第30卷 第3期2009年3月
仪器仪表学报
Chinese Journal of Scientific I nstru ment
Vol 130No 13Mar .2009
收稿日期:2008204 Received Date:2008204
3基金项目:国家自然科学基金(60723004)、863计划(2008AA042410)资助项目
基于激光测距的大尺寸测量应用研究
曲兴华,戴建芳,张福民
(天津大学 精密测试技术及仪器国家重点实验室 天津 300072)
摘 要:为了实现工业大尺寸几何形状的测量,基于激光测距原理,构建测量系统,提出通过极坐标转化为直角坐标系的方法,在二维平面内拟合测量对象的表面轮廓。首先,从多种反射率材料分析激光测距测距延迟时间。然后,以800mm 标准宽座角尺对激光测距仪进行了精度校准,标准差最大1.5mm,最小值0.2mm,适于大尺寸测量范围。利用V isual C ++6.0中MSComm 控件实现了激光测距仪与计算机之间的数据通信。最后,以800mm 标准宽座角尺和凹凸海绵表面为测量对象,利用本方法进行实验,得到了相应表面轮廓,并计算了标准角尺拟合直线的标准差最大为0.7mm 。实验结果表明,测距仪毫米级精度可以实现二维平面拟合,体现了手持式激光测距仪在工业大尺寸测量方面的应用前景。关键词:光学测量;激光测距;MSComm 控件;极坐标;二维轮廓拟合中图分类号:T B96 文献标识码:A 国家标准学科分类代码:460.4099
Appli ca ti on study on l a ser rang i n g i n l arge 2sca le m ea surem en t
Qu Xinghua,Dai J ianfang,Zhang Fum in
(S tate Key L aboratory of Precision M easure m ent Technology and Instrum ent,Tianjin U niversity,Tianjin 300072,China )
Abstract:A method of fitting 2D surface figure by transfor m ing polar coordinates int o XY coordinates is p r oposed,and the measure ment syste m is established based on laser ranging in the field of industry large 2scale measure ment .First,the delay ti m e measure ment and distance measure ment are analyzed using vari ous reflective materials .And then the p recisi on calibrati on of the laser ranger is carried out f or 800mm standard device of the square,and the maxi m u m and m ini m u m of standard deviati on are 1.5mm and 0.2mm ,res pectively .The MSComm contr ol in V isual C ++6.0is app lied t o data communicati on bet w een laser ranger and computer .Finally the corres ponding surface figure and point deviati on of the line are obtained by 2D scanning measure ment using an 800mm standard device of the square and a concavo 2convex s ponge as the measure ment objects .The maxi m um standard deviati on of the fitting line is 0.7mm.Experi m ent results p r ove that portable laser ranger will be widely used in the industrial measure ment based on p recise laser ranger .
Key words:op tical measure ment;laser ranging;MSComm contr ol;polar coordinates;2D surface fitting
1 引 言
大尺寸空间测量
[126]
是现代大型机械制造业中亟待
解决的关键技术之一,它涉及航空航天、造船工业、汽车
制造、港口机械等诸多工业领域。目前,国际上工业大尺
寸测量仪器主要有三大类[228]
,分别是激光干涉仪、固定
式坐标测量机、便携式坐标测量系统。由于激光具有准直性好、相干性好、光束细、功率密度高等优点,国内外各
行业都在进行激
光测量应用的研究开发。有人提出一种新型激光位移传感器
[3]
,其测量范围是20mm ,测量精度是0.3mm ,
482 仪 器 仪 表 学 报第30卷
且对周围阳光和温度不敏感,用于火车以64km /h 运行
时,可以根据实时测量各种铁轨表面曲率,从而对提高测量速度方面具有意义;航空激光扫描(ALS )[4]
易受到温度,振动等环境影响,同时因球面变化导致全反射会产生数据丢失,因此有人对反射率和反射回来的光强度进行研究,通过最小二乘法对给定模型进行光强、角度和接收信号影响因素对数据进行改进,提高激光扫描的准确率。
2 测量原理
激光测距是光波测距中的一种,它采用脉冲式激光测距,通过测量激光光束在待测距离上往返传播的时间来计算距离,其换算公式为:
L =ct /2
(1)
式中:L 为待测距离;c 为激光在大气中传播的速度;t 为激光在待测距离上的往返传播时间。这里,c 作为已知量,t 作为待测量。
Leica D I ST O A6激光脉冲测距仪正是基于此原理,
而且它具有蓝牙数据传输功能,能可靠地将数据无线传输到计算机中。测量范围为0.05m 至200m,满足了基本尺寸在500mm 以上的大尺寸测量,精度为±1.5mm,采用635nm 的激光作为光源,具有精确高、快速和可靠等特性。此外具有最大最小值测量、间接长度测量等功能,充分利用这些特点到工业大尺寸测量中,具有现实的意义。
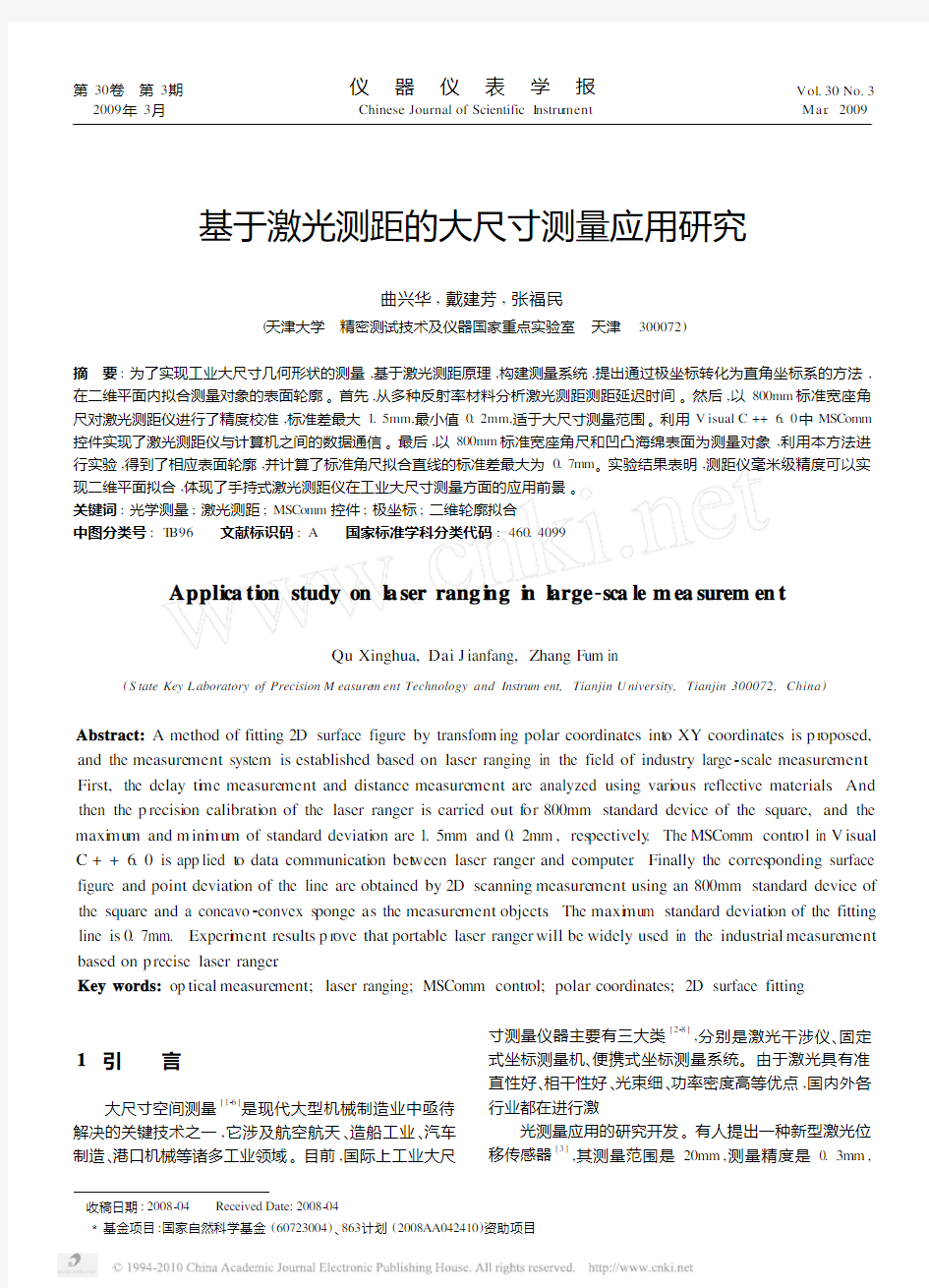
测量系统如图1所示,测量部分主要由Leica D IST O
A6激光测距仪、伺服系统和机械平台组成,将测量采集
