - 四、系统软件设计.................................................................................................................... - 15 - 4.1 软件总体设计............................................................................................................. - 15 - 4.2 主程序设计................................................................................................................ - 15 - 4.3 温度检测及处理程序设计......................................................................................... - 16 - 4.4 按键检测程序设计..................................................................................................... - 18 - 4.5 显示程序设计............................................................................................................. - 20 - 4.6 输出程序设计............................................................................................................. - 21 - 4.7中值滤波..................................................................................................................... - 22 - 五、结论.................................................................................................................................... - 23 - 参考文献.................................................................................................................................... - 24 - 基于生死单元的激光熔覆温度场数值模拟 基于生死单元的激光熔覆温度场数值模拟 摘要:计算了不同激光功率条件下粉末颗粒到达基底前的温升,并以粉末颗粒到达基底前的温度为初始条件。用生死单元法研究了单通道和多通道激光熔覆温度场。利用熔池的大小和形态,验证了模型的可靠性。结果表明,粉末颗粒的温升与激光功率呈线性关系。单个包层的温度变化是锯齿状的。温升过程近似为直线,温降曲线近似为双曲线。在多通道熔覆过程中,温度场呈微椭圆形。节点上的热循环经过一个逐渐增加的峰值。峰值温度最终趋于稳定。0系列 激光熔覆根据送粉工艺不同可分为两种类型,即粉末预置法和同步送粉法。本发明具有易于自动控制、激光能量吸收率高、无内部气孔的优点。特别是对于覆层金属陶瓷,覆层的抗裂性可以显著提高,并且硬质陶瓷相可以均匀地分布在覆层中。有广阔的应用空间。国内学者利用ANSYS [1-4对激光熔覆过程的温度场和应力场进行了大量的研究工作。目前,利用ANSYS模拟激光熔覆温度场的研究没有考虑激光束与粉末的相互作用。事实上,激光束首先作用于粉末。除了损失的能量,部分激光束被包覆粉末吸收。另一部分通过粉末被基质吸收。除了直接吸收激光束能量,基质还吸收从粉末转移到基质的能量。因此,有必要在仿真前弄清激光能量的分布,使所建立的模型更接近实际,仿真结果更有说服力。本文将粉末在到达基体前吸收能量后的温升作为初始温度场加载到基体上。同时,利用有限元分析软件 ANSYS中的生死单元技术模拟了熔覆单元的生长过程。高斯体热源加载基体吸收的能量,模拟送粉激光熔覆的温度场分布。在此基础上,模拟了多道次激光熔覆的温度场,研究了多道次激光熔覆的温度场。当屏蔽激光时, 1粉末到达基体前的温度为 粉末。它还吸收部分激光能量,从而提高其温度。事实上,粒子直接吸收激光辐射能量并发射辐射能量,而不考虑等离子体的影响(能量密度低于105W /cm2)。在空气中,粉末颗粒也因空气对流而耗散能量,并且颗粒也相互加热。这些能量在总能量中的比例非常小。目前,关于粉体颗粒温升的模型很少。此外,有必要在模型[5]中建立假设条件。为了便于计算,模型中假设: (1)气体-粉末射流中粉末颗粒的体积分数很低,并且受到激光反射、折射、颗粒离子间相互加热和束屏蔽等的影响。可以忽略。(2)粉末颗粒是半径为rP的球体。