课程设计报告
题目:年产50000吨聚醋酸乙烯酯的工艺设计
《聚醋酸乙烯酯乳液聚合课程设计》
一、本课程设计的性质、任务与目的
1. 本课程设计的性质
本课程是应用化学专业的一门实用性和技术性很强的专业课程。学生在聚合物工艺学课程后,综合运用所学的高分子化学与材料及化工原理相关知识,进行初步的聚醋酸乙烯酯合成的工艺设计。
2.本课程任务是:
①撰写简要设计说明书。
②绘制物料流程示意图、车间平面图各一张。
③设计并绘制聚合釜
3.本课程设计的目的
①了解和掌握聚醋酸乙烯酯的、结构与性能,其制备过程中的基本反应类型、添加剂与材料成型工艺等内容的基础知识;
②掌握检索文献的方法;
③通过阅读文献,了解并掌握聚醋酸乙烯酯制备与设计的基本原理,并能完成聚醋酸乙烯酯的整个工艺流程。
④通过专业课程设计使学生掌握应具备的基本高分子化工设计技能。
二、课程设计的主要内容
1.设计方案选择,对给定或选定的设计方案进行简要论述。
2.工艺计算,应完成工艺流程各过程的物料衡算,能量衡算。绘制物料流程示意图,编写物料平衡表及热量平衡表。
3.主要设备设计,在满足工艺条件的前提下,进行主要设备的选型及结构设计。
4.典型辅助设备设计选型,包括典型设备主要结构尺寸计算和设备型号规格的选定
目录
一、概述 (1)
二、工艺流程和方案的说明和论证 (1)
1、工艺流程 (1)
2、方案的说明 (2)
3、聚醋酸乙烯酯乳液聚合的工艺条件 (3)
三、物料衡算 (6)
四、热量衡算 (11)
五、聚合釜及各设备选型 (13)
六、生产车间布置 (16)
1. 要满足生产工艺要求 (16)
2. 要符合经济原则 (16)
3. 要符合安全生产要求 (17)
4. 便于安装和检修 (17)
5.要有良好的操作条件 (17)
七、对设计的评述及结论 (18)
八、参考文献 (19)
一、概述
聚合物工艺设计是化工生产装置建设的灵魂,是将人们的要求变为现实生产的第一步。先进的设计思想、科学的设计方法、现代化的设计手段与工具、高水平高质量的设计作品是工程设计人员坚持的设计方针和追求的设计目标。聚合物合成生产装置设计属于化工设计的范畴,是针对聚合物合成生产过程的化工设计。聚合物合成工艺设计就是指将单体原料通过聚合反应制得聚合物产品的生产过程中所用的方法、技术等,全部用图纸、表格、文字说明等方式概述出来的过程及结果。
二、工艺流程和方案的说明和论证
1、工艺流程
(1)把软水经过软水计量槽(W101)计量后放入聚乙烯醇溶解釜(V101)。(2)把规定量的聚乙烯醇由入孔投入聚乙烯醇溶解釜(V101)内。
(3)向聚乙烯醇溶解釜(V101)的夹套中送入水蒸汽,升温至80摄氏度,搅拌4-6小时,配制成聚乙烯醇溶液。
(4)把醋酸乙烯酯投入单体计量槽(W102)内,把邻苯二甲酸二丁酯投入增塑剂计量槽(W103)内,并把预先配制的规定量的过硫酸钾溶液和碳酸氢钠溶液分别投入引发剂计量槽(W105)和PH调节剂计量槽(W104)。
(5)把聚乙烯醇溶液由聚乙烯醇溶解釜(V101)通过过滤器(V102)用隔膜泵(P101)输送到聚合釜(R101)中,并由入孔加入规定量的OP-10,并开动搅拌使其溶解。
(6)向聚合釜(R101)中由单体计量槽(W102)加入单体醋酸乙烯酯,并通过引发剂计量槽(W104)加入过硫酸钾溶液,在搅拌下乳化30min。
(7)向聚合釜(R101)夹套内通水蒸汽,将釜中物料升温至60摄氏度,向聚合釜(R101)加入单体和引发剂,聚合反应开始,并通过回流冷凝器(H101)和聚合釜(R101)夹套通入冷却水进行换热,控制温度,稳定在60摄氏度进行反应,反应时间10hr。
(8)反应完全后,向聚合釜(R101)夹套通入冷却水冷却至50摄氏度,再加入PH调节剂和增塑剂,搅拌均匀。出料,通过过滤器过滤(V103)后,进入乳液储
罐(T104)。
(9)用泵将乳液送至闪蒸塔(D101)中,乳液中的液相醋酸乙烯酯进入D101
前绝大部分已经在大闪蒸线中汽化。
聚醋酸乙烯酯随气相醋酸乙烯酯从大闪蒸线出来后,沿切线方向进入闪蒸罐D301中D101操作温度约为80℃,操作压力约为1.8MPa。
聚醋酸乙烯酯从D101下面流出进入D102.
(10)干燥
2、方案的说明
由于设计任务书表明此聚合采用乳液聚合,以下简要论述乳液聚合。
聚醋酸乙烯酯是由聚醋酸乙烯酯经自由基聚合而成的高分化合物。通常采用分散聚合和乳液聚合的,该设计采用的是乳液聚合。乳液聚合是在用水作介质的乳液中,按胶束机理或低聚物机理生成彼此孤立的乳胶粒,在其进行自由基加成聚合或离子加成聚合来生产高聚物的一种聚合方法,对于在充分混合的间歇反应器中进行的乳液聚合过程来说,据反应机理可分为四个阶段:分散阶段、乳胶粒生成阶段、乳胶粒生长阶段、聚合反应完成阶段。该方法有如下优点:(1)聚合体系具有粘度低、易散热,乳液稳定性高.具有较高的聚合反应速率和高的聚合物分子量。
(2)乳液聚合以水作介质,还具有成本低廉,生产安全,胶乳粘度低,便于混合传热、管道输送和连续生产,环境污染小的优点。
(3)反应在常压下进行,对设备无加压要求。
(4)聚合后胶乳可直接使用。
采用乳液聚合也有如下缺点:
(1)因需要固体产品,胶乳需要进行凝聚、洗涤、脱水、干燥等多道工序,成本较高。
(2)产品中留有乳化剂杂质,难以完全除净,有损电性能等。
3、聚醋酸乙烯酯乳液聚合的工艺条件
(1)单体
由于储存和运输的要求,醋酸乙烯酯在出厂前常加入阻聚剂以保持醋酸乙烯酯的稳定性,醋酸乙烯酯的性质直接影响乳液粘度、固含量,单体经蒸馏后,可以使聚醋酸乙烯酯的粘度大为提高。
(2)定剂
聚醋酸乙烯的基本性质是由其聚合度和醇解度决定的,聚醋酸乙烯分子中含有大量亲水性基团羟基,所以它是一种水溶性的高分子化合物。控制好聚乙烯醇稳定剂的用量可以使聚醋酸乙烯酯达到适当的粘度。
(3)乳化剂
在其它条件均不改变的情况下,改变乳化剂用量,其粘度的变化呈凸曲线变化。乳化剂用量过少,乳液稳定性差,易破乳。乳液粘度随乳化剂用量的增加而增大,当乳化剂用量为单体总量的0.15%时,粘度最大,乳化剂用量超过最佳值时,乳液颗粒增多,粒径变小,粘度下降。