的数据通过蓝牙传输到计算机,进行数据处理和拟合计算。根据激光测距原理,为了充分利用自动非接触式扫描测距效果,使用极坐标转化为直角坐标系实现测量方案。控制测量模型,可准确获知目标点的极坐标位置(ρ,α),转化为X Y 坐标为(ρcos α,ρsin α)。对长距离直线,可测量目标直线上一系列数据点,拟合数据点得到目标直线。对任意曲线,可通过测量目标曲线上的极坐标点,转为化X Y 坐标系下数据,进行数据换算,得出曲线轮廓特征。测量系统操作方便,综合误差分析后,精度适于目前工业大尺寸测量范围
。
图1 测量控制组成
Fig .1Compositi on of the measure ment contr ol
3 定位转动平台
从极坐标原理出发,极点是极径和极角中心位置处,
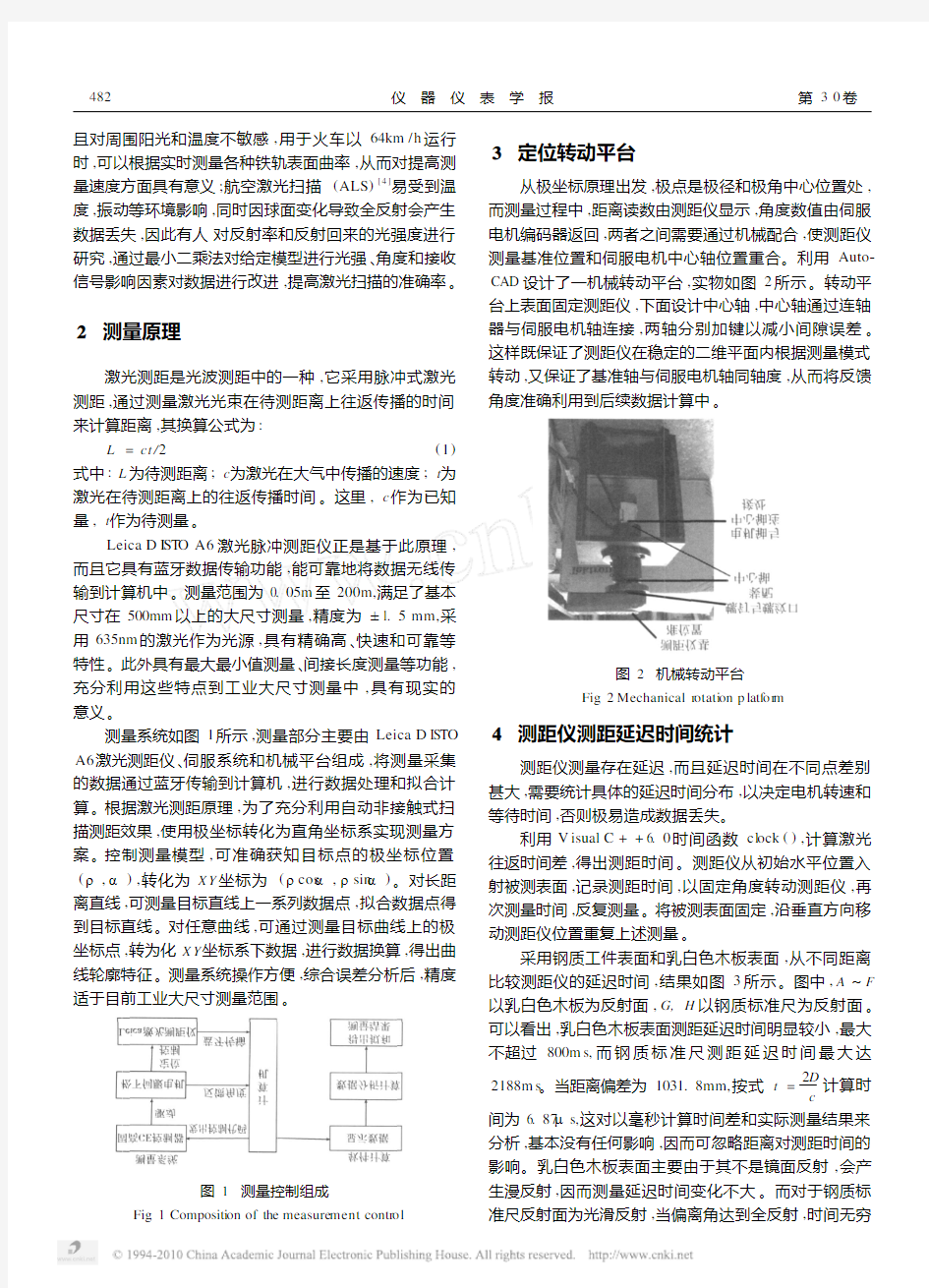
而测量过程中,距离读数由测距仪显示,角度数值由伺服电机编码器返回,两者之间需要通过机械配合,使测距仪测量基准位置和伺服电机中心轴位置重合。利用Auto 2
CAD 设计了一机械转动平台,实物如图2所示。转动平
台上表面固定测距仪,下面设计中心轴,中心轴通过连轴器与伺服电机轴连接,两轴分别加键以减小间隙误差。这样既保证了测距仪在稳定的二维平面内根据测量模式转动,又保证了基准轴与伺服电机轴同轴度,从而将反馈角度准确利用到后续数据计算中
。
图2 机械转动平台
Fig .2Mechanical r otati on p latf or m
4 测距仪测距延迟时间统计
测距仪测量存在延迟,而且延迟时间在不同点差别
甚大,需要统计具体的延迟时间分布,以决定电机转速和等待时间,否则极易造成数据丢失。
利用V isual C ++6.0时间函数cl ock (),计算激光往返时间差,得出测距时间。测距仪从初始水平位置入射被测表面,记录测距时间,以固定角度转动测距仪,再次测量时间,反复测量。将被测表面固定,沿垂直方向移动测距仪位置重复上述测量。
采用钢质工件表面和乳白色木板表面,从不同距离比较测距仪的延迟时间,结果如图3所示。图中,A ~F 以乳白色木板为反射面,G,H 以钢质标准尺为反射面。可以看出,乳白色木板表面测距延迟时间明显较小,最大不超过800m s,而钢质标准尺测距延迟时间最大达
2188m s 。当距离偏差为1031.8mm,按式t =
2D c
计算时
间为6.87
μs,这对以毫秒计算时间差和实际测量结果来分析,基本没有任何影响,因而可忽略距离对测距时间的
影响。乳白色木板表面主要由于其不是镜面反射,会产
生漫反射,因而测量延迟时间变化不大。而对于钢质标准尺反射面为光滑反射,当偏离角达到全反射,时间无穷
第3期曲兴华等:基于激光测距的大尺寸测量应用研究483
大,
产生数据丢失。
图3 测量延迟时间分布
Fig .3M easure ment delay ti m e distributi on
再次采用5种材料进行实验,分别为:90mm 标准量块、聚四氟、粉色海绵、Kodak 标准白色板和Kodak 标准
灰色板。进行两组实验,其一保持测距仪和反射面间距离不变,分别以60°和90°入射测量,统计时间;其二以54°入射角测量,标准距离分别为1160mm 和1880mm,如图4所示。
进行多次测量,统计延迟时间平均值,得到表1。由表1
知,同一距离60°和90°入射时,纵向比较同种材料的测距延
迟时间,90mm 标准量块变化很大,K odak 标准白色板和灰色板有小变化,而聚四氟和粉色海绵基本没有变化。横向比较不同材料,90mm 标准量块只有在90°垂直入射与其它材料延迟时间一致;当不同距离54°入射时,仍然是90mm 标准量块延迟时间与其它材料偏差较大。这是由反射造成的,90mm 标准量块是标准镜面,容易产生反射而使返回光强减弱,延迟时间相应变长;聚四氟和粉色海绵表面粗糙,属于漫反射;K odak 标准板产生反射较小,
因而测距延迟时间变化较小。
图4 相同距离不同入射角(a )和相同入射角不同距离(b )
Fig .4(a )I ncidence with the sa me distance and different angles (b )I ncidence with the sa me angle and different distances
表1 不同材料延迟时间平均值
Table 1The average va lues of the del ay ti m e for d i fferen t ma ter i a ls
90mm 标准量块
距离值/mm 时间值/m s 聚四氟距离值/mm 时间值/m s 粉色海绵距离值/mm 时间值/m s Kodak 标准白色板距离值/mm 时间值/m s Kodak 标准灰色板
距离值/mm 时间值/m s
60°入射866.52354.7832.0562.3831.1574.9821.3784.4818.4868.590°入射826.0567.4835.3562.4833.0571.9827.3557.7826.4567.254°(1160mm )@E2552163.81172.0567.21168.0557.81159.1553.11158.4609.254°
(1880mm )1875.7
2190.5
1899.0
570.1
1899.0
564.1
1887.9
584.3
1886.4
593.8
在距离为1160mm,入射角为54°实验中,90mm 标准量块反射错误代码@E255,即接收信号太弱,测距失败,其它材
料均得到测距值,但仍有偏差。因而反射率不仅影响时间,同时也对距离有影响,充分研究可以进一步减少误差。此外在户外实验时,应考虑阳光,温度等环境因素。通过分析,不同材料、反射角度对调节测量等待时间具有很大的意义,防止测量过程中因测量速度较快而导致数据丢失。
5 校准实验
通过测量800mm 标准宽座角尺进行误差校准。在本系统中运动控制器控制电机转角,角度分辨率可达0.036°。为充分利用高分辨率,采取多角度,多距离测量,如图5所示
。
图5 标准宽座角尺校准测量模式
Fig .5Measure ment mode of standard device calibrati on
484 仪 器 仪 表 学 报第30卷
图中标准宽座角尺长800mm,测距仪从同一水平位置以等腰、直角、钝角入射角尺两端,同时沿中垂线方向移动测距仪反复测量。多种测量模式可克服测距仪小角度范围内分辨率不高的缺点,提高测量可靠性。反复测量10次,利用余弦公式计算角尺长度并计算平均值,结果如表2,由结果可知,测距仪测量精度适于大尺寸测量。
表2 800mm 宽座角尺校准实验数据
Table 2Ca li bra ti on da t a for 800mm
dev i ce of the square
(单位:mm )
测量模式
测量长度平均值L 标准差σ
垂直入射左端点,旋转后入射右端点1
806.00.2等腰入射两端点2
808.2 1.5垂直入射右端点,旋转后入射左端点3804.4 1.0垂直入射左端点,旋转后入射右端点4
804.6 1.0等腰入射两端点5
803.0 1.0垂直入射右端点,旋转后入射左端点6
