目录
1工艺鉴定要求 (4)
1.1总则 (4)
1.2工艺过程要求 (4)
1.3工艺鉴定程序 (4)
1.4工艺鉴定试验及试样要求 (4)
1.4.1试样要求 (4)
1.4.2试验项目及试样数量 (5)
1.5试验方法及质量指标 (5)
1.5.1外观 (5)
1.5.2铝涂层的表面粗糙度 (5)
1.5.3铝涂层厚度 (5)
1.5.4结合强度 (5)
1.5.5耐蚀性 (5)
1.6鉴定状态的保持 (5)
2批生产中工件检验要求 (6)
2.1外观 (6)
2.2铝涂层的表面粗糙度 (6)
2.3铝涂层厚度 (6)
2.4结合强度 (6)
2.5耐蚀性 (6)
3参考文献 (6)
confidentiality level: confidential
REV.B
表目录
表1.鉴定试验项目及试样数量 (5)
图目录
图1 工艺鉴定用试样制作图形 (4)
图2 过渡区示意图 (6)
错误!未找到引用源。
范围
本规范规定了热喷涂铝涂层的工艺和质量要求。
本规范适用于对钢板材料或铝材表面进行局部修复而进行的处理。
简介
本规范对热喷涂铝的适用场合、基材对象、加工工艺流程及其后处理限制以及铝涂层的质量要求作出了明确规定。其中质量要求包括外观、膜厚、表面粗糙度、耐蚀性、结合力等。
关键词
热喷涂,铝,修复
引用文件
下列文件中的条款通过本规范的引用而成为本规范的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。凡是不
术语和定义
1 工艺鉴定要求
1.1总则
热喷涂铝工艺只适用于对钢板基材或铝材所进行的局部修复处理、或者表面局部导电化处理。
生产者的工艺设备、工艺流程、质量保证措施应在其主要的工艺文件中加以说明。
生产者的工艺质量必须满足第 1.2 至1.6节的要求。
1.2工艺过程要求
1)热喷涂铝处理必须在工件喷涂有机涂层后进行。
2)热喷涂铝涂层进行化学转化的后处理,可以采用刷涂、喷涂或浸涂等各种方式。
1.3工艺鉴定程序
被鉴定的工厂必须完成以下全部试验工作,这些试验必须在零件批生产所用的条件下完成:1)试样加工(注1)
2)表面处理(注2)
3)试样检查及测试(按1.4节)
4)提供试验报告(注3)及试片给华为技术有限公司以便复验。
注:1、鉴定用试样也可由华为技术有限公司完成并提供给被鉴定工厂。
2、所有试样必须同时进行处理。
3、试验报告的发出者必须是华为技术有限公司认可的试验室或单位。
1.4工艺鉴定试验及试样要求
1.4.1试样要求
材料:冷轧钢板
尺寸:80×125×1 ~4 (mm)
表面粗糙度:Ra ≤ 1 mm
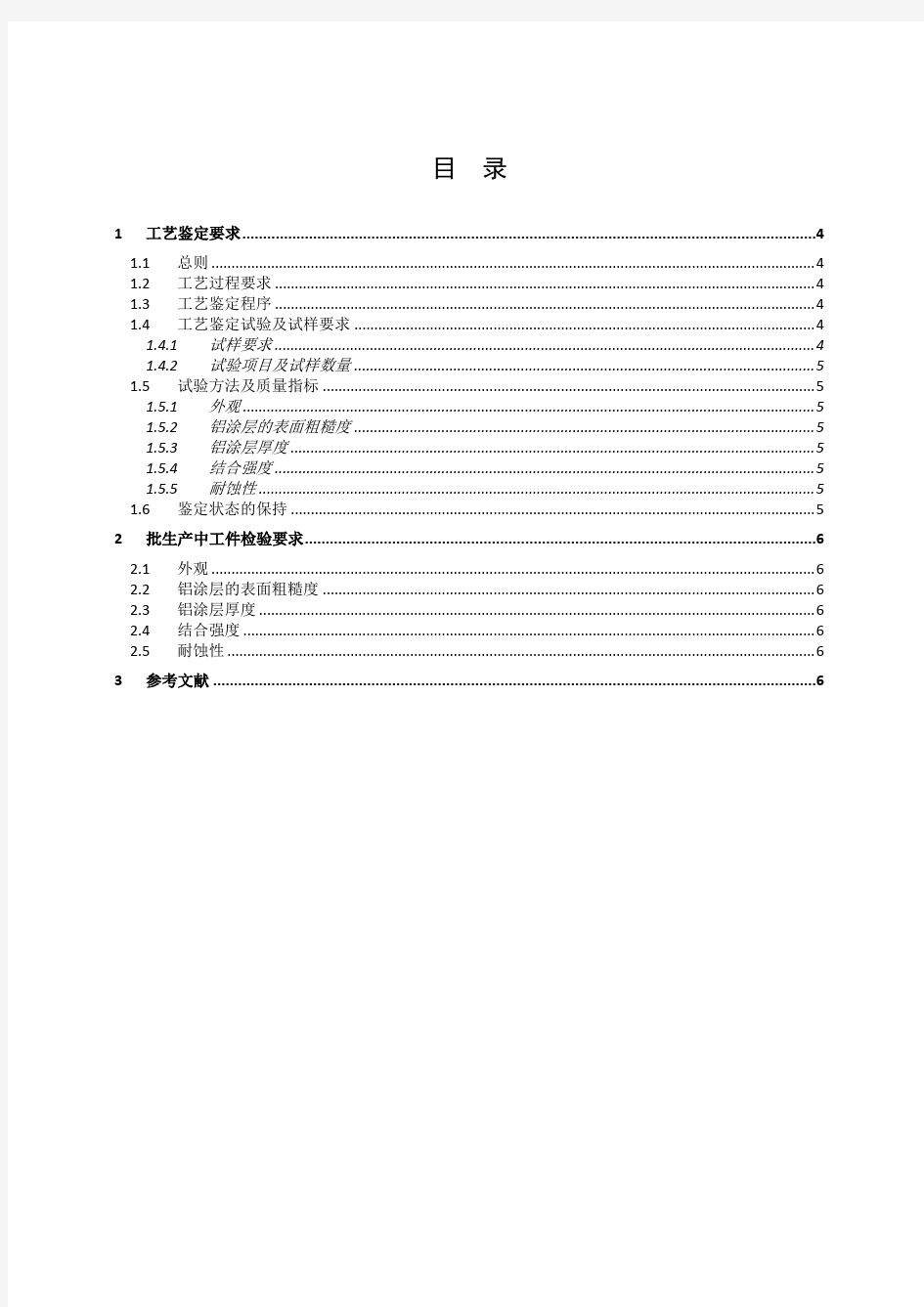
表面处理:先局部喷粉后再进行热喷涂铝处理,喷涂范围见图1。
图1工艺鉴定用试样制作图形
1.4.2试验项目及试样数量
表1给出了工艺鉴定所需的试验项目和试样数量要求:
表1.鉴定试验项目及试样数量
注:①
1.5试验方法及质量指标
1.5.1外观
所有试样均应进行外观检查。
铝涂层应结晶均匀、致密、连续。经化学转化后外观符合转化膜相关要求。
不允许:起皮、鼓泡、大熔滴、裂纹、掉块和严重水纹印。
1.5.2铝涂层的表面粗糙度
所有试样均应进行粗糙度检测。
用粗糙度测量仪器在每个试样上取至少5个点进行测试,其值必须符合以下要求:平均Ra低于12.5μm。
1.5.3铝涂层厚度
所有试样均应进行厚度检测。
按ISO 2178 进行非破坏性测试(或采用其它等效的方法)。每一试样上测取10 个点,其值均应在80μm以上。
1.5.4结合强度
在三件试样上进行结合强度试验。
按ISO 2409 的试验方法,在试样上划出2mm 见方的小格,然后用标准胶带(3M公司的Scotch 250#)拉扯,应无任何涂层脱落现象。
1.5.5耐蚀性
在三件试样上进行耐蚀性试验。
经化学转化处理后的铝涂层应符合DKBA0.450.0012 的要求,即按IEC 60068-2-11进行盐雾试验应通过100H。
1.6鉴定状态的保持
经过华为技术有限公司鉴定的工艺,在未得到华为技术有限公司的同意之前,不能改变任何可影响性能质量的工艺参数,否则将重新进行鉴定.。
2 批生产中工件检验要求
2.1外观
所所有工件都应进行外观检查。
铝涂层应呈哑白色,结晶均匀、致密、连续。无起皮、鼓泡、大熔滴、裂纹、掉块和严重水纹印等缺陷。
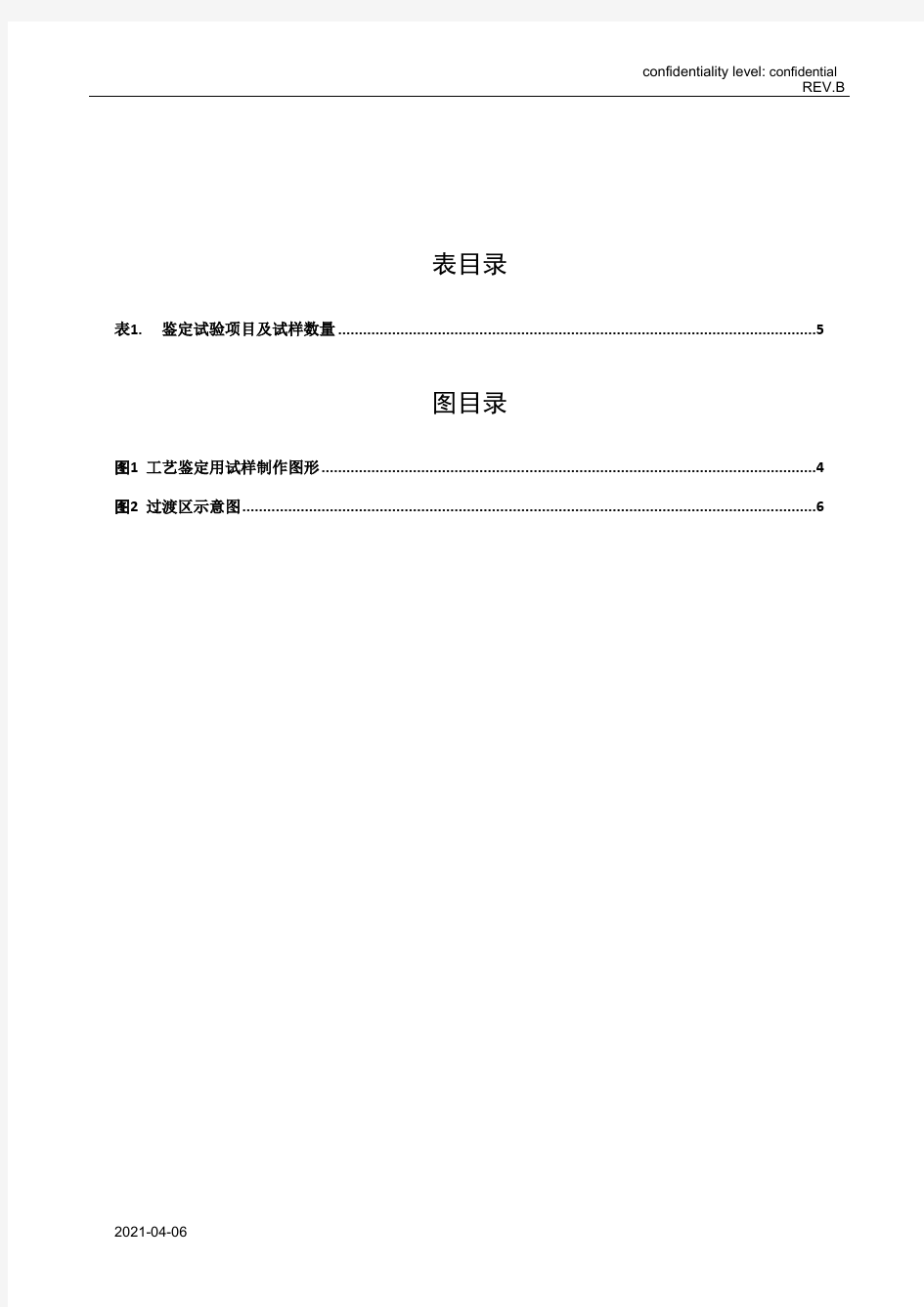
与粉末涂层的交界边缘应整齐,无疏松颗粒,不露底材金属;而且铝层应覆盖一些粉末层形成过渡,过渡区宽度为1~3mm左右(如下图所示)。
图2过渡区示意图
2.2铝涂层的表面粗糙度
每生产批工件抽检至少一件。
每个表面上取至少5个点进行测试,其值必须符合以下要求:平均Ra值低于12.5μm。
2.3铝涂层厚度
所有工件均应进行厚度检测。
按ISO 2178 进行检测。在零件表面,凡能被直径为20 mm 的球接触到的区域,厚度均应在60~150μm范围内;凡直径为20 mm 的球不能接触到的区域,其厚度不作要求。
2.4结合强度
每生产批至少检查一件工件或样件。
按ISO 2409 的试验方法,在试样上划出2mm 见方的小格,然后用标准胶带(3M公司的Scotch 250#)拉扯,应无任何涂层脱落现象。
2.5耐蚀性
在试样上进行耐蚀性试验;每生产批至少检测三件。
经化学转化处理后的铝涂层应符合DKBA0.450.0012 的要求,即应通过100H的盐雾试验(按IEC 60068-2-11进行)。
3 参考文献
TABLE OF CONTENTS
1REQUIREMENTS FOR PROCESS AUTHENTICATION (9)
1.1G ENERAL P RINCIPLE (9)
1.2R EQUIREMENTS FOR P ROCESS (9)
1.3P ROCEDURE OF P ROCESS A UTHENTICATION (9)
1.4R EQUIREMENTS FOR THE S AMPLE OF P ROCESS A UTHENTICATION (9)
1.4.1Requirements for Samples (9)
1.4.2Test Items and Quantity of Samples (10)
1.5T EST M ETHODS AND Q UALITY I NDEXES (10)
1.5.1Appearance (10)
1.5.2Surface Roughness of Aluminum Coating (10)
1.5.3Thickness of Aluminum Coating (10)
1.5.4Binding Strength (11)
1.5.5Corrosion Resistance (11)
1.6R ETENTION OF A UTHENTICATION S TATUS (11)
2INSPECTION REQUIREMENTS FOR PARTS DURING BATCH PRODUCTION (11)
2.1A PPEARANCE (11)
2.2S URFACE R OUGHNESS OF A LUMINUM C OATING (11)
2.3T HICKNESS OF A LUMINUM C OATING (12)
2.4B INDING S TRENGTH (12)
2.5C ORROSION R ESISTANCE (12)
3REFERENCE DOCUMENT (12)
LIST OF TABLES
TABLE 1.TEST ITEMS AND QUANTITY OF SAMPLES (10)
LIST OF FIGURES
FIGURE 1.SAMPLE FOR PROCESS APPRAISAL (10)
FIGURE 2.THE TRANSITIONAL AREA (11)
错误!未找到引用源。
Scope
The technical specifications herein stipulate the process requirements and quality requirements for the thermal spray aluminum coating.
The technical specifications are applicable to the local repair of the surface of the steel plates or aluminum material.
Brief Introduction
