汽车复合材料主要加工工艺和技术
世界上第一辆全复合材料车身的汽车诞生55年以来,随着汽车工业的快速发展以及大众环保意识和节能意识的不断增强,尤其是在世界能源危机和石油涨价而使得汽车工业向轻量化方向发展的大背景下,作为汽车轻量化主流轻质材料之一的汽车复合材料的材料性能和加工工艺技术也因此而得到了快速发展。现在,无论是欧、美、日等汽车工业发达国家,还是中国、巴西和印度等汽车工业快速发展中国家,都已在汽车制造量采用汽车复合材料,涉及的车辆有商用车、乘用车、工程车、农用车、运动车以及休闲车、军用车和摩托车等几乎所有的车种,主要应用围也从外履件发展到汽车的各个部分,可以说从车头到车尾,从外饰件到饰件,从A级表面的车身面板到结构件、半结构件,从车门、车窗到车盖、车顶,从皮卡车厢、车身底护板到发动机气门盖、油底壳,从座椅骨架、底盘到储气罐、传动轴和板弹簧等,到处都有汽车复合材料的应用。那么,这些形状各异、技术性能各不相同,甚至规格和产量规模都相差甚远的汽车复合材料零部件是如何生产出来的呢?其主要生产工艺有哪些?与常规金属汽车零部件生产相比又有什么优缺点?……我们知道,汽车复合材料是一种可设计的材料,能够方便地实现整体综合优化设计。其中汽车复合材料制造工艺的可设计性带给了汽车复合材料制造行业无穷的想像力和创新机会。目前,我们己知的汽车复合材料制造工艺技术就多达几十种,并且还处于不断的创新发展之中。由于篇幅有限,本文就汽车复合材料主要且常用的6种加工工艺和技术做一初步介绍。
手糊成型工艺和技术
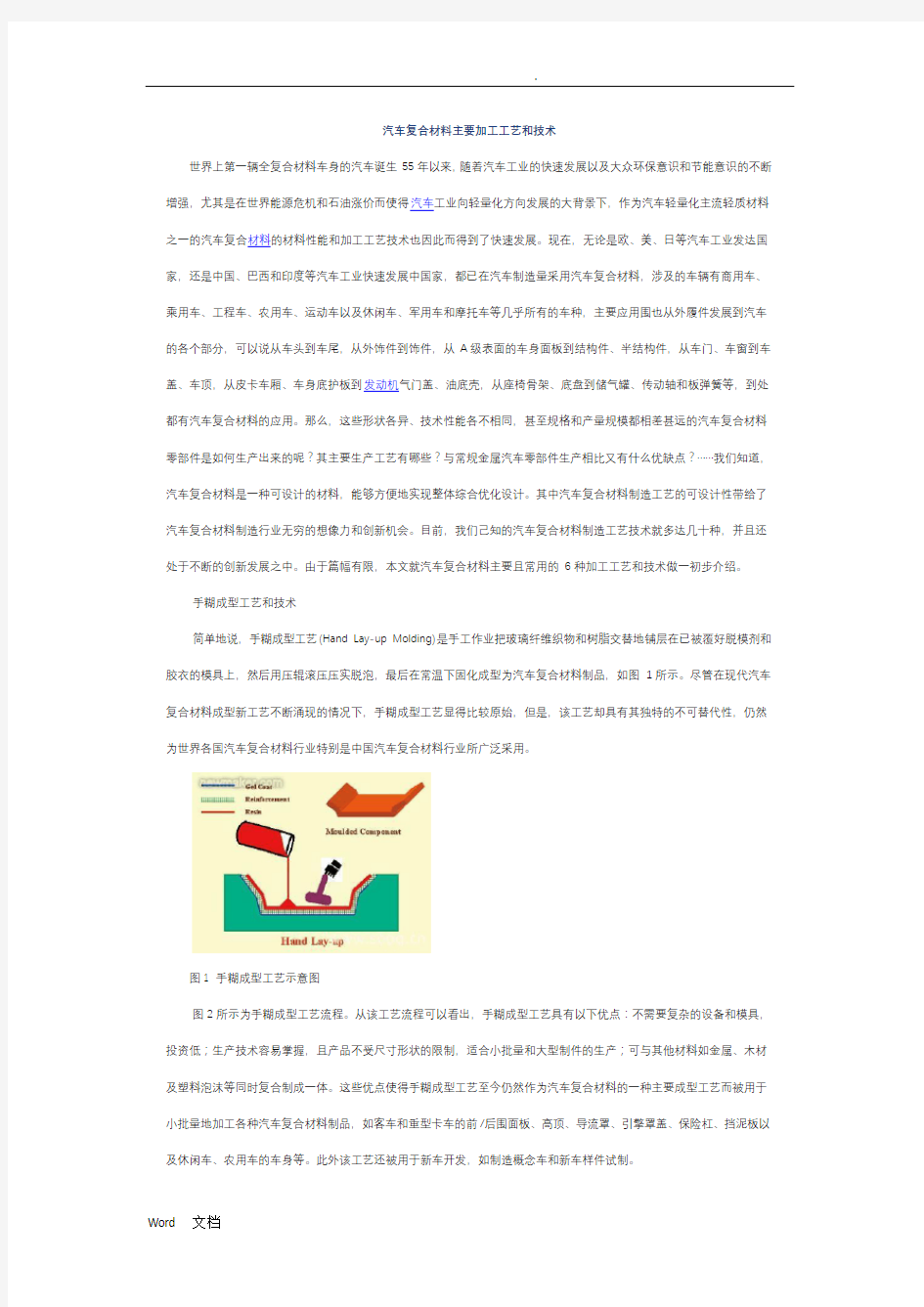
简单地说,手糊成型工艺(Hand Lay-up Molding)是手工作业把玻璃纤维织物和树脂交替地铺层在已被覆好脱模剂和胶衣的模具上,然后用压辊滚压压实脱泡,最后在常温下固化成型为汽车复合材料制品,如图1所示。尽管在现代汽车复合材料成型新工艺不断涌现的情况下,手糊成型工艺显得比较原始,但是,该工艺却具有其独特的不可替代性,仍然为世界各国汽车复合材料行业特别是中国汽车复合材料行业所广泛采用。
图1 手糊成型工艺示意图
图2所示为手糊成型工艺流程。从该工艺流程可以看出,手糊成型工艺具有以下优点:不需要复杂的设备和模具,投资低;生产技术容易掌握,且产品不受尺寸形状的限制,适合小批量和大型制件的生产;可与其他材料如金属、木材及塑料泡沫等同时复合制成一体。这些优点使得手糊成型工艺至今仍然作为汽车复合材料的一种主要成型工艺而被用于小批量地加工各种汽车复合材料制品,如客车和重型卡车的前/后围面板、高顶、导流罩、引擎罩盖、保险杠、挡泥板以及休闲车、农用车的车身等。此外该工艺还被用于新车开发,如制造概念车和新车样件试制。
图2 手糊成型工艺流程
手糊成型工艺的缺点是生产效率低,生产周期长,工作环境差,因此对于大批量车型的产品不太适合。此外,由于这种工艺与操作人员的技能水平和制作环境条件有很大的关系,受此影响,在我国,由手糊成型工艺生产的汽车零部件的质量往往不够稳定,从而影响了汽车复合材料的声誉。
需要说明的是,手糊成型工艺并不是劣质汽车复合材料零部件的代名词。只要严格按照手糊成型工艺的流程和工艺规,准确掌握手糊工艺的技术要领,同样能够制作出一流水平的汽车复合材料制品。实际上,国外很多昂贵和精致的高档跑车以及在展会上熠熠生辉的很多概念车均出自于手糊成型工艺之手。图3所示的Chevrolet Corvette跑车,其车身即为用手糊成型工艺生产出来的。
图3 用手糊成型工艺生产的跑车车身
喷射成型工艺和技术
图4所示为喷射成型工艺(Spray Up Molding)示意图。该工艺是将混有引发剂和促进剂的两种聚酯分别从喷枪两侧喷出,同时将切断的玻纤无捻粗纱由喷枪中心喷出,使其与树脂在空间均匀混合后沉积到模具上。当沉积到一定厚度时,用压辊滚压使纤维浸透树脂,排除气泡,在经常温固化后成型为汽车复合材料制品。喷射成型工艺是在手糊成型工艺的基础上发展起来的。由于该工艺是借助于机械的手工操作工艺,因此也被称为“半机械手糊成型工艺”。图5所示为该工艺的工艺流程。
图4 喷射成型工艺示意图
图5 喷射成型工艺流程
与手糊成型工艺相比,喷射成型工艺的效率提高了2~4倍甚至更高。其优点是:由于使用无捻粗纱代替了手糊工艺的玻璃纤维织物,因而材料成本更低;成型过程中无接缝,这使得制品的整体性和层间剪切强度更好;可自由调节产品的壁厚、纤维与树脂的比例以及纤维的长度,因而满足了汽车零部件的不同机械强度要求。由于喷射成型工艺具有效率高、成本低及产品尺寸形状不受限制的优点,因此该工艺在国外汽车复合材料行业中,有逐步取代传统的手糊成型工艺的趋势,例如,客车和重型卡车的很多前/后围面板、侧面护板、高顶及导流罩等都已由喷射成型工艺制作。
喷射成型工艺的缺点是:产品的均匀度在很大程度上取决于操作人员的操作熟练程度;由于喷射成型的树脂含量高且增强玻纤短,因而制品强度较低;阴模成型比阳模成型难度大,小型制品比大型制品生产难度大;生产现场工作环境恶劣,环境污染程度一般均大于其他的工艺方法;初期投资比手糊成型工艺大。尽管如此,近年来,喷射成型工艺的缺点正在得到极大的改善。在国外,已采用机械手编程来替代人工喷射,从而大大提高了产品质量的稳定性,原材料的损耗也被明显降低。同时,通过对生产现场采取全封闭的管理措施以及进行空气排放处理,使得环境污染问题得到明显改善。图6所示为采用喷射成型工艺生产的KENWORTH重卡高顶。
图6 采用喷射成型工艺生产的重卡高顶
缠绕成型工艺和技术
缠绕成型工艺(Filament Winding)是在控制纤维力和预定线型的条件下,将浸过树脂胶液的连续纤维(或布带、预浸纱)按照一定的规律连续地缠绕到相应于制品腔尺寸的芯模或衬上,然后在室温或加热条件下使之固化、脱模,获得一定形状的汽车复合材料制品,如图7所示。根据纤维缠绕成型时树脂基体的物理化学状态不同,分为干法缠绕、湿法缠绕和半干法缠绕三种。其中,湿法缠绕的应用最为普遍。湿法缠绕工艺顾名思义是将连续玻璃纤维粗纱或玻璃布带浸渍树脂胶后,直接缠绕到芯模或衬上而成型并经固化的成型方法。而干法缠绕一般仅用于高性能、高精度的尖端技术领域中。
图7 纤维缠绕成型工艺示意图
纤维缠绕成型工艺的优点是:能够按产品的受力状况设计缠绕规律,以充分发挥纤维的强度;比强度高。一般来讲,纤维缠绕压力容器与同体积、同压力的钢质容器相比,重量可减轻40%~60%;可靠性高。纤维缠绕制品易实现机械化和自动化生产,工艺条件确定后,缠出来的产品质量稳定、精确;生产效率高。采用机械化或自动化生产,只需少数操作工人,缠绕速度快(240m/min);成本低。在同一产品上,可合理配选若干种材料(包括树脂、纤维和衬),使其再复合以达到最佳的技术经济效果。现在用纤维缠绕成型工艺生产的CNG/LPG高压气瓶、传动轴和板状弹簧等已广泛应用于大客车、轿车和卡车上。纤维缠绕成型工艺的缺点是:缠绕成型适应性小,不能缠任意结构形式的制品,特别是具有凹形表面的制品。这是因为缠绕时,纤维不能紧贴在芯模表面,而是处于架空状态;缠绕成型需要有缠绕机、芯模、固化加热炉、脱模机及熟练的技术工人,不仅投资大,而且技术要求高,因此只有大批量生产时才能获得较大的经济技术效益。图8所示为采用纤维缠绕成型工艺生产的CNG乘用车用高压气瓶。
图8 采用纤维缠绕成型工艺生产的CNG车用气瓶
树脂传递模塑成型工艺和技术
