X-R控制图实例:
天线公司生产0.6M(13G)天线的弯波导,成形后长度要求为263±0.40mm,生产过程
X-控制图,分析控制状态。质量要求为Cp≥1.00,为对该过程实行连续监控,设计R
1.收集数据并加以分组
在5M1E充分固定并标准化的情况下,从生产过程中收集数据。每隔2h,从生产过程中抽取5个零件,测量其长度,组成一个大小为5的样本,一共收集25个样本(数据见上
X-图,每组样本大小n≤10,组数k≥25。
表)。一般来说,制作R
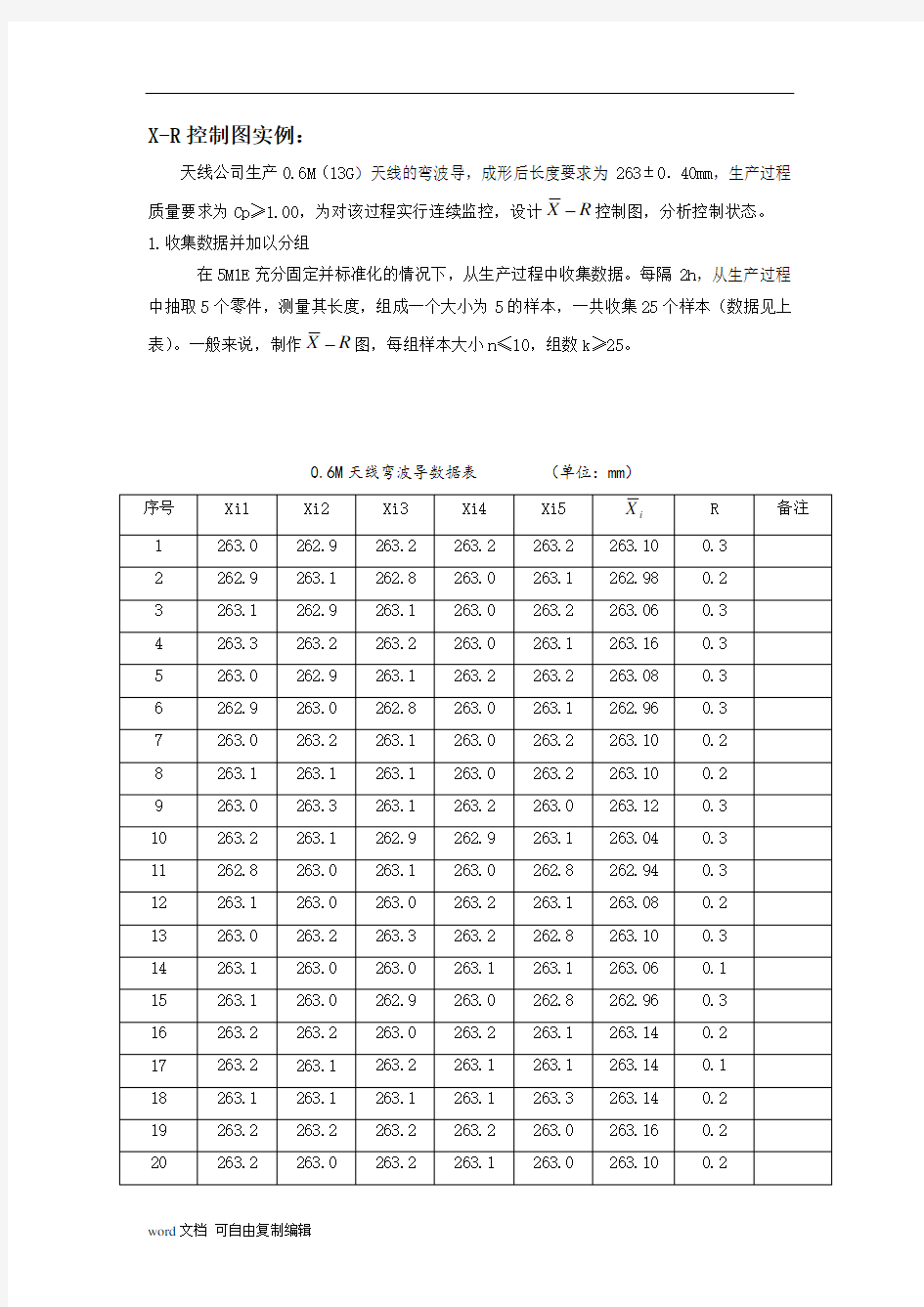
0.6M天线弯波导数据表(单位:mm)
2.计算每组的样本均值及极差(列于上表)。
计算总平均和极差平均:
X=263.07 R=0.228
3.计算控制线
X图: CL=X=263.07
UCL=X+A2R=263.07+0.577*0.228=263.20
LCL=X-A2R=263.07-0.577*0.228=262.94
R图:
CL=R=0.228
UCL=D4R=2.114*0.228=0.482
其中系数A2,D3,D4均从控制图系数表中查得,A2=0.577,D4=2.114,当n≤6时D3<0,此时LCL=——。
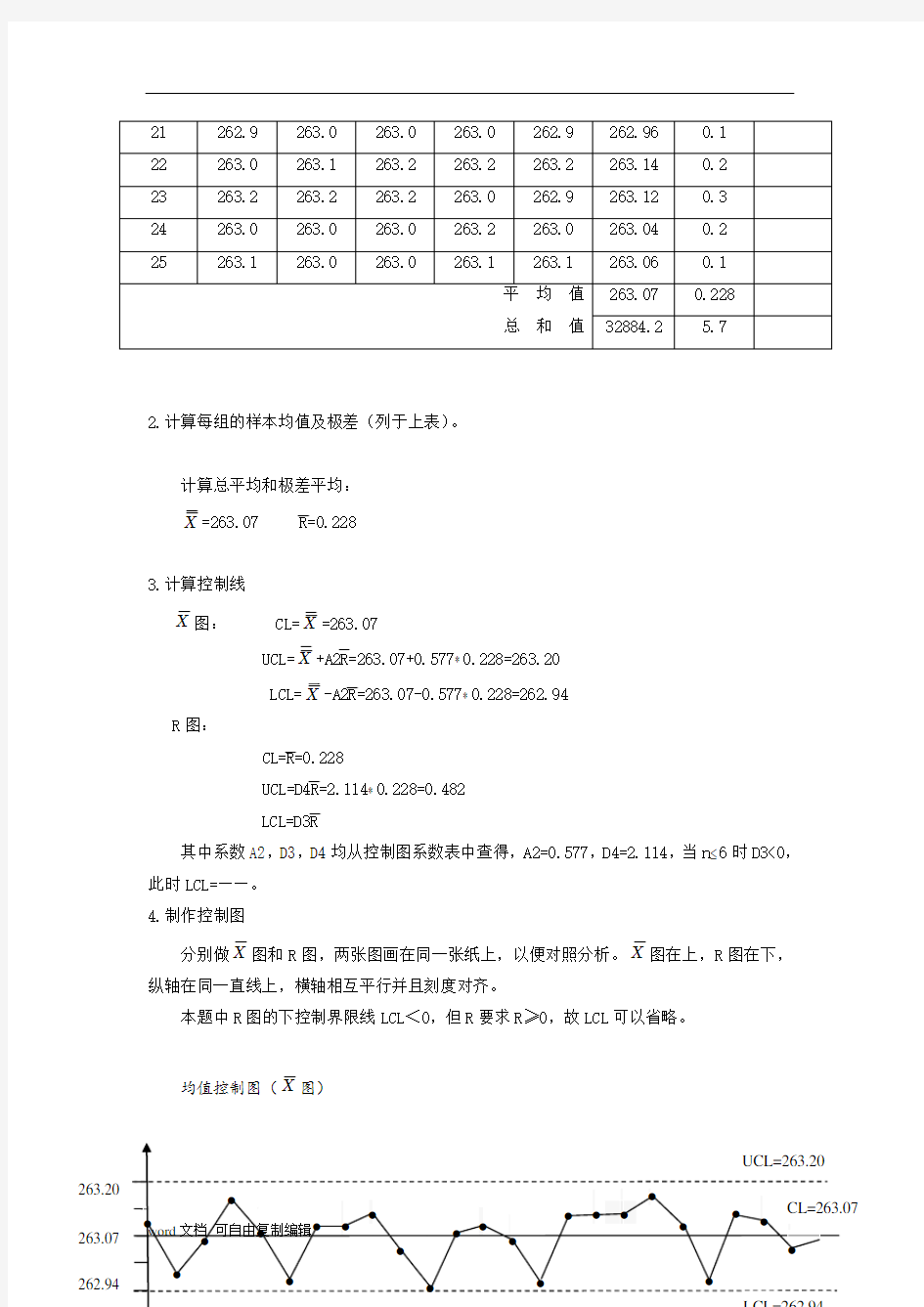
4.制作控制图
分别做X图和R图,两张图画在同一张纸上,以便对照分析。X图在上,R图在下,纵轴在同一直线上,横轴相互平行并且刻度对齐。