The technical specifications expressly stipulate the applicable scenarios, matrix materials, process flow, and after-treatment restrictions of thermal aluminum spraying, as well as the quality requirements for the aluminum coating. The quality requirements cover its appearance, film thickness, surface roughness, corrosion resistance, and binding strength.
Keywords
Thermal spraying, aluminum, and repair
Normative references
The following normative documents contain provisions which, through reference in this text, constitute provisions of the specifications. For dated references, subsequent amendments, excluding corrections, to, or revisions of, any of these publications do not apply. However, parties to agreements based on this specification are encouraged to investigate the possibility of applying the most recent editions of the normative documents. For undated references, the latest edition of the normative document referred to applies.
Term & Definition
1 Requirements for Process Authentication
1.1 General Principle
The process of thermal aluminum spraying is only applicable to local repair of the steel plate matrix or aluminum material, or local conductive treatment on the surface.
The producer’s processing equipment, process flow, and quality assurance measures should be described in its main process documents.
The produce r’s process quality should come up to the requirements as stipulated in sections 1.2to 1.6.
1.2 Requirements for Process
The process of thermal aluminum spraying cannot be implemented unless an organic coating is sprayed to the part.
The thermal sprayed coating of aluminum must undergo the chemical conversion after-treatment by means of brushing, spraying, or dip-coating.
1.3 Procedure of Process Authentication
The factory to be appraised should complete all the following tests upon condition that the parts are produced in batches.
Sample processing (Note 1)
Surface treatment (Note 2)
Sample inspection and test (for details, see section 1.4)
The test report (for details, see Note 3) and test pieces should be provided to Huawei for the purpose of re-inspection.
1: The test pieces can be arranged and provided by Huawei for the factory.
2: All samples must be processed at a time.
3: The test report must be released by a laboratory or institution recognized by Huawei.
1.4 Requirements for the Sample of Process Authentication
1.4.1 Requirements for Samples
Material: Cold rolled steel sheet
Size: 80 × 125 × 1 to 4 (mm)
Surface roughne ss: Ra ≤ 1 μm
Surface treatment: Spray powders locally first and then implement thermal aluminum spraying. 错误!未找到引用源。describes the spraying range.
Figure 1. Sample for process appraisal
1.4.2 Test Items and Quantity of Samples
错误!未找到引用源。describes the required test items and quantity of samples.
Table 1. Test items and quantity of samples
1.5 Test Methods and Quality Indexes
1.5.1 Appearance
All samples should undergo appearance inspection.
The aluminum coating should be crystallized evenly, closely, and continuously. After chemical conversion, the appearance should meet the related requirements for the conversion coating.
The following defects are not allowed: peeling, bubble, big molten drop, crackle, block drop, and striking watermark.
1.5.2 Surface Roughness of Aluminum Coating
All samples should undergo thickness the test of surface roughness.
Test at least five points in every sample by using a roughness meter. The roughness should meet the following requirements: The average value Ra is lower than 12.5 μm.
1.5.3 Thickness of Aluminum Coating
All samples should undergo thickness measurement.
Conduct a non-destructive test by using a method as described in ISO 2178 (or by using an equivalent method). Test ten points in each sample. The average value should be at l east 80 μm.