树脂传递模塑成型工艺(Resin Transfer Moulding)简称RTM。该技术始于1950年代,是从湿法铺层手糊成型工艺和注塑成型工艺中衍生出来的一种新的闭模成型工艺。该工艺一般是在模具的型腔中预先放置玻璃纤维增强材料(包括螺栓、螺帽或聚氨酯泡沫塑料等嵌件),闭模锁紧后,将配好的树脂胶液在一定的温度和压力下,从设置于适当位置的注入孔处注入模腔,浸透玻纤增强材料,然后一起固化,最后启模、脱模,得到两面光滑的汽车复合材料制品。图9所示为RTM工艺示意图。
图9 树脂传递模塑成型工艺示意图
图10所示为RTM的工艺流程。由于是一种闭模成型工艺,因此RTM的优点是:无需胶衣涂层即可使构件获得双面光滑的表面;在成型过程中散发的挥发性物质很少,有利于工人的健康和环境保护;模具制造与材料选择的机动性强,不需要庞大、复杂的成型设备就可以制造出复杂的、有极好制品表面的大型构件;根据设计需求,增强材料可以按任意方向铺放或局部增强,因而容易实现按制品受力状况铺放增强材料的目的。成型效率高、投资少以及易实现自动化生产的特点,使RTM工艺日益为汽车复合材料行业所重视,并逐步成为取代手糊成型、喷射成型的主导成型工艺之一。
图10 RTM工艺流程
目前,RTM工艺在汽车制造业中的应用已非常广泛,如乘用车的车顶、后厢盖、侧门框和备胎仓,以及卡车的整体驾驶室、挡泥板和储物箱门等都有用RTM工艺生产的。图11所示是用RTM工艺生产的ASTON MARTIN跑车的车身侧围板。
图11 用RTM工艺生产的车身侧围板
当然,RTM工艺也存在一些不足,如:双面模具的加工费用较高;预成型坯加工生产设备的投资大;对原材料(树脂和玻纤材料)和模具质量的要求高,以及对模具中的设置与工艺要求严格等。目前,对RTM成型工艺的研究和推广不断取得新的进展,主要研究方向集中在:微机控制注射机组、增强材料预成型技术、低成本模具、快速树脂固化体系及工艺稳定性和适应性等方面,涌现出了一系列改良的RTM成型工艺,如Lite-RTM、VARTM、VIP和TERTM等。
模压成型工艺和技术
模压成型工艺(Compression Molding)是复合材料生产中最古老而又富有无限活力的一种成型方法。它是将一定量的预混料或预浸料加入金属对模,经加热、加压固化而成型的一种方法,如图12所示。模压料的品种有很多,可以是预浸物料、预混物料,也可以是坯料。当前常用的模压料品种有:热固性复合材料,包括SMC、BMC和TMC等;热塑性复合材料,包括GMT、D-LFT和G-LFT等。
图12 模压成型工艺示意图
在提到模压成型工艺技术时,我们特别要提到汽车复合材料工业广泛应用的热固性复合材料SMC和热塑性复合材料GMT模压成型工艺。
SMC(Sheet Moulding Compounds)又名片状模塑料,是一种带流动性能的预浸材料,其物理形态是一种类似“橡皮”的夹芯材料,“芯材”由经树脂糊充分浸渍的短切玻璃纤维(或毡)组成,上下两面为聚乙烯薄膜所覆盖,以防止空气,灰尘、水汽及杂质等对材料的污染以及聚酯树脂交联剂苯乙烯的挥发损失。树脂糊里含有聚酯树脂、引发剂、化学增稠剂、低收缩率添加剂、填料、脱模剂和颜料等组分。SMC主要采用金属对模的模压成型工艺,其压制工艺过程相对比较简单,主要包括片状模塑料的制备和成模两部分。由于SMC的组成比较复杂,每种组分的种类、质量、性能及其配比等对SMC 的生产工艺、成型工艺及最终制品的性能、价格等都有很大的影响,因此,对组分、用量和配比等进行合理的选择,对
于制造优良的汽车SMC零部件具有十分重要的意义。图13所示为SMC模压成型工艺流程。
图13 SMC模压成型工艺流程
GMT(Glass Mat Reinforced Thermoplastics)又名玻纤毡增强热塑性塑料片材,是一种用玻璃纤维针刺毡或原丝毡增强的热塑性塑料半成品片材。GMT片材的成型通常有两种:一是连续玻璃纤维毡或针刺毡与热塑性塑料层合而成,另一种则是随机分布的中长纤维与粉末热塑性树脂制成的片材。前者适合于冲压模压成型,其制品的形状一般比较简单。后者的流动性较好,适合于流动模压成型,适于成型形状较为复杂的汽车零部件。与金属材料相比,GMT的密度约为钢材的1/6~1/7,具有耐腐蚀以及隔热、隔音和绝缘性好的优点,可一次加工成型复杂的制品;与SMC片状模塑料相比,GMT 具有极长的贮存期,制品的成型周期是SMC的1/3~1/4,并且冲击韧性好,可回收利用。基于以上特点,GMT在汽车工业中的应用围不断扩大,应用量不断增加,正越来越多地代替金属和热固性复合材料。
与SMC相似,GMT也是采用金属对模的模压成型工艺,所不同的是SMC的固化成型是化学反应,而GMT的冷却成型是物理变化,成型所要求的工艺参数和对压机、模具的技术要不相同的。GMT成型工艺的特点是:片材必须先预热(加热至220~230℃),成型压力高(10~25Mpa),成型温度低(35~50℃),成型周期短(30~60s)。GMT模压成型工艺流程如图14所示。
图14 GMT模压成型工艺流程
总之,模压成型工艺的主要优点是:生产效率高,便于实现专业化和自动化大批量生产;产品尺寸精度高,重复性好;表面光洁,无需二次修饰;能一次成型结构复杂的制品;由于可批量生产,因此价格相对低廉。这些优点使得模压成型工艺特别适合汽车工业要求批量大、精度高及互换性好的生产特点,是目前汽车复合材料工业中最为普遍采用的成型工艺,尤其是乘用车上的复合材料零部件80%均由模压成型工艺制成,如引擎盖、车门、后厢盖、后举门、车顶、前端框架、仪表台骨架、车门中间承载板、座椅骨架和底部护板等。
模压成型工艺的不足之处在于模具制造复杂,投资较大,加上受压机限制,使其更适合于生产中、大批量的汽车复合材料制品(热固性汽车复合材料制品在100000件/年以,热塑性汽车复合材料制品在1000000件/年以)。随着金属加工技术、压机制造水平及合成树脂工艺性能的不断改进和提高,压机吨位和台面尺寸不断增大,模压料的成型温度和压力也相对降低,使得模压成型制品的尺寸逐步向大型化发展,目前已能生产的大型汽车部件如模压重卡高顶、MPV车顶、皮卡车厢、重卡驾驶室侧围板等。图15所示即为模压成型工艺生产的2001福特Explorer Sport Trac SMC皮卡车厢。
图15 SMC模压成型工艺生产的皮卡车厢
LFT-D成型工艺技术
LFT-D成型工艺(Long-Fiber Reinforce Thermoplastic Direct)是继GMT和LFT-G之后又一种新的长纤维增强热塑性复合材料工艺技术,是长纤维增强热塑性复合材料在线直接生产制品的一种工艺技术,它区别于GMT和LFT-G的关键因素是半成品步骤被省去了,而在材料的选择上更加灵活,是近年来在汽车复合材料行业中最受关注和市场成长最快的一种崭新的成型工艺技术。在LFT-D技术中,不仅纤维的含量和纤维的长度可以直接调节到最终部件的要求,其基体聚合物也可以直接调节到最终部件的要求。通过使用不同的添加剂可以改变和影响制品的机械和特殊应用特性,如热稳定性、着色性、紫外稳定性和纤维与基体的粘结特性等,这也意味着每一种特殊应用都可以通过LFT-D获得其独特的材料配方。
LFT-D的典型工艺流程是,将聚合物基体颗粒(主要是PP)和添加剂输送到重力混合计量单元中,根据部件的机械性能要求进行材料的混配。经混配好的原料再被送入双螺杆挤出机中进行塑化,熔融的混合物通过一个薄膜模头形成类似瀑布的聚合物薄膜,该聚合物薄膜直接被送入到双螺杆混炼挤塑机的开口处。此时,玻璃纤维粗纱通过特别设计的粗纱架,在经过预热、分散等程序后被引入到聚合物薄膜的顶端与薄膜汇合一同进入到双螺杆挤塑机中,由螺杆切割粗纱,并把它们柔和地混合到预熔的聚合物当中,然后直接送入压制模具中成型或者推压进注射模具成型,如图16所示。