(4)引发剂
在一定聚合温度下,当引发剂浓度很低时,随着引发剂量的增加,粘度、固含量增大,当引发剂用量为单体总量的0.6%时,粘度最大,为4.2 Pa·s;固含量为36%,当引发剂继续增加时,乳液粘度反而下降,固含量基本不变。原因是,当单体量不变而引发剂用量增加,引发剂分解的自由基多,使活性中心增多,从而使反应生成大分子的聚合物,乳液粘度、固含量增加;而引发剂用量过大,分解自由基过多,引发速度过快,聚合物分子链短,相对分子量小,乳液粘度低。在乳液聚合时,介质的pH值直接影响引发剂的分解速度,要求乳液聚合体系的pH值为6左右,由于单体中残留少许醋酸,加之引发剂分解时产生的硫酸根,至使体系的pH值降至4—5,因此用适量碳酸氢钠调节pH值。另外,引发剂用水稀释后缓慢加入。
(5)反应温度
在反应物配比、加料方式及搅拌强度不变情况下,通过实验发现,反应温度的改变对聚醋酸乙烯酯乳液的粘度、固含量的影响很大。原因是该聚合反应为吸热反应,所以反应温度高,有利于该反应进行,但反应温度达到80℃时,超过醋酸
乙烯酯单体的沸点(72℃)会使回馏量增加,消耗能量,低温使反应速度慢,反应不完全。乳液粘度低。因此,反应适合在75℃进行。
原料物化性质参考表:
三、物料衡算
(1)画出物料平衡关系示意图
对于物料数量和组分没有发生变化的设备可不做物料衡算,所以在物料平衡关系图中,可不画出T101,P101等设备。
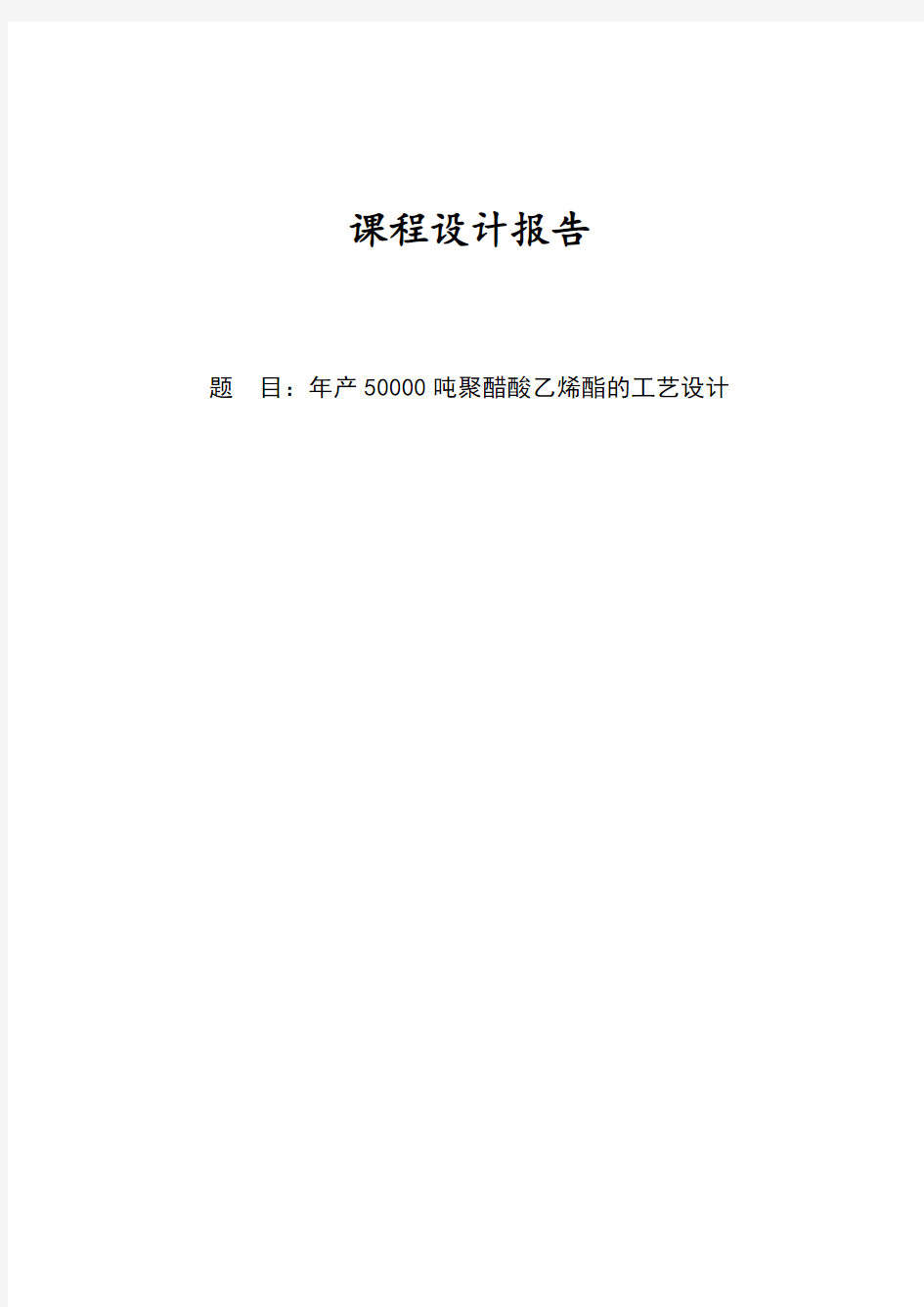
图1. 聚醋酸乙烯酯乳液聚合间歇操作物料平衡关系示意图
M1-软水;M2-聚乙烯醇;M3-聚乙烯醇溶液;M4-过滤后的聚乙烯醇溶液 M5-单体醋酸乙烯酯;M6-增塑剂DOP;M7-PH调节剂碳酸氢钠;M8-引发剂过硫酸钾;M9-乳化剂OP-10;M10-聚合物;M11-过滤后的聚合物;M12-实际还需加的水
(2)明确物料发生的化学变化,写出主、副反应方程式
①在V101,V103中,只是物料的混合和过滤,没有发生相变化和化学反应
②在聚合釜R101中,引发剂引发单体发生自由基聚合其反应方程式如下:
H 2C
H C
OOCCH 3
n
*H 2
CH
OOCCH 3
*
n
过硫酸钾,DOP ,OP-10
聚乙烯醇,碳酸氢钠
(3)收集数据资料
① 生产规模。设计任务书中规定的年产量(生产能力):50000t/a ② 生产时间。年工作日:300d/a
间歇操作,聚合釜R101每天2批,其它原料配制每天1批。 ③相关技术指标(表1) 表1 技术指标
④质量标准。原料均视为纯净物。
各组分 份额表:
⑤化学变化参数。醋酸乙烯酯在引发剂引发下发生自由基聚合反应,各组分相对分子质量如下:
(4)选择计算基准和计算单位因为是间歇操作过程,所以基准为“批”,
单位为B ·d -1。聚合釜R101的操作周期是2B ·d -1,而其他原料配制的操作周期是1B ·d -1。但引发剂向R101进料周期仍与聚合釜的操作周期相同,所以在物料衡算时,物
料M8的数量仍以2 B ·d -1计算。在做设备工艺计算时,引发剂计量槽W105的体积大小应按1B ·d -1计算。
(5)确定计算顺序
由于产物与原料之间的化学计量关系比较简单,且整个工艺过程比较简单,容易得到产量与单体原料投料之间的比例关系,所以采用顺流程的计算顺序。
(6)计算主要原料(醋酸乙烯酯)投料数量
用顺流程的计算顺序进行物料衡算必须先求出主要原料(醋酸乙烯酯)每批投料量。该生产装置年产量50000t ,年开工300d ,每天生产两批,单体损耗2.5%,其他损耗不计,聚合转化率80%。
B kg / 83333.332
*30010*50000每批生产聚合物的数量3==
①引发剂(0.2%单体质量)85%结合到聚合物中;
②单体80%转化成聚合物,且单体相对分子质量与聚合物结构单元相对分子质量相同;
B
kg M / 106605.27%
85*%2.0%)5.21(*%8081666.67
)醋酸乙烯酯的投料量(1=+-=
(7)顺流程逐个设备展开计算 ①V101(溶解釜)物料衡算
M3
B M /kg 12366.21%)
251/(%251508
.5*
27.106605)软水(1=-=
B M /kg 07.4122150
8
.5*
27.106605)聚乙烯醇(2== B kg M /28.1648807.412221.12366)聚乙烯醇溶液(3=+= ②R101(聚合釜)物料衡算
B
kg M M M M M M M M B
kg M B kg OP M B
kg M B kg M B M B
kg M B kg M B M B kg M B kg M B M /13.67228163.4368584.52805.10665.34827817.72%80%)5.21(106605.2716488.28%80%)5.21()聚合物(/54368.6384.5285.482321.23661150
100
27.066051)还要加的水(/84.5281502
.1104473.16)10-乳化剂(/1066.05852.84213.21)过硫酸钾溶液(/852.84%
20%
201208.95)水(/213.21kg 150
3
.0104473.16)引发剂过硫酸钾(/63.35533269.34284.29)碳酸氢钠溶液(/3269.34%
8%
81278.6)水(/284.29kg 150
4
.0106605.27)碳酸氢钠(/7817.72150
11
106605.27)邻苯二甲酸二丁酯(/106605.27)单体醋酸乙烯酯(/kg 28.16488)过滤后的聚乙烯醇溶液(12
98765410129888777654=+++++?-?+=+++++?-?+==---?==?
==+==-?
==?==+==-?