1.5.4 Binding Strength
Test the binding strength for three samples.
Scratch a small check (2 2 mm) in the sample by using a method as described in ISO 2409, and then pull it by using a standard adhesive tape (the Scotch 250# adhesive tape of 3M). Ensure that no coating falls off. 1.5.5 Corrosion Resistance
Conduct the corrosion-resistance test in the three samples.
After undergoing the chemical conversion treatment, the aluminum coating should comply with DKBA0.450.0012, that is, pass the 100H salt fog test in accordance with IEC 60068-2-11.
1.6 Retention of Authentication Status
Without prior consent of Huawei, do not modify the process parameters of any process appraised by Huawei, which may affect its performance quality. Otherwise, the process has to be appraised again.
2 Inspection Requirements for parts During Batch
Production
2.1 Appearance
All parts should undergo appearance inspection.
The aluminum coating should be flat white in color and be crystallized evenly, closely, and continuously. The following defects are not allowed: peeling, bubble, big molten drop, crackle, block drop, and striking watermark.
The border between the aluminum coating and the powder coating should be tidy. No loose grains are allowed. No substrate metal should be exposed. The aluminum coating should be covered by a powder coating for forming a transitional area. The transitional area should be 1 to 3 mm in width, as shown in the following table.
Figure 2. The transitional area
2.2 Surface Roughness of Aluminum Coating
Among every batch of workpieces, at least one workpiece should be tested.
Test at least five points in every surface. The measured values should meet the following requirements: The average Ra value is lower than 12.5 μm.
2.3 Thickness of Aluminum Coating
All workpieces should undergo thickness measurement.
Measure the coating thickness in accordance with ISO 2178. On the surface of the part, the coating thickness should be within the range of 60 to 150 μm if the surface can be contacted by a ball with a diameter of 20 mm. No specific thickness is required for the surface that cannot be contacted by a ball with
a diameter of 20 mm.
2.4 Binding Strength
Among every batch, at least one workpiece or sample should be tested.
Scratch a small check (2 2 mm) in the sample by using a method as described in ISO 2409, and then pull it by using a standard adhesive tape (the Scotch 250# adhesive tape of 3M). Ensure that no coating falls off.
2.5 Corrosion Resistance
Conduct the corrosion-resistance test in the three samples. Among every batch, at least three samples should be tested.
After undergoing the chemical conversion treatment, the aluminum coating should comply with DKBA0.450.0012, that is, pass the 100H salt fog test in accordance with IEC 60068-2-11.
3 Reference Documents
The following table lists the reference documents for the technical specifications, but no clauses are directly cited from these reference documents.
铝合金、塑料门窗开关不灵活,关闭不严的原因分析 如果出现启闭门窗时有阻滞现象,开关需要很大力气,框扇搭接宽度小,周边缝隙不均等现象时,一般是由以下几个因素造成的: (1)门窗框或扇变形,密封条松动脱落。 (2)五金配件损坏。 (3)安装质量差,超出允许偏差甚多,又未予及时调整。 防治措施: (1)门窗安装要符合安装工序,随时检查和调整每工序的安装质量。 (2)窗框及窗洞均要划出中线,窗框装入洞口时要中线对齐,框角作临时固定,仔细调整窗框的垂直度、水平度及直角度,误差应在允许偏差范围内。 (3)门窗扇入框前应检查对角线及平整度偏差,人框后要用钢板尺、塞尺检查框扇的搭接宽度、周边缝隙,直至符合要求。 (4)正确安装五金零件,发现损坏应及时更换。 (5)做好成品保护及平时的使用保养,防止外力冲击,不得悬挂重物,致使门窗变形。使用时要轻开轻关,延长其使用寿命。 塑料门窗五金配件损坏的原因与防治措施 塑料门窗五金配件损坏一般表现为:五金配件固定不牢固、松动脱落,滑轮、滑撑铰链等损坏,启闭不灵活。 造成五金件损坏的原因: 五金配件选择不当,质量低劣;紧固时未设金属衬板,没有足够的安装强度。 防治五金件损坏的措施: (1)选用五金配件的型号、规格和性能应符合国家现行标准和有关规定,并与选用的塑料门窗相匹配。(2)对宽度超过1m的推拉窗,或安装双层玻璃的门窗,宜设置双滑轮,或选用滚动滑轮。 (3)滑撑铰链不得采用铝合金材料,应采用不锈钢材料 (4)用紧固螺丝安装五金件,必须内设金属衬板,衬板厚度至少应大于紧固件牙距的两倍。不得紧固在塑料型材上,也不得采用非金属内衬。 (5)五金配件应最后安装,门窗锁、拉手等应在窗门扇入框后再组装,保证位置正确,开关灵活。(6)五金件安装后要注意保养,防止生锈腐蚀。在日常使用中要轻开轻关,防止硬开硬关,造成损坏。为什么厨房间、卫生间与其他房间的分隔墙下部会受潮变形损坏 尽管在厨房间、卫生间一侧的墙面铺贴了瓷砖、大理石等饰石砖(板),另一侧墙面做了护墙板或墙纸、涂料等,但有的墙面在使用了一段时间后下部瓷砖、大理石会空鼓、甚至脱落,护墙板、墙纸霉变发黑,涂料脱皮霉变等情况。出现以上情况是由于墙面受潮的缘故。 在日常生活中,厨房间、卫生间经常要用水,地面容易潮湿,特别是卫生间由于沐浴等原因,地面更容易沾水,如果地漏位置标高不符要求的话地面还会积水。如果分隔墙,特别是轻质分隔墙的罩面板碰到地面的话,罩面板容易吸收地面上的水,易膨胀,并把瓷砖、大理石胀空鼓,甚至脱落,由于罩面板一直处于潮湿状态,其表面的护墙板、墙纸和涂料等就会因受潮而霉变、脱皮。 为了避免这种情况发生,在施工时罩面板底部不得直接碰到踢脚线。《建筑地面工程施工及验收规范》(GBSOZO9-95)规定在厕浴和有防水要求的建筑地面应设置隔离层,四周设置边梁,其高度不小于12Omm,宽度不小于10Omm。但由于在该规范修订前建造的房屋基本上没有这措施。所以在对这类型房屋进行装修时,在卫生间需进行分隔的部位应加浇混凝土导墙(边梁)或砌三皮实心砖。固定罩面板时,罩面板与导墙之间应留有间隙以免由于毛细现象而使罩面板受潮而损坏墙面。 玻璃安装朝向不对,怎么办
铝合金门窗工程技术规范(JGJ214-2010) 一、单项选择题 1.门、窗主型材主要受力部位基材截面最小实测壁厚分别不应小于()。 A. 2.0mm 1.4mm B.1.4mm 2.0mm C.1.8mm 1.2mm D.1.2mm 1.8mm 2.铝合金门窗工程设计应符合建筑物所在地的气候、环境和建筑物的功能及()等要求。 A. 结构 B. 构造 C. 装饰 D. 规范 3.铝合金门窗的反复启闭性能应根据设计使用年限确定,且铝合金门的反复启闭次数不应少于()万次,窗的反复启闭次数不应少于()万次。 A. 9;2 B. 10;1 C. 1;10 D. 2;9 4.临街的外窗,阳台门和住宅建筑外窗及阳台门不应低于()dB;其他门窗不低于()dB。 A.25;30 B.35;40 C.40;35 D.30;25 5.复核建筑门窗洞口尺寸,洞口宽、高尺寸允许偏差应为(),对角线尺寸允许偏差为()。 A.±10mm;±10mm B.±5mm;±5mm C.±8mm;±10mm D.±10mm;±8mm 6.金属附框的内、外两侧宜采用固定片与洞口墙体连接固定,固定片宜用()钢材。 A.Q325 B.Q235 C.Q253 D.Q523 7.与水泥砂浆接触的铝合金框应进行()处理。 A.防腐 B.成品保护 C.防锈 D.安全检查
8.铝合金门窗安装可分为()安装和()安装。 A.干法;湿法 B.钢挂;湿法 C.干法;钢挂 D.以上都不对 9.《铝合金建筑型材第4部分:粉末喷涂型材》GB5237.4,粉末喷涂型材:装 饰面上涂层最小局部厚度应大于()μm。 A. 40 B. 50 C. 35 D. 45 10.穿条工艺的符合铝型材其隔热材料应使用()材料。 A. PVC B.聚酰胺66加25%玻璃纤维 C.玻璃纤维 D.聚酰胺 11.浇筑工艺的符合铝型材其隔热材料应使用()材料。 A.聚氨酯 B.甲酸乙酯 C.高密度聚氨基甲酸乙酯 D.以上都不对 12.人员流动性大的公共场所,易于受到人员和物体碰撞的铝合金门窗、七层及 七层以上建筑物外开窗、面积大于1.5m2的窗玻璃或玻璃底边离最终装修面积小 于500mm的落地窗、倾斜安装的铝合金窗应采用()玻璃。 A. 安全 B. 蓝色 C. 防弹 D. 绿色 13.铝合金门窗风荷载标准值应按现行国家标准《建筑结构荷载规范》GB50009 中的围护结构风荷载计算的相关内容确定,且风荷载标准值不应小于( ) KN/m2。 A. 2.0 B. 1.0 C. 1.5 D. 1.2 14.丁基胶的涂抹要均匀,胶面宽度为()mm,胶面不得间断。 A. 3~4 B. 2~3 C. 3~5 D. 4~5
铝合金门窗质量控制 一、材料质量控制管理 1、建筑装饰装修工程所用材料的品种、规格和质量应符合设计 要求和国家现行标准的规定。当设计无要求时应符合国家现 行标准的规定。严禁使用国家明令淘汰的材料。 2、建筑装饰装修工程所用材料的燃烧性能应符合现行国家标 准《建筑装饰设计防火规范》(GB 50222)、《建筑设计防火 规范》(GBJ 16)和《高层民用建筑设计防火规范》(GB 50045)的规定。 3、建筑装饰装修工程所用材料应符合国家有关建筑装饰装修 有害物质限量标准的规定。 4、所有材料进场时应对品种、规格、外观和尺寸进行验收。材 料包装应完好,应有产品合格证、中文说明书及相关性能的 检测报告;进口产品应按规定进行商品检验。 5、建筑装饰装修工程所使用的材料应按设计要求进行防火、防 腐、防虫处理。 6、进场后需要进行复验的材料种类及项目应符合《建筑装饰装 修工程质量验收规范》(GB 50210—2001)各章的规定,同 一厂家生产的同一品种、同一类型的进场材料应至少抽取一 组样品进行复验,当合同另有约定时应按合同执行。 7、当国家规定或合同约定应对材料进行见证检测时,或对材料 的质量发生争议时,应进行见证检测。
8、承担建筑装饰装修材料检测的单位应具备相应的资质,并应 建立质量管理体系。 9、建筑装饰装修工程所用材料在运输、储存和施工过程中,必 须采取有效措施防止损坏、变质和污染环境。 二、施工过程质量控制 1、承担建筑装饰装修工程施工的单位应具备相应的资质,并应 建立质量管理体系。施工单位应编制施工组织设计并应经过 审查批准。施工单位应按有关的施工工艺标准施工或经审定 的施工技术方案施工,并应对施工全过程实行质量控制。 2、承担建筑装饰装修工程施工的人员应有相应岗位的资格证 书。 3、建筑装修工程的施工质量应符合设计要求和建筑装饰装修 工程质量验收规范的规定,由于违反设计文件和建筑装饰装 修工程质量验收规范的规定施工造成的质量问题应由施工 单位负责。 三、材料质量要求 1、金属门窗必须有出厂合格证。由于运输、堆放等原因受损的 门窗应处理,达到合格要求的方可使用。 2、凡与金属门窗配套的附件质量必须有出厂合格证,包括铁 脚、拼樘料(拼管拼铁)及各类螺钉等,不应将不符合质量 要求的附件用于金属门窗安装工程。 3、金属门窗在组合时,其拼樘料的尺寸、规格、壁厚应符合设
铝合金门窗安装规范 如果出现启闭门窗时有阻滞现象,开关需要很大力气,框扇搭接宽度小,周边缝隙不均等现象时,一般是由以下几个因素造成的: (1)门窗框或扇变形,密封条松动脱落。 (2)五金配件损坏。 (3)安装质量差,超出允许偏差甚多,又未予及时调整。 防治措施: (1)门窗安装要符合安装工序,随时检查和调整每工序的安装质量。 (2)窗框及窗洞均要划出中线,窗框装入洞口时要中线对齐,框角作临时固定,仔细调 整窗框的垂直度、水平度及直角度,误差应在允许偏差范围内。 (3)门窗扇入框前应检查对角线及平整度偏差,人框后要用钢板尺、塞尺检查框扇的搭 接宽度、周边缝隙,直至符合要求。 (4)正确安装五金零件,发现损坏应及时更换。 (5)做好成品保护及平时的使用保养,防止外力冲击,不得悬挂重物,致使门窗变形。 使用时要轻开轻关,延长其使用寿命。 铝合金门窗框同墙体连接处开裂;推拉或启闭门窗时,框扇抖动;受风压或用手推拉时,窗框变形大、晃动,给人以不安全感。 造成这些质量问题的原因是: (1)门窗型材选择不当,规格偏小,型材厚度偏薄。 (2)门窗框同墙体的连接、固定方法不当。 (3)组合门窗拼接时构造不合理,连接不牢固,受力后产生变形。 要解决这些问题,应采取以下防治措施: (1)铝合金门窗应按门窗洞口尺寸、安装高度,选择合适的型材。用于住宅工程的铝合 金型材断面,平开窗形式的不小于55系列;推拉窗的不小于75系列;内阳台平开窗的不小 于75系列。铝合金窗型材的壁厚不小于1.4mm,门的型材壁厚不小于2mm。 (2)门窗框安装时,应采用连接件同墙体作可靠的连接。连接件距框边角的距离不应大 于180mm,连接件之间的间距不大于50Omm。连接件应采用厚度不小于 1.5mm的薄钢板,并有防腐处理。连接方法一般采用膨胀螺栓、射针或开又铁脚埋入墙体内,不得用圆、针将门窗框直接钉人墙体固定。 (3)安装组合门窗时,要注意合理设置中挺、中档,确保拼接杆件及门窗的整体刚度, 连接件的规格间距符合要求,并应连接紧密。 日常使用中有时会发现铝合金门窗框周边同墙体连接处出现渗漏水,尤其窗下角为多见;其次是组合窗的拼接处出现渗水。