图16 LFT-D成型工艺示意图
LFT-D成型工艺的优点主要有两个:一是成本低。由于是直接一步法生产,因此由LFT-D生产的大型结构部件比两步法生产的GMT或LFT-G压制部件的成本低20%~50%;二是制品的综合性能优异。LFT-D压制成型制品的抗冲击性能比GMT稍低一些,但由于比LFT-G成型后的纤维长很多,因此其抗冲击性能明显比LFT-G高得多。另外,大量的研究表明,LFT-D注塑的生产效率比采用标准LFT-G粒料的生产效率高,因为LFT-D低的塑化要求改善了纤维被剪断的可能
2012年10月(下)工业技术科技创新与应用 复合材料在汽车制造中的应用 刘莉 (兰州职业技术学院,甘肃兰州730070) 汽车工业是我国国民经济的重要产业支柱之一,近年来已取得迅猛的发展。截至2010年,我国汽车产销量分别为1826.7和1806.9万辆,跃居世界第一。按照“十二五”规划,到2015年将形成2500万辆的产能[1]。汽车工业的快速发展伴随着能源匮乏、环境污染等问题。汽车节能、环保、安全既是国际汽车技术的发展方向,也是我国产业政策的要求[2]。由于钢材料刚性好、易加工,能满足汽车各零部件对材料性能的要求,但钢材料也存在易腐蚀、密度大、能量消耗多的缺点,因此以轻质材料取代传统钢材料势在必行。近年来,复合材料在汽车制造业的开发应用减轻了重量、降低了油耗、提高了强度和改善震动等性能[3]。复合材料是由两种或者多种不同性质的材料用物理或化学方法在宏观尺度上组成的具有新性能的材料。一般复合材料的性能优于其组成材料的性能,并且有些性能是原来组成材料所没有的,如改善材料的刚度、强度和热学等性能等。 1汽车制造业发展趋势 为缓解日益减少的石油资源的压力,节能减排是影响可持续发展的关键因素。用高性能轻质材料是实现汽车轻量化的一条重要途径。减轻了汽车重量,滚动阻力随之减少,每公里油耗也就随之下降,不但降低了石油资源的损耗,还减少了尾气排放,缓解了温室效应的压力[2]。近年来,由于机械和汽车领域对材料强度和硬度方面的要求越来越高,使得复合材料得到广泛的应用。但与复合材料在宇航方面的应用相比,汽车工业应用复合材料的发展较为缓慢,主要是受限于材料价格高,复合材料的成型加工困难等因素。目前,伴随高性能复合材料研发与应用,已可通过减轻材料重量来节约成本。复合材料与金属材料相比,具有能耗低、加工方便、材料性能高和使用寿命长的特点,目前已大规模应用于汽车零部件和内部装饰等方面[4]。 2复合材料在汽车零部件开发应用 2.1在汽车发动机上的应用 发动机的主要部件是活塞,它的工作环境为高温高压,并且活塞在运动过程中不断与活塞环、汽缸壁之间产生摩擦,极易损坏,因此要保证发动机正常工作,要选择耐磨的复合材料。目前,应用于活塞的材料主要由低密度金属和增强陶瓷纤维组成。此外,国外又推出了氧化铝纤维增强活塞顶的铝活塞及氧化铝增强的镁合金制造的活塞等[5]。由于陶瓷材料质量较轻,若将配气机构中的附件也用陶瓷复合材料替换后,可以通过提高转速的方法来提高发动机的功率,或者转速不变,也可通过降低气门弹簧的弹力而降低功率损耗,从而达到节能减排的目的。气门座和摇臂头等易磨损部件再采用陶瓷材料后,也可减少磨损,延长使用寿命。在柴油机的涡流室安装陶瓷镶块后,改善了发动机低负荷时的燃烧,及低温启动性能,降低了燃烧噪声。涡轮增压器零件中使用最普遍的是增压器陶瓷涡轮,与金属涡轮相比,陶瓷涡轮质轻,转动惯量仅为金属涡轮的20%,“涡轮滞后”现象得以改善,提高了增压器的动态性能,能在金属涡轮不能承受的高温下工作[6]。韩鹏[7]从碳纤维复合材料的力学性能和发动机罩的结构特点出发,按照等刚度原则,设计并分析了碳纤维复合材料发动机罩。用有限元分析方法,确定了发动机罩性能参数。结果发现,复合材料发动机罩在满足刚度条件下,可减重约16%左右。 2.2车轮 刘国军[4]数值模拟了碳纤维/环氧(T300/5208)复合材料车轮与铝合金车轮的弯曲疲劳试验。通过对汽车车轮建模,用有限元AN-SYS软件,按国家标准车轮弯曲疲劳试验,分别分析了铝合金和复合材料汽车车轮的强度。结果发现,在相同应力水平下,复合材料车轮比铝合金车轮轻了40.74%。同时,优化设计碳纤维/环氧(T300/ 5208)复合材料汽车车轮的轮辋厚度、车轮安装凸缘厚度和车轮的轮廓尺寸,也可以使车轮的重量降低。 2.3其他部件 东风汽车公司开发的共聚甲醛与钢背复合润滑滑动轴承复合材料,已应用于汽车的制动系、传动系、转向系等轴承中。具有综合性能优于青铜合金,工艺稳定、生产率高、价格低廉等优点。此外,铜材质的散热器管材也逐渐被复合材料取代。目前一般采用30%GF 增强的PA66注射成型,并以机械方式与散热器接合,可明显提高设备的耐腐蚀性并节约了金属材料。用橡胶密封圈使接合面上达到密封的目的,还可以起到防振作用[8]。张泽书[9]用玻璃纤维和改性丙纶为原料,设计开发了GMT复合材料,并用于汽车内饰。产品规格为单位质量1150~1250g/m2,幅宽为2200mm。研究了GMT复合材料成型加工工艺参数与其力学性能之间的关系。结果发现,采用玻璃纤维和改性丙纶直接混合方法,用非织造布设备进行制备GMT复合材料,成功解决了玻璃纤维和改性丙纶均匀混合、梳理成网均匀等技术问题。 3展望 含有陶瓷纤维、玻璃纤维、高分子材料以及其他新型非金属原料的高性能复合材料在汽车制造业中的广泛研究与应用,极大减小了汽车材料对金属的依赖,实现汽车轻量化,有效缓解了对资源的压力。伴随我国汽车产业的迅猛发展,探索并开发高性能新型复合材料,进一步减轻重量,增强材料力学及加工性能,降低成本,促进汽车产业的节能减排,已经成为一种必不可挡的趋势。 参考文献 [1]黄茂松,贾润萍.中国汽车用聚氨酯材料发展方向[J].聚氨酯, 2012,3:61-66 [2]郑学森.国内汽车复合材料应用现状与未来展望[J].玻璃纤维, 2010,3:35-42 [3]刘军,王腾宁.复合材料在汽车中的应用[J].工程塑料应用, 1996,3:31-33 [4]刘国军.复合材料汽车车轮的强度分析及优化设计[D].哈尔滨:哈尔滨工业大学,2006 [5]曹令俊.复合材料在汽车工业中的应用及趋势[J].天津汽车, 2000,1:28-31 [6]罗鹰.复合材料在现代汽车发动机中的应用[J].汽车工程师, 2009,2:50-52 [7]韩鹏.碳纤维复合材料发动机罩优化设计研究[D].长春:吉林大学,2011 [8]向乐新,潘典三.树脂基复合材料及其在汽车中的应用[J].武汉工学院学报,1995,4:19-25 [9]张泽书.汽车内饰用GMT复合材料的制备与研究[D].郑州:中原工学院,2009 摘要:根据当前汽车制造业的发展趋势,从节能减排角度入手,分析了汽车轻量化是当今汽车工业发展的方向,综述了复合材料在我国汽车制造中的开发与应用。 关键词:复合材料;汽车制造;应用 110 --