本题中R图的下控制界限线LCL<0,但R要求R≥0,故LCL可以省略。
均值控制图(X图)
极差控制图(R图)
5.描点:根据各个样本的均值i X和极差Ri在控制图上描点(如上).
6.分析生产过程是否处于统计控制状态.
利用分析用控制图的判断原则,经分析生产过程处于统计控制状态。
7.计算过程能力指数
因为:X=263.07,M=263, X≠M,
所以:Cpk=(T-2ε)/6s,其中ε=|X-M|
s=R/d2=0.228/2.326=0.098
ε=|X-M|=263.07-263=0.07
修正后的过程能力指数
Cpk=(T-2ε)/6s=(0.8-2*0.07)/6*0.098=1.22
8.由于波导管的长度尺寸,对于天线产品的质量影响,属于重要质量特性,1.67≥Cpk>1.33
为理想状态, 1.33≥Cpk>1 为低风险状态。
9.过程平均不合格品率p (需要查正态概率表)
当X≠M时,过程不合格率
p=Φ[-3(1+k)Cp]+Φ[-3(1-k)Cp]
k=2ε/T=2*0.07/0.8=0.175,Cp=T/6s=0.8/(6*0.098)=1.36 P=Φ[-3(1+k)Cp]+Φ[-3(1-k)Cp]
= Φ[-3*1.175*1.36]+Φ[-3*0.825*1.36]
= Φ[-4.794]+Φ[-3.366]=2-0.999-0.999=0.2%