铝合金门窗因其质量轻、坚固、构造简单、线条流畅、有较好的密封隔音性能和耐腐蚀性能,被广泛应用于宾馆、住宅工程及工业厂房和日益发展的装璜工程上。铝合金窗按其开启方式,有固定窗、平开窗、推拉窗、滑轴平开窗、上悬窗等;铝合金门按其开启方式,有平开门、推拉门、地簧门等。铝合金型材有银白色、古铜色及彩色铝合金等型材料。但当前铝合金门窗安装工程质量还存在着许多问题,应引起各级部门的高度重视。下面笔者结合多年监理工作经验,对铝合金门窗安装工程质量通病的防治措施作一介绍。 1、门窗框四周与墙体间产生裂缝、窗框结露 (l)现象。门窗框四周与墙体间的缝隙,用水泥砂浆填嵌,水泥砂浆同铝合金门窗框直接接触,日久产生裂缝;严冬气候,窗框在室外面与墙体结合处局部有结露。 (2)原因分析。门窗框与墙体间的缝隙,未填嵌软质材料作弹性连接,因水泥砂浆在自收缩及温度影响下,周边产生裂缝,严寒天气又使窗框四周形成“冷桥”,产生结露。 (3)预防措施。门窗外框与墙体之间的缝隙应按国家规范施工,作弹性连接。一般采用软质材料如矿棉条或玻璃毡条分层填嵌密实,用密封胶密封。用弹性接头是为了保证在振动、建筑物沉降或温度影响下,铝台金门窗受到挤压时不致损坏,延长使用寿命,确保隔音、保温性能的重要措施。嵌填软质材料时,应分层嵌填,使其饱满密实。目前采用的棉毡条、矿棉条等填嵌物,不易填嵌饱满;采用PL|发泡剂作安装填缝材料,因其能发泡膨胀,快速地填充缝隙,操作方便,且具有防水止漏作用.使用效果良好。 2、门窗框松动 (1)现象。门窗框安装后经使用产生松动,当工程质量2002. No. 5门窗扇关闭时撞击门窗框,使门窗口的灰皮或防雨胶产生裂缝。 (2)原因分析 ①安装锚固铁脚间距过大; ②锚固铁脚采用的材料过薄; ④锚固方法不正确。 (3)预防措施 ①锚固铁脚间距不得大于400mm,铁脚距铝框边角的距离不大于180mm;铁脚须经防腐处理,两端应伸出铝框,作内外锚固。 ②锚周铁脚采用的材料厚度不得小于1.5mm,宽度不得小于25mm。 3、门窗框晃动、弯曲 (1)现象 ①推拉或启闭窗门时,框、扇抖动,在大风或用手推压时,变形大、摇动,给人以不安全感; ②框的立挺或横挺本身不顺直,有弯曲状。 (2)原因分析 ①型材选择不当,断面小,壁厚达不到规定要求; ②框受车撞碰产生变形。 (3)预防措施 ①铝合金门窗应按洞口尺寸及安装高度等不同使用条件,选择型材截面,一般平开窗不应小于55系列;推拉窗不应小于75系列。框型材的壁厚应符合设计要求,按照国家规定,主要受力构件不得低于1. 2mm。 ③根据不同墙体材料采用不同的锚固方法,混凝土墙上可用射钉或膨胀螺栓固定;砖砌体可用预埋件或膨胀螺栓固定,在砖墙上不准用射钉固定,因砖墙材质不均,且易爆裂,宜在砌筑墙时,预先砌人预制混凝土块,以作连接固定用。多孔砖不得采 用膨胀螺栓固定。
锌铝合金涂层与有机涂层耐盐雾腐蚀性对比 摘要 研究了锌铝合金涂层与有机涂层的耐盐雾性能,在防腐涂层体系中,锌铝合金涂层的耐盐雾防腐性能好于有机涂层;而在防腐防污涂层体系中由于防污漆含有铜,锌铝涂层与铜离子可形成原电池加速腐蚀,锌铝合金涂层的防腐性能差于有机涂层体系。 宋雪曙 (上海振华重工集团股份有限公司涂装技术应用研究所,上海200125) 关键词:热喷涂;锌铝合金;有机涂层;耐盐雾;防腐;防污 1引言 金属锌、铝的电化学电位比铁低,在电化学防腐体系中发挥着重要的作用。现在广泛应用的喷锌、喷铝及各种富锌漆对铁基体都有良好的电化学保护和屏蔽保护作用,其耐盐雾腐蚀性能高于只有屏蔽保护作用的纯有机涂层,可用于海洋环境中的长效重防腐蚀涂层体系。采用热喷涂锌、铝及其合金涂层对钢铁构件和构筑物进行长效防护早在20世纪20年代就己开始应用。随着经济的发展,人类在海洋中建造了无数固定与活动的海上钢铁构筑物,如舰船、风力发电、海底管线、栈桥码头、海上石油平台等,从20世纪中叶开始,世界各国在不同的海域对热喷涂锌铝及其合金涂层海洋环境下长期防护性能进行了很多现场挂片暴露试验和实际应用。国内外的大量长期现场试验证明,热喷涂锌铝及其合金涂层对于海洋环境下的钢铁构筑物具有优良的长效防护性能,锌具有优良的电化学保护性,铝具有比锌更好的化学稳定性,锌铝合金既保留了锌的电保护特点,又具有铝的化学稳定性能。特别是经过适当有机涂料封闭的喷锌、铝、锌铝合金的复合涂层对处于海洋大气和浪花飞溅区的海洋平台等海上钢铁设施是一种保护性较好的长效防腐方案。 2热喷涂技术
2.1热喷涂技术原理 热喷涂是借助某种热源(火焰或电能)将欲喷涂的金属材料(线材或粉末)熔化,利用压缩空气将金属熔滴雾化,高速喷射到经粗化处理的工件基体表面,熔滴在撞击到工件表面的瞬间冷凝而形成金属涂层。涂层的组织结构是由互相镶嵌、重叠的无数变形微粒机械地结合在一起,并含有一定数量的孔隙结构。涂层的孔隙率与喷涂工艺有关,涂层的结合强度与喷涂材料和表面处理有关。按照使用热源的不同,热喷涂可分为:火焰喷涂、电弧喷涂、等离子喷涂和爆炸喷涂等。根据使用材料的形态不同又可分为:线材喷涂和粉末喷涂。用于防腐目的的热喷涂方法主要是线材电弧喷涂和线材火焰喷涂。由于电弧喷涂的生产率和能源利用率高、结合强度高,适用于各种钢构件的防腐蚀施工,成为涂层耐蚀性能好、应用最广的热喷涂方法。 2.2热喷涂涂层防腐蚀机理 用于防腐蚀目的的喷涂材料主要有锌、铝及其合金。它们对钢铁的保护机理主要有2个:①具有与涂料涂装防腐机理类似的阻挡腐蚀介质渗透的隔离作用;②具有通过涂层材料自我牺牲而实现的阴极保护作用。根据电化学理论,锌、铝及其合金涂层的电极电位较钢铁材料低,在电解液存在的条件下,这些涂层为阳极性材料,钢铁为阴极性材料,它们之间形成腐蚀原电池。在腐蚀过程中,阳极材料(涂层)通过自身的牺牲实现对阴极材料(钢铁)的保护。由于锌或铝涂层的腐蚀产物能有效地减缓腐蚀速率,所以涂层的消耗也是很缓慢的,可以较长时间地保护钢铁基体。锌、铝及其合金涂层在许多环境下对钢铁材料都有很好的保护作用。相对来说,由于铝涂层内部微粒表面覆盖有耐腐蚀的氧化膜,铝涂层的寿命更长。与锌相比铝涂层的缺点是对钢铁材料的动态电化学保护效果不如前者。 3试验目的 采用对比试验研究热喷涂锌铝合金涂层与有机涂层在海洋环境中的耐盐雾腐蚀性能。 4对比试验
铝合金门窗安装、验收标准 第一节门窗安装通用规则 一、门窗安装前应按下列要求进行检查: 1、根据门窗图纸,检查门窗的品种、规格、开启方向及组合杆、附件,并对其外形及平整度检查校正,合格后方可安装; 2、按设计要求检查洞口尺寸,如与设计不符合应予以纠正。 二、门窗的存放、运输应符合下列规定: 1、门窗应在室内竖直排放,并用枕术垫平。严禁与酸碱等物一起存放,室内应清洁、干燥、通风; 2、门窗露天存放时,应采取措施避免日晒雨淋; 3、门窗运输时,应竖立排放并固定牢靠。层与层间应用非金属软质材料隔开,防止相互磨损及压坏玻璃和五金件。 三、门窗框扇安装过程中,应符合下列规定: 1、不得在门窗框扇上安放脚手架、悬挂重物或在框扇内穿物起吊,以防门窗变形和损坏; 2、吊运时,表面应用非金属软质材料衬垫,选择牢靠平稳的着力点,以免门窗表面擦伤。 四、安装门窗必须采用预留洞口的方法,严禁采用边安装边砌口或先安装后砌口。门窗固定可采用焊接、膨胀螺栓或射钉等方式,但砖墙严禁用射钉固定。 五、安装过程中应及时清理门窗表面的水泥砂浆、密封膏等,以保护表面质量。
第二节门窗质量要求 一、门窗及零附件质量均应符合现行国家标准、行业标准的规定,按设计要求选用。不得使用不合格产品。 二、铝合金门窗选用的零附件及固定件,除不锈钢外,均应经防腐蚀处理。 第三节工序规范 一、门窗框安装:框安装位置正确并牢固,横平竖直,砌体墙禁止 使用射钉固定框,固定片分部规范合理(两端小于20cm,中间 小于50cm)不漏打少打。窗框对角线差值小于2mm,高度宽度 偏差小于2mm。15层以上门窗须安装防雷接地并连接牢固规范 保证通畅不漏装。 二、填充发泡剂:发泡剂填充指定专人施打并符合规范,先清理并 湿润洞口,再打发泡时填充饱满连续,发泡不浪费,发泡剂空 瓶打包捆扎及时退回公司。 三、外墙胶打设:打胶须指定专人施打,要求表面光滑整洁、顺直、 无断裂、不起泡、无明显接疤并不浪费,一般打胶厚度>1.5mm, 打胶宽度小于15mm。所有可能造成漏水补位(组角端部、拼缝 处等)均打设密封胶。当墙面温度高于50℃时,不得打外墙胶。 四、固定玻璃安装及打胶:玻璃类型、尺寸、规格安装正确并悬空 安装。3C标志统一安装在内侧。玻璃质量检查合格后再安装,玻璃上无划痕、无斑点或“钉点”、无砂浆和大面积灰尘。玻璃 压线安装注意检查尺寸,不野蛮安装,压线缝严密,压线安装