由于粉末颗粒足够小,它们被认为是能量计算中的一个点。颗粒的导热性是无限的,即粉末颗粒的温度被认为是均匀的,并且在光接收表面和背光表面之间没有差异。(3)粉末颗粒仅吸收光接收表面上的能量,但是外部辐射发生在整个球体的表面上。(4)粉末不吸收来自基质的光反射。基于上述假设,粉末颗粒的温升可以根据颗粒的能量方程来计算。这个方程是一个非线性方程。利用Matlab软件,采用迭代法求解方程。当激光功率P=2 kW时,方程的解在1500 ~ 1600k范围内,因此初始值被设置为t = 1500k,并且通过迭代发现方程的一个实根是t = 1570k。改变激光功率,获得了当 设计说明书 设计题目电加热炉温度控制系统 完成日期2013 年7 月12 日 专业班级自动化12本 设计者 指导教师 课程设计成绩评定 目录 前言 (1) 第一章设计方案概述 (2) 1.1设计内容 (2) 1.2设计方案 (2) 第二章硬件部分设计 (2) 2.1温度检测电路 (2) 2.2单片机连接电路 (3) 2.3 LCD显示部分 (4) 2.4按键与报警电路 (5) 2.5加热控制电路部分 (5) 第三章软件部分设计 (6) 3.1周期采样程序 (6) 3.2数字滤波程序 (6) 3.3 PID程序 (7) 3.4总程序 (9) 心得与体会 (10) 参考文献 (11) 前言 温度是工业对象中一种重要的参数,特别在冶金、化工、机械各类工业中,广泛使用各种加热炉、热处理炉和反应炉等。由于炉子的种类不同,因此所采用的加热方法及燃料也不同,如煤气、天然气、油和电等。但是就其控制系统本身的动态特性来说,基本上属于一阶纯滞后环节,因而在控制算法上亦基本相同。 本次设计是电加热炉温度自动控制系统。该系统利用单片机可以方便地实现对PID参数的选择与设定;实现工业过程中PID控制。它采用温度传感器热电偶将检测到的实际炉温进行A/D转换,送入计算机中,与设定值比较出偏差。对偏差按PID规律进行调整,得出对应的控制量来控制固态续电器、调节电炉的加热功率,从而实现对炉温的控制。利用单片机实现温度智能控制,能自动完成数据采集、处理、转换、并进行PID控制。在设计中应该注意,采样周期不能太短,否则会使调节过程过于频繁,这样,不但执行机构不能反应,而且计算机的利用率也大为降低;采样周期不能太长,否则会使干扰无法及时消除,使调节品质下降。 .word格式, 太原理工大学现代科技学院组态软件技术及应用课程设计 设计名称理炉温度监控系统组态 专业班级 学号 姓名 指导教师 第1章概述 1、1课程设计目的 组态综合练习是一项综合性的专业实践课程,目的是让学生将所学的基础理论和专业知识运用到具体的工程实践中,以培养学生综合运用知识的能力、实际动手能力和工程实践能力,为此后的毕业设计打下良好的基础。 1、2课程设计任务 本课程设计要求在修完《监控系统程序设计技术》课程后,运用工业监控系统组态软件(MCGS ),结合一个热处理炉温度监控系统,完成该控制系统的上位机监控系统组态设计。 1、3课程设计要求 1.基本要求 (1)监控系统总体设计: 了解系统设计要求,进行需求分析,确定组态软件输入输出点、内部变量等,构思监控系统的组态框架。 (2)实时数据库组态: 根据所确定的输入输出点和内部变量点,建立监控系统实时数据库。 (3)虚拟对象组态设计: 采用脚本语言或其他软件工具建立虚拟对象模型,能够仿真实际的物理对象,具有输入输出特性。 (4)窗口界面组态: 根据系统需求和实际生产过程中的对象工艺流程,设计监控系统的图形操作界面,并同 实时数据库IO 点链接。 (5)运行策略组态: 采用脚本语言建立监控系统的运行策略,控制所建立的软件系统的运行流程。 (6)控制策略组态设计: 选择和设计适当的控制算法并组态,实现对被控系统的控制要求。 (7)历史和趋势记录报表设计: 建立历史数据库,实现监控系统的历史数据记录和趋势显示。 (8)实时和历史报警记录报表设计: 确定和建立参数的报警限值和报警数据存储特性,实现监控系统的实时报警显示和历史报警数据查询。 (9)主控窗口组态: 通过系统菜单能对系统各个功能进行调度管理。 (10)安全策略组态: 建立监控系统的安全操作机制,对用户设定不同的操作权限,保证监控系统的安全性。(11)进行监控系统的调试、运行和改进。 (12)编写课程设计报告。 2.具体要求 (1)数据变量 所选课题系统应具有一定数量的开关量I/O 信号(至少 6 个)和模拟量I/O 信号(至少4 个)。 (2)监控系统画面 所设计的监控系统画面应包括下列内容,并具有动态显示和操作功能。 电阻炉温度控制系统设计 摘要 电阻炉在冶金工业中的运用相当广泛,其温度参数在生产过程中的自动控制系统也随着微机单片机可控硅技术在工业控制领域的推广、应用,正朝着高精度、高稳定性、高智能化的方向发展。电阻加热炉是典型的工业过程控制对象。其温度控制具有升温单向性、大惯性、大滞后、时变性等特点,且其升温、保温是依靠电阻丝加热,降温则是依靠环境自然冷却。 温度是工业对象中主要的被控参数之一。尤其是在冶金、化工、机械各类工业中,广泛使用各种加热炉、热处理炉、反应炉等。由于炉子的种类不同,所采用的加热方法及燃料也不相同,如煤气、天然气等。但就控制系统本身的动态特性而言,均属于一阶纯滞后环节,在控制算法上基本相同,可采用PID控制或其他纯滞后补偿算法。