==?==?===(8)整理并校核计算结果
对聚合工序做全物料平衡计算,进行校核。由物料守恒定律应有:
B
kg M M M M M M M M M /13.67228163.4368584.52805.10665.34827817.72%80%)5.21(106605.2716488.28%80%)5.21(10
129876521=+++++?-?+==+++++?-?++
说明整个聚合工序的物料衡算过程是正确的。
图2 总物料平衡示意图
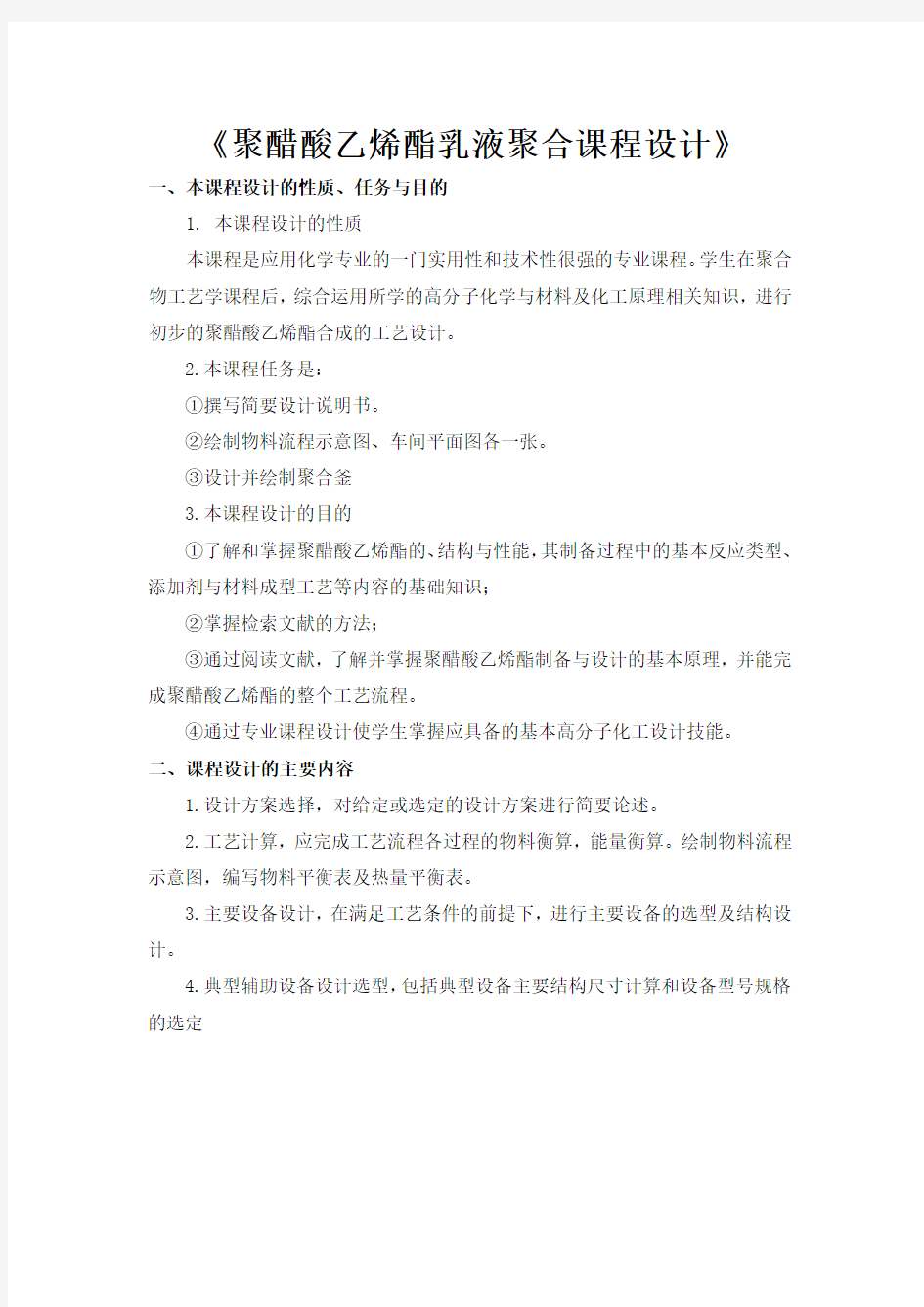
(9)绘制物料流程图,编写物料平衡表
图3 聚醋酸乙烯酯乳液聚合间歇操作物料流程示意图
W101—软水计量槽;W102—单体贮罐;W103—增塑剂贮罐;W104—pH 调节剂贮罐;W105—引发剂贮罐;W106—蒸馏水贮罐;V101—溶解槽;V102、V103—过滤器;R101—聚合釜;P101—隔膜泵;T104—乳液储罐;H101—回流冷凝器 表2 醋酸乙烯酯乳液聚合间歇操作物料平衡表 单位:kg ·B -1
四、热量衡算
①全面了解物料在各个设备中发生的化学变化及物理变化,凡是与外界有热量交换的设备均需进行热量衡算。由聚合工艺流程可知,V101、R101需进行热量衡算。
②因为是单台设备间歇操作,计算目的是进行能量消耗及成本核算,所以按式QT=Q1+Q2+Q3+Q4对传热进行平衡计算,计算单位为B
kJ/。
③收集数据
a.工艺参数
V101:升温至80摄氏度,搅拌4-6小时。
R101:将釜中物料升温至60摄氏度向夹套通入冷却水进行换热,控制温度,稳定在60摄氏度进行反应,反应时间10hr 反应完全后,向聚合釜(R101)夹套通入冷却水冷却至50摄氏度。
b.物料衡算的结果
表3. 聚合釜R101物料衡算结果表
c. 各种物性数据 表4. 各种物性数据表
⑤逐项计算各热量的数值及传递方向
Ⅰ将釜中物料由25℃升温至60℃反应时间10h a. Q1(显热)的计算
反应为恒容过程,所以错误!未找到引用源。
()B
kJ T
Cvi W Q i /10172.2)2560(2.418.104075.24122.070.3103940.1471?=-??+?+?=?=
∑ b. Q2的计算(化学反应热、相变热、溶解热、混合热等)
因为忽略了溶解热、混合热等,所以只需考虑化学反应热错误!未找到引用源。 因为单体80%转化成聚合物,所以错误!未找到引用源。 ,且反应放热 故错误!未找到引用源。 c. Q3(设备温度变化)
设备温度由25℃升温至60℃
计算过程中设备向外界环境散失的热量忽略不计,所以Q4=0 错误!未找到引用源。
B
kJ Q T /10322.653088)10499.8(10172.2所以7771?-=+?-+?=
Ⅱ向聚合釜(R101)夹套通入冷却水从60℃冷却至50℃ a. Q1(显热)的计算
反应为恒容过程,所以错误!未找到引用源。
B
kJ Q /29.6205714)
6050()2.418.104075.24122.070.3103940.14(1-=-??+?+?=
b. Q2的计算(化学反应热、相变热、溶解热、混合热等) 因为冷却过程无化学反应,所以Q2=0
c. Q3(设备温度变化)
设备温度有由60℃冷却至50℃
计算过程中设备向外界环境散失的热量忽略不计,所以Q4=0
B kJ Q T /29.62208821516829.62057142
-=--=
B
kJ Q Q Q T
T T /29.6944088229.6220882632200002
1
-=--=+=
⑥求出与外界的传热量、传热方向 因为错误!未找到引用源。,为负值,说明需由系统向外界撤除热量,此时需使
五、聚合釜及各设备选型
10775
28
.1648821
.12366100028.1648807.412213102
211聚乙烯醇溶液=?
+?=+=χρχρρ
3
3m 66.170.7
366
.127
.07
.0m 366.121000
12366.21
)软水(==
=====R
T R V V W V ?ρ
3
3m 37.1597
.056.1117
.07.0m 56.1117
.931103940.14)单体(=======
R T R V V W V ?ρ
3
3m 34.117
.094.77
.07
.0m 94.7985
7817.72
)邻苯二甲酸二丁酯(=======
R T R V V W V ?ρ
72.109263
.35539
.3203100063.355329.28221592
211碳酸氢钠溶液=?
+?
=+=χρχρρ 3
365.47
.019
.37
.07
.025.372
.10925
.3482(碳酸氢钠)m V V m W V R T R
=======?ρ
1296
05
.106684
.852100005.10662.21324802
211过硫化钾溶液=?+?=+=χρχρρ
3
318.17
.081.07.07
.082.01296
05
.1066(过硫化钾溶液)m V V m W V R T R
=======?ρ
16.97229
.18808784
.852106029.18808763.54368100029.18808705.1066129629.18808763
.355372.109229.18808772.781798529.188087103940.147.93129.18808728.164885.10777
7665544332211总=?
+?+?+?
+?+?+?