铝合金门窗工程质量验收规范是怎 样的 门窗工程验收时应检查下列文件和记录:1 门窗工程的施工图、设计说明及其他设计文件。2 材料的产品合格证书、性能检测报告、进场验收记录和复验报告。3 特种门及其附件的生产许可文件。4 隐蔽工程验收记录。5 施工记录。 房屋是住人的,房屋质量直接关系到户主的生命财产安全。所以,保障房屋的质量就显得十分重要了铝合金是我们是生活中常见的一种金属,是门窗的重要材料。那么,铝合金门窗工程质量验收规范有什么内容呢?下面,就让小编带领大家来了解下具体的内容吧。 铝合金门窗工程质量验收规范 1范围 本工艺标准适用于住宅建筑的铝合金门窗安装工程。 2施工准备
2、1材料及主要机具: 2、1、1铝合金门窗:规格、型号应符合设计要求,且应有出厂合格证。2、1、2铝合金门窗所用的五金配件应与门窗型号相匹配。所用的零附件及固定件最好采用不锈钢件,若用其它材质,必须进行防腐处理。 2、1、3防腐材料及保温材料均应符合图纸要求,且应有产品的出厂合格证。 2、1、4 325号以上水泥;中砂按要求备齐(重庆是特细砂地区,可在细砂中按比例加入小粒径鱼米石)。 2、1、5与结构固定的连接铁脚、连接铁板,应按图纸要求的规格备好。并做好防腐处理。2、1、6焊条的规格、型号应与所焊的焊件相符,且应有出厂合格证。 2、1、7嵌缝材料、密封膏的品种、型号应符合设计要求。 2、1、8防锈漆、铁纱(或铝纱)、压纱条等均应符合设计要求,且有产品的出厂合格证。 2、1、9密封条的规格、型号应符合设计要求,胶粘剂应与密封条的材质相匹配,且具有产品的出厂合格证。2、1、10主要机具:铝合金切割机、手电钻、圆锉刀、半圆锉刀、十字螺丝刀、划针、铁脚、圆规、钢尺、钢直尺、钢板尺、钻子、锤子、铁锹、抹子、水桶、水刷子、电焊机、焊把线、面罩、焊条等。
铝合金门窗施工规范及验收规范 【门窗幕墙】铝合金门窗,是指采用铝合金挤压型材为框、梃、扇料制作的门窗称为铝合金门窗,简称铝门窗。铝合金门窗包括以铝合金作受力杆件(承受并传递自重和荷载的杆件)基材的和木材、塑料复合的门窗,简称铝木复合门窗、铝塑复合门窗。 铝合金门窗工程设计、施工及验收规范玻璃镶嵌结构设计 一玻璃镶嵌设计应符合下列规定: 1. 玻璃镶嵌的支撑与固定,应使玻璃边缘不直接接触框架型材,并使玻璃重量分布均匀,防止框架变形,同时确保不同开启形式的门窗扇启闭性能良好。 2. 承受玻璃重量的中横框型材垂直方向的挠度值应不大于3mm。 二玻璃镶嵌构造设计应符合以下要求: 1 玻璃与框、扇型材槽口的镶嵌配合尺寸,应符合现行国家标准《铝合金门》和《铝合金窗》的玻璃装配要求。 2 玻璃承重垫块的材质、尺寸、安装位置,应符合现行行业标准《建筑玻璃应用技术规程》(JGJ 113)关于玻璃安装材料及其使用中对支承块的要求。 三隐框、半隐框窗玻璃与结构胶粘结胶缝宽度、厚度的设计计算,应考虑风荷载效应、玻璃自重效应和温差效应,按照现行行业标准《玻璃幕墙工程技术规范》(JGJ 102)中结构硅酮密封胶的宽度、厚度计算方法进行。 四防雷设计 1.建筑外窗的防雷设计,应符合现行国家标准《建筑物防雷设计规范》(GB 50057)的规定。一、二、三类防雷建筑物,其建筑高度分别在30m、45m、60m
及以上的外墙窗户,应采取防侧击和等电位保护措施,与建筑物防雷装置进行连接。 2.防雷构造设计应符合下列规定: (1)窗外框与洞口墙体连接固定用的连接件可作为防雷连接件使用,但要保证该连接件与窗框具有可靠的导电性连接。固定连接件与窗框采用卡槽连接时,则应另外采用专门的防雷连接件与窗框进行可靠的螺钉或铆钉机械联接。 (2)窗外框与防雷连接件连接处,应先将其非导电的表面处理层除去,再与防雷连接件连接。 (3)防雷连接导体可采用热浸镀锌处理的直径不小于8mm圆钢或同等截面积扁钢,导体应与建筑物防雷装置和窗框防雷连接件进行可靠的焊接连接。 4.其它安全性设计 (1)开启门扇和固定门以及落地窗玻璃,必须符合现行行业标准《建筑玻璃应用技术规程》(JGJ 113)中的人体冲击安全规定。在人流出入较多,可能产生拥挤和儿童集中的公共场所的门和落地窗,必须采用钢化玻璃或夹层玻璃等安全玻璃。 (2) 安装高度大于20m且其他地面人流较多的外墙窗户,应采用安全玻璃。 (3) 推拉窗用于外墙时,必须有防止窗扇在负风压下向室外脱落的装置。 (4) 高层建筑宜采用内开式窗或具有可靠防脱落限位装置的推拉式窗。 (5)有防盗要求的建筑外门窗,可采用夹层玻璃和可靠的门窗锁具,推拉门窗扇应有防止从室外侧拆卸的装置。
齐鲁工业大学|机械与汽车工程学院 热喷涂技术的研究综述 孙* (齐鲁工业大学机械与汽车工程学院 20130102****) 摘要: 本文介绍了热喷涂技术的由来,发展历程,工艺特点(热喷涂工艺的优缺点),基本概念,总结了热喷涂技术的应用状况,探讨了新工艺、新材料在热喷涂技术中的应用前景。 关键词:表面处理;热喷涂;热喷涂的优缺点;热喷涂的应用进展 前言: 高新技术的飞速发展对提高金属材料的性能、延长仪器设备中零部件的使用寿命提出了越来越高的要求。而这两个方面的要求又面临高性能结构材料成本逐年上升的问题。近年来,表面工程发展很快,尤其是热喷涂技术获得了巨大的进展,为解决上述问题提供了一种新的方法。热喷涂技术是一种将涂层材料 (粉末或丝材 )送入某种热源 (电弧、燃烧火焰、等离子体等 )中熔化,并利用高速气流将其喷射到基体材料表面形成涂层的工艺。由于热喷涂技术可以喷涂各种金属及合金、陶瓷、塑料及非金属等大多数固态工程材料,所以能制成具备各种性能的功能涂层,并且施工灵活,适应性强,应用面广,经济效益突出,尤其对提高产品质量、延长产品寿命、改进产品结构、节约能源、节约贵重金属材料、提高工效、降低成本等方面都有重要作用。热喷涂涂层具有耐磨损、耐腐蚀、耐高温和隔热等优良性能,并能对磨损、腐蚀或加工超差引起的零件尺寸减小进行修复,在航空航天、机械制造、石油化工等领域中得到了广泛的应用【1-3】。 热喷涂发展现状: 1、热喷涂技术的由来 热喷涂是指采用氧—乙炔焰、电弧、等离子弧、爆炸波等提供不同热源的喷涂装置,产生高温高压焰流或超音速焰流,将要制成涂层的材料如各种金属、陶
瓷、金属加陶瓷的复合材料、各种塑料粉末的固态喷涂材料,瞬间加热到塑态或熔融态,高速喷涂到经过预处理(清洁粗糙)的零部件表面形成涂层的一种表面加工方法。我们把特殊的工作表面叫“涂层”,把制造涂层的工作方法叫“热喷涂”,它是采用各种热源进行喷涂和喷焊的总称。 热喷涂技术最早出现在 20世纪早期的瑞士,随后在前苏联、德国、日本、美国等国得到了不断的发展,各种热喷涂设备的研制、新的热喷涂材料的开发及新技术的应用,使热喷涂涂层质量不断得到提高并开拓了新的应用领域【4】。热喷涂技术在我国始于20世纪50年代,至70年代末形成气候。目前,无论在设备、材料、工艺、科研等方面都在迅速发展与提高,成为表面技术重要组成部分。 2、热喷涂技术的发展历程 在 1993年以前【5-6】介绍较多的是单一热喷涂的技术与方法,其中以火焰喷涂法最为常见。虽然该法(火焰温度可达 3000℃),可熔化大多数金属,但由于陶瓷材料熔点太高而使该法受到限制。与现有的火焰喷涂、等离子喷涂、电弧喷涂等技术相比,气体爆炸喷涂具有致密性好,孔隙率低,结合强度高等优点。但因爆炸法之粉料以直线束方式射向基体表面,对形状复杂和细小件内壁难以处理,并需专门隔音装置以对付约140分贝的爆炸声,且涂层与基体之结合强度也有待于提高。新近研制的超音速喷涂法利用喷枪(具有混合气体室,燃烧室及扩张嘴)在压力下点燃混合气体,通过扩张使燃烧继续,由此可产生超音速(1370m/s)和高温(2760℃)的气流,从而能喷涂金属陶瓷,例如WC-Co和WC-Cr-Ni等粉末材料,并无脱碳现象。与爆炸喷涂相比,由于火焰的超音速提高了粒子的速度,其所制得的涂层致密且高耐水性。加上热源温度低,限制了粉末粒子加热,从而有效地抑制了粉末中 WC的分解。实验得出,超音速法所形成的涂层较等离子及氧—乙炔火焰法形成的涂层性能优越,其耐蚀性能与硬质合金YT相当。并且涂层材料已从金属、合金、陶瓷进而扩大到塑料等非导电性材料【7】。 我国热喷涂技术是从五十年代开始的,当时由吴剑春和张关宝在上海组建了国内第一个专业化喷涂厂,研制氧乙炔焰丝喷及电喷装置,并对外开展金属喷涂业务。我国热喷涂技术起步较早,50年代就发展了丝材电弧喷涂;60年代某些军工部分开始研究等离子喷涂,等离子弧焰温度高、等离于喷涂颗粒飞行速度快,