但对于电阻加热炉来说,当其温度一旦超调就无法用控制手段使其降温,因而很难用数学方法建立精确模型和确定参数。而传统PID控制是一种建立在经典控制理论基础上的控制策略,其设计依赖于被控对象的数学模型,因此对于加热炉这类控制对象采用传统PID 的控制方案很难达到理想的控制效果。 为了保证生产过程正常安全地进行,提高产品的质量和数量,以及减轻工人的劳动强度,节约能源,对加热用的各种电炉要求在一定条件下保持恒温,不能随电源电压波动或炉内物体而变化,或者有的电炉的炉温根据工艺要求按照某个指定的升温或保温规律而变化,等等。 因此,在工农业生产或科学实验中常常对温度不仅要不断地测量,而且要进行控制。在电阻炉温度控制系统的设计中,应尽量考虑到如何有效地避免各种干扰因素而采用一个较好的控制方案,选择合适芯片及控制算法是非常有必要的本设计要用单片机设计一个电阻炉温度控制系统。 关键词:恒温;热处理;控温系统 Design for Temperature Control System of Resistance Furnace 第24卷第2期 2OO 焊接学报 v01.24April No.220O3 3年4月TRANSAC’n0NS0FTHECHINA碍砸LDINGINSnTUrnON 激光焊接温度场数值模拟 薛忠明,顾 兰, 张彦华 (北京航空航天大学机械工程及自动化学院。北京100083) 摘要:深入分析了激光焊接小孔传热模型的特点,在此基础上选取合适的热源形式,研究了移动线热源和高斯分布热源作用下,准稳态与瞬态激光焊接温度场。利用MAT-LAB软件及ANsYS有限元分析程序对激光焊接温度场分别进行了计算及模拟,并且将两种分析结果进行了比较。最后还将有限元的模拟值与实测值进行了对比分析,进一步验证了小孔模型与高斯热源在激光焊接温度场模拟中的适用性。关键词:激光焊接;温度场;有限元;ANsYs 中围分类号:1嘶6 O 文献标识码:A文章编号:0253—360x(2003)01—79—04薛忠明 序言 实测值进行了对比分析,验证了小孔模型与高斯热源在激光焊接温度场模拟中的适用性(板厚≤4mm)。 激光焊接是利用高能量密度的激光束作为热源的一种高效精密的焊接方法。激光焊接具有高能量密度、可聚焦、深穿透、高效率、高精度、适应性强等优点,广泛应用于航空航天、汽车、微电子、轻工业、医疗及核工业等要求高精度和高质量的焊接领域。 1 激光焊接中的小孔传热模型 当激光功率密度达到106W,/cm2时,激光能量 由于激光焊接是一巾陕速而不均匀的热循环过 程,焊缝附近出现很大的温度梯度,因此在焊后的结构中也会出现不同程度的残余应力和变形,这些都成为影响焊接结构质量和使用性能的重要因素。准确地认 识焊接热过程,对焊接结构力学分析、显微组织分析以及最终的焊接质量控制具有重要意义。 20世纪70年代以来,国外很多学者对激光焊接机理进行了深入的研究,提出了蒸汽小孔模型。考虑熔池形状以及熔池中金属的流动和热流分布,考虑电子密度、离子化程度、等离子体对入射激光的吸收系数和激光焊接工艺参数对熔深的影响,建立了不同的能量吸收模型”。。这些研究偏向于应用物理和量子力学的研究领域,在实际工程分析中存在一定的局限性。在国内,有关激光焊接机理以及激光焊接温度场与力学场的数值模拟方面的研究正在引起重视。 作者深入分析了激光焊接小孔传热模型,在此基础上选取合适的热源形式,研究了移动线热源和高斯分布热源作用下,准稳态与瞬态激光焊接温度场。利用MAllAB软件及ANSYs有限元程序对激光焊接温度场分别进行了计算及模拟,并且将两种分析结果进行了比较。最后还将有限元的模拟值与 收稿日期:2002—07—12 向工件输入的速率远大于传导、对流、辐射散热的速率,材料表面产生汽化而形成小孔,激光能量是通过小孔而进行转换和传递的。 激光焊接中熔池与小孔的几何特征如图l所示。焊件表面被加热、熔化、蒸发,在蒸汽压力的作用下形成小孔,当小孔产生的蒸汽压力与熔池中液体金属的静应力达到平衡时,小孔是稳定存在的‘“。 固1Hg.1 激光焊接熔池与小孔几何特征囤 G岫etr萱cf嘲ur嚣0fmolten andkeyh0Iein pool J∞erweⅫ咂g 激光焊接中,小孔与工件作相对运动,运动过程 中的动量扩散和热量扩散的相对程度由佩克莱特准 万方数据 80 Open Journal of Transportation Technologies 交通技术, 2018, 7(1), 11-19 Published Online January 2018 in Hans. https://www.doczj.com/doc/4e11156294.html,/journal/ojtt https://https://www.doczj.com/doc/4e11156294.html,/10.12677/ojtt.2018.71002 Research on the Numerical Simulation and Change Rules of the Subgrade Temperature Field Lei Xu, Yunliang Li, Lun Ji, Yiqiu Tan School of Transportation Science and Engineering, Harbin Institute of