=++++++=χρχρχρχρχρχρχρρ
3
339.2767
.082.1897
.07.047.19316
.97229.188087m V V m W V R T R =======
?ρ 所以,可选容积为300m 3的碳钢聚合釜。
六、生产车间布置
生产车间的布置应按工艺生产过程的顺序确定,生产线路尽可能做到直线而无返回的流动,但并不要求所有的生产车间一定要排在一条直线上。如果生产车间较多,排成直线,将使地形生长、并会使仓库、辅助车间的配置及车间的管理等方面带来不便。为了达到生产车间流线性的目的,也可以将建筑物一个和另一个联接成T、L字形。
车间生产路线一般分为水平的和垂直的两种。此外,也有多线生产路线,使加工物料在同一平面上由甲车间送入乙车间的叫水平生产线,使加工物料由上层的甲车间送至乙车间叫垂直生产路线,多线生产路线即开始是两条或多条支线而后汇成一条主线。无论是那种生产线,车间之间的距离应该是最短的,并符合各种规范所规定的间距。对原料和成品车间则应该接近仓库和运输路线。同时也应该注意,中间车间也常常需要大量原料并生成各种副产品。
车间之间的管道尽可能沿着道路铺设。对生产有害气体和粉尘的车间应将其布置在下风向,同时应考虑周围环境。
设备布置原则:
1. 要满足生产工艺要求
(1)在布置设备时,设备的平面位置和高低位置,应符合工艺流程和工艺条件的要求。
(2)同类型的设备或操作性质相似的有关设备,尽可能布置在一起,有效地利用车间建筑面积,便于管理、操作和维修。
2. 要符合经济原则
(1)要考虑设备和附属设备所占的位置、设备与设备之间或设备与建筑物间的安全距离设备布置时,还应设当留有余地,以备今后的发展。
(2)要充分利用高位差,节省动力。
(3)中小型化工厂的设备布置,处了气温较低的地区采用室内布置外,一般可采用室内露天联合布置方案。
3. 要符合安全生产要求
(1)化工生产中,易燃、易爆、有毒的物品较多,布置设备时,应将加热炉、明火设备、产生有毒气体的设备布置在下风处。并使加热炉、明火设备与易燃、易爆设备按规范保持一定的间距。传动设备要有安装防护装置的位置。对于噪音大的设备宜采用封闭式隔离。设备之间或设备与墙之间的净距离大小,虽无统一规定,但设计者应结合设备布置原则、设备大小、设备上连接管线的多少、管径的粗细、检修的频繁的程度等各种因素,再根据生产经验,决定安全间距。
4. 便于安装和检修
(1)设备要排列整齐,避免过挤过松,要充分考虑工人的操作和交通便利。原料、成品及排出物要有适当的位置和必要的运输通道;
(2)塔和立式设备的人孔,应该对着空场地或检修通道而布置在同一方向。卧式容器的人孔则应布置在一条线上等;
(3)必须考虑设备如何运入或搬出车间,对于运入或搬出次数较多时,宜设大门(大门宽度比最大设备宽0.5m);对于外型尺寸特大的设备,可设安装洞即在外墙预留洞口,待设备运入之后,再行砌封;
(4)有些设备例如反应釜、塔式设备等安装时一半在楼下,一半在楼上,可从楼板上安装孔吊上;
(5)设备应尽可能避免布置在窗前,以免影响采光和开窗,如必须布置在窗前时,设备与墙间的净距应大于600m;
(6)应考虑安装临时起重运输设备的场所及预埋吊钩,以便悬挂起重葫芦,拆卸及检修设备。
5.要有良好的操作条件
设备布置时,要考虑采光条件,工人应背光操作,另外还要考虑通风。通风措施应根据生产过程中有害物质,易燃、易爆气体的浓度及爆炸极限及厂房的温度决定。此外,还应考虑厂房的卫生条件。厂房太热或太冷,没有通风设备及保暖设备;平台、楼梯位置不妥当,碰头等,这些都必须加以改善。
1.1.1.1.1北京邮电大学实习报告
1.焊接工艺 1.1 焊接工艺的基本知识 焊接是使金属连接的一种方法。它利用加热手段,在两种金属的接触面,通过高温条件下焊接材料的原子或分子的相互扩散作用,使两种金属间形成永结牢固的结合面而结合成整体。焊接的过程有浸润、扩散、冷却凝固三个阶段的变化。利用焊接的方法进行连接而形成的接点叫焊点。 焊接工艺是指焊接过程中的一整套技术规定。包括焊接方法、焊前准备、焊接材料、焊接设备、焊接顺序、焊接操作、工艺参数以及焊后热处理等。 我们实验中主要是PCB板的焊接。 1.2 焊接工具、焊料、焊剂的类别与作用 焊接工具有烙铁、镊子、螺丝刀、钳子等。 电烙铁的作用是加热焊料和被焊接金属,最终形成焊点。按加热方式可分为热式、外热式等,按功能分为防静电式、吸锡式、恒温式等。本实验使用外热式电烙铁。 焊料是焊接时用于填加到焊缝、堆焊层和钎缝中的金属合金材料的总称。包括焊丝、焊条、钎料等。焊料分软焊料和硬焊料两种,软焊料熔点较低,质软,也叫焊镴,如焊锡;硬焊料熔点较高,质硬,如铜锌合金。本次实习使用的焊料为焊锡(铅锡合金)。 焊剂是指焊接时,能够熔化形成熔渣和(或)气体,对熔化金属起保护和冶金物理化学作用的一种物质,又称助焊剂或阻焊剂,一般由活化剂、树脂、扩散剂、溶剂四部分组成。一般可划分为酸性焊剂和碱性焊剂两种。作用:清除焊件表面的氧化膜,保证焊锡浸润。本实验的焊料是松香。 下面分列各工具及材料的作用。 电烙铁:熔化焊锡; 电烙铁架:放置电烙铁; 镊子:夹持焊锡或去除导线皮; 螺丝刀:拆组机器狗; 钳子:裁剪导线或焊锡; 焊锡(锡铅合金):固定焊脚,电路板和器件电气连接; 助焊剂(松香):加速焊锡融化,去除氧化膜,防止氧化等; 阻焊剂(光固树脂):板上和板层间的绝缘材料。 1.3焊接方法 手工焊接主要为五步焊接法: 1.准备施焊,检查焊件、焊锡丝、烙铁,保持焊件和烙铁头的干净; 2.加热焊件,用烙铁头加热焊件各部分,加热时不要施压; 3.熔化焊料,焊锡丝从烙铁对面接触焊件,将焊丝至于焊点,是焊料融化并润湿焊点; 4.移开焊锡,当融化的焊料在焊点上堆积一定量后,移开锡丝; 5.移开烙铁,当焊锡完全润湿后,迅速移开烙铁,在焊锡凝固前保持焊件为静止状态。
本科生毕业设计(论文) 摘要 随着人们环境保护意识的不断增强,开发绿色环保型产品已成为各行各业发展的主流方向。聚醋酸乙烯酯乳液俗称白乳胶,是应用最广的胶粘剂之一,由于它为水基胶粘剂,具有其他胶粘剂不可比拟的无毒、无腐蚀和优良的环保性能,并且原料来源广泛,成本较低,在胶粘剂中所占比例也越来越大,但白乳胶也存在一些性能上的不足,如耐水性,耐热性,抗蠕变性,耐寒性及耐机械稳定性等均较差。因此,需要对聚醋酸乙烯酯乳液的合成工艺进行研究,确定最佳工艺条件,或对聚醋酸乙烯酯乳液进行改性,以提高其各方面的性能,也扩大其应用领域。 本文重点阐述了聚醋酸乙烯酯乳液合成原理,最佳合成工艺及改性研究。在其应用上,除普遍适用于木材的粘合以外,聚醋酸乙烯酯类胶粘剂正渐渐的被应用于建筑等很多行业,并且,本文针对目前研究较少的胶类降解的研究给予简单的分析。 关键字:聚醋酸乙烯酯;合成;改性;应用
Abstract Along with the enhancement of people’s environment protection consciousness, the green environment protection product has become the mainstream. The polyvinyl acetate emulsion is named the white emulsion, which is one of the most widely used adhesives. Because it is water base adhesive, comparing with other adhesives it is non-toxic, non-corrosion and fine environment protection performance. The raw material of polyvinyl acetate emulsion is widespread, costs lower, so its proportion in the adhesive is more and more.But the white emulsion also has the insufficiency in some performance, like the water resistance, the thermal stability, the anticreep, the resistance to cold and bears mechanical stability are all infirmness. Therefore, we need to conduct the research to the polyvinyl acetate emulsion synthesis craft, and find the best craft condition, or carry on the modification to the polyvinyl acetate emulsion. We can enhance its various performance through the craft improvement and the modification of the performance, also expand its application. This article elaborates the polyvinyl acetate emulsion synthesis principle, best synthesis craft and modified research. In its application, besides it is generally used for the lumber agglutination, the polyvinyl acetate adhesive is gradually applied to the construction and so on. In this article, some simple analysis of degradation is also mentioned . Key word:polyvinyl acetate; synthesis; application; modification