汽车复合材料的历史和现状 作为一种新型的轻量化材料,树脂基复合材料正日益成为汽车制造业中的新宠。 汽车复合材料的历史 自开始制造汽车以来,复合材料,包括天然复合材料和人工合成复合材料便以各种形式应用于汽车中。早在1908年,美国福特汽车公司第一款大批量开发生产的T型车,其引擎盖就是采用天然复合材料——木头制造而成的。其后,很多汽车的车身框架、车底板和汽车装饰品等也均由木质材料制成。在汽车制造史上,复合材料被大规模地应用于汽车部件生产的一个典型例子是汽车的轮胎。众所周知,轮胎的橡胶基体中含有大约50%的碳黑,它不仅使轮胎呈黑色,更主要的是,碳黑的加入显著地提高了轮胎的耐磨性。通过在轮胎纵向方向加入纤维和钢丝,还大大增加了轮胎的结构强度,这是典型的人工合成复合材料在汽车领域的应用案例。尽管现代轮胎的制造技术己取得了巨大进步,但从福特公司T型车诞生以来,轮胎的基本配方和结构形式却一直都没有改变。因此我们可以认为,汽车制造业的发展史,实际上也是复合材料在汽车上的应用史。当然,本文主要介绍的是树脂基汽车复合材料,其历史应该追溯到树脂基复合材料诞生之后。 树脂基复合材料(以下简称“复合材料”)自1932年在美国诞生以来,至今已有近75年的发展历史。然而,其真正批量化应用于汽车工业则始于1953年。据资料记载,1951年,时任通用汽车公司车身设计负责人的Harley Early先生从通用汽车公司展示的玻纤增强复合材料概念车中得到启发,他憧憬着有朝一日能够设计出一款供批量生产的全玻纤增强复合材料车身的跑车,这款跑车可以结合所有欧洲汽车的优点。很快,他的想法得到了通用汽车公司副总裁Harlow Curtice先生的支持。1952年,通用汽车公司将一款原准备采用常规的钢材制造的跑车改为采用玻纤增强复合材料来制造,并将原名“Opel”改为“Corvette”,Corvette的英文原意是“轻巡洋舰”,其涵义充分表达了轻型、快速和操控性强的设计理念。 第一批Corvette车身采用手糊工艺制作而成:首先将剪切好的玻纤增强材料铺设在开放式的模具内,然后通过树脂浸渍、滚压赶泡、固化反应及脱模等一系列工序制作完成,这在当时是一种全新的车身制造工艺。经过全员努力,1952年12月22日,通用汽车公司成功地完成了该车身的开发制造。 1953年1月17日,一辆锃亮的配有红色内饰的白色Chevrolet Corvette跑车在美国纽约的Waldorf宾馆首次向观众展示(如图1所示),这是世界上第一款全复合材料车身的两座位跑车,这一天也因此成为了汽车复合材料史上值得永远纪念的日子。1953年6月30日,第一批试生产的300辆Corvette车在美国的Michigan投产。1954年,其生产地被移至美国的 St.Louis。从1984年至今,Chevrolet Corvette车型一直在Bowling Green生产。
浅谈热塑性复合材料在汽车上的应用 本文阐述了热塑性复合材料在汽车上的应用。 标签:热塑性;复合材料;汽车 热塑性复合材料是以热塑性树脂为基体的复合材料。常用的热塑性树脂有聚丙烯、聚碳酸酯、聚酰胺和聚砜等。主要的增强纤维是短玻璃纤维、碳纤维、织物纤维及其他充填物,一般纤维体积含量约为20%~30%,最大可达到40%~55%。大多数情况下,纤维及充填物无方向随机排布。纤维的主要增强效果是提高强度和耐磨性,改善基体的耐热性和蠕变抗力,使用玻璃纤维和碳纤维增强的热塑性树脂,其拉伸强度和抗弯模量可提高2倍至6倍,但冲击强度有所降低,广泛用于汽车工业、化工、电子及航空工业。 随着热塑树脂基复合材科学技术的不断成熟以及可回收用的发展,该品种的复会材料发展较快,欧美发达国家热热塑性复合材料已占到树基复合材料总量的30%以上。 1.在汽车外饰件上的应用 汽车外饰主要指汽车前后保险杠、汽车车身裙板、进气格栅、散热器面罩、外侧围、扰流板、防擦条、车门外开手柄、前后风挡玻璃等等。 在以往汽車外饰中经常使用的材料一般是热固性材料,这种材料的废弃件和边角余料经常是通过掩埋或者焚烧进行处理的,这样的处理方式会造成环境的污染问题。但是使用热塑性材料则不会出现些类似问题,热塑新材料不仅可以进行循环利用,还具有密度低、成本低、生产效率高等特点。在生产中使用这一材料代替金属材料或者是热固性材料可以实现轻量化的设计和生产,所以这种材料在汽车中的使用范围越来越广。 在过去的一段时间内,没有使用热塑性材料是因为其无法进行喷涂,而且表面的质量较差,使其无法再外饰件中广泛使用。但是经过新兴技术的不断研发,使其在外饰件中的使用成为可能,而且逐渐成为热门。 戴姆勒福莱纳车型的挡泥板和保险杠采用了30%长玻纤增强PP材料,解放J6的保险杠支架采用了40%长玻纤增强PP材料。 2.在汽车内饰件上的应用 汽车内饰系统是汽车车身的重要组成部分,而且内饰系统的设计工作量占到车造型设计工作量的60%以上,远超过汽车外形,是车身最重要的部分之一。 汽车内饰主要包括以下子系统:仪表板系统、副仪表板系统、门内护板系统、
新型复合材料在汽车轻量化方面的应用及展望 林栋,周晓兵,杨建国,许俊 (上海华普汽车有限公司,上海201501) 【摘要】汽车轻量化在节能减排和环境保护方面起着非常重要的作用,本文首先介绍了国外内汽车轻量化复合材料应用发展动态,然后针对几种轻量化复合材料进行简单分析比较,并在此基础上介绍了新型复合材料在汽车电池框和前机盖方面的应用,最后阐述了复合材料的未来发展趋势。 【关键词】汽车轻量化材料;PE;电池框;前机盖; The Application and Development Trend of New Type Composite Materi- al in Automobile Lightweight Dong Lin, Xiaobing Zhou, Jianguo Yang, Jun Xu (Shanghai Maple Auto Co,ltd , Shanghai 201501 , China) Abstract: Automotive lightweigh plays a very important role in energy conservation, emission reduction and environmental protection.This paper firstly introduces the latest development of automobile light-weight composite material in the world, and then, the thesis makes analysis and comparison on several kinds of automobile lightweight composite material available. It is succeeded to introduced the applica-tion of composite material in the car battery box and the automotive front hood. At last, the development of auto lightweight composite material is elaborated in future. Keywords: Automotive lightweighting material; PE; battery frame; automotive front hood; 1 前言 当今世界,科技日新月异,但随之带来是生存环境的恶化及能源危机持续升级,节能减排逐渐成为新趋势。社会生活水平的提高,汽车已成为大众化行车工具。2014年我国汽车产销量双双突破2300万辆,连续第六年位居全球第一。汽车产销2372.29万辆和2349.19万辆,同比增长7.26%和6.86%。由于消费者节能减排意识的增强,低油耗车辆逐渐成为选择的重要因素,这使车企更加重视车辆的节能性,而车身重量是其重要的影响因素,因此车身轻量化已正成为汽车节能的重要考察因素。 