Technology, Harbin Heilongjiang Received: Jan. 1st, 2018; accepted: Jan. 15th, 2018; published: Jan. 22nd, 2018 Abstract Numerical analysis model of the subgrade temperature field was established. Based on the pro-gram ANSYS, the distribution and the time-varying properties of the subgrade temperature field were analyzed. Results show that for the vertical subgrade temperature field, the temperature in-creases with the depth increasing, and the subgrade frost depth at the coldest time in January is about 2.0 m. The ambient temperature affects the horizontal subgrade temperature field within a scope of about 2.0 m, which is the same as the subgrade frost depth. Temperature change trend of various positions in the subgrade during a year basically agrees with the ambient temperature change trend. The temperature of the pavement surface is basically the same as the ambient tem-perature, while the ambient temperature affects a little on the subgrade temperature, and soil in the depths of the subgrade keeps permafrost, or seasonal frozen. Keywords Subgrade, The Temperature Field, Numerical Analysis, ANSYS 路基温度场数值模拟及变化规律研究 徐垒,李云良,纪伦,谭忆秋 哈尔滨工业大学,交通科学与工程学院,黑龙江哈尔滨 收稿日期:2018年1月1日;录用日期:2018年1月15日;发布日期:2018年1月22日 摘要 建立了路基温度场的数值分析模型,基于ANSYS软件分析了路基温度场的分布规律及时变特性。研究表 二维导热物体温度场的数值模拟 金属凝固过程计算机模拟题目:二维导热物体温度场的数值模拟 Solidworks十字接头的传热分析 作者:张杰 学号: S2******* 学院:北京有色金属研究总院 专业:材料科学与工程 成绩: 2015 年 12 月 二维导热物体温度场的数值模拟 图1 二维均质物体的网格划分 用有限差分法模拟二维导热物体的温度场,首先将二维物体划分为如图1所示的网格,x ?与y ?可以是不变的常量,即等步长,也可以是变量(即在区域内的不同处是不同的),即变步长?如果区域内各点处的温度梯度相差很大,则在温度变化剧烈处,网格布得密些,在温度变化不剧烈处,网格布得疏些?至于网格多少,步长取多少为宜,要根据计算精度与计算工作量等因素而定? 在有限的区域内,将二维不稳定导热方程式应用于节点 ,)i j ( 可写成: ,2222 ,i j P P p i j T T T C x y ρλτ?????=+ ?????? ,1 , ,()i j P P P i j i j T T T οτττ+-???= +? ????? () , 1 , , 1 ,22 2()i j P P P P i j i j i j T T T T x x x ο+--+???=+? ????? () , ,1 , ,122 2()i j P P P P i j i j i j T T T T y y y ο+--+???=+? ?????τ?、x ?、y ? 当τ?、x ?、y ?较小时,忽略()οτ?、2()x ο?、2 ()y ο?项。当x y ?=?时,即x 、y 方向网格划分步长相等?最后得到节点 ,)i j (的差分方程: ()1 , ,0 1 , 1 , ,1 ,1 ,4P P P P P P P i j i j i j i j i j i j i j T T F T T T T T ++-+-=++++- 式中: () 02 p F C x λτ ρ?= ??二维导热物体温度场的数值模拟
课程设计退火炉温度控制系统
电阻炉温度控制系统的设计
基于生死单元的激光熔覆温度场数值模拟
电加热炉温度控制系统讲解
热处理炉温度监控系统方案
电阻炉温度控制系统设计
激光焊接温度场数值模拟讲解
路基温度场数值模拟及变化规律研究
二维导热物体温度场的数值模拟教程文件
相关主题
文本预览