“聚醋酸乙烯酯乳液的合成和乳胶漆 的制备”预习报告 学生姓名:毛书林 班级: 10308034 学号: 1043084006 实验组号: 同组姓名:尤乾坤高雅琴 实验时间: 2013年10月29日— 10月30日实验设备组号:
一.实验原理: 本实验位聚合乳胶反应,用于制取水性涂料的聚合乳胶聚醋酸乙烯乳胶。 聚醋酸乙烯酯的反应主要分为三个阶段,链引发,链增长,链终止。 1)链引发是不断产生单体自由基的过程; 2)链增长反应是是极为活泼的单体自由基不断迅速地与单体分子加成,生成大分子自由基,链增长反应的活化能低,速度极快; 3)链终止反应是两个自由基相遇,活泼的单电子相结合而使链终止。 本实验以过硫酸钾为引发剂,乳化剂OP-10、聚乙烯醇为乳化剂,同时聚乙烯醇起着增稠和稳定胶体的作用。 二.实验预习要求: 1、查阅相关的国家标准,掌握涂料的质量标准和检测方法。写出以下国家标准的标准号。 A.涂料遮盖力的测定法 遮盖力:色漆涂布于物体表面,能遮盖物面原来底色的最小用量,称为遮盖力。以每平方米用漆量的克数表示之(克/米2)。如C04—2黑醇酸磁漆,遮盖一平方米的最小用量是40克,所以它的遮盖力是40克/米2。 B.漆膜耐水性的测定法 标准号:GB/T 1733-1993 C.漆膜、腻子膜干燥时间测定法 本标准适用于漆膜、腻子膜干燥时间的测定。在规定的干燥条件下,表层成膜的时间为表干时间;全部形成固体涂膜的时间为实际干燥时间。以小时或分表示。标准号GB/T 1728-1979 D.涂料固含量的测定法 对于水性涂料测定而言,糊状或粘性的涂料样品分散在吸附性玻璃纤维盘上,以防止形成结膜,以及确保将同类样品分配在一起。快速的卤素加热技术及其高精
题目自动调光灯的设计 姓名丁贺学号 0903130128 系(院)电子电气工程系 班级 P09电子信息 指导教师冯泽虎 二O一一年一月六日
摘要: 自动调光灯的安装、焊接及调试,能让我们了解电子产品的装配过程;掌握电子元器件的识别及质量检验;学习整机的装配工艺;培养动手能力。 关键词:自动调光灯的安装、调试、工作原理。 一、引言:有时侯我们自以为简单的事情,当做起来时才知道并不是我们想象的那么简单。任何一件事要做好都要掌握一定的技术,还必须具备一定的素质才能完成。要了解一项工种,掌握焊接和电子工艺的操作技术,光靠看书本和讲解是不行的。所谓实习就是要我们自己实际的去练习,去操作。要真正的把从书本的理论知识转到实际操作、实践中去。还有就是不能由着自己的性子来操作, 电路原理:利用电阻电容元件构成触发电路调光灯电路,交流电经过单相桥式整流电路变成直流触发电压,加在晶闸管的电极上,直到脉动经过滑动变阻器,电阻,向电容充电,当充至一定值时,晶闸管开通,灯泡发光,当双向晶闸管的电压过零时,晶闸管管断,不断重复以上过程,调节滑动变阻器改变电容的充电速率,所以改变晶闸管的导通角,从而灯泡正电流的有效值发生变化。 二、安装前的准备工作: 所需的基本工具:电烙铁(焊枪)、烙铁架、松香、万用表、镊子、偏口钳、螺丝刀。 焊接工艺要求: 1、在焊接之前要仔细的查看个元件的个数,以及用万能表测试个元件性能是否为良好的。2、要清楚的识别元件种类和作用3、在撤离电烙铁的同时要保证电路板不要晃动以免产生虚焊。4、在焊接三极管的时候要注意分清它的集电极、基础极和发射极。5、在焊接中要服从后级向前级安装,先小后大的原则。 焊接工艺实训的体会:在电焊的收音机的时候,学会电焊应该是我最大的收获,下面简单介绍以下焊接的体会,焊接最需要注意的是焊接的温度和时间,焊接时要使电烙铁的温度高于焊锡,但是不能太高,以烙铁接头的松香刚刚冒烟为好,焊接的时间不能太短。 三、自动调光灯的电路方框图,电路图如下:
加工工艺开题报告范文-CAL-FENGHAI.-(YICAI)-Company One1
加工工艺开题报告范文 当今市场变化迅速,企业必须不断应用创新技术以快速适应时时变化的市场环境。不断变化的环境归因于新一代的用户,他们可以在全球范围内购买产品。 变化迅速的市场环境不断淘汰以往的产品,大部分产品的性能很难跟上用户需求。在这种情况下,能够生产使顾客满意的低价位、高质量产品成了企业能否成功的关键所在。 面对如此紧迫的形势,企业为了在快速发展的全球市场中占有一席之地,必须采取相应的应对措施和手段:有的企业发展新方法、新技术,以期能够快速回应产品和市场趋势发展变化的需求;有的企业通过采用先进的生产制造方式(如精益生产、敏捷制造、大批量定制等)来缩短产品的开发周期,快速迎合用户和市场的需求;有的企业通过发展变型设计来快速推出不断变化的新产品,使企业获得更多的经济竞争优势 产品结构、设计过程的重组,以大规模生产的成本实现了用户化产品的批量化生产及大规模生产条件下的个性化,允许企业通过改进产品的某些零件来快速形成新型产品。因此,对产品结构及加工过程进行重新设计,生产更多满足现代化生产需求的产品,成为各个企业面临的一个巨大挑战。 “产品工艺流程重组设计”是在进行产品功能分析的基础上,对产品原有的结构和性能进行深入了解,细致研究产品现今的缺陷
和不足,并根据用户的具体设计要求,通过对已有的工艺流程进行重新设计,设计出质量好,使用寿命长的新产品,满足竞争激烈,日益变化的市场要求。 产品创新、重新改进和设计是企业赢得市场、获取利润、争取生存和发展空间的重要手段。 改进、重组设计后的机械产品主要具有以下几个特点: (1)互换性强,便于维修。 重组设计后的产品是在原有产品的基础上进行改进而成的,在使用功能和结构并没有太多不同,但是质量大大提高了,所以通用性很强,这大大简化产品的维护和互换,可提高产品的维修速度,节约修理费用,提高效率。 (2)质量高、成本低,不会对小批量和大批量加工产生影响。 在重新改进和设计中,在原有设计方法的基础上进行改进,省去一般产品开发设计过程中的重新选材,重新设计及其设计理论论证,节省了大量时间,大大提高了产品生产效率,节省了生产成本,提高了企业对市场的反应能力,加强了企业的竞争能力。由于设计是在原有设计的基础上,对很多加工过程进行改进,但没有破环原有的生产模式,保留了可小批量和大批量生产的优点,有“取其精华,去其糟唾”的意思,这是重新改进和设计的一大优点。 (3)有利于企业采用先进技术改造旧产品,开发新产品。 随着竞争的日益加剧,企业需要不断增强对市场需求的快速应变能力,靠传统的设计与制造方法显然是困难的。利用重新改进和
聚乙酸乙烯酯乳液的中温合成 ( 摘要:介绍了一种用氧化-还原体系引发醋酸乙烯酯中温合成的工艺。实验比较了氧化还原引发体系与单一的水溶性引发剂所合成的乳液的性能,探讨了最佳工艺条件,讨论了单体、乳化剂、引发剂、反应温度、聚乙烯醇对乳液粘度和固含量的影响,以及搅拌速度对聚合速率的影响。确定了适宜的用量,并且从实验中得到了由中温50℃合成的生产成本低而性能优良的聚乙酸乙烯酯乳液胶粘剂。 关键词:中温氧化-还原体系聚乙酸乙烯酯乳液
THE MIDDLE TEMPERATURE GATHERING ACETIC ACID THENE ESTER EMULSION IS COMPOSED (Changzhou Institute of Technology Engineering Department of Chemical Engineering 213164) ABSTRACT The system having introduced that one kind uses oxide- to restore initiates the handicraft that the temperature composes in acetic acid ethene ester. Parallel experiment oxide deoxidation initiates system and unitary water-solubility initiates two kind type emulsion function of agent, have discussed the best technological conditions, viscosity and the effect strengthening contents having discussed that the monomer , the emulsifier, initiate the agent , the reaction temperature and poval to emulsion, in having ascertained proper dosages, and having got a reason from experiment middle 50℃ warm composite cost of production is low but the function is good gather acetic acid ethene ester emulsion adhesive. Keywords:middle temperature oxide-deoxidation system gathers acetic acid ethene ester emulsion