800.6
1.5
6 测量拟合实验
针对800mm 标准宽座角尺进行直线拟合。以电机开启时为坐标原点,控制卡控制其转动,角度由编码器返
回,作为极坐标系极角θ,以测得距离为极径ρ。固定测距仪,将角尺放在两不同距离处测量,经数据处理,得拟合图形如图6所示。
图形很好地反映了角尺直线形状。由位置1结果知,数据点连线距离和为811.7mm ,直线拟合点位偏差最小值为0.1mm ,最大值为1.3mm ,偏差范围为 1.2,标准差为0.7mm 。位置2处,所有数据点连线距离和为
791.8mm ,直线拟合点位偏差最小值为0mm,最大值为1.8mm ,偏差范围为1.8mm,标准差为0.7mm 。由误差来
源可知,增加扫描点,拟合效果会更好。
图6 800mm 标准宽座角尺拟合图形
Fig .6Fitting graph of 800mm standard device of the square
7 结 论
本文从工业大尺寸测量背景出发,研究了手持式激光测距仪Leica D I ST O A6的特点:测距延迟时间、激光反
射等,以减小测量误差。校准了测距仪毫米级的精度,标准差最大为1.5mm ,验证了在工业大尺寸测量的可行性。通过转动平台实现自动扫描,设计整个测量系统,利用极坐标原理,对800mm 标准宽座角尺和凹凸海绵表面进行扫描测量,拟合出二维平面内直线和曲线的外貌特征,拟合直线的标准差最大为0.7mm,实现了测量目的。提出的激光测距方法,操作简单,对工业大尺寸测量快速测距、自动非接触式扫描[729]
等都有实际研究意义。
参考文献
[1] 项志宇,李斌.基于2D 激光雷达的快速3D 测距系统
的设计与实现[J ].传感技术学报,2006,19(6):
263822642.
X I A NG Z Y,L I B.Design and i m p le mentati on of 3D range measurement system based on a 2D laser range finder[J ].Chinese Journal of Sens ors and Actuat ors,2006,19(6):263822642.
[2] 王永强,吕乃光,邓文怡,等.大尺寸视觉测量系统在
线标定的新方法[J ].光学技术,2007,33(1):86288
WANG Y Q,LV N G,DE NGW Y,et al ..The ne w on 2line calibrati on method in large 2scale videogra mmetry sys 2te m [J ].Op tical Technique 2007,33(1):86288.
[3] ZHANG Z H F,FE NG Q B,G AO Z H,et al .A ne w laser
dis p lace ment sens or based on triangulati on f or gauge real 2ti m e measure ment [J ].Op tics &Technol ogy,2008,40(2):2522255.
[4] H ёF LE B,PFE I FER N.Correcti on of laser scanning in 2
tensity data:Data and model 2driven app r oaches [J ].Phot ogra mmetry &Re mote Sensing,2007,62(6):4152433.
[5] 刘銮.用V isual C ++实现计算机串行通信的几种方
法[J ].舰船电子工程,2006,26(1):94297.
L I U L.D iscussi on on computer serial communicati on technol ogy based on VC ++[J ].Shi PElectr onic Engi 2neering,2006,26(1):94297.
[6] 陈琳.基于激光测距仪的三坐标测量系统研究[J ].
光学仪器,2002,24(2):7211.
CHE N L.The 32di m ensi on measuring syste m based on the laser ranging [J ].Op tical instru ments,2002,24
(2):7211.
[7] LEE K H ,EHS AN I https://www.doczj.com/doc/4013440942.html,paris on of t w o 2D laser
scanners for sensing object distances,shapes,and sur 2
第3期曲兴华等:基于激光测距的大尺寸测量应用研究485
face patterns[J].Computers and Electr onics in Agricul2
ture,2008,60(2):2502262.
[8] 尤红建,张世强.组合CCD图像和稀疏激光测距数据
的建筑物三维信息提取[J].光学精密工程,2006,14
(2):2972302.
HONG J Y,ZHANG S Q.Reconstructing3D buildings
based on airborne CCD i m age and laser scanning range
finder data[J].Op tics and Precisi on Engineering,
2006,14(2):2972302.
[9] 高学海,徐科军,张瀚,等.基于单目视觉和激光测距
仪的位姿测量算法[J].仪器仪表学报,2007,28(8):
147921485.
G AO X H,XU K J,Z HANG H,et al.Positi on2pose
measure ment algorith m based on single ca mera and laser2
range finder[J].Chinese Journal of Scientific I nstru2
ment,2007,28(8):147921485.
作者简介
曲兴华,分别于1982年、1988年和
2003年在天津大学获得学士、硕士和博士
学位,现为天津大学教授,主要研究方向为
测试计量技术及仪器。
E2mail:quxinghua@https://www.doczj.com/doc/4013440942.html,
Qu X i n ghua received B Sc,M Sc and Ph D all fr om Tianjin University in1982,1988and2003,res pec2 tively.He is a p r ofess or in Tianjin University.H is research inter2 ests are measure ment and instru ment technol ogy.
