
光伏组件超配的经济性分析
1 不同容配比的发电量计算
本文选取青海省格尔木市和江苏省南京市的太阳能资源的年总辐射量30年的平均值、2012年逐时数据进行分析。2个地区的月总辐射量30年平均值如表1所示。
表1 两地太阳能月总辐射量
Table 1 Total monthly average solar radiation of two areas (kW·h)/m2
月份格尔木市南京市
1 98 61
2 114 75
3 161 87
4 193 117
5 215 140
6 209 123
7 207 145
8 201 134
9 170 114
10 147 94
11 108 69
12 90 61
合计1911 1219 格尔木市和南京市不同容配比的比较采用相同的计算方法、计算过程,因此,本文仅以格尔木市为例对不同容配比的对比过程加以说明。
1.1 系统效率考虑
据统计,中国光伏电站整体系统效率为80%左右。假设各环节的系统效率损失如表2所示。
表2 光伏电站各环节系统效率损失
Table 2 System efficiency loss in different links of the PV project %
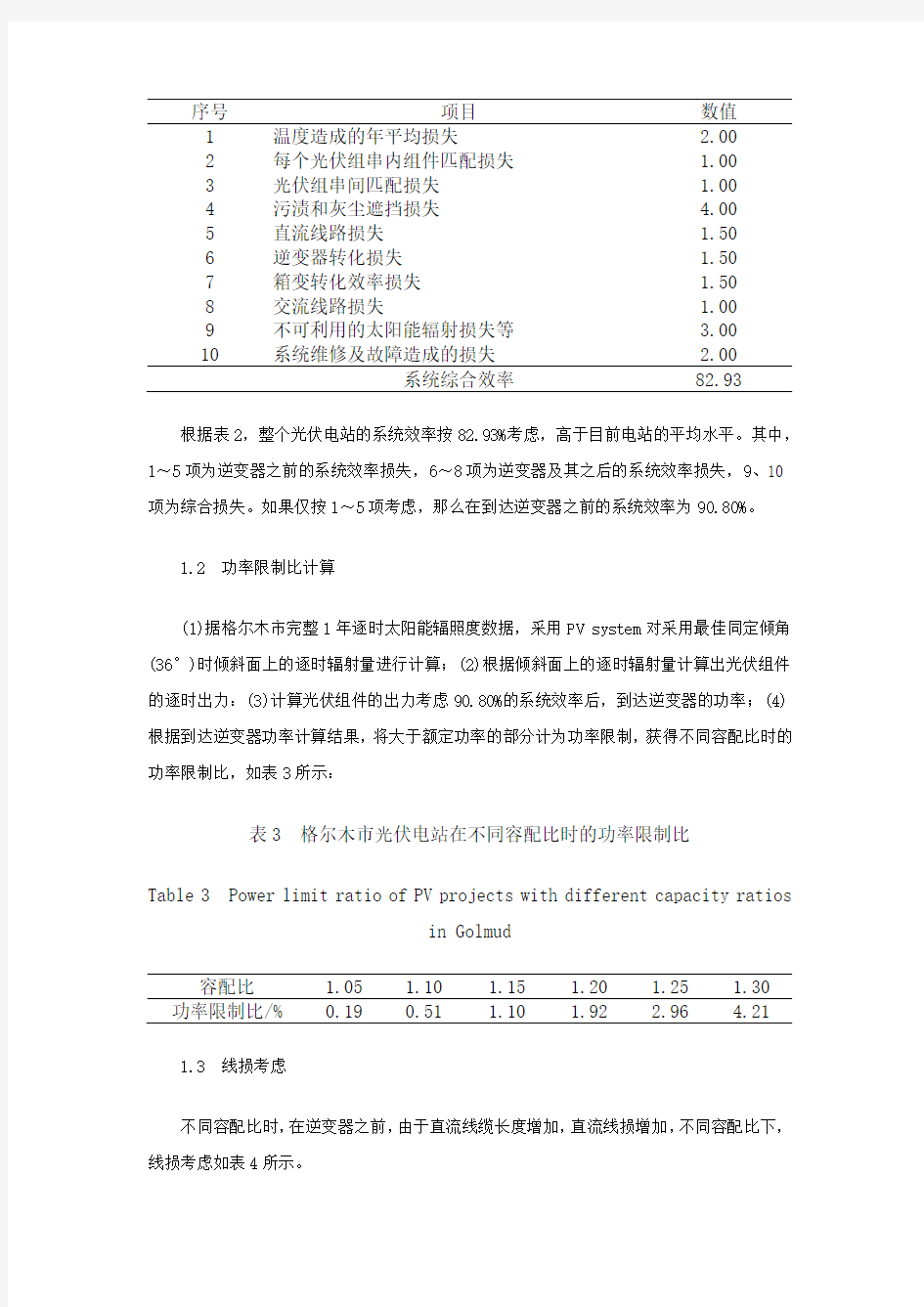
序号项目数值
1 温度造成的年平均损失 2.00
2 每个光伏组串内组件匹配损失 1.00
3 光伏组串间匹配损失 1.00
4 污渍和灰尘遮挡损失 4.00
5 直流线路损失 1.50
6 逆变器转化损失 1.50
7 箱变转化效率损失 1.50
8 交流线路损失 1.00
9 不可利用的太阳能辐射损失等 3.00
10 系统维修及故障造成的损失 2.00
系统综合效率82.93 根据表2,整个光伏电站的系统效率按82.93%考虑,高于目前电站的平均水平。其中,1~5项为逆变器之前的系统效率损失,6~8项为逆变器及其之后的系统效率损失,9、10项为综合损失。如果仅按1~5项考虑,那么在到达逆变器之前的系统效率为90.80%。
1.2 功率限制比计算
(1)据格尔木市完整1年逐时太阳能辐照度数据,采用PV system对采用最佳同定倾角(36°)时倾斜面上的逐时辐射量进行计算;(2)根据倾斜面上的逐时辐射量计算出光伏组件的逐时出力:(3)计算光伏组件的出力考虑90.80%的系统效率后,到达逆变器的功率;(4)根据到达逆变器功率计算结果,将大于额定功率的部分计为功率限制,获得不同容配比时的功率限制比,如表3所示:
表3 格尔木市光伏电站在不同容配比时的功率限制比
Table 3 Power limit ratio of PV projects with different capacity ratios
in Golmud
容配比 1.05 1.10 1.15 1.20 1.25 1.30 功率限制比/% 0.19 0.51 1.10 1.92 2.96 4.21
1.3 线损考虑
不同容配比时,在逆变器之前,由于直流线缆长度增加,直流线损增加,不同容配比下,线损考虑如表4所示。
表4 不同容配比时光伏电站的直流线损
Table 4 DC transmission lines loss of PV projects with different capacity
ratio
容配比 1.00 1.05 1.10 1.15 1.20 1.25 1.30 组件-汇流箱线缆长度/km 360 380 390 410 430 460 490 汇流箱-配电柜线缆长度/km 32 32 32 42 42 42 54 直流线损/% 1.50 1.57 1.60 1.76 1.79 1.93 2.14
系统效率/% 82.93 82.87 82.85 82.71 82.68 82.57 82.39 由于交流电缆线损增加量较少,暂不考虑。
1.4 发电量计算