电子产品工艺设计 题目:六管超外差式收音机 班级:08电子信息工程(应电方向) 院系:应用技术学院 姓名:学号: 实验地点:应用技术学院综合实验室 指导老师:王悦善职称:讲师 成绩: ( 2011年6月2日 )
目录 目录 (1) 六管超外差式收音机的工艺设计 (2) 普通装配导线加工 (5) 电子产品装配准备工艺 (6) 电子产品基板手工焊接工艺 (9) 电子产品整机装配工艺 (13) 电子产品整机调试工艺 (15) 电子产品整机检验工艺 (17)
题目:六管超外差式收音机的工艺设计 一、设计任务与要求 1.认识常用的电阻电容等电子元器件 2.掌握收音机的工作原理以及收音机的调试方法 3.掌握电子线路故障的排除方法 4.掌握电子产品工艺设计的流程和要点 二、方案设计与论证 对于学生做电子工艺实习来说,主要是学习怎样填写工艺文件,学习电子工艺的基本流程,因此对于焊接方法因考虑经济、方便、对焊接技术要求不高的方案,下面就对一些方案进行讨论: 方案一、手工焊接 手工焊接适合于产品试制、电子产品的小批量生产、电子产品的调试与维修以及某些不适合自动焊接的场合。该方式对焊接工具要求简单,焊接步骤简单,容易掌握,主要适合电子元件管脚不多的情况。 方案二、浸焊 浸焊的特点:操作简单,无漏焊现象,生产效率高;但容易造成虚焊等缺陷,需要补焊修正焊点;焊槽温度掌握不当时,会导致印制板起翘、变形,元器件损坏。该方案对焊接工具要求较高,对于学生学习来说不经济。 方案三、波峰焊接 波峰焊的特点:生产效率高,最适应单面印制电路板的大批量地焊接;焊接的温度、时间、焊料及焊剂等的用量,均能得到较完善的控制。但波峰焊容易造成焊点桥接的现象,需要补焊修正。该方案对焊接工具要求较高,对于学生学习来说不经济。方案四、再流焊(回流焊) 该技术主要用于贴片元器件的焊接上。被焊接的元器件受到的热冲击小,不会因过热造成元器件的损坏;无桥接缺陷,焊点的质量较高。该方案对焊接工具要求较高,对于学生学习来说不经济,焊接技术也不是很快能掌握的。 方案五、接触焊接(无锡焊接) 该方案对电缆接接线柱等场合比较实用,对于焊接收音机没有实际价值,对学生来说也不经济。 由上面的分析可知,手工焊接对学生来说比较经济,对焊接技术要求不高,因此我们可以采用改方案。 三、总原理图及元器件清单 1.总原理图
志涛生产作业指导书 1.材料搭配加工要求 1、实木面框拼接料宽度≤80MM,长度超过1米的拉档和玻璃门框不允许使用独根材料; 2、拼板应无明显色差,无明显胶线; 3、砂光后无跳痕、无焦黑痕、无蓝斑、无横茬;平整光滑; 4、板材厚度公差+0.2MM,不得有大头小身; 5、有虫孔的木料不可使用; 6、面框配料加工厚度尺寸+0.5~+0.2MM;组框后需铣型边的面框料宽度尺寸放3MM 加工余量,面框深度尺寸+0.5~0.2MM; 7、人造板封边的配料厚度尺寸为人造板厚度尺寸+0.6~0.2MM; 8、直边牙板厚度、宽度尺寸为+0.4MM,曲边牙板宽度放2MM加工余量,与脚耳相配的牙板宽度为+0.2MM; 9、需铣型、仿型、车型无方身的脚配料放3MM加工余量; 10、零件必须方、正、平、直; 11、显木纹油漆产品胶拼部件颜色必须相近,木纹必须对称; 12、显木纹油漆产品所有零件不许有明显木材缺陷,外表部件无腐朽、变色、死节、开裂、过大黑线等缺陷,内部零件可允许存在不影响外观的轻微缺陷,但必须修补合格后下发; 13、不显木纹油漆产品用材要求; (1)不影响产品结构强度和外观的木材缺陷可以使用,但死节直径不大于20MM,不存在贯通裂缝;
(2)雕刻、型边、企口等外表部位不应有死节、髓芯、开裂等缺陷; 14、平面中含有圆弧面线条的部件,圆弧面应凹进1MM,以免砂平圆弧面。 2.木皮拼接及胶贴加工要求 1、木皮含水率控制在8-10%; 2、所有薄片厚度公差控制在+0.05MM~-0.05MM; 3、拼花、拼缝不大于0.2MM; 4、面板薄片材质要求: (1)无腐朽、死节、变色、蓝斑、开裂、鱼鳞斑等缺陷; (2)无横向连贯木纹、节子; (3)同一板面纹理相近、弦向、径向纹按要求拼接; (4)树瘤切片必须遵循对称、花纹一致原则,除非不易辨别之花纹可混用在同一面板上; (5)镶嵌,插入拼接时斜拼,同一面板镶嵌,插入尺寸、颜色需一致; 5、芯板除端部外,允许有变色、不脱落死节。芯板拼缝不大于0.5MM,无叠芯现象; 6、不可见之部位或面板背板材质允许一定缺陷,但不允许大的空洞,也可纵向接,但不可同缝; 7、门板、抽头等有对称要求的要对称拼接; 8、表面平整、光滑,无透光现象; 9、不允许叠芯; 10、45度拼角偏离不大于1MM; 11、胶贴木片不得有脱胶、鼓泡、离芯、迭芯、透胶现象; 12、胶贴表面不得有胶块、凹痕、异物、排骨印;
电子工艺实验报告 一、实验目的: (1)熟悉手工焊锡的常用工具的使用及其维护与修理。 (2)基本掌握手工电烙铁的焊接技术,能够独立的完成简单电子产品的安装与焊接。熟悉电子产品的安装工艺的生产流程,印制电路板设计的步骤和方法,手工制作印制电板的工艺流程,能够根据电路原理图,元器件实物。 (3)了解常用电子器件的类别、型号、规格、性能及其使用范围,能查阅有关的电子器件图书。 (4)能够选用常用的电子器件。了解电子产品的焊接、调试与维修方法。了解一般电子产品的生产调试过程,初步学习调试电子产品的方法。 抢答器焊接部分 二、实验步骤: (1)学习识别简单的电子元件与电子电路。 (2)学习并掌握抢答器的工作原理。 (3)学习焊接各种电子元器件的操作方法。 (4)按照图纸焊接元件。 实验原理图
焊接技巧及烙铁使用 (一)焊接机巧 1.焊前处理: 焊接前,应对元件引脚或电路板的焊接部位进行焊前处理。 ①、清除焊接部位的氧化层 可用断锯条制成小刀。刮去金属引线表面的氧化层,使引脚露出金属光泽。印刷电路板可用细纱纸将铜箔打光后,涂上一层松香酒精溶液。 ②、元件镀锡
在刮净的引线上镀锡。可将引线蘸一下松香酒精溶液后,将带锡的热烙铁头压在引线上,并转动引线。即可使引线均匀地镀上一层很薄的锡层。导线焊接前,应将绝缘外皮剥去,再经过上面两项处理,才能正式焊接。若是多股金属丝的导线,打光后应先拧在一起,然后再镀锡。 2.做好焊前处理之后,就可正式进行焊接。 ①、右手持电烙铁。左手用尖嘴钳或镊子夹持元件或导线。焊接前,电烙铁要充分预热。烙铁头刃面上要吃锡,即带上一定量焊锡。 ②、将烙铁头刃面紧贴在焊点处。电烙铁与水平面大约成60℃角。以便于熔化的锡从烙铁头上流到焊点上。烙铁头在焊点处停留的时间控制在2~3秒钟。 ③、抬开烙铁头。左手仍持元件不动。待焊点处的锡冷却凝固后,才可松开左手。 ④、用镊子转动引线,确认不松动,然后可用偏口钳剪去多余的引线。 3.焊接质量 焊接时,要保证每个焊点焊接牢固、接触良好。要保证焊接质量。 所示应是锡点光亮,圆滑而无毛刺,锡量适中。锡和被焊物融合牢固。不应有虚焊和假焊。 虚焊是焊点处只有少量锡焊住,造成接触不良,时通时断。假焊是指表面上好像焊住了,但实际上并没有焊上,有时用手一拔,引线就可以从焊点中拔出。
湖南工业职业技术学院 项目制作报告书 项目名称:简易抢答器的设计组装与调试 系别电气工程系 专业班级电信S2009-2班 学生姓名易延烽 学号16 项目指导老师徐小鹏 电子邮箱571040889@https://www.doczj.com/doc/4316527854.html, 联系Q Q 571040889 2011-9-18
简易抢答器的组装与调试 摘要 抢答器很广泛的应用于电视台丶商业机构及学校,为竞赛添加了刺激性丶娱乐性,从一定程度上丰富了人们的业余生活。本文介绍的是一种采用数字技术设计,利用74LS373—8D锁存器和两个四入与非门为主,通过按键能使四个队同时参与抢答的四路简易抢答器。它由4个按键丶4个数码管丶9012丶74LS373及2个四入与非门等组成,由于按下键给8D锁存器电平信号,来控制三极管的工作然而实现数码管显示相应的按键序号,如进入下一轮抢答则通过复位电路实现。它的结构简单,操作灵活丶抢答方便适用于多种场合,并且给人的视觉效果明显。 关键字:74LS373丶数码管丶与非门丶按键丶9012。 一丶总体方案设计 1丶设计要求 为了实现好四路简易抢答器的设计与制作,对总体设计作出如下要求: (1)丶输入电源:VCC直流+5V; (2)丶产品能通过复位键对系统进行复位,准备开始抢答;
(3)丶能通过S1~S4进行抢答,并且相应的数码管显示相应的号码;(4)丶一旦S1~S4有一路抢答成功,输出被锁存,直到按下复位键对系统进行复位,才能开始下一轮抢答。 2丶设计思路和说明 1丶总设计原理图 2丶电路工作原理 当三态允许控制端OE 为低电平时,Q1~Q8 为正常逻辑状态,可用来驱动负载或总线。当OE为高电平时,Q1~Q8 呈高阻态,即不驱动总线,也不为总线的负载,但锁存器内部的逻辑操作不受影响。当锁存允许端 G 为高电平时,Q 随数据 D 而变。当 G 为低电平时,Q 被锁存在已建立的数据电平。引出端符号: D0~D7 数据输入端OE 三态允许控制端(低电平有效) G 锁存允许端 Q1~Q8 输出端 电路未开始工作时如上图状态;按键后才能工作,当按下