E2mail:quxinghua@https://www.doczj.com/doc/4013440942.html,
激光脉冲测距
1 目录 一工作原理 (3) (1)测距仪工作原理 (3) (2)激光脉冲测距仪光学原理结构 (3) (3)测距仪的大致结构组成 (4) (4)主要的工作过程 (4) (5)激光脉冲发射、接收电路板组成及工作原理 (5) 二激光脉冲测距的应用领域 (5) 三关键问题及解决方法 (6) (1)优点 (6) (2)问题及解决方案 (7) 2 一工作原理 (1)测距仪工作原理 现在就脉测距仪冲激光测距简要叙述其工作原理。简单地讲,脉冲法测距的过程是这样的:测距仪发射出的激光经被测量物体的反射后又被测距仪接收,测距仪同时记录激光往返的时间t,光速c 和往返时间t 的乘积的一半,就是测距仪和被测量物体之间的距离。一般一个典型的激光测距系统应具备以下四个模块:激光发射模块;激光接收模块;距离计算与显示模块;激光准直与聚焦模块,如图2-1 所示。系统工作时,由发射单元发出一束激光,到达待测目标物后漫
反射回来,经接收单元接收、放大、整形后到距离计算单元计算完毕后显示目标物距离。在测距点向被测目标发射一束强窄激光脉冲,光脉冲传输到目标上以后,其中一小部分激光反射回测距点被测距系统光功能接收器所接受。假定光脉冲在发射点与目标间来回一次所经历的时间间隔为t,那么被测目标的距离 D 为:式中:c 为激光在大气中的传播速度;D 为待测距离;t 为激光在待测距离上的往返时间。 R=C*T/2 (公式1) 图一脉冲激光测距系统原理框图激光脉冲测距仪光学原理结构2() 3
图二)测距仪的大致结构组成(3 时钟脉冲门控电路、脉冲激光测距仪主要由脉冲激光发射系统、光电接收系统、 振荡器以及计数显示电路组成4)主要的工作过程(其工作过程大致如下:首先接通电源,复原电路给出复原信号,使整机复原,准备进行测量;同时触发脉冲激光发生器,产生激光脉冲。该激光脉冲有一小部分能量由参考信号取样器直接送到接收系统,作为计时的起始点。大部分光脉冲能量射向待测目标,由目标反射回测距仪的光脉冲能量被接收系统接收,这就是回波信号。参考信号和回波信号先后由光电探测器转换成为电脉冲,并加以放大和整形。整形后的参考信号能触发器翻转,控制计数器开始对晶格振荡器发出的时钟脉冲进行计数。整形后的回波信号使触发器的输出翻转无效,从而使计数器停实验装置实止工作。这样,根据计数器的输出即可计算出待测目标的距离。三单片机开放板和激光脉冲发射、接收电路验装置包括“”“”。 4 (5)激光脉冲发射、接收电路板组成及工作原理 激光脉冲发射/接收电路板原理框图如图2.3所示。图中EPM3032为CPLD;MAX3656为激光驱动器;MAX3747为限幅放大器;T22为单端信号到差分信号转换芯片;T23为差分信号到单端信号转换芯片;LD为半导体激光器;PD为光电探测器。板子上端的EPM3032被编程为脉冲发生器,输出重复频率为1KHz,脉冲宽度为48ns的电脉冲信号。此信号经MAX3656放大后驱动LD发光。板子下端的EPM3032被编程为计数器,对125MHz晶振进行计数。其计数的开门信号来自上端的TX信号,关门信号来自PD的输出。计数器的计数结果采用12 位二进制数据输出,对应的时间范围为0~32.7?s。 二激光脉冲测距的应用领域 激光测距仪一般采用两种方式来测量距离:脉冲法和相位法.脉冲法测距的过程是这样的:测距仪发射出的激光经被测量物体的反射后又被测距仪接收.测距仪同时记录激光往返的时间.光速和往返时间的乘积的一半.就是测距仪和被测量物体之间的距离.脉冲法测量距离的精度是一般是在+/-1米左右.另外.此类测距仪的测量盲区一般是15米左右。 激光测距仪已经被广泛应用于以下领域:电力.水利.通讯.环境.建筑.地质.警务.消防.爆破.航海.铁路.反恐/军事.农业.林业.房地产.休闲/户外运动等。 由于激光在亮度、方向性、单色性以及相干性等方面都有不俗的特点,它一出现就吸引了众多科学工作者的目光,并被迅速地被应用在工业生产方面、国防军工方面、房地产业、各级科研机构、工程、防盗安全等各个行业各个领域:激光焊接、激光切割、激光打孔(包括斜孔、异孔、膏药打孔、水松纸打孔、钢板打孔、包装印刷打孔等)、激光淬火、激光热处理、激光打标、玻璃内雕、激光微调、激光光刻、激光制膜、激光薄膜加工、激光封装、激光修复电路、激光布线技术、激光清洗等。有关于激光的研究与生产制造也如火如荼地开展了起来。 5
新视点 NEW VIEWPOINT 航空制造技术2006年第10期 68近十几年来,由于激光、半导体、自动控制、计算机、精密制造及 计量技术的迅速发展,在传统的三坐标测量基础上,又发展了其他多种现代大尺寸空间测量方式,各有所长。 目前,在大尺寸空间测量方面,可归纳为5种主要系统:三坐标测量机、 手持(便携式测量系统、可变焦数字照相测量系统、激光空间跟踪测量仪和基于GPS 原理的空间测量系统。 三坐标测量机是60年代发展起机械制造是国民经济发展的基础,计量测试则是机械制造发展的先决条件之一。在大型机械装备的制造及装配过程中,大型工件的几何尺寸和形位误差的测量,是保证整套设备质量的关键因素。因此,大尺寸空间测量是现代大型机械制造业中亟待解决的关键技术之一,它涉及航空航天、冶金设备、造船工业、汽车制造、港口机械、探矿设备、电站设备、造纸印刷等诸多工业领域
来的一种三维空间测量技术,经过几十年的发展,其技术已经相当成熟。它作为一种高精度、高效率的大型测量仪器,已在制造领域得到广泛应用。由于三坐标测量机的机械结构是三维正交的,受其结构的限制,不可能使测量范围任意扩大。根据目前的加工能力、制造成本以及测量精度要求的限制,测量机的测量范围一般小于8000mm ×4000mm ×3000mm,极个别的测量范围可以达到12000mm ×6000mm ×5000mm,这 种测量机的造价极为昂贵。 为了拓展空间测量范围,就必须发展非正交式的机械结构。随着制造技术水平的提高,要保 证生产过程的质量,就必须考虑成本和效率。其中,洛克希德?马丁公司 为了提高对JSF的检测能力,对零件及配件采用Metronor 公司生产的一种便携式测量系统。以前在测量大型零件时,都需将工件运到测量机所在的具有严格控温的房间内,测量不仅费时费工,而且效率很低。而手持式三维测量仪成本仅是坐标测量机的1/4,且不需搬动大型工件。手持式三维测量仪的工作原理是:用红外线敏感的数码相机观察手持光笔上的发光二极管。手持式三维测量仪与发光二极管同步,并用多束光进行空间定位,光笔的操作与检测零件相接触。光源嵌在光笔中,因为精确的数学模型是已知的,所以被测目标的尺寸与位置可以根据缩影到数码成像传感器上的状况来确定测头的空间位置。 这种仪器内置有连续自检功能,可随时检查系统是否在正常运行。该 天津大学精仪学院吴晓峰张国雄 现代大尺寸空间测量方法 吴晓峰:研究员,1982年毕业于南京航空航天大学,主要从事精密测量与控制技术研究,先后承担国防预研、基金课题10余项,其中获省部级科技成果二等奖3项,发表论文30余篇
红外线测距仪测量原理 测距仪是一种航迹推算仪器,用于测量目标距离,进行航迹推算。测距仪的形式很多,通常是一个长形圆筒,由物镜、目镜、测距转钮组成,用来测定目标距离。测距仪是根据光学、声学和电磁波学原理设计的,用于距离测量的仪器。 红外测距仪的分类有激光红外,红外和超声波三种,目前测距仪主要是指的激光红外测距仪,红外测距仪和超声波测距仪由于测量距离有限,测量精度很低目前已经被淘汰。激光红外测距仪是利用激光对目标的距离进行准确测定的仪器。激光红外测距仪在工作时向目标射出一束很细的激光,由光电元件接收目标反射的激光束,计时器测定激光束从发射到接收的时间,计算出从观测者到目标的距离。 测距仪有测量距离和测量精度,同时又是电子设备,所以品牌的选择非常重要,国际知名品牌的测距仪,在性能上会远优于杂牌的激光红外测距仪。 一.测距仪分类 测距仪从测距基本原理,可以分为以下三类: 1. 激光测距仪 激光测距仪是利用激光对目标的距离进行准确测定的仪器。激光测距仪在工作时向目标射出一束很细的激光,由光电元件接收目标反射的激光束,计时器测定激光束从发射到接收的时间,计算出从观测者到目标的距离。 激光测距仪是目前使用最为广泛的测距仪,激光测距仪又可以分类为手持式激光测距仪(测量距离0-300米),望远镜激光测距仪(测量距离500-20000米)。 目前市面上主流的都是激光测距仪,手持式激光测距仪全球前两大品牌是徕卡和博世,右图就是一款主流的手持式激光测距仪。 望远镜激光测距仪,为远距离激光测距仪,目前在户外使用相当广泛,望远镜激光测距仪全球前四大品牌是图雅得、博士能、奥尔法和尼康。四个品牌在产品上各有特点,2013年,美国激光技术杂志公布的数据,2013年全球单品销售冠军是图雅得SP1500,这款测距仪测量精准,反应速度快捷。 2. 超声波测距仪