美国福特汽车公司的全顺车在欧洲的试验结果表明: 满足欧Ⅳ标准条件下,每百公里油耗Y与自身质量x(kg)满足以下关系: Y = 0.003X + 3.3434 (1) 汽车整车重量降低10%,燃油利用效率可提高6%~8%,尾气排放减少约5%,原材料成本可降低约10%[1,2]。油耗的下降,同时意味着CO2、氮氧化物(NO x)等有害气体排放量的下降,对环保要求的降低油耗和减少碳排放发挥重要作用。 针对各种类型车的大量试验结果表明,车辆的油耗与汽车的质量呈线性关系[3-5]。因此,通过降低汽车自重,即通过轻量化的手段来降低油耗,成为汽车行业最为热门的研究课题。大量地使用复合材料替代传统的纯金属,是汽车轻量化的一个重要手段,也是最重要的手段之一。 2轻量化复合材料汽车行业发展动态 复合材料作为能有效替代传统的纯金属轻量化材料之一,国内外汽车制造商在生产的车型中的使用量逐年上升,平均每辆汽车上塑料的用量从20世纪70年代初的50~60kg已增加到目前的150kg,预计还将继续增加。在日本、美国和欧洲等发达国家,每辆轿车平均塑料使用量已超过150kg,占到汽车总质量的10%。 以碳纤维复合材料使用为例,宝马i3纯电动汽车的面世是汽车设计的一次革命。它将是第一款车体主要由碳纤维材料制成的量产汽车。新型CFRP技术的应用使i3的整备质量仅为1195(1250)kg,比传统电动车减轻了250~350kg,同时实现了最高级别的碰撞安全保护。日本东丽TEEWAVE AR1电动概念车也大量使用碳纤维复合材料,使该车重量仅为846kg,比起钢制汽車重量減少53%(其中CFRP约使用160kg),扭力转向刚性却与钢制车旗鼓相当,甚至更好。平均单位重量的能量吸收达到钢的2.5倍。 近年来国内载货车技术得到很大的提高、优化与改进,同时随着国民经济的高速发展带来的市场驱动载货车产量的不断攀升,复合材料在载货车中取得了突破性的应用。国内新老汽车制造商相继推出新的车型,这些都成为汽车复合材料应用的新亮
玻纤增强复合材料在汽车上的应用 2004-7-15 来源:中国玻璃网作者:佚名点击数:956次 更多玻纤增强复合材料汽车新闻 汽车上使用的非金属材料包括塑料、橡胶、粘接密封胶、摩擦材料、织物、玻璃等各种材料,涉及石化、轻工、纺织、建材等相关工业部门,因此非金属材料在汽车上应用的如何,反映了一个国家经济和技术综合实力,同时也包含了一大批与之相关产业的技术开发及应用能力。 目前汽车上应用的玻璃纤维增强复合材料包括:玻璃纤维增强热塑性材料(QFRTP)、玻璃纤维毡增强热塑性材料(GMT)、片状模塑料(S MC)、树脂传递模塑材料(RTM)以及手糊FRP制品。 目前汽车上使用的玻纤增强塑料主要有:玻纤增强PP、玻纤增强PA66或PA6以及少量PBT、PPO 材料。 增强PP主要用于制作发动机冷却风扇叶片、正时齿带上下罩盖等制品,但有些制品存在外观质量不好、翘曲等缺欠,因此非功能件逐渐被滑石粉等无机填料添充PP所替代。 增强PA材料在乘用车、商用车上都已采用,一般都是用于制作一些小的功能件,例如:锁体防护罩、保险楔块、嵌装螺母、油门踏板、换挡上下护架-防护罩、开启手柄等,如果零件生产厂家所选材料质量不稳定、生产工艺采用不当或材料烘干不好,就会出现制品薄弱部位断裂现象。 塑料进气歧管是近几年发展起来的新技术,与铝合金铸造的进气歧管相比,具有重量轻、内表面光滑、减震隔热等优点,因此在国外汽车上得到广泛应用,它所用的材料全部是玻纤增强PA66或PA6,主要采用熔芯法或振动摩擦焊法,目前国内有关单位已经开展此方面研究并取得阶段性成果。 随着汽车对轻量化及环保的要求,国外汽车工业越来越倾向于使用GMT材料以满足结构部件的需要,这主要是因为GMT材料具有韧性好、成型周期短、生产效率高、加工成本低、不污染环境等一系列优点,被视为21世纪材料之一,主要用于生产乘用车多功能支架、仪表板托架、座椅骨架、发动机护板、蓄电池托架等,一汽大众目前生产的AudiA6,以及A4车已采用GMT材料,但都没有实现本地化生产。 为了提高汽车整车质量赶上国际先进水平,达到减重、减震、降噪目的,国内有关单位已在八五、九五期间开展了GMT材料生产及产品成型工艺的研究,并具有批量生产GMT材料的能力,年产3000吨GMT材料的生产线已经在江苏江阴建成,国内汽车生产厂也在一些车型设计上采用GMT材料,并已开始批量试制。 片状模塑料(SMC)是重要的玻纤增强热固性塑料,由于它的各项性能优异、可大规模生产和可达到A级表面等优势,已大量应用于汽车上。目前国外SMC材料在汽车上应用品种又有了新的进展,现 在,SMC在汽车上的应用量最大的是车身板,占SMC用量的70%,增长最快的是结构件和传动器零件,在今后5年内,SMC在汽车上的用量将继续增加22%~71%,而在其他行业的增长为13%~35%。
汽车复合材料主要加工工艺和技术 世界上第一辆全复合材料车身的汽车诞生55年以来,随着汽车工业的快速发展以及大众环保意识和节能意识的不断增强,尤其是在世界能源危机和石油涨价而使得汽车工业向轻量化方向发展的大背景下,作为汽车轻量化主流轻质材料之一的汽车复合材料的材料性能和加工工艺技术也因此而得到了快速发展。现在,无论是欧、美、日等汽车工业发达国家,还是中国、巴西和印度等汽车工业快速发展中国家,都已在汽车制造量采用汽车复合材料,涉及的车辆有商用车、乘用车、工程车、农用车、运动车以及休闲车、军用车和摩托车等几乎所有的车种,主要应用围也从外履件发展到汽车的各个部分,可以说从车头到车尾,从外饰件到饰件,从A级表面的车身面板到结构件、半结构件,从车门、车窗到车盖、车顶,从皮卡车厢、车身底护板到发动机气门盖、油底壳,从座椅骨架、底盘到储气罐、传动轴和板弹簧等,到处都有汽车复合材料的应用。那么,这些形状各异、技术性能各不相同,甚至规格和产量规模都相差甚远的汽车复合材料零部件是如何生产出来的呢?其主要生产工艺有哪些?与常规金属汽车零部件生产相比又有什么优缺点?……我们知道,汽车复合材料是一种可设计的材料,能够方便地实现整体综合优化设计。其中汽车复合材料制造工艺的可设计性带给了汽车复合材料制造行业无穷的想像力和创新机会。目前,我们己知的汽车复合材料制造工艺技术就多达几十种,并且还处于不断的创新发展之中。由于篇幅有限,本文就汽车复合材料主要且常用的6种加工工艺和技术做一初步介绍。 手糊成型工艺和技术 简单地说,手糊成型工艺(Hand Lay-up Molding)是手工作业把玻璃纤维织物和树脂交替地铺层在已被覆好脱模剂和胶衣的模具上,然后用压辊滚压压实脱泡,最后在常温下固化成型为汽车复合材料制品,如图1所示。尽管在现代汽车复合材料成型新工艺不断涌现的情况下,手糊成型工艺显得比较原始,但是,该工艺却具有其独特的不可替代性,仍然为世界各国汽车复合材料行业特别是中国汽车复合材料行业所广泛采用。 图1 手糊成型工艺示意图 图2所示为手糊成型工艺流程。从该工艺流程可以看出,手糊成型工艺具有以下优点:不需要复杂的设备和模具,投资低;生产技术容易掌握,且产品不受尺寸形状的限制,适合小批量和大型制件的生产;可与其他材料如金属、木材及塑料泡沫等同时复合制成一体。这些优点使得手糊成型工艺至今仍然作为汽车复合材料的一种主要成型工艺而被用于小批量地加工各种汽车复合材料制品,如客车和重型卡车的前/后围面板、高顶、导流罩、引擎罩盖、保险杠、挡泥板以及休闲车、农用车的车身等。此外该工艺还被用于新车开发,如制造概念车和新车样件试制。