电子工艺实习实验报告心得 为期四周的电子工艺实习结束了,在这期间我们学习了常用电子元器件,以及相关的各种工具;基本掌握了电子元器件的基本手工焊接方法;最后焊接完成了DT830D数字万用表的焊接与组装。这们课不同于其他的课程,主要是培养我们的手能力,同时它作为我们专业的一门必修课也让大家收获了很多,当最后我拿着我焊接组装的万用表时,心中有着一种喜悦,是一种通过自己双手获得成功后的喜悦。学完这门课后我对电子产品的生产有了个新的认识,它并不像过去我认为的装起来就好,而是要经历一定过程的。 我总结了一下,一个电子产品从开始到出厂的过程主要包括: 1、设计电路 2、制作印刷电路板,准备电子元器件 3、插装电子元器件 4、焊接电子元器件及修剪拐角 5、检验与调试 6、组装电子产品,包装 其中最主要的的就是焊接,焊接工艺的好坏直接影响着产品的档次与功能。特别是现在电子产品向小型化,与多功能化的方向发展,如果焊接工艺跟不上的话,再好的设计都是无法实现的。学习这门课感觉就是在学习电子产品的制造精髓------焊接。在细一点就是手工焊接,虽然这种方法在正规生产中是无法实现的,但他作为所有焊接技术的基础,以及我们学习电专业的人所必备的技能有着绝对的存在价值。
焊接是使金属连接的一种方法,利用加热的手段在两种金属的接触面通过焊接材料的原子或分子的相互扩散作用,是两种金属件形成一种永久的牢固结合。利用焊接方式进行连接而形成的连接叫做焊点。电子元器件的焊接称为锡焊,其主要原 手工焊一般分为四个步奏 1、准备焊接,其中最主要的是把少量的焊锡丝和助焊剂加到烙铁头上,以避免烙铁头的氧化,影响焊接质量,而且这样还可以使烙焊件将烙铁头放在被焊接的焊点上,使焊点升温。这样可以使焊锡铁随时处于可焊接状态。 2、接热更好的流向另一面焊盘。 3、溶化焊料,当焊点加热到一定程度时,将焊锡丝放在焊接处,使其溶解适量的焊料后一看焊锡丝。 4、移开烙铁,移开烙铁的时机,方向和速度决定着焊接的质量。正确的方法是先慢后快,45度的方向。在我焊接时,我感觉最主要问题是烙铁头的氧化,当廖铁头氧化后将不能挂锡,使焊锡溶解为一个小球不能与焊盘很好的连接。 在焊接中我体会到要注意的问题 1、焊锡量要适中,过多的焊锡会造成焊锡的浪费,焊接时间的增加,不易察觉的短路。过少的话会造成焊点强度降低,虚焊。在我焊接时刚开始我怕给多了所以就是都很少,有时甚至焊接面没有明显的焊接,后来心理慢慢默数1234来控制国际的心理,这时焊锡又有点多,随着焊接数的增加我慢慢掌握了焊接的用量。
实验报告 实验名称电子工艺实习 实验项目阶梯波电路/机器猫/万用表实验仪器电烙铁示波器剥线钳 吸锡器导线模板芯片 系别计算机科学与工程 专业计算机科学与技术 班级/学号 学生姓名 实验日期 成绩 指导老师
一、实习目的 主要通过该课程使学生了解现代电子技术的发展,掌握现代化的电子工艺技术,认识、了解和使用电子器件和元件,设计电子产品,完成电子产品制作的全过程。掌握器件识别检测、Protel2004电路原理图、PCB设计制作、焊接工艺的基本技能,掌握电子电路安装、调试技术等技能并能排除常见故障。培养学生掌握现代电子工艺技术的基本技能,培养学生理论联系实际的能力,锻炼和培养学生的实践动手能力和创新能力,适应现代电子技术发展要求和企业社会要求的工程实践能力的主要途径之一。 二、实习内容要求 1、掌握电子元器件的焊接及电子产品的装接工艺; 2、掌握电子器件手册、图纸和工艺文件的使用知识; 3、掌握专用工具、有关仪器仪表的正确使用; 4、完成阶梯波信号发生器电路设计,掌握电子产品设计方法;完成阶梯波信号发生器的调试、测试,掌握电子产品整机系统测试方法;能正确使用调试器、仪表,完成复杂产品的全部调试,并能排除常见故障。 5、完成电子产品套件机器猫与万用表,熟悉电路图及其中的各种元器件,练习焊接技术,然后自己动手焊接调试,直到产品合格。 阶梯波电路要求
(一)阶梯波电路要求 1.学习阶梯波电路工作原理 采用简易数模转换(D/A)式梯波电路发生器的设计主要有电源电路、连续脉冲信号、发生器电路、阶梯波生成级、阶梯波放大级等部分组成。 2.了解器件工作特性 a、555定时器: 555定时器的内部电路方框图如图2所示,该集成电路由四部分组成:电阻分压器、电压比较器、基本RS触发器、输出缓冲器和放电三极管。 比较器的参考电压由三只5 kΩ的电阻器构成分压,它们分别使高电平比较器A1同相比较端和低电平比较器A2的反相输入端的参考电平为2Vcc/3和Vcc/3。A1和A2的输出端控制RS触发器状态和放电管开关状态。当输入信号输入并超过2Vcc/3时,触发器复位,555的输出端3脚输出低电平,同时放电,开关管导通;当输入信号自2脚输入并低于Vcc/3时,触发器置位,555的3脚输出高电平,同时充电,开关管截止.
聚醋酸乙烯酯的乳液合成 1、实验原理 聚醋酸乙烯酯乳液(PV Ac),又称为聚醋酸乙烯乳液,俗称白乳胶。是一种白色粘稠液体,具有配置简单使用方便,固化速度快,初粘力好,较高的粘结强度等优点。Vac乳液聚合最常用的方法是化学法,以水为分散介质,单体在乳化剂的作用下分散,并使用水溶性的引发剂引发单体聚合的方法,所生成的聚合物以微细的粒子状分散在水中的乳液[2]。 乳化剂的选择对稳定的乳液聚合十分重要,起到降低溶液表面张力,使单体容易分散成小液滴,并在乳胶粒表面形成保护层,防止乳胶粒凝聚。常见的乳化剂分为阴离子型、阳离子型和非离子型三种,一般多使用离子型和非离子型配合使用[1]。由于醋酸乙烯酯在水中有较高的溶解度,而且容易水解,产生的乙酸会干扰聚合;同时,醋酸乙烯酯自由基十分活泼,链转移反应显著。因此,除了乳化剂,醋酸乙烯酯乳液生产中一般还加入聚乙烯醇来保护胶体。本合成实验采用非离子型乳化剂聚乙烯醇和OP-10混合使用以提高乳化效果和乳液稳定性。 本实验聚合反应采用过硫酸铵为引发剂,按自由基聚合的反应历程进行聚合,主要聚合反应[3]式如下: 为使反应平稳进行,乳液聚合通常在装备回流冷凝管的搅拌反应釜中进行(如图所示):加入乳化剂、引发剂水溶液和单体后,一边进行搅拌,一边加热便可制得乳液。乳液聚合温度一般控制在70~90℃之间,pH值在2~6之间。由于醋酸乙烯酯聚合反应放热较大,反应温度上升显著,一次投料法要想获得高浓度的稳定乳液比较困难。 本实验分两步加料反应,第一步加入少许的单体、引发剂和乳化剂进行预聚合,可生成很小的乳胶粒子。第二部,继续滴加单体,分次加入引发剂,直到单体加完后一次把剩下的引发剂加完。这样整个过程在一定的搅拌速度下使其乳胶粒子继续长大。由此得到的乳胶粒子,不仅大,而且粒度分布均匀。 2、仪器与配方 机械搅拌器一套,电热套一个,球形冷凝管一个,250ml四口烧瓶一个,100ml滴液漏斗一个,100℃温度计一支,250ml烧杯一个,10mL、100mL量筒各一个,固定夹若干,
实习报告 课程名称电子工艺实习 实习题目DT830B数字万用表的组装与调试 专业物流工程 班级二班 学号10090227 学生姓名张满 实习成绩 指导教师宗保平 2012年2月24日 1
一、电子工艺实习的目的 1、熟悉手工焊接的常用工具的使用及维护与修理; 2、基本掌握手工电烙铁的焊接技术,能够独立的完成简单的电子产品安装与焊接,熟悉电子产品的安装工艺的生产流程; 3、熟悉常用电子元器件的类别、符号、规格、性能及使用范围,能查阅有关的电子器件图书; 4、能正确识别和选用常用的电子器件,并且能够熟练的使用数字万用表; 5、了解电子产品的焊接、调试与维修的方法; 6、通过基本操作、技能训练,使学生熟悉一些电工电子基本知识,掌握一定的基本操作技能,装配和调试一个合格的电子产品(DT830B数字万用表)。 二、实践产品的基本工作原理 万用表又叫多用表、三用表、复用表,万用表分为指针式万用表和数字万用表引。是一种多功能、多量程的测量仪表,一般万用表可测量直流电流、直流电压、交流电流、交流电压、电阻和音频电平等,有的还可以测交流电流、电容量、电感量及半导体的一些参数。 DT830B数字万用表(如图一所示)是一种常用的万用表,它的技术成熟。主电路采用典型数字集
成电路ICL7106,性能稳定。它的应用广泛,所产生的规模大、效益高、价格低。DT830B 数字万用表具有精度高、输入电阻大、读数直观、功能齐全、体积小巧等优点。常用于电气测量。它采用单板结构结构合理,安装简单。 1、该仪表的心脏是一片大规模集成电路,该芯片内部包含双积分A/D转换器、显示锁 存器、七段译码器和显示驱动器。 2、DT830B数字万用表主要是由数字电压表DVM(Digital Vo1tmeter),它由阻容滤波器、前置放大器、模数转换器A/D、发光二极管显示器LED或液晶显示器LCD及保护电路等组成; 3、在数字电压表的基础上再增加交流一直流转换器AC/DC、电流一电压转换器I/V和电阻一电压转换器Ω/V,就构成了数字万用表的基本部分。当然,由于具体结构的不同,功能的强弱不同,每种表还有其各自复杂程度不同的特殊附加电路。 图一图二