裤子尺码表(裤子尺码对照表) 很多MM买裤子的时候不知道如何选尺码。不做知道裤子的尺码怎么算,有的拿在实体店买的裤子来做比较,比如:我裤子尺寸27的牛仔裤,要选哪个码?这是不对的。 让梦芭莎来教您如何对照裤子尺码表测量裤子尺码。 下图就是标准的裤子尺码表,顾客可以参照此裤子尺码对照表选择: 如何测量裤侧长: 从腰部开始测量一直到脚裸的长度就是裤侧长。 如何测量腰围: 经脐点(om)的腰部水平围长 标准腰围计算方法:腰围=身高的1/2减19厘米(如:身高160cm的标准腰围=160cm /2-19=61cm ) 如何测量臀围: 先将软尺放到臀部最隆起的地方,然后将其两端分别朝着腹部最突出的方向,交叉两端测出臀围。 如何挑选适合的号型: 例如155这个数字,是身高,顾客可以根据自己的身高挑选64 是腰围,A表示一般的编法,尺寸 如何换算裤子尺寸和厘米: 英寸换厘米——1英寸=2.54厘米(26英寸X2.54厘米=66厘米) 市寸换厘米——1市寸=3.3厘米(2 市寸X3.3 厘米=66厘米) 常见的腰围换算: 如何确定自己的裤子尺码尺寸: 26号-----腰围1尺9寸臀围2尺6 27号-----腰围2尺0寸臀围2尺7 28号-----腰围2尺1寸臀围2尺8 29号-----腰围2尺2寸臀围2尺9 顾客也可以根据一条适合的裤子,平铺后进行测量具体操作如左图所示 测量裤子尺寸时的注意点:现在我们来研究一下身材腰部的特点。大部分人的腰最细部位,就是服装里测量的腰围,往下慢慢变大直到髋关节。这种变化的比率每个人是不大相同的。有的人变化大有的小,所以,就服装测量里来说的同样腰围的人,髋关节部位的周长不一样大。再有,我们来看看现在裤子在腰围设计上的款式,有高腰裤,中腰裤,低腰裤。一般来说,不同款式的裤子,在臀围设计上也稍微有点差别,极端的对比是紧身牛仔裤和马裤,马裤的臀围设计要比紧身牛仔裤大,穿在身上是要求有一种宽松的效果的。因此,以您在实体店里买的或者身上穿着合身的裤子来类比网上买裤子,不一定能买得合身满意。那么如何才能在网上买到合身的裤子呢?方法其实也很简单。首先看前裆长度,一般来说,30CM上下前裆的是高腰裤,25CM上下就是中腰,20上下就是低腰裤了。拿一把软尺,测一下裤子标注的前后裆长度在自己身体上的位置,再量好这个位置的腰围,如果臀围也合适,那么这裤子您穿就合适了。此外,测量的时候要注意是冬季穿还是夏季穿的。夏季的可以贴身量,冬季的,要量穿了保暖裤或者羊毛裤的尺寸。腰围误差不要超过2CM,臀围误差要求低些,只
激光测距的方法及原理 激光测距技术与一般光学测距技术相比具有操作方便、系统简单及白天和夜晚都可以工作的优点。与雷达测距相比,激光测距具有良好的抗干扰性和很高的精度,而且激光具有良好的抵抗电磁波干扰的能力。其在探测距离较长时,激光测距的优越性更为明显。光测距技术是指利用射向目标的激光脉冲或连续波激光束测量目标距离的距离测量技术。较常用的激光测距方法有三角法、脉冲法和相位法激光测距。 1.三角法激光测距 激光位移传感器的测量方法称为激光三角反射法,激光测距仪的精度是一定的,同样的测距仪测10米与100米的精度是一样的。而激光三角反射法测量精度是跟量程相关的,量程越大,精度越低。 采用激光三角原理和回波分析原理进行非接触位置、位移测量的精密传感器。广泛应用于位置、位移、厚度、半径、形状、振动、距离等几何量的工业测量。半导体激光器1被镜片2聚焦到被测物体6。反射光被镜片3收集,投射到CCD阵列4上;信号处理器5通过三角函数计算阵列4上的光点位置得到距物体的距离。 图1. 激光三角测量原理图 激光发射器通过镜头将可见红色激光射向物体表面,经物体反射的激光通过接受器镜头,被内部的CCD线性相机接受,根据不同的距离,CCD线性相机可以在不同的角度下“看见”这个光点。根据这个角度即知的激光和相机之间的距离,数字信号处理器就能计算出传感器和被测物之间的距离。 同时,光束在接收元件的位置通过模拟和数字电路处理,并通过微处理器分析,计算出相应的输出值,并在用户设定的模拟量窗口内,按比例输出标准数据信号。如果使用开关量输出,则在设定的窗口内导通,窗口之外截止。另外,模拟量与开关量输出可设置独立检测窗口。常用在铁轨、产品厚度、平整度、尺寸等方面。
大尺寸物体测量方法国内外研究现状 随着现代工业的发展,对测量要求越来越高,尤其是大尺寸的目标测量,一般要求其测量范围大、测量精度高或者需要实现动态测量。文章针对大尺寸物体的尺寸测量问题,研究了国内外的发展现状,对如今接触式测量和非接触式测量的技术做了简单介绍,较详尽地描述了非接触式测量中的视觉测量。 标签:大尺寸;尺寸测量;视觉测量 1 概述 由于经济的迅猛发展,现代化工业对大尺寸物体测量需求日益升高,例如铸造行业、钢铁企业、船舶与航天企业等,大尺寸物体的测量逐渐成为国内外研究的热点。如今国内外较传统成熟的测量方法主要分为两类,接触式测量和非接触式测量。主要包括计算机视觉测量技术、超声波测量、激光测量、室内全球定位系统等测量技术。 2 国内外研究现状 首先接触式测量中,超声波测量中接触式测厚仪由主机和探头两部分组成,在被测物体内应用超声波脉冲的反射原理进行[1]。该方法虽然成本较低但精度容易受影响,例如测量物体表面不光滑、环境温度偏高等都容易影响测量精度。典型的接触式测量还有三坐标测量机,测量时测量机的测头接触被测工件,系统自动记录被测量点的三围坐标信息,进而根据多个空间点坐标信息计算出被测物体几何尺寸或者位置等[2]。该方法虽然精度较高但满足不了实时性无法实现动态测量。激光跟踪测量系统根据目镜返回的光束来实现动态测量目标的距离[3]。该方法效率及成本都较高,并且激光也极易受周围大气温度等的影响。 非接触式测量有很多种,例如射线法、激光法、结构光测量法、视觉测量法、漏磁法等。文献[4]应用了漏磁法,漏磁法对被测物体的材质要求较高,一般要求物体能够被磁化。X射线本质上其实是一种电磁波,其对环境有较高的适应能力,文献[5]便将射线法应用于钢板尺寸的测量。国外研究领域,法国Mensi公司生产的扫描仪可以轻松实现被测物的三维重构,Mensi S25利用了平面三角法[6]。结构光三维测量方面如德国GOM公司的ATOS三维扫描仪为工业测量提供了一种非接触式的三维光学测量。文献[7]基于结构光光栅投影,利用傅里叶变换轮廓测定法来实现三维物体形状的自动测量。测厚仪器的研究方面如德国IMS 公司提供的X射线测厚仪是一种以X射线为载体的非接触式厚度测量系统,在未接触条件下对带钢的厚度完成测量,测量精度高达1‰。并且在全世界第一次成功地把轧机的厚度测量和速度测量系统紧凑地装在一个测量框架上,厚度测量系统采用IMS公司单一通道X光测厚装置,速度测量采用VLM 200 SD 装置,在许多轧机上成功使用[8]。CCD测宽方面如加拿大KELK公司的ACCUBAND系列测宽仪[9]性能较好,该仪表用两个线阵CCD的摄像头看带钢。带钢的每个边缘都能被两个摄像头从不同的角度看到。用带钢边缘在CCD阵列
红外测距传感器:Sharp红外传感器的原理以及使用技巧 2009-02-23 21:20 在过去几年中,Sharp开发了很多种红外距离传感器。这些传感器不但体积小,功耗也很低。这篇文章就简单的介绍一下这些传感器的不同点,使用方法,接口方法以及一些使用上的小技巧。 工作原理: Sharp的红外传感器都是基于一个原理,三角测量原理。红外发射器按照一定的角度发射红外光束,当遇到物体以后,光束会反射回来,如图1所示。反射回来的红外光线被CCD检测器检测到以后,会获得一个偏移值L,利用三角关系,在知道了发射角度a,偏移距L,中心矩X,以及滤镜的焦距f以后,传感器到物体的距离D就可以通过几何关系计算出来了。