典型汽车用簇绒地毯复合材料性能与构成 汽车用地毯与整车钣金接触面积比较大,因而对于整车的声学性能起着非常重要的作用,文章通过对典型汽车用簇绒地毯复合材料性能与构成的阐述,以期为业界开发乘用车簇绒地毯起到一定的参考意义。 标签:簇绒地毯声学性能复合材料性能与构成 0 引言 随着现代纺织技术和工艺的发展,汽车工业大量采用高性能纤维材料,充分满足了消费者的需求。就目前而言,汽车地毯类主要有针刺地毯及簇绒地毯两大类。前者所用纤维原料95%以上是聚酰胺纤维,其优点在于优异的回弹和耐磨性。针刺地毯所用纤维主要是聚酯和聚丙烯,由于聚丙烯价格上的优势,各国都投入了较大的人力和物力对其进行研究和开发,而国内目前针刺地毯主要应用在中低档的小型家轿上,中型及豪华轿车上大都采用了簇绒地毯。 下面就从汽车地毯的几个主要性能要求上,对典型汽车用簇绒地毯复合材料开发与应用做一简明的阐述。 作为汽车内饰件的地毯,其主要的性能包括:外观、声学、机械性能、气味、排放、阻燃性等。 图1即为一种典型的簇绒地毯复合材料构成,它是一种层迭式的复合结构,通过簇绒、涂胶、热压成型以及发泡等工艺流程制造。 1 簇绒地毯复合材料构成最上层-毯面的外观特性 首先,汽车用簇绒地毯外观,需满足人们对于舒适豪华感观上的追求,因而对于最上层结构的毯面设计,就需考虑两个要点:毯面的风格及颜色。产业用纺织品的纤维原料已经从过去主要采用棉、毛、麻等天然纤维逐步发展到采用粘胶、丙纶、绵纶、腈纶等化纤,从采用常规化纤发展到大量采用各种高强、高模、耐高温、耐酸碱、高氧化、耐水解的高性能纤维,由于聚酰胺纤维(俗称:尼龙纱线)优异的回弹和耐磨性,它迅速地在汽车簇绒地毯中得到广泛的应用,各供应商也积极地投入到此纱线的开发中来,目前国内比较大规模开发簇绒尼龙纱线的厂家中有Aquafil,Universal以及Invista等,随着中国汽车工业近几年的蓬勃发展,高中档家用轿车和商业用车产销两旺,合成化学纤维用量需求越来越大。 所谓簇绒,是将一束束的尼龙纱线植于无纺布的基布上,簇绒机将纱线剪断,纱线直立或弯曲形成绒感,背面将纱线束用PE胶粘附形成。对毯面的风格而言,主要体现在绒高,簇绒机的幅宽方向的纱线束的针脚距离,毯面的单位面积的克重等,目前国内外的毯面的加工过程大都通过簇绒机完成,以进口机器为主,绒线束针距现在较为普遍的有两种,一种为1/10”,另一种5/64”,是指在簇绒机的
论复合材料在现代汽车上的应用 【摘要】 本论文主要介绍了复合材料在现代汽车上的应用,随着汽车工业的不断发展,节能、安全、轻量化将成为未来汽车的主要发展方向,而具有刚性大、强度高、重量轻等特点的复合材料正好顺应了汽车的发展趋势,因此,研究复合材料在汽车产业的应用就变得尤为重要。复合材料在汽车上的广泛应用,必将导致未来汽车材料的巨大革新,本文将探讨复合材料在汽车应用领域的广泛前景和发展趋势。 关键词:现代汽车复合材料趋势 Abstract:This paper mainly introduced composite materials in modern automotive applications, with the continuous development of auto industry, energy saving, safety and lightweight will become the main development direction of future automobiles, and rigidity, high strength, light weight etc. Characteristics of composite materials just go with the car, therefore, the development trend of composite materials in automobile industry research and the application becomes especially important. Composite materials in the car on the widespread application, will cause the great future automotive materials, this paper discusses innovation composite materials in automobile application fields and the development trend of the extensive prospect. Key words:modern automobile;composite materials;trend
汽车新材料的应用与发展 摘要:随着汽车技术的迅速发展,汽车越来越多的采用新技术及新工艺,使得人们对汽车轻质化、低成化、智能化、高的经济性和可靠性的要求成为可能。因此,材料技术的发展对汽车的进步起着重要作用。由于材料技术的进步降低了车辆的重量,改善了燃油经济性,降低了车辆制造成本。本文介绍了近年来现代汽车所采用的碳纤维、纳米材料、有色金属等最新技术与发展。 关键词:汽车;材料;技术;应用;发展 Abstract: Along with the technology of the auto develops very rapidly, the auto put to use the new materials and new technology more than before. People required light weight of the auto, low cost, intellect, high economy and reliability is possible. The developed of material technology is very important auto industry progressive. The advancement of material technology reduces the weight of auto, promotes fuel economic effectiveness cut down the manufacturing cost. This paper introduces some new materials used of the modern auto in recent years, such as CF, nano-material and metal of auto and the develop of the new material. Key words: auto; material; technology; application; develop 1碳纤维在汽车中的应用与发展 碳纤维是(CF)是纤维状的碳素材料,含碳量在90%以上,它是利用各种有机纤维在惰性气体中、高温状态下碳化而制得,具有十分优异的力学性能。特别是在2000摄氏度以上高温惰性环境中,是强度唯一不下降的物质。碳纤维和碳纤维增强复合材料(CFRP)作为21世纪的新材料,因其高强度、高弹性模量和低比重性能,在汽车上迅速得到广泛的应用无论是在车辆外观件、发动机舱内、车内门板或是饰板等,皆可以看到碳纤维的应用。随着其在汽车上应用的增多,专家指出,在未来5年碳纤维将推动汽车工业的变革。 1.1在汽车车身、底盘上的应用发展 由于碳纤维增强聚合物基复合材料有足够的强度和刚度,其适于制造汽车车身、底盘等主要结构件的最轻材料。