单位
研究院试制科编号名称
炮塔铣床操作作业标准
日期
2017年11月
作成
许天晴
一、作业前的准备
1.操作着必须熟练掌握机床操作要领及性能。
2.每次开机前需按要求佩戴好该佩戴的劳保用品穿着三紧工作服,明确知道严禁使用、佩戴的工具及用品。
3.要检查设备上的防护、保险、信号装置。工、卡具是否完好,否则不准开动。
4.每次开机前必需确认机台各操作手柄是否在相应的档位上,发现故障时应及时停机上报、严禁设备不良作业.
5.每次开机前应润滑系统给油3次并准备好所需的各种刀具材料.二、主要危险源的识别与防护
1.铣削加工中铁削飞溅,易飞人眼睛及烫伤裸露的皮肤。(需佩戴护目镜、必要时佩戴口罩)
2.旋转部件易造成手套纺织类、丝制品、长头发等的卷入,造成身体部位的绞伤、割伤。(设备在旋转状态禁止戴手套操作、长发需盘起放入帽子内)
3.机台(X,Y,Z)轴自动行走时应注意手柄旋转伤人.三、机台操作步骤1.打开机台总电源.
2.按下主轴启动按钮(当紧急开关处于停止状态时应拉开紧急开关再按主轴启动按钮).
3.工件装夹时,应拟定装夹方法(装夹毛坯工件需垫牢夹紧防止松脱,避免造成铣刀损坏及工件损坏并存在危险因素)
4.根据工件材质,选择铣刀进给量大小及转速.
5.打开刀具正反转调速启动停止按钮(选择正转或反转及转速).四、铣床作业中注意事项
1.加工中的铁削应用清理工具在停车时清除,禁止用口吹,手拉,或未停车时清除。应停车后使用刷子或铁钩清除。
2.工具材料不要放在床面或刀架上,落下可使脚部受伤。
3.夹持工件应绝对确实夹牢,工作件如动摇或脱落,工件则有飞落的危险。
4.测量铣槽位尺寸,必须先停车,否则铣刀有碰走脱落打伤头部的危险。
5.自动走刀,要选好进给速度,调好行程限位块。手动进刀一般按逐渐增压和减压的原则进行,以免用力过猛造成崩刀,工件飞出等事故。
6.机床开动后,不准接触运动着的工件、刀具和传动部分。禁止隔着机床转动部分传递或拿取工具等物品。五、操作后的保养
1.清洁机台卫生必须停车,因机台运转中清洁卫生存在危险因素。
2.停机清洁机台卫生并抹布擦拭干净后给相应的部位上油润滑。
3.应及时清理下脚料与打扫灰尘,保持设备清洁,及时关闭电源。
东南(福建)汽车工业有限公司作业标准/操作类
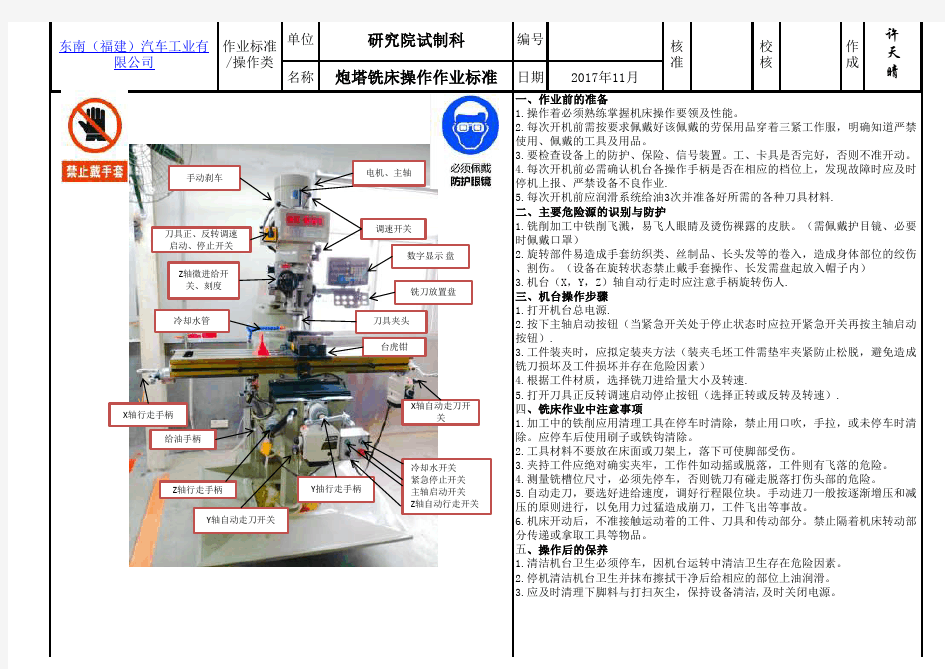
核准校核冷却水开关紧急停止开关主轴启动开关Z 轴自动行走开关
Y 抽行走手柄
Y 轴自动走刀开关
冷却水管
Z 轴行走手柄
电机、主轴
调速开关
数字显示盘
铣刀放置盘
刀具夹头手动刹车
刀具正、反转调速启动、停止开关
Z 轴微进给开关、刻度
X 轴自动走刀开
关
台虎钳
给油手柄
X 轴行走手柄