图1:三角测量原理 可以看到,当D的距离足够近的时候,L值会相当大,超过CCD的探测范围,这时,虽然物体很近,但是传感器反而看不到了。当物体距离D很大时,L值就会很小。这时CCD检测器能否分辨得出这个很小的L值成为关键,也就是说CCD 的分辨率决定能不能获得足够精确的L值。要检测越是远的物体,CCD的分辨率要求就越高。 非线性输出: Sharp GS2XX系列的传感器的输出是非线性的。没个型号的输出曲线都不同。所以,在实际使用前,最好能对所使用的传感器进行一下校正。对每个型号的传感器创建一张曲线图,以便在实际使用中获得真实有效的测量数据。下图是典型的Sharp GP2D12的输出曲线图。 图2:Sharp GP2D12输出曲线 从上图中,可以看到,当被探测物体的距离小于10cm的时候,输出电压急剧下降,也就是说从电压读数来看,物体的距离应该是越来越远了。但是实际上并不是这样的,想象一下,你的机器人本来正在慢慢的靠近障碍物,突然发现障碍
经纬仪测量空间任意两点间尺寸 摘要:针对500kv石雅线输电线路工程,由于在山区施工,基础设计为全方位高低腿插入式角钢,利用经纬仪和钢卷尺检测半跟开半对角线后,还要检测任意两基础之间插钢顶点间斜距,常规拉尺检测方法受到山区地形、地势的困扰,基础间不能通视或存在挡尺现象,无法检测任意两基础间插钢顶点间斜距。 abstract: for the shiya line 500kv transmission line project, because the construction sit is located in the mountains, the basic design is the full range of high and low angle leg plug-in angle iron, so this paper used the theodolite and steel tape to test half with open half diagonal, then detect the slope distance of vertices inserted steel between any two base. the conventional detection method is limited by pulling foot mountainous terrain, it can not assure intervisibility and there exists inter-block ruler phenomenon, so it can not detect the slope distance of vertices inserted steel between any two base. 关键词:经纬仪;任意点;斜距;测量 key words: theodolite;any point;slope distance;measurement 中图分类号:p213 文献标识码:a 文章编号:1006-4311(2013)25-0082-02
§4.2 相位式光电测距仪的工作原理 相位式光电测距仪的种类较多,但其基本的工作原理是相同的。本节将讨论相位式光电测距仪的工作原理,并着重介绍它的几个主要部件的工作原理。 4.2.1 相位式光电测距仪的工作原理 相位式光电测距仪的工作原理可按图4-4所示的方框图来说明。 图4-4 由光源所发出的光波(红外光或激光),进入调制器后,被来自主控振荡器(简称主振)的高频测距信号1f 所调制,成为调幅波。这种调幅波经外光路进入接收器,会 聚在光电器件上,光信号立即转化为电信号。这个电信号就是调幅波往返于测线后经过解调的高颇测距信号,它的相位已延迟了Φ。 ?Φ+?=ΦN π2 这个高频测距信号与来自本机振荡器(简称本振)的高频信号1f '经测距信号混频器进行光电混频,经过选频放大后得到一个低频(11f f f '-=?)测距信号,用D e 表示。D e 仍保留了高频测距信号原有的相位延迟?Φ+?=ΦN π2。为了进行比相,主振高频测距信号1f 的一部分称为参考信号与本振高频信号1f '同时送入参考信号混频器,经过选频放大后,得到可作为比相基准的低频(11f f f '-=?)参考信号,0e 表示,由于0e 没有经过往返测线的路程,所以0e 不存在象D e 中产生的那一相位延迟Φ。因此,D e 和0e 同时送人相位器采用数字测相技术进行相位比较,在显示器上将显示出测距信号往返于测线的相位延迟结果。 当采用一个测尺频率1f 时,显示器上就只有不足一周的相位差?Φ所相应的测距尾数,超过一周的整周数
N 所相应的测距整尺数就无法知道,为此,相位式测距仪的主振和本振二个部件中还包含一组粗测尺的振荡频率,即主振频率 32,f f 和本振频率 32,f f ''。如前所述,若用粗测尺频率进行同样的测量,把精测尺与一组粗测尺的结果组合起来,就能得到整个待测距离的数值了。 4.2.2 相位式光电测距仪各主要部件的工作原理 1.光源 相位式测距仪的光源,主要有砷化镓(GaAs )二极管和氦-氖(He-Ne )气体激光器。前者一般用于短程测距仪中,后者用于中远程测距仪中。下面对这二种光源作一介绍。 (1)砷化镓(GaAs )二极管 砷化镓(GaAs )二极管是一种晶体二极管,与普通二极管一样,内部也有一个PN 结,如图4-5所示。它的正向电阻很小,反向电阻较大。当正向注入强电流时,在PN 结里就会有波长为0.72~0.94μm 之间红外光出射,而且出射的光强会随着注入电流的大小而变化,因此可以简单地通过改变馈电电流对光强的输出进行调制,即所谓“电流直接调制”。这对测距仪用作光源十分有意义,因为能直接调制光强,无需再配备结构复杂、功耗较大的调制器。此外,砷化镓二极管光源与其他光源比较,还有体积小重量轻,结构牢固和不怕震动等优点,有利于使测距仪小型化,轻便化。 图4-5 图4-6 GaAs 二极管有两种工作状态,一种是发射激光,称为GaAs 激光器;另一种是发射红外荧光,称为发光二极管。两者的区别,主要是注入电流强度的不同。由于GaAs 发光管,发射连续的红外光频带较宽(100~500o A ),波长不够稳定,功率较小(约3mW )和发散角大(达50o ),故采用这种光源的测距仪的测程都不远,一般在3km 以内。红外光的波长,因GaAs 掺杂的差异和馈电电流等不同而异。如国产HGC-1红外测距仪的 =λ0.93μm ; 瑞士DI3和DI3S 的λ分别为0.875μm 和0.885μm ;瑞典AGA-116的λ= 0.91μm 。 (2)氦-氖(He-Ne )气体激光器
大尺寸测量检测设计方案 设计方案案例 本方案为某轨道交通行业工艺研究所,大零部件尺寸测量检测,基于接触式测量及精密机械技术。 1.内径测量原理 1)量具校准 百分表(或者千分表)和加长杆安装好,放在标准件校准,使百分表读数为零。示意图如下: 2)内径测量 将百分表和加长杆放在待测工件上,观察百分表读数,该读数就是待测工件尺寸同标准件的差值,由此得出待测尺寸,示意图如下: 2. 外径尺寸测量 1)量具校准:将百分表和加长杆安装好,放在标准件校准,使百分表读数为零,示意图如下: 2)外径尺寸测 将百分表和加长杆放在待测工件上,观察百分表读数,该读数就是待测工件尺寸同标准件的差值,待测尺寸由此测得,示意图如下: 3. 测量技术原理: 大尺寸精密检测是机械行业的难题,我们采用一个经过精密校准的基准尺寸(标准件或量块)同待测尺寸比较。用百分表和加长杆测量待测尺寸,当待测尺寸同基准值差值为零时,则待测尺寸等于基准值,从而精密地测出了待测尺寸。如待测尺寸同基准值差值不为零,该差值就是待测尺寸实际偏差。 此方案的优点: 1)高精度,例如2000mm的尺寸,可以达到±0.01mm 2)可以长时间保持高精度 龙霖公司简介 龙霖科技有限公司是一家工业产品快速自动化检测、光电检测及图像影像测量解决方案提供商。公司总成光、机、电、计算机一体化等多种复合测量检测技术,业务范围涉及:自动化检测设备及项目研发,光电检测设备及项目研发,机器视觉系统集成及项目研发,专用三维测量设备开发,自动化及机电一体化设备及项目研发,高精度计量、检测设备及工具设计与制造等等。应用领域遍及轨道交通、军工、航空航天、重工船舶、汽车制造、机床模具、加工设备等装备制造业。 龙霖科技以强大技术优势引领中国自动化检测设备,测量仪器和专用测量设备的高端市场,研发技术支持来源于资深行业专家及高级工程师、国内的大学和研究所设计院。我们拥有自己在自动化技术和光电学技术领域整合能力,完善的工业检测解决方案设计能力及快速检测能力。打造为客户定向开发及个性化需求定制的新模式。提供机械设计、生产制造、品质控制等制造业的计量检测解决方案。 公司将最先进测量检测技术为中国的制造业服务,解决计量测量检测难题;致力于发展轻、精、快计量检测设备而奋斗。 服务范围 自动化检测设备及项目研发 现代计量检测行业,传统接触式已远远不能满足测量检测要求,会越来越多采用非接触式光电检测技术等综合检测技术手段,配置在装配组装过程控制生产线从而实现现场在线快速自动化,朝着快速、精准、有效的高端测量检测方向发展。 公司承接以下业务: 1.光学,声学快速测量检测技术 1)基于机器视觉检测技术设备项目研发 2)基于CCD成像检测技术设备及项目研发 3)基于影像检测技术设备及项目研发