预计碳纤维复合材料的应用可使汽车车身、底盘减重40-60%;相当于钢结构重量的1/3-1/6。 英国材料系统实验室曾对碳纤维复合材料减重效果进行研究,结果表明碳纤维增强聚合物材料车身重172Kg,而同样车型的钢制车身重最为368Kg,减重约50%并且当生产量在2万辆以下时,采用树脂传递模塑(RTM)工艺生产复合材料车身成本要低于钢制车身。 但由于碳纤维成本过高,碳纤维增强复合材料在汽车中的应用有限,仅在一些赛车、高级轿车、小批皿车型上有所应用,如BMW 公司的Z-9、Z-22的车身,M3系列车顶篷和车身,GM公司的Ultralite车身,福特公司的GT40车身,保时捷911GT3承载式车身等。 1.2在制动摩擦片上的应用发展 碳纤维还因为其环保、耐磨的特点而应用在制动摩擦片上,但含有碳纤维复合材料的产品都格外贵,所以目前这种制动摩擦片还主要应用在高档轿车上。碳纤维制动盘被广泛用于赛车上。例如F1赛车上。它能够在50m的距离内将汽车的速度从300km/h降低到50km/h,此时制动盘的温度会升高到900℃以上,制动盘会因为吸收大量的热能而变红。碳纤维制动盘能够承受2500℃的高温,而且具有非常优秀的制动稳定性。虽然碳纤维制动盘具有卓越的减速性能,但是
汽车复合材料解决方案 一、汽车轻量化及复合材料必要性 伴随着汽车工业的发展,汽车产量和保有量逐渐增加,汽车在给人们出行带来方便的同时,也产生了油耗、安全和环保三大问题。为保证汽车工业的健康发展,各国针对汽车工业发展产生的三大问题,制定了相应的法规。包括油耗法规、正碰和侧碰的安全法规,以及排放法规各国汽车工业认为:满足各项严格法规要求极为有效的手段是采取高强度轻量化材料,以使满足汽车轻量化降低油耗和排放的同时,保证汽车的安全性法规要求。 汽车轻量化是提高汽车动力性、舒适性进而提高竞争力的必须。汽车质量减少,减小动力和动力传动系统负荷,可在较低的牵引负荷下表现出同样或更好的性能。研究表明,约75%的油耗与整车质量有关,降低汽车质量就可有效降低油耗及排放。目前,大量研究表明,汽车质量每下降10%,油耗下降8%,排放下降4%。油耗的下降,意味着二氧化碳、氮氧化物等有害气体排放量的下降。 基于以上汽车轻量化方面的强烈的需求,世界各大汽车厂商陆续开发了各种轻量化材料,如高强度钢,铝合金,镁合金,树脂基复合材料等。树脂基复合材料也称为纤维增强塑料(CFRP), 它是以合成树脂为基体, 以纤维为增强材料, 经成型技术形成的一种新型复合材料。与钢铁材料铝合金等传统材料相比, 树脂基复合材料具有质量小、比强度高、耐腐蚀、减振性能好、可设计性强易于加工等优点, 在汽车工业中得到广泛应用。作为汽车上重要的轻量化材料, 树脂基复合材料越来越多地取代了传统的金属材料。实践证明, 在汽车上大量使用树脂基
复合材料可以显著减轻汽车自重、降低油耗、提高汽车安全舒适性、减少环境污染和降低汽车的制造与使用综合成本, 它在汽车工业中应用前景十分广阔。 二、当前汽车复合材料存在的问题 复合材料在汽车上的应用长期以来主要集中于F1赛车、高档跑车等高端领域,近年来,随着轻量化的逐渐普及,一些电动及混合动力的车型逐渐面世,大众型的车辆上复合材料压力逐渐提高。中国的汽车工业直到最近几年才真正开始接触和引入与国际水平较为接近的塑料件和复合材料新技术, 随着轻量化概念的深入推广,复合材料在国内迎来了以消化吸收为主要目标的新发展时期, 并在实践中逐渐获得了中国汽车工业的认可。复合材料存在诸多明显的优势,但从材料本身及其设计方法方面仍然存在下述问题: 2.1连续长纤维材料逐渐代替短纤维材料 长期以来,以短纤维SMC为代表的热固性复合材料一直是汽车复合材料的主流。其主要有不饱和聚酯树脂、添加剂、短切玻璃纤维等混合制的一种片状模塑料,具有成本低廉、工艺快速等优点,在汽车行业得到了广泛应用。 长纤维复合材料(LFT)由于没有经过增强的SMC等短切纤维复合材料,具有更强的抗冲击性和耐用性,更低的质量,更短的成型周期和更好的回收性,因此自上世纪80年代推出以来越来越多受到汽车工业的青睐,在全球汽车工业得到高速的增长,长纤维复合材料目前已经广泛应用于汽车的防撞内杆、前端框架、仪表盘骨架、座椅骨架等结构件和半结构件。据统计,汽车行业已经占据了长纤维复合材料消费的80%。
(汽车行业)汽车车身新材料的应用及发展方向
汽车车身新材料的应用及发展趋势 现代汽车车身除满足强度和使用寿命的要求外,仍应满足性能、外观、安全、价格、环保、节能等方面的需要。在上世纪八十年代,轿车的整车质量中,钢铁占80%,铝占3%,树脂为4%。自1978年世界爆发石油危机以来,作为轻量化材料的高强度钢板、表面处理钢板逐年上升,有色金属材料总体有所增加,其中,铝的增加明显;非金属材料也逐步增长,近年来开发的高性能工程塑料,不仅替代了普通塑料,而且品种繁多,在汽车上的应用范围广泛。本文着重介绍国内外在新型材料应用方面的情况及发展趋势。 高强度钢板 从前的高强度钢板,拉延强度虽高于低碳钢板,但延伸率只有后者的50%,故只适用于形状简单、延伸深度不大的零件。当下的高强度钢板是在低碳钢内加入适当的微量元素,经各种处理轧制而成,其抗拉强度高达420N/mm2,是普通低碳钢板的2~3倍,深拉延性能极好,可轧制成很薄的钢板,是车身轻量化的重要材料。到2000年,其用量已上升到50%左右。中国奇瑞汽车X公司和宝钢合作,2001年在试制样车上使用的高强度钢用量为262kg,占车身钢板用量的46%,对减重和改进车身性能起到了良好的作用。低合金高强度钢板的品种主要有含磷冷轧钢板、烘烤硬化冷轧钢板、冷轧双相钢板和高强度1F冷轧钢板等,车身设计师可根据板制零件受力情况和形状复杂程度来选择钢板品种。含磷高强度冷轧钢板:含磷高强度冷轧钢板主要用于轿车外板、车门、顶盖和行李箱盖升板,也可用于载货汽车驾驶室的冲压件。主要特点为:具有较高强度,比普通冷轧钢板高15%~25%;良好的强度和塑性平衡,即随着强度的增加,伸长率和应变硬化指数下降甚微;具有良好的耐腐蚀性,比普通冷轧钢板提高20%;具有良好的点焊性能;烘烤硬化冷轧钢板:经过冲压、拉延变形及烤漆高温时效处理,屈服强度得以提高。这种简称为BH钢板的烘烤硬化钢板既薄又有足够的强度,是车身外板轻量化设计首选材料之壹;冷轧双向钢板:具有连续屈服、屈强比低和加工硬化高、兼备高强度及高塑性的特点,如经烤漆后其强度可进壹步提高。适用于形状复杂且要求强度高的车身零件。主要用于要求拉伸性能好的承力零部件,如车门加强板、保险杠等;超低碳高强度冷轧钢板:在超低碳钢(C≤0.005%)中加入适量的钛或铌,以保证钢板的深冲性能,再添加适量的磷以提高钢板的强度。实现了深冲性和高强度的结合,特别适用于壹些形状复杂而强度要求高的冲压零件。 轻量化迭层钢板 迭层钢板是在俩层超薄钢板之间压入塑料的复合材料,表层钢板厚度为0.2~0.3mm,塑料层的厚度占总厚度的25%~65%。和具有同样刚度的单层钢板相比,质量只有57%。隔热防振性能良好,主要用于发动机罩、行李箱盖、车身底板等部件。铝合金 和汽车钢板相比,铝合金具有密度小(2.7g/cm3)、比强度高、耐锈蚀、热稳定性好、易成形、可回收再生等优点,技术成熟。德国大众X公司的新型奥迪A2型轿车,由于采用了全铝车身骨架和外板结构,使其总质量减少了135kg,比传统钢材料车身减轻了43%,使平均油耗降至每百公里3升的水平。全新奥迪A8通过使用性能更好的大型铝铸件和液压成型部件,车身零件数量从50个减至29个,车身框架完全闭合。这种结构不仅使车身的扭转刚度提高了60%,仍比同类车型的钢制车身车重减少50%。由于所有的铝合金都能够回收再生利用,深受环保人士的欢迎。根据车身结构设计的需要,采用激光束压合成型工艺,将不同厚度的铝板或者用铝板和钢板复合成型,再在表面涂覆防具有良好的耐腐蚀性。 镁合金 镁的密度为1.8g/cm3,仅为钢材密度的35%,铝材密度的66%。此外它的比强度、比刚度高,阻尼性、导热性好,电磁屏蔽能力强,尺寸稳定性好,因此在航空工业和汽车工业中得到了广泛的应用。镁的储藏量十分丰富,镁可从石棉、白云石、滑石中提取,特别是海水的