根据表3中的功率限制比,光伏组件按照10年衰减10%、25年衰减20%考虑,则不同容配比下,发电量情况如表5所示。按照0.9元/(kW·h)的上网电价,考虑8.5%的增值税后,售电收入年增加如表5所示。
表5 不同容配比时光伏电站的年总发电量
Table 5 Total annual generating electricity of PV projects with
different capacity ratios
容配比 1.00 1.05 1.10 1.15 1.20 1.25 1.30 光伏组件容量/MW 50.0 52.5 55.0 57.5 60.0 62.5 65.0 逆变器容量/MW 50 50 50 50 50 50 50
系统效率/% 82.93 82.87 82.85 82.71 82.68 82.57 82.39 25年平均年发电量
79.373 83.119 86.778 90.033 93.134 95.861 98.200
/(GW·h)
税后平均年收入/万元6536.37 6844.85 7146.17 7414.22 7669.58 7894.15 8086.77 收入增加/万元0 308.48 609.80 877.85 1133.22 1357.79 1550.40
2 不同容配比的投资、运营成本分析
2.1 初始投资的增加
光伏电站投资造价按表6中的标准进行计算按照表6中的标准,采用不同容配比时,初始投资的主要差异如表7所示。
表6 初始投资计算标准
Table 6 Calculation standard of the initial investment
序号资费项目数值
1 光伏组件及安装/(元·W-1) 3.95
2 汇流箱/(万元·台-1) 0.4
3 阵列支架、基础及安装/(元·W-1) 0.70
4 配电柜/(万元·台-1) 1.5
5 逆变器/(万元·台-1) 15.0
6 箱变/(万元·台-1) 20.0
7 光伏组件-汇流箱直流电缆/(万元·km-1) 1.2
8 汇流箱-配电柜直流电缆/(万元·km-1) 9.0
9 交流电缆/(万元·k-1) 40.0
10 电气二次设备及安装/(万元·(50MW)-1) 1200
11 升压变电设备及安装/(万元·(50MW)-1) 1500
12 建筑工程费用/(元·W-1) 0.60
13 其他费用/(元·W-1) 0.60
表7 不同容配比时光伏电站初始投资对比
Table 7 Comparison of the initial investments of PV projects with
different capacity ratios万元
容配比 1.00 1.05 1.10 1.15 1.20 1.25 1.30 光伏组件及安装19750 20738 21725 22713 23700 24688 25675 汇流箱240 240 240 280 280 280 320 阵列支架、基础及安装3500 3675 3850 4025 4200 4375 4550 组件-汇流箱直流电缆432 456 468 492 516 552 588 汇流箱-配电柜直流电缆288 288 288 378 378 378 468 交流电缆160 168 176 184 192 200 208 其他费用(含土地) 3000 3060 3121 3184 3247 3312 3378 其他项目9250 9250 9250 9250 9250 9250 9250 合计36620 37875 39118 40506 41763 43035 44437 投资增加0 1255 2498 3886 5143 6415 7817
2.2 运维成本的增加
运维费用的增加主要是光伏组件清洗成本的增加。光伏组件的清洗费用按照0.5元/m2、每年清洗8次考虑。不同容配比的清洗成本如表8所示。
表8 不同容配比时光伏电站运营成本对比