聚醋酸乙烯酯的调研报告 一、引言 聚醋酸乙烯酯是1912年由F.克拉特发现,1925年加拿大沙维尼根化学公司投入工业化生产。可用乳液聚合、悬浮聚合、本体聚合和溶液聚合四种方法生产。乳液法产物直接用作涂料和胶粘剂等,俗称乳胶或白胶;溶液法产物用于制造聚乙烯醇和聚乙烯醇纤维。聚醋酸乙烯酯 聚醋酸乙烯酯玻璃化温度较低,仅28℃,因而在室温下有较大的冷流性,不能用作塑料制品,但它具有能与多种材料,尤其是与纤维素物质(如木材、纸等)粘接的优良性能,被广泛用作涂料、胶粘剂、纸和织物整理剂等(见造纸用化学品、染整助剂),如粘合木料的白胶水、粘接砖瓦的胶粘剂,透明胶纸带,砖石表面涂料,以及预先涂有聚醋酸乙烯酯的标签和信封、邮票等。醋酸乙烯酯和丙烯酸酯或乙烯的共聚物应用于粘结不易粘结的材料(见乙烯-醋酸乙烯酯树脂),如聚氯乙烯塑料等。此外,也作无纺布的胶粘剂。 二、聚醋酸乙烯酯性质 物理性质:无色黏稠液或淡黄色透明玻璃状颗粒,无臭,无味,有韧性和塑性。折射率1.45~1.47,软化点约为38℃,熔点(600C),密度(1.191g/ml) ,软化点约为38℃;不能与脂肪和水互溶,可与乙醇、醋酸、丙酮、乙酸乙酯互溶;溶于芳烃、酮、醇、酯和三氯甲烷;黏着力强,耐稀酸、稀碱;在阳光及125℃温度下稳定。 化学性质:可燃,燃烧(分解)产物有一氧化碳等,与硝酸盐、硝酸、硫酸等发生反应。遇浓碱和浓酸分解。由醋酸乙烯以自由基引发剂引发。[4]可燃;加热分解释放刺激烟雾。加热到250℃以上分解出醋酸。 三、聚醋酸乙烯酯应用 1、作胶姆糖基料,中国规定可用于乳化香精和胶姆糖,最大使用量为 60g/kg;
电子工艺实习实验报告 (迷宫车实验) 院系:xxxxxxxxxxxxx 姓名:xxxx 班级:xxxxxxxxxx 学号:xxxxxxxxxx
一、任务要求 此次实验共有三个部分焊接练习,基本交替闪烁电路焊接和小车的制作与调试。 学生要按照老师要求完成相关任务,并进行实验的验收。 二、目的 此次实验旨在通过焊接小车与调试小车,锻炼学生的综合能力。其中包括:焊接能力练习,代码编写,和综合调试等。通过此次实验,学生应该掌握基本 的焊接技术,电路调试技术和单片机开发的基本能力 三、实验内容 1.焊接 焊接用工具:电烙铁、吸锡器、其它常用工具(烙铁架、尖嘴钳、剪刀、斜嘴钳、剥线钳、镊子、切刀等) 焊接用材料:焊料(铅锡焊料有熔点低、机械强度高、表面张力小、抗氧化性好的特点)、助焊剂(树脂、有机、无机) 2.简单的发光二极管交替闪烁电路 电路原理 材料清单
交替闪烁电路的焊接与实验心得 焊接要求 先将电路布局规划好后,将电路分块安装,但还是要按照元件由低到高的顺序。采用搭焊法将导线焊接在各元件之间。 实验心得 虽然在上学期的模电实验中已经接触过焊接,但很久没有用过而且以前对焊接的要求也没有那么严格,所以一开始还是非常紧张的,都不太敢下手。一开始的规划安装蓝图这部分真的非常重要,自己事先在白纸上按照原件的实际大小规划了一下安装图,使得在焊接导线的时候不至于过分拥挤导致可能出现焊接短路的情况发生。焊接的时候心里默念老师教的焊接步骤,一步一步进行。不过由于是第一次焊接实际电路,还是出现了一些可以再改进的状况,比如我们的每一条连接线都使用导线焊接相连,但是由于焊接技术含不成熟,有些短导线绝缘皮会被烫化,易短路,而且焊接位置的高低也不好控制,后来观察了其他组的焊接成果,可以将距离比较近的元件金属线直接焊在一起,省时且效果更好。不过幸好,此次试验一次成功,没有经过再调试,为后来小车实验的焊接增加了信心。经过本次试验,进一步熟悉和掌握了焊接的技巧,了解了焊接实际电路时的必要步骤,同时学习了很多导线的焊接方法(绕焊、搭焊、勾焊等),提高了个人对于电路实验的兴趣,为今后的实际科研中电路实验奠定了基础。 2.迷宫小车的安装与调试 分部原理图
大学生电子工艺实习实验报告 电子工艺实习是理工科电类专业学生在校期间必须进行的一项基础工程训练,目的是通过工艺训练使学生获得电子制造工艺的基础知识,初步接触电子产品的生产实际,了解并掌握电子工艺的一般知识,掌握最基本的焊接操作技能,培养一定的动手能力和创新意识,为后续课程,特别是课程设计、毕业设计等积累必要的知识和技能,为今后从事有关电子技术工作奠定实践基础。一、找准办学定位,明确课程教学目标钦州学院是北部湾沿海地区一所公立本科院校,担负着培养和输送地方经济建设需要的高素质人才的重任,即培养的是面向生产、建设、管理、服务第一线或实际岗位群并适应其需要,具有可持续发展潜力的应用型人才;担负着积极为地方工业化、城镇化建设输送各类应用性本地化人才的重任。因此,要求培养的专业人才具有扎实的基础理论和专业基础知识、较强的工程实践能力和创新意识,这样才能尽快地胜任工作。电子工艺实习是工艺性、实践性的技术基础课;课程目标是培养学生创新实践能力;它既是基本技能和工艺知识的入门向导,又是创新精神的启蒙,创新实践能力的基础;既是理工科各相关专业工程训练的重要内容,也是所有学生素质教育的基本环节之一。电子工艺实习课程通过课堂教学和实践,让学生了解一般电子工艺知识;并以典型电子产品为对象,通过印制电路板的设计和制作、元器件的检测和焊接以及整机的安装和调试等步骤,使学生初步掌握电子产品的设计和制造方法,得到基本工程训练;同时进行工程意识和科学作风培养;为学习后续课程和其他实践教学环节,以及从事实际工
作奠定基础。二、切实加强教学实践环节,确保课程教学目标的实现(一)优化教学实践内容。电子工艺实习教学的基本内容主要包括:学生在实习过程中了解安全用电知识,学会安全操作规程,了解常用元器件的类别、型号、规格参数、符号、测量方法、主要性能和一般选用原则,熟悉电子产品装接工艺的基本知识和要求,掌握手工焊接电子产品的焊接、装配、调试技术,同时在实习中培养学生严谨的科学态度和良好的工作态度。因此,钦州学院根据地方需求、学校实际,优化教学实践内容,整合为三个模块:第一模块是仪器仪表的使用,主要包括电流表、电压表、稳压电源、万用表、数字电桥、毫伏表、信号发生器、示波器等常用仪表的使用;第二模块是电子元器件的识别与检测,主要包括电阻器、电容器、电感器、变压器、半导体元件、开关与接插件、保险元件、继电器、集成电路、晶振和陶瓷元件、敏感元件、片状元件等元器件的识别与检测,以及这些元器件的`简单应用;第三模块是电子产品的设计与制作,主要包括人工焊接技能训练和pcb板的制作。(二)改革教学方法和手段。随着高等院校不断的扩招,大学生精英教育转为大众化教育,学生的素质有所下降,动手能力不强、创新意识不高是大学生普遍存在的问题。地方高校生源面较广,学生的素质不高,知识水平参差不平,这给教学实践提出了难题,更需要依照教学规律,探求新的教学模式,改革教学方法和手段,提高教学质量。1.合理安排时间。按照人才培养方案,电子工艺实习在第二学期开设,为集中2周的实践训练。但由于一个学期往往同时开设多门课程,有许多课程又无法集中安排,故安排2周集中训练是不实
电子工艺训练报告 姓 名 学 号 专业班级 08电科1班 指导教师 提交日期_ 教务处制 惠州学院 HUIZHOU UNIVERSITY
一、实验目的 通过对一台正规产品“收音机”的安装、焊接、调试,使学生掌握基本的焊接技术,学会元器件识别、测试和安装的方法,掌握万用表的使用方法,掌握超外差式收音机的工作原理,学会识别电路原理图与印刷图,学会利用工艺文件独立进行电子设备的整机装配、调试方法,并达到产品的质量要求,从而锻炼和提高学生的动手能力,巩固和加深对电子学理论知识的理解和掌握。 二、实验要求 1)要求学生熟悉常用电子元器件的识别、选用原则和测试方法。 2)要求学生练习和掌握正确的焊接方法。 3)要求学生掌握电子工艺的基本要求,了解电子产品生产的工艺文件,对照电 路原理图,能看懂接线图,理解图上的符号及图注并与实物能一一对照。 4)要求学生了解电子产品印制电路板的设计原则和制造过程。 5)认真阅读有关的工艺图纸以文件,并据此细心独立地进行装,连,焊,并记 录有关的心得,经验和体会。 6)根据调试文件,会利用仪器和工具对机芯进行调试,学会排除故障,使整机 达到指标要求。 7)根据工艺文件的指导,独立封装整机外壳,完成一件正式产品。 三、实验内容 1.掌握电烙铁的正确使用方法、基本的焊接技术和万用表的使用方法,学会 识别不同的元器件及其的安装方法。 2.掌握收音机的工作原理,学会识别电路原理图与印刷图、色环电阻的识别 与测试和使用万用表测试电容、电感、二极管和三极管的方法,进一步掌握并熟练焊接技术。 3.分析一、二级中放的工作原理及各元件的作用,测试和焊接一、二级中放 各元件。分析检波、前置放大与低放电路的工作原理,测试该部分电路各元件并记录测试结果,焊接该部分电路的元件。 4.分析功放电路的工作原理和各元件的作用。测试元件并记录测试结果,插 入该部分电路的元件,检测并安装剩余部分的所有元件,焊接断电并调试。 整机调试与验收,写实习总结报告。 具体内容: 3.1焊接技术 (1)焊接是电子产品装配过程中的一个重要步骤,每一个焊接点的质量都关系着整个电子产品的质量,他要求每一个焊接点都有一定的机械强度和良好的电器性能,所以它是保证产品质量的关键。焊接时将加热熔化的液态锡铅焊料,在助焊剂的作用下,是被焊接物和印制板上的铜箔连接在一起,成为牢固的焊点。要完成一个良好的焊点主要取决于以下几点: 1.被焊的金属材料应具有良好的可焊性 铜的导电性能良好且容易焊接,所以常用铜制作元件的引脚、导线及印制板上的接点。 2. 被焊的金属表面要保证清洁 在被焊的金属表面上一旦形成氧化物或有污垢,都会阻碍焊点的形成。 3.使用合适的助焊剂 助焊剂是一种略带酸性的易熔物质,在焊接过程中起清除被焊金属表面上的氧化物和污垢的作用。