复合材料在汽车上的应用 摘要: 概述了纤维增强树脂基复合材料、金属基复合材料、陶瓷基复合材料等在汽车上的应用现状,并对复合材料在汽车上的应用前景进行了展望。国内外现状表明,复合材料在汽车上将有广阔的应用前景,同时,也有很多问题有待解决。 1 树脂基复合材料在汽车上的应用 随着汽车工业的飞速发展,节能、环保、安全日益成为当今世界汽车界的研究热点。汽车轻量化无疑是解决这些问题的最佳途径。而复合材料具有比模量高、比强度高、耐腐蚀、可设计性强、综合经济效益明显等优点,正日益成为汽车轻量化的首选材料,逐渐受到世界汽车生产商的青睐。 美国作为世界第一大复合材料生产与消耗国,据估算汽车用复合材料年消耗量超过70 万t,通用汽车公司、福特汽车公司、戴姆勒·克莱斯勒公司三大汽车公司以及Mack、Aero-star 等重型车厂,复合材料的使用都取得了明显收效。 在欧洲,复合材料也已经在梅赛德斯-奔驰、宝马、大众、沃尔沃、莲花、曼恩等欧洲汽车公司的各种车型中大量应用。 在中国,虽然目前复合材料年产量已达到180 万t,但在汽车工业中年用量很小,2008 年13 万t,因此具有很大的发展空间和广阔的发展前景。 常用的树脂基复合材料主要是由纤维来增强。与金属材料相比,纤维增强塑料(FRP) 不仅质量轻、比强度高、耐腐蚀性好,生产工序简单,且能实现大批量生产,因而生产效率高,成本较低。如果以单位体积计算,生产塑料制件的费用仅为有色金属的十分之一。另外,FRP 还可使形状复杂的金属部件设计简单化,可将相关零件集成在一个系统零件上,达到复杂零件一次成型的目的。如福特汽车通过将汽车发动机盖改成模塑件,可有效整合原来11 个金属部件,大大简化了生产过程。 1.1 玻璃纤维增强塑料(GFRP) GFRP 在中国俗称玻璃钢,它不仅质量稳定、资源丰富、成本低,而且吸收冲击能量的性能、耐腐蚀性能较好,降低噪音的效果较好,且设计灵活,因此是目前汽车上应用最多的树脂基复合材料,主要用于发动机、发动机周边部件及车身。 美国通用汽车公司从1990 年开始,首先用玻璃钢制造轿车发动机气门罩、壳,随后用于进气歧管、油底壳、空滤器壳、齿轮室盖、导风罩、进气管护板、风扇导风圈、加热器盖板、水箱部件、发动机隔音板等零件的制造,效果很好。 另外,玻璃钢还可用于车身结构件( 如骨架、梁、柱等)、覆盖件如格栅、前翼子板、顶盖、车门、行李箱盖、后侧板等)以及保险杠、油箱等,也有用于整个车身壳体,如美国的雪佛兰子弹头、东风客车公司生产的DHZ6122HR 高速客车等都是采用全玻璃钢车身制造。从减轻汽车自重来看,采用玻璃钢代替钢材已成为车身结构发展的必然趋势。 在欧洲、美国及日本等汽车制造业发达的国家,已普遍采用玻璃钢材料制造汽车零部件,如内装饰件( 仪表板、车门内板、座椅、发动机罩等);外装饰件( 保险杠、挡泥板、导流罩等);功能与结构件( 天然气气瓶、油箱、风扇叶片、油气踏板等)。为适应轻量化的要求,欧美等国家中重型卡车外包覆件几乎都是复合材料制造的。在很多名牌汽车上,使用玻璃纤维及其复合材料的也有很多,如美国林肯大陆使用的SMC 发动机罩、保险杠、后部行李箱盖、玻纤增强PET 空调管、排气门;美国凯迪拉克赛威的玻纤增强PPO 后窗下部件;美国道奇Interpid ESX2 跑车的玻纤增强PET 车身板; 法国Envivo的玻璃钢天然气瓶; 英国TVRChimaera 跑车选用玻璃钢作车身。 在中国,大型、豪华客车中应用玻璃钢较多,如厦门/苏州金龙、西沃、安凯、郑州宇通、
现代汽车新材料技术应用 摘要: 材料技术的进步,降低了车辆质量,改善了燃料经济性,并减少了车辆制造成本。近年来,现代汽车普遍采用碳纤维增强材料、陶瓷碳素复合材料以及纳米材料等最新技术,介绍纳米汽油、纳米润滑剂、纳米塑料、碳纳米管、纳米界面材料、新型汽车尾气检测装置等应用于汽车的纳米技术。 关键词: 汽车;新材料;技术;应用 汽车已从最初的简单代步工具演变成集当代科技精华于一身的高科技产物,越来越多新材料及新工艺的出现,使得人们对汽车轻质化、低成本、智能化、经济性和可靠性的要求成为可能。因此,材料技术的发展对汽车工业的进步有着巨大的作用。 1 碳纤维增强材料和陶瓷碳素复合材料 碳纤维增强材料和陶瓷碳素复合材料在汽车上的广泛应用,降低了整车质量,方便复杂形状的成型制造,提高了车辆性能,延长了车辆的使用寿命。 碳纤维增强材料形式多样,保时捷CARRERA GT 采用: ①用被浸透的树脂2 张碳片状材料(Carbon Sheet) (预成型材料) ,把碳蜂窝状材料与铝蜂窝状作为夹层,在高压力锅中进行加热加压部材,使用于主承载式车身等高负荷部位。 ②采用相同的预成型材料,形成蜂窝状结构,包覆数张碳素片状材料,并在压力锅中加以处理,用于后翼子板。③用铝制模具进行碳片状材料的成型加工,用于车身后保护板。④用 2 副模具夹紧碳素片状材料,在加热加压的同时,采用树脂浸透的树脂传输模制法(Resin Transfer Moulding ,RTM)成型工艺,使用于侧向面板等轻负荷的外覆盖件。 保时捷CARRERA GT陶瓷- 碳材料离合器( PCCC)将2片离合器盘夹紧的后挡板(共有 3 块后挡板,其中间一块的两面都设有衬垫)衬垫采用与PCCB(保时捷陶瓷复合材料制造的制动器)相同的材质,离合器直径仅为169 mm ,而911Turbo 为240 mm ,从而降低了发动机的搭载位置,而且质量降低为原来的1/ 10 ,其质量为315 kg ,而911 Turbo 为7 kg ,使用寿命是跑车用碳材料离合器的10 倍。PCCC 在23 000 r/ min转速下具有 1 000 N ·m 的转矩,耐热性高达1 400 ℃,能充分考虑到变速器等其他组件耐热性的安全系数等边界条件。 奔驰CL 55 AMG跑车的超高性能陶制制动系统,采用碳素纤维增强型陶制材料制成的新一代前制动盘比传统的由铸铁制成的制动盘片约轻60 % ,每个制动盘的质量减轻 6 kg ,有效地降低了非悬挂物的总质量,提高了车辆空气动力性,转向也更精确,响应性更好。 汽车制造商一直在研究质量更轻、强度更高的新材料,宝马的非金属材料应用技术在业内一直处于领先地位,1998 年,Z1 概念车采用了塑料车身,2002 年Z22 不仅有碳纤维增强塑料的车身,还包括电子操纵的制动和转向系统。其车身采用铝合金骨架,上面覆盖碳纤维增强塑料,整车质量只有1 100 kg ,比传统钢车身的528i 减轻了1/ 3 ,百公里油耗仅为5188 L。碳纤维增强塑料技术不仅减轻了车身自重,还将车身结构件的数量从80 个减少到20 个,从而大大减少了加工费用。 2 纳米材料 2.1 纳米技术将会带来一场技术革命,从而引起21 世纪又一场产业革命。纳米技术在未来的应用将远远超过计算机工业,并成为未来信息时代的核心。 纳米技术纳米是一种度量单位,1 nm为百万分之一毫米,即10 亿分之一