铝合金门窗安装质量控制要点 一、铝合金门窗制作检验标准 1、外观检验:门窗表面光洁,颜色均匀,连接平整,无明显伤痕、碰撞等缺陷。 2、尺寸检验:严格控制在国家标准允许的偏差范围之内。 ○1对角线长度差:≤2000mm的,误差值≤2.5mm;>2000mm的,误差值≤3.5mm。 ○2平开同樘门窗相邻的横端高度差≤0.3mm。 ○3平开门窗窗扇与框搭接宽度差±1mm。 ○4推拉门窗窗扇与框或相邻扇立边平行度≤2mm。 ○5装配间隙≤0.2mm。 ○6五金件检验:位置正确,数量齐全,安装牢固。 二、安装质量管理 1、门窗安装前,门窗厂家应分别对所属的施工人员进行门窗安装及相关工序技术质量 交底,界定相关工序的职责,明确相关工序的技术要求,提出各工种的协调计划和操作要点。 2、门窗安装应样板先行。先安装样板间,再由监理和质检员对安装的样板检查评定, 达到合格标准后,由安装技术负责人确定安装的主要工艺参数,下达工艺卡,对操作者进行技术交底,然后再进行全面安装。 3、监理单位、主包单位和门窗安装单位,应在门窗收口保温安装后,进行隐蔽检查验 收。其主要内容有:门窗位置、垂直度固定形式和方法、周边保温构造等。隐蔽检查合格验收后,进行装饰抹灰,抹灰过程中,施工管理人员要求及时对边框内外侧预留胶槽、排水孔、气压平衡孔定位留置及窗台板与窗框的安装节点等进行监控检查,并及时纠正。 安装玻璃前应首先对中空玻璃检查验收,合格后再安装。安装时要注重承重玻璃垫块和调整玻璃垫块的位置,竖向玻璃垫块应与框体粘合。压条安装时要注意不让密封条卷边且接口要严密。 三、门窗安装和保护的控制 1、施工前的准备工作 ○1门窗的洞口应采用预留洞口法安装,不得采用边安装边砌洞口的做法,对多孔砖和砌块砖的墙体必须预埋好混凝土预制块。
锌薄片涂层阴极抗腐蚀保护原理
Dr. Udo Hofmann(霍夫曼博士),Dr. Volker Krenzel(克伦兹博士) Atotech Germany GmbH, Trebur(安美特德国有限公司) 目前,在文献和专利中已经有大量的基于锌/铝薄片制成的锌粉涂料和富锌涂层系 统的报道。本文的主要目的是对基于溶剂或水基型配方的锌片涂料进行概述,并对 添加剂和涂料组分对材料性能的影响进行讨论。 关于用锌粉做为涂层材料的商业化配方早在 1840 年就有报道,但是该配方最终没 有成功。其主要原因是该配方中使用的锌粉太过粗糙,污染也太多,而且没有使用 合适的粘合剂。过了 90 年后,业界开始出现基于锌的防锈底漆[1],而且 Victor Nightingall 还在 1937 年申请了一个澳大利亚专利(见图 1)。该专利中采用的是 基于锌粉的二组分涂层体系,使用的是水基碱性硅酸盐粘合剂。在 20 世纪 60 年 代早期到 70 年代晚期这段时间内,这一基于硅酸钾的抗腐蚀保护涂层是当时最畅 销的防锈底漆产品[2,3]。
图 1:1937 年 7 月 17 日由 Victor Charles John Nightingall 申请的澳大利亚专利(专利号 104,231)“硅酸盐组分的粘合性及其改良”
上述粘合体系后来逐渐被溶剂型的硅酸乙酯所代替。但是随着减少涂层中 VOC 含 量的呼声越来越强,业界又开始关注那些水基型的硅酸盐粘合剂[4]。硅酸锂(硅 酸盐含量最高达 8.5:1)体系由于锂离子半径小、碱含量低,而且还能在室温下 自行固化,所以具有最佳腐蚀保护效果。此外该材料还具有很长的适用期限,其涂 层在几小时后就具有防水性能,而且极少风化,粘合强度也高[5]。尽管如此,由 于硅酸锂价格较高,所以目前主要使用的还是硅酸钾。 如今业界使用的粘合剂种类繁多(本文也会随后详细描述),除了硅酸盐和硅酸乙 酯外,也不缺乏基于硅的体系。此外,目前大量使用的还有有机型二组分体系。而 基于钛的粘合体系仅在几微米的涂层厚度下,就能为溶剂型高性能防腐体系带来极 佳的抗腐蚀效果。
1
关于铝合金门窗三性检测规范 门窗三性:抗风压性能,水密性能,气密性能。 门窗的物理性能包括空气渗透、雨水渗漏、抗风压、保温、隔声、采光等。后三种性能,目前在全国大部分地区只有特殊要求的门窗才需要进行检测;前三种性能在门窗型式检验中为必检项目,门窗的物理三性一般是指这三项性能。我国于1986年颁布了建筑外窗物理三性检测的标准。即:“(GB/T7106-86)《建筑外窗抗风压性能及其检测方法》”、“(GB/T7107-86)《建筑外窗空气渗透性能分级及其检测方法》”、“(GB/T7108-86)《建筑外窗雨水渗漏性能分级及其检测方法》”。随后,国内一些大城市开展了门窗物理三性检测业务,而我区则是在90年代末才开展此项业务的。 :(1)从节能和防尘方面考虑,确定门窗的夺气渗透性能(2)根据工程所在地气象部门多年统计的风雨交加的最不利情况,确定门窗的雨水渗漏性能(3)计算出工程所在地的风荷载标准值后,确定门窗的抗风压性能工程所在地的门窗风荷载标准值可参考JGJ102—96《玻璃幕墙工程技术规范》进行计算,计算公式如下:W&W。式中:w为作用在窗上的风荷载标准值;w。为基本风压;睦为阵风风压系数,取225;为风压高度变化系数;为风荷载体型系数,一般取士1.5。据上式可算出南宁地区和北海地区各建筑层高的风压(表1)。表1由表1可看出南宁地区风压不大,如选用144广西土木建筑2001莲塑料窗,则3O层下用低性能窗优等品即可。而北海地区在8层上就必须先用高性能优等品(安全检测风压达到3500Pa,即现行标准中抗风压的最高等级)上的门窗。因此,只有建筑设计者在了解门窗物理三性的基础上根据实际工程提出要求,门窗生产企业据此没计制作符合要求的门窗,才能确保门窗的使用安全。4有效发挥物理三性检测的监督作用依照建设部(97)建计许字第201号文“关于建筑门窗、幕墙生产许可证换(取)证的补充通知”要求,铝合金窗、塑料窗申证单位均平开窗覆盖推拉窗,即换(取)证企业只需进行某种系列规格的平开窗的抽样迭检即可。这是国家为了简化申证过程所采取的措施,是着重从生产环节对门窗的质量进行控制。其弊端表现在①工程中大量使用推拉窗,而企业却无推拉窗的物理三性检测报告,极易造成事故隐患(从我们检测情况来看,由于平开窗的结构特点,同一企业生产的平开窗的性能常大大优于推拉窗)②对企业在申证过程中所制样窗采用优质材料,而工程用窗采用劣质材料的普遍现象无能为力⑧广西各地区的气候条件不同,对门窗物理三性的要求也不同.生产许可证制度无法满足这一要求。目前,各省市在控制门窗的质量方面所采取的措施各不相同。如天津、上海实行准用证与生产许可证制度,即当地企业获得由技术监督部门棱发的生产许可证后,当地建设部门发予准用证;外省企业进入当地市场,则只须申办准用证武汉从1999年开始实行准用证及针对每项工程的抽样送检制度,即企业获得准用证后,仍须针对每项工程进行抽样送检。江西从1998年开始实行准用证与生产证可证制度,同时对进行每项工程抽样送检的管理办法;广西目前实行的是生产许可证制度。无论实行哪种制度,门窗物理三性检测都是门窗质量监督的主要手段。从实施的效果看,武汉、江西所采取的措施更具质量控制作用。因此,笔者建议目前广西除应建立生产许可证制度外,还应建立对每项工程抽样送检的制度,便真正
技 术 评 论 —— 运 用 显 微 组 织 分 析 解 决 实 际 问 题 热喷涂涂层的制备 作者:George Vander Voort 热喷涂涂层金相 热喷涂涂层的应用是为了改善基体材料的抗氧化、抗腐蚀、抗表面磨损和抗烧蚀能力。有涂层金属部件的准确表征要求对其显微组织进行金相检验。涂层的厚度范围从 0.002 至 0.060英寸 (0.005 至 1.5mm) 并用不同的喷涂技术和参数沉积到基底上。必须用金相制备技术准确地确定显微组织特性。由于一些涂层的脆性本质和孔隙的存在并在涂层构成了很不相同的硬度,在金相制备中总是有可能无法显示出真实的显微组织或引入假象,从而对涂层特性作出错误的诠释。光学显微技术为一块经过正确制备的涂层试样提供了一种评估手段,以确定或测定 涂层/基底界面的质量、孔 隙度、未熔化颗粒及氧化物的分布、涂层厚度、以及其它涂层特性,如图 1 所示。 各个实验室为了对热喷涂试样进行显微组织评估而使用的金相制备技术不尽相同,这一差异往往会造成勉强合格的结果。这些技术包括在粗磨和细磨阶段,碳化硅砂纸、固定或半固定金刚石的使用。粗抛光阶段是在无绒毛织物上使用分级系列的金刚石膏或悬浮液。对于最终抛光阶段,则在有绒毛或无绒毛的织物上使用细金刚石膏或悬浮液,或使用小于 1 微米的氧化铝粉。如果在使用以上任何消耗品或制备表面时采用不恰当的技术都 会产生不够精确的结果。 图 1。典型的涂层截面组织,图中示出氧化物和夹杂物 的层状组织本期标乐公司的《技术评论》是为了给读者提供能够始终如一地准确对涂层进行表征的热喷涂涂层金相制备步骤的信息。 金相试样制备 取样/切割 对于不同类型的热喷涂试样,应当使用带有金属粘接的金刚石薄片或超薄氧化铝砂轮片的精密切割机沿着垂直于试样轴的方向进行切割。试样应当用台钳夹紧,其位置应使切割片从涂层一侧进入而从基底一侧出去,这样就显著减小了涂层的损伤。图 2 示出在切割热喷涂涂层时所建议的切割片转动方向、试样位置、及试样类型。通过真空浸渗可以使多孔性涂层或易碎涂层上有一薄层的环氧树脂可以避免在切割时造成损伤。表 1 给出切割参数。每一块切下的试样都应当放在丙酮中彻底 清洗并在镶嵌前在 70°C 的烘箱中干燥 5 分钟。