Table 8 Comparison of operating costs of PV projects with different
capacity ratios
容配比 1.00 1.05 1.10 1.15 1.20 1.25 1.30 组件面积/万m231.69 33.27 34.86 36.44 38.03 39.61 41.19 单次清洗成本/万元15.84 16.64 17.43 18.22 19.01 19.81 20.60 每年清洗成本/万元126.75 133.09 139.43 145.77 152.10 158.44 164.78 增加成本/万元0 6.34 12.68 19.01 25.35 31.69 38.03
3 增加投资的收益分析
不同容配比时,发电量、投资增加、运营费用增加情况如表9所示。
表9 不同容配比时光伏电站发电量、投资、运营成本对比
Table 9 Comparison of total annual generating electricity, initial investments and operating costs of PV projects with different capacity
ratios万元
容配比 1.00 1.05 1.10 1.15 1.20 1.25 1.30 年电费收入增加0 308.48 609.80 877.85 1133.22 1357.79 1550.40 初始投资增加0 1255.00 2498.00 3886.00 5143.00 6415.00 7817.00 年运营成本增加0 6.34 12.68 19.01 25.35 31.69 38.03
按上述条件进行计算,不同容配比时,投资增加部分的融资前税前内部收益率(internal rate of return,IRR)如表10所示。
表10 不同容配比时光伏电站投资增加部分收益对比
Table 10 The return comparison of the investment increments of PV projects with different capacity ratios %
容配比 1.00 1.05 1.10 1.15 1.20 1.25 投资增加部分的IRR 23.55 23.79 21.95 21.37 20.48 19.10
从表10可以看出,容配比为1.05~1.30时,功率限制比未成比例增加、逆变器利用率增加,而从逆变器-升压变电站部分的投资没有变化,因此投资增加部分的IRR高于一般光伏电站项目。
当容配比过大时,由于增加部分的功率限制比逐渐增加、占地面积增大、线损增加等因素,投资增加部分的IRR逐渐降低。当容配比为1.10时,投资增加部分的IRR最大。
采用南京市的太阳能资源数据,对容配比为1.00~1.40时进行计算,获得当容配比为1.25时,投资增加部分的IRR最大。
太阳能光伏组件生产制造实用技术教程第1xx 太阳能光伏发电及光伏组件 1.1 太阳能光伏发电概述 1.2 太阳能光伏发电系统的构成及工作原理 1.3 太阳能光伏组件与方阵 第2xx 太阳能光伏组件的主要原材料及部件 2.1 太阳能电池片 2.2 面板玻璃 2.3 EVA胶膜 2.4 背板材料TPT 2.5 铝合金边框 2.6 互连条及助焊剂 2.7 有机硅胶 2.8 接线盒及连接器 2.9 原材料的检验标准及方法 第3xx 太阳能光伏组件生产工序及工艺流程 第4xx 电池片的分选、检测和切割工序 第5xx 电池片的焊接工序 第6xx 叠层铺设工序 第7xx 层压工序 第8 章装边框及清洗工序