光学测距原理 1.利用红外线测距或激光测距的原理是什么? 测距原理基本可以归结为测量光往返目标所需要时间,然后通过光速c = 299792458m/s 和大气折射系数n 计算出距离D。由于直接测量时间比较困难,通常是测定连续波的相位,称为测相式测距仪。当然,也有脉冲式测距仪,典型的是WILD的DI-3000 需要注意,测相并不是测量红外或者激光的相位,而是测量调制在红外或者激光上面的信号相位。 建筑行业有一种手持式的测距仪,用于房屋测量,其工作原理与此相同。 2.被测物体平面必须与光线垂直么? 通常精密测距需要全反射棱镜配合,而房屋量测用的测距仪,直接以光滑的墙面反射测量,主要是因为距离比较近,光反射回来的信号强度够大。与此可以知道,一定要垂直,否则返回信号过于微弱将无法得到精确距离。 3.若被测物体平面为漫反射是否可以? 通常也是可以的,实际工程中会采用薄塑料板作为反射面以解决漫反射严重的问题。 4.若以超声波测距代替是否可以让物体延一墙壁运动并测出与对面墙的距离? 此问题搞不懂你的意图,超声波测距精度比较低,现在很少使用。 激光测距(即电磁波,其速度为30万公里/秒),是通过对被测物体发射激光光束,并接收该激光光束的反射波,记录该时间差,来确定被测物体与测试点的距离。 激光测距仪一般采用两种方式来测量距离:脉冲法和相位法。相位测距技术的测距精度高,但作用距离有限,主要用于高精度大地测量。众所周知,光在给定介质的传播速度是一定的,因此,通过测量光在参考点和被测点之间的往返传播时间,即可给出目标和参考点之间的距离。 相位测距法是通过强度调制的连续光波在往返传播过程中的相位变化来测量光束的往返传播时间,其计算公式如下: t=Φ/2πf 式中,t为光波往返传播时间(s);Φ为调制光波的相位变化量(rad); f为调制频率(Hz)。 光的往返传播时间得到后,目标至参考点的距离可由下式求得 R=(c/2)×(Φ/2πf)=(λ/2)×(Φ/2π) 式中,R为目标至参考点距离(m);c为光波传播速度(m/s);λ为调制光波波长(m)。 相位位移是以2π为周期变化的,因此有 Φ=(N+△n).2π 式中,N为相位变化整周期数;△n为相位变化非整周期数。
文章简介测距仪是一种航迹推算仪器,用于测量目标距离,进行航迹推算。测距仪的形式很多,通常是一个长形圆筒,由物镜、目镜、测距转钮组成,用来 测定目标距离。测距仪是根据光学、声学和电磁波学原理设计的,用于距离测 量的仪器文章详细内容 那什么是测距仪呢?原理是什么?市面上有哪些测距仪,下文将详细进行介绍。一.测距仪分类 测距仪从测距基本原理,可以分为以下三类: 1. 激光测距仪 激光测距仪是利用激光对目标的距离进行准确测定的仪器。激光测距仪在 工作时向目标射出一束很细的激光,由光电元件接收目标反射的激光束,计时 器测定激光束从发射到接收的时间,计算出从观测者到目标的距离。 激光测距仪是目前使用最为广泛的测距仪,激光测距仪又可以分类为手持 式激光测距仪(测量距离0-300米),望远镜激光测距仪(测量距离500-20000米)。目前市面上主流的都是激光测距仪,手持式激光测距仪全球 前两大品牌是徕卡和博世,右图就是一款主流的手持式激光测距仪。望远 镜激光测距仪,为远距离激光测距仪,目前在户外使用相当广泛,望远镜激光 测距仪全球前四大品牌是图雅得、博士能、奥尔法和尼康。四个品牌在产品上 各有特点,2011年,美国激光技术杂志公布的数据,2011年全球单品销售冠军是图雅得YP900,这款测距仪测量精准,反应速度快捷。 2. 超声波测距仪 超声波测距仪是根据超声波遇到障碍物反射回来的特性进行测量的。超声 波发射器向某一方向发射超声波,在发射同时开始计时,超声波在空气中传播,途中碰到障碍物就立即返回来,超声波接收器收到反射波就立即中断停止计时。通过不断检测产生波发射后遇到障碍物所反射的回波,从而测出发射超声波和 接收到回波的时间差T,然后求出距离。超声波测距仪,由于超声波受 周围环境影响较大,所以一般测量距离比较短,测量精度比较低。目前使用范 围不是很广阔,但价格比较低,一般几百元左右。 3. 红外测距仪用调制的红外光进行精密测距的仪器,测程一般为1-5公里。利用的是红 外线传播时的不扩散原理:因为红外线在穿越其它物质时折射率很小,所以长 距离的测距仪都会考虑红外线,而红外线的传播是需要时间的,当红外线从测 距仪发出碰到反射物被反射回来被测距仪接受到再根据红外线从发出到被接受 到的时间及红外线的传播速度就可以算出距离
室内空间尺寸、护栏、玻璃质量分户验收记录表 质量验收记录护栏和扶手的造型、尺寸、高度、栏杆间距和安装位置应符合设计要 栏杆应采用不宜攀登的构造。栏杆各杆件须尽量向室内一侧设置。 符合要求 当设计文件规定室内楼梯栏杆由住户自理时,应设置安全防护。 玻璃的质量应符合设计和相应标准的要求。符合要求 落地门窗、玻璃隔断等易受人体或物体碰撞的玻璃,应在视线高度设 醒目标志或护栏,碰撞后可能发生高处人体或玻璃坠落的部位,必须符合要求 安装后的玻璃应牢固,不应有裂缝、损伤和松动。中空玻璃内外表面
室内空间尺寸、护栏、玻璃质量分户验收记录表 质量验收记录护栏和扶手的造型、尺寸、高度、栏杆间距和安装位置应符合设计要 栏杆应采用不宜攀登的构造。栏杆各杆件须尽量向室内一侧设置。 符合要求 当设计文件规定室内楼梯栏杆由住户自理时,应设置安全防护。 玻璃的质量应符合设计和相应标准的要求。符合要求 落地门窗、玻璃隔断等易受人体或物体碰撞的玻璃,应在视线高度设 醒目标志或护栏,碰撞后可能发生高处人体或玻璃坠落的部位,必须符合要求 安装后的玻璃应牢固,不应有裂缝、损伤和松动。中空玻璃内外表面
室内空间尺寸、护栏、玻璃质量分户验收记录表 质量验收记录护栏和扶手的造型、尺寸、高度、栏杆间距和安装位置应符合设计要 栏杆应采用不宜攀登的构造。栏杆各杆件须尽量向室内一侧设置。 符合要求 当设计文件规定室内楼梯栏杆由住户自理时,应设置安全防护。 玻璃的质量应符合设计和相应标准的要求。符合要求 落地门窗、玻璃隔断等易受人体或物体碰撞的玻璃,应在视线高度设 醒目标志或护栏,碰撞后可能发生高处人体或玻璃坠落的部位,必须符合要求 安装后的玻璃应牢固,不应有裂缝、损伤和松动。中空玻璃内外表面 符合要求
激光测距仪原理 激光测距仪,是利用激光对目标的距离进行准确测定的仪器。激光测距仪在工作时向目标射出一束很细的激光,由光电元件接收目标反射的激光束,计时器测定激光束从发射到接收的时间,计算出从观测者到目标的距离。激光测距仪重量轻、体积小、操作简单速度快而准确,其误差仅为其它光学测距仪的五分之一到数百分之一。 一.激光测距仪基本原理 激光测距仪一般采用两种方式来测量距离:脉冲法和相位法。脉冲法测距的过程是这样的:测距仪发射出的激光经被测量物体的反射后又被测距仪接收,测距仪同时记录激光往返的时间。光速和往返时间的乘积的一半,就是测距仪和被测量物体之间的距离。脉冲法测量距离的精度是一般是在+/- 1米左右。另外,此类测距仪的测量盲区一般是15米左右。 二.激光测距仪分类 激光测距仪分为两类,一类是手持激光测距仪,这类测距仪测量距离比较短,一般为40-250米,测量精度高。另外一类是激光测距仪望远镜,这类激光测距仪测量距离远,一般为500-2000米,最长测量距离可以达到20公里。 三.激光测距仪主要的产品 长距离的激光测距仪望远镜,全球前四大品牌,是图雅得、博士能、奥尔法和尼康。这四个品牌占据了全球激光测距仪95%以上的市场份额。四大品牌产品都各有其自身的优势。 图雅得作为全球第一品牌,产品以技术领先见长,图雅得是全球最早的能生产测距+测高+测角一体机的品牌,目前博士能和尼康都还没有这种技术。其产品快速测距、操作简单是其最大特点。产品价格适中,具有比较高的性价比。 博士能是全球老牌的激光测距仪望远镜品牌,其产品做工精美,是做工最好的品牌。博士能测距仪产品侧重打猎和高尔夫功能。产品功能强大,但是操作欠繁琐。另外博士能0.5码高精度测距仪方面非常有优势。 奥尔法是全球第三大品牌,其产品价格是四个品牌中最低的,产品具有非常高的性价比,产品操作简单,实用性高。 尼康在测距望远镜领域技术上不是很强,产品都为国内代工,但是凭借尼康品牌的知名度,在全球也有不俗的表现,长期占据第四的位置。在国内,尼康测距仪由于代理体制问题,售价一直偏高,导致性价比不高。 四大品牌主力产品有: 1.图雅得 SP1500H 这是图雅得2012年最新一代产品,也是目前望远镜测距仪功能最为强大的产品。集合了测距+测高+测角+测高差+测水平距离+连续测角+连续测距+连续测水平距离 8大功能,2012年6月在美国西雅图光学设备展商首次发布,被媒体誉为功能最为强大的测距仪。这款测距仪 1500米超长测距,超快测距速度,操作人性化,售价大约4000元,性价比不错,上市后即成为全球多功能测距仪销量冠军。 2.图雅得 YP900 这款测距仪900米测距,上市时间2011年,全球中距离测距仪 连续三年销量冠军,这款测距仪做工精美,具有超强的抗干扰能力,