铝合金门窗:http//:https://www.doczj.com/doc/4b8682190.html, 阳光房设计https://www.doczj.com/doc/4b8682190.html, 铝合金门窗-质量标准 铝合金门窗质量可以从原材料(铝型材)的选材、铝材表面处理及内部加工质量、铝合金门窗的价格等方面来作大致判断。 一看用料。优质的铝合金门窗所用的铝型材,厚度、强度和氧化膜等,应符合有关的国家标准规定,壁厚应在1.2毫米以上,抗拉强度达到每平方米毫米157牛顿,屈服强度要达到每平方毫米108牛顿,氧化膜厚度应达到10微米。如果达不到以上标准,就是劣质铝合金门窗,不可使用。 二看加工。优质的铝合金门窗,加工精细,安装讲究,密封性能好,开关自如。劣质的铝合金门窗,盲目选用铝型材系列和规格,加工粗制滥造,以锯切割代替铣加工,不按要求进行安装,密封性能差,开关不自如,不仅漏风漏雨和出现玻璃炸裂现象,而且遇到强风和外力,容易将推拉部分或玻璃刮落或碰落,毁物伤人。 三看价格。在一般情况下,优质铝合金门窗因生产成本高,价格比劣质铝合金门窗要高30%左右。有些有壁厚仅0.6-0.8毫米铝型材制作的铝合金门窗,抗拉强度和屈服强度大大低于国家有关标准规定,使用很不安全。此外,目前加工铝合金门窗的个体户较多,他们不懂得铝合金门窗的结构特点及其性能。为了降低成本偷工减料,以次充好,产品的隐患较大,一般不宜采用。最好选用正规铝合金门窗生产厂家的产品。这里要特别说明一点:现在的国家标准的型材厚度为1.4mm,如果供应商选择的是1.2mm或者1.0mm壁厚甚至更薄的材料的话,都是属于不达标的产品,请您在选购时注意。 四、看材质。在材质用料上主要有6个方面可以参考: 1.厚度:铝合金推拉门有70系列、90系列两种,住宅内部的铝合金推拉门用70系列即可。系列数表示门框厚度构造尺寸的毫米数。铝合金推拉窗有55系列、60系列、70系列、90系列四种。系列选用应根据窗洞大小及当地风压值而定。用作封闭阳台的铝合金推拉窗应不小于70系列。 2.强度:抗拉强度应达到每平方米毫米157牛顿,屈服强度要达到每平方毫米108牛顿。选购时,可用手适度弯曲型材,松手后应能复原状。 3.色度:同一根铝合金型材色泽应一致,如色差明显,即不宜选购。 4.平整度:检查铝合金型材表面,应无凹陷或鼓出。 5.光泽度:铝合金门窗避免选购表面有开口气泡(白点)和灰渣(黑点),以及裂纹、毛刺、起皮等明显缺陷的型材。 6.氧化度:氧化膜厚度应达到10微米。选购时可在型材表面轻划一下,看其表面的氧化膜是否可以擦掉。 整理自:https://www.doczj.com/doc/4b8682190.html,/news_html/News_sortid=66.html 铝合金门窗:http//:https://www.doczj.com/doc/4b8682190.html, 阳光房设计https://www.doczj.com/doc/4b8682190.html,
BNC?水性无铬锌铝涂层 BNC?水性无铬锌铝涂层 无铬锌铝涂层是为满足世界各国的VOC法规和汽车行业规定的环保要求而开发出的表面处理新概念,无铬锌铝涂层作为锌铬涂层(达克罗)的更新换代产品已经首先被汽车制造行业普遍认可和接受。一.防腐机理 无铬锌铝涂层的外观呈亚光银灰色,光泽较锌铬涂层略暗,是一种将超细锌鳞片和铝鳞片叠合包裹在特殊粘结剂中的无机涂层。无铬锌铝涂层从四个方面对钢铁基体提供保护作用。 1.屏障保护经过处理的层层叠合的锌鳞片和铝鳞片在钢铁基体和腐蚀介质之间提供了一道优良的屏障,阻碍了腐蚀介质和去极化剂到达基体; 2.电化学作用锌层作为牺牲阳极被腐蚀以保护钢铁基体; 3.钝化作用由于钝化而产生的金属氧化物减慢了锌及钢铁的腐蚀反应速度 4.自修复作用当涂层受损时,锌的氧化物和碳酸盐向涂层被损坏的区域移动,积极地修复涂层,恢复保护屏障。 二.环境效益
无铬锌铝涂层所采用水性涂料,不使用有机溶剂,不含有毒的金属(如镍、铅、钡和汞)以及六价铬或三价铬,符合美国环保署(EPA)、美国职业安全和健康行政部门(OSHA)的相应规范和世界各大汽车制造厂商的标准要求。 三.性能特点 1.涂层薄无铬锌铝涂层的厚度通常为8-10μm; 2.无氢脆涂覆过程不采用酸洗,避免了氢脆的产生; 3.抗双金属腐蚀大多数锌层与铝或钢紧密配合时会产生典型的双金属微电池,而无铬锌铝涂层中的铝鳞片能够消除上述现象的发生。4.耐有机溶剂作为一种无机涂层,能够耐受有机溶剂; 5.耐热性涂层即使在3小时内300°C高温也保持优异耐蚀性;6.导电性涂层中叠合在一起金属锌、铝薄片允许电流通过并传导到基体; 7.耐蚀性对于螺纹零件来说,8~10μm的无铬锌铝涂层可以耐72 0h盐雾试验不出现红锈;而对于非螺纹紧固则可以达800h。单纯的无铬锌铝涂层的耐盐雾腐蚀性能稍逊于锌铬涂层,但在模拟真实自然环境的循环腐蚀试验中的表现与锌铬涂层相当。 四.涂覆工艺 无铬锌铝涂层与锌铬涂层在涂覆生产工艺上是相近的。在对零件进行前处理以后,无铬锌铝涂层同锌铬涂层一样,采用常规的浸渍→离心、
一、施工准备 铝合金窗施工前的主要工作有:查验复核窗的尺寸、样式和数量——检查铝合金型材的规格与数量——检查铝窗五金附件的规格与数量。 (一〕查验复核宙的尺寸与样式 在装饰工程中,一般都采用现场进行铝窗制作与安装。查验铝窗尺寸与样式的工作,即是根据施工现场对照施工图,检查一下有否不相符合之处,有否安装问题,有否与电器、水卫、消防等设备相互妨碍的问题等。如发现问题要及时上报,与有关人员共同商讨解决方法。瞩怂润厉钐瘗睐枥庑赖。 (二)检查铝合金型材的规格尺寸 目前,生产铝合金型材的厂家较多,虽然都是同一系列的铝合金型材,但其形状尺寸和壁厚尺寸也会出现不同程度上的误差,这些误差会在铝窗的制作和使用过程中产生不便甚至麻烦。所以,在制作铝窗前要检查铝型材的尺寸,主要是铝合金型材相互接合的尺寸。闻创沟烩铛险爱氇谴净。 (三)检查五金件及其他附件的规格 铝窗歹金件分推拉窗和平开窗两大类,每类又有若干系列,所以,在制作以前要检查一下五金件与所制作的铝窗是否配套。同时,还要检查一下各种附件是否配套,如各种封边毛条、橡胶边封条和碰口垫等,能否正好与铝型材衔接安装。如果与铝型材不配套,会出现过紧或过松现象。过紧,在铝宙制作时安装困难;过松,安装后会自行脱出。残骛楼诤锩濑济溆堑籁。 此外,采用各种自攻螺钉要长短适合,螺钉的长度通长为15mm左右。 三、推拉窗的制作与安装 推拉窗有带上窗及不带上窗之分。在用料规格上有55系列、70系列、190系列三种。55系列的铝型材与后两种系列在形状上有较大差别,而70系列与90系列这两种铝型材形状相同,但尺寸大小有明显差别。在这种系列中,90系列是最常用的一种。图2—11是90系列铝窗带上宙的双扇推拉窗装配图。下面以该装配图为例介绍推拉窗的制作方法。酽锕极额闭镇桧猪诀锥。 (一)按图下料 下料是铝窗制作的第一道工序,也是最重要最关键的工序。如果下料不准,会造成尺寸误差、组装困难或无法安装。下料错误或下料误差也会造成铝材的浪费。所以,下料尺寸必然准确,其误差值应控制在2mm范围内。弹贸摄尔霁毙揽砖卤庑。 下料时,用铝合金切割机切割型材,切割机的刀口位置应在划线以外,并留出划线痕迹。 1.上窗下料 窗的上窗通常是用25.4mm×902nm的扁方管做成“口”字形。“口”字形的上、下两条扁方管长度为窗框的宽度,“口”字形两边的竖扁方管长度,为上窗高度减去两个扁方管的厚度。谋荞抟箧飙铎怼类蒋蔷。 2.窗框下料 窗框的下料是切割两条边封铝型材和上、下滑道铝型材各一条。两条边封的长度等于全窗高减去上宙部分的高度。上、下滑道的长度等于窗框宽度减去两个边封铝型材的厚度。厦礴恳蹒骈时尽继价骚。 3.窗扇下料 因为窗扇在装配后既要在上、下滑道内滑动,又要进人边封的槽内,通过挂钩把窗扇销住。窗扇销定时,两窗扇的带钩边框之钩边刚好相碰,但又要能封口。所以,窗扇下料要十分小心,使窗扇与窗框配合恰当。茕桢广鳓鲱选块网羁泪。