超声波测距 (程序原理图安装图) 概述 超声波测距学习板,可应用于汽车倒车、建筑施工工地以及一些工业现场的位置监控,也可用于如液位、井深、管道长度的测量等场合。要求测量范围在0.27~4.00m,测量精度1cm,测量时与被测物体无直接接触,能够清晰稳定地显示测量结果。 超声波测距原理 超声波发生器内部结构有两个压电晶片和一个共振板。当它的两极外加脉冲信号,其频率等于压电晶片的固有振荡频时,压电晶片将会发生共振,并带动共振板振动,便产生超声波。反之,如果两电极间未外加电压,当共振板接收到超声波本时,将压迫压电晶片作振动,将机械能转换为电信号,就成为超声波接收器。在超声探测电路中,发射端得到输出脉冲为一系列方波,其宽度为发射超声的时间间隔,被测物距离越大,脉冲宽度越大,输出脉冲个数与被测距离成正比。超声测距大致有以下方法:①取输出脉冲的平均值电压,该电压(其幅值基本固定)与距离成正比,测量电压即可测得距离;②测量输出脉冲的宽度,即发射超声波与接收超声波的时间间隔t,故被测距离为S=1/2vt。本测量电路采用第二种方案。由于超声波的声速与温度有关,如果温度变化不大,则可认为声速基本不变。如果测距精度要求很高,则应通过温度补偿的方法加以校正。超声波测距适用于高精度的中长距离测量。因为超声波在标准空气中的传播速度为331.45米/秒,由单片机负责计时,单片机使用12.0M晶振,所以此系统的测量精度理论上可以达到毫米级。 CJ-3A超声波学习板采用AT89C51或AT89S51单片机,晶振:12M,单片机用P1.0口输出超声波换能器所需的40K方波信号,利用外中断0口监测超声波接收电路输出的返回信号,显示电路采用简单的4位共阳LED数码管,断码用 74LS244,位码用8550驱动. 超声波测距的算法设计: 超声波在空气中传播速度为每秒钟340米(15℃时)。X2是声波返回的时刻,X1是声波发声的时刻,X2-X1得出的是一个时间差的绝对值,假定X2-X1=0.03S,则有340m×0.03S=10.2m。由于在这10.2m 的时间里,超声波发出到遇到返射物返回的距离,
激光测距仪激光测距基本原理 激光测距是光波测距中的一种测距方式,如果光以速度c在空气中传播在A、B两点间往返一次所需时间为t,则A、B两点间距离D可用下列表示。 D=ct/2 式中:D——测站点A、B两点间距离;c——光在大气中传播的速度;t——光往返A、B 一次所需的时间。 由上式可知,要测量A、B距离实际上是要测量光传播的时间t,根据测量时间方法的不同,激光测距仪通常可分为脉冲式和相位式两种测量形式。 相位式激光测距仪 相位式激光测距仪是用无线电波段的频率,对激光束进行幅度调制并测定调制光往返测线一次所产生的相位延迟,再根据调制光的波长,换算此相位延迟所代表的距离。即用间接方法测定出光经往返测线所需的时间。 相位式激光测距仪一般应用在精密测距中。由于其精度高,一般为毫米级,为了有效的反射信号,并使测定的目标限制在与仪器精度相称的某一特定点上,对这种测距仪都配置了被称为合作目标的反射镜。 若调制光角频率为ω,在待测量距离D上往返一次产生的相位延迟为φ,则对应时间t 可表示为: t=φ/ω 将此关系代入(3-6)式距离D可表示为 D=1/2 ct=1/2 c·φ/ω=c/(4πf) (Nπ+Δφ) =c/4f (N+ΔN)=U(N+) 式中:φ——信号往返测线一次产生的总的相位延迟。 ω——调制信号的角频率,ω=2πf。 U——单位长度,数值等于1/4调制波长 N——测线所包含调制半波长个数。 Δφ——信号往返测线一次产生相位延迟不足π部分。 ΔN——测线所包含调制波不足半波长的小数部分。 ΔN=φ/ω
在给定调制和标准大气条件下,频率c/(4πf)是一个常数,此时距离的测量变成了测线所包含半波长个数的测量和不足半波长的小数部分的测量即测N或φ,由于近代精密机械加工技术和无线电测相技术的发展,已使φ的测量达到很高的精度。 为了测得不足π的相角φ,可以通过不同的方法来进行测量,通常应用最多的是延迟测相和数字测相,目前短程激光测距仪均采用数字测相原理来求得φ。 由上所述一般情况下相位式激光测距仪使用连续发射带调制信号的激光束,为了获得测距高精度还需配置合作目标,而目前推出的手持式激光测距仪是脉冲式激光测距仪中又一新型测距仪,它不仅体积小、重量轻,还采用数字测相脉冲展宽细分技术,无需合作目标即可达到毫米级精度,测程已经超过100m,且能快速准确地直接显示距离。是短程精度精密工程测量、房屋建筑面积测量中最新型的长度计量标准器具。
大尺寸精密测量技术及其应用分析 摘要:伴随着数字化技术的不断发展,测量技术逐渐从以往的简单测量技术转变为多元化的数字化调查、分析和预测性技术,数字化测量技术是当代地理信息自动化、现代化、实时化的直接表现。在各类型工程测量当中,大尺度精密测量技术的合理应用不仅可以提升测量工作的整体工作效率,还可以显著控制测量工作的人力资源投入程度,对于降低经济成本和提升人力投入使用价值有着明显的推动作用。对此,本文详细分析大尺度精密测量技术及其应用。 关键词:大尺度;精密测量技术;应用 引言 伴随着我国科学技术不断发展,高精度的大型工业也处于快速发展阶段,尤其是在机械制造、船舶制造、航天航空制造等领域当中,其成品的尺寸也在不断的提高,同时复杂性也在不断增加,自动化的生产能力也显得越发重要,这也就需要对各种大型工业产品在制造过程中给予较高的精确度,甚至对于一些要求更为苛刻的产品必须给予动态性的质量检测。大尺度精密测量技术主要是给予高效率、高精确程度的数字化测量系统为基础,例如激光跟踪仪、室内GPS等,再借助不同的数字化测量系统的测量原理、测量方式以及测量范围等,实现大幅度提升测量精准度以及测量效率的效果。对此,探讨大尺寸精密测量技术及其应用具备显著意义。 1.大尺度精密测量技术 大尺度精密测量技术在工程测量当中的应用的关键性技术相当多,但是无论是怎样的技术,其都是基于数字化测量系统为基础的。目前,在工业领域当中能够普及使用的大尺度精密测量技术,主要有关节测量臂、三坐标测量机、激光跟踪仪、室内GPS、数字化摄影测量技术以及激光雷达等技术。在上述的集中大尺度精密测量技术当中,三坐标测量机的测量优势在于精度高、通用性高以及效率高,缺陷在于便携性较弱,测量范围会因为工作台的大小而遭受限制;关节测量臂的测量优势在于便携性较好,自由程度较大,缺陷在于自动化程度较差,测量效率比较低;激光跟踪仪优势在于动态性能较好,测量范围广,便携性较好,缺陷在于单台使用时角度误差比较大,价格较为昂贵;室内GPS的测量优势在于全方位的测量忒单较好,缺陷在于需要多个基站配合使用,经济价格比较高;激光雷达的优势在于测量精度较高,分辨率比较好,但是缺陷在于预热时间比较长,测量的成本比较高;数字化摄影测量工作环境比较低,测量效率比较高,但是缺陷在于误差源比较多。 2.大尺度精密测量技术的应用 大尺度精密测量技术大多数都是应用在大比例尺的产品测量工作当中,例如飞机的乘客舱的建设以及测量工作中。应用空间数据的采集储存、图形测量、成像输出等一体化的测量方式完成测量工作。这一种方式的应用准确度相对较高,在工程测量当中的应用非常广泛。大尺度精密测量技术可以应用一次性的测量获得最终的测量结果,并通过不同比例尺的产品测量,满足不同的专业人员对产品的应用需求,规避开展重复性的测量工作。在数据采集的过程中,大尺度精密测量技术还可以实现三维坐标的自动采集、储存和处理,消除因为人为参与而导致的误差。对此,大尺度精密测量技术的合理应用,不仅可以提升测量去准确度,还可以节省人力物力的投入。随着各种大尺度产品的不断发展,室内GPS技术的不断应用越发重要,因为许多工程中对于地形地貌的测量需求比较苛刻。对此,