第9xx 光伏组件的检验测试 第10xx 光伏组件的包装 第11xx 常用设备及操作、维护要点 第12xx 光伏组件的生产管理 12.1 光伏组件生产常用图表及技术文件 12.2 光伏组件的板型设计 12.3光伏组件生产的6S管理 12.4 光伏组件生产车间管理制度 12.5 光伏组件生产工序布局 附录 1 常用光伏组件规格尺寸及技术参数 附录2 IEC61215质量检测标准 附录3 ............. 第1xx 太阳能光伏发电及光伏组件 本章主要介绍太阳能光伏发电系统的特点、构成、工作原理及分类。 使读者对太阳能光伏发电系统有一个大致的了解。 1.1 太阳能光伏发电概述 1.1.1 太阳能光伏发电简介 太阳能光伏发电的基本原理是利用太阳能电池(一种类似于晶体二极管的半导体器件)的光生伏打效应直接把太阳的辐射能转变为电能的一种发电方式,太阳能光伏发电的能量转换器就是太阳能电池,也叫光伏电池。当太阳光照射到由P、N 型两种不同导电类型的同质半导体材料构成的太阳能电池上时,其中一部分光线被反射,一部分光线被吸收,还有一部分光线透过电池片。被吸收的光能激发被束缚图1-1 太阳能光伏电池发电原理
2012年10月内蒙古科技与经济Octo ber2012 第19期总第269期Inner M o ngo lia Science T echnolo gy&Economy N o.19T o tal N o.269太阳能光伏电站电池组件设计选型 车利军1,蒙丽琴2 (1.内蒙古电力勘测设计院;2.呼和浩特职业技术学院,内蒙古呼和浩特 010000) 摘 要:通过对太阳电池性能的分析比较,提出了太阳能光伏电站设计中关于电池组件的选型方法及对太阳能电池组件型号选择的指导意见,其目的是为了能更好地指导太阳能光伏电站的设计和建设。 关键词:太阳能;电池组件;选型 中图分类号:T M914.4 文献标识码:A 文章编号:1006—7981(2012)19—0115—02 当前在国内外大力发展新能源的良好形势下,太阳能作为取之不尽、用之不竭的清洁能源备受关注并加以利用。随着全球大型地面、屋顶太阳能光伏系统的广泛推广与应用,太阳能光伏发电在电力系统中成为必不可少的电源点之一。为了提高太阳能光伏发电的效益,保证太阳能光伏发电系统高效、安全、稳定的运行,合理选择太阳能电池组件就成为太阳能光伏发电系统中一个非常重要的环节。 目前在国内外太阳能电池市场飞速膨胀、新技术不断出现、电池效率不断提高、产量持续增长、生产规模不断扩大、太阳能电池组件成本不断降低的形势下,如何合理选择太阳能电池组件是太阳能光伏电站设计的重点。在太阳能光伏电站的设计中,太阳能电池组件应在技术成熟度高、运行可靠的前提下选择,优先选用行业内的主导太阳能电池组件类型,并且结合太阳能光伏电站周围的自然环境、施工条件、交通运输条件等因素。同时,应根据太阳能光伏电站所在地的太阳能资源状况和所选用的太阳能电池组件类型,计算太阳能光伏电站的年发电量,进行综合效益分析,选择综合指标最佳的太阳能电池组件。 1 太阳能电池类型 太阳能光伏电站系统中最核心的器件是太阳能电池,电池是收集太阳能量的基本单位,大量的太阳能电池按照一定的规则通过胶封、层压等适当方式封装构成一个太阳能电池发电器件,称为太阳能电池组件。 太阳电池按基本材料分类分为:晶体硅太阳电池(单晶硅太阳电池、多晶硅太阳电池、带状硅太阳电池、球状多晶硅太阳电池)、薄膜太阳电池(非晶硅薄膜太阳电池、微晶硅薄膜太阳电池、多晶硅薄膜太阳电池、纳米晶硅薄膜太阳电池)、硒光电池、化合物太阳电池(硫化镉太阳电池、硒铟铜太阳电池、碲化镉太阳电池、砷化镓太阳电池、磷化铟太阳电池)、燃料敏化太阳电池、有机薄膜太阳电池。 2 太阳能电池特性 目前国内外市场上生产和使用的太阳电池大多数是使用晶体硅材料,晶体硅太阳电池以较佳的性价比和成熟的技术占据了绝大多数的市场份额,是当今世界太阳电池的主流。非晶硅太阳电池效率比较低,稳定性不高,作为电力电源还未能大量推广。其他太阳电池与晶体硅太阳电池相比,无论是材料理论、器件研究,还是工艺过程,仍然处在积极发展阶段,最大的缺点是转换率较低、稳定性差、有污染。 2.1 晶体硅太阳电池 晶体硅仍是当前太阳电池的主流。 单晶硅太阳电池是最早出现、工艺最为成熟的太阳电池,也是大规模生产的硅基太阳电池中效率最高的。单晶硅太阳电池是将单晶硅进行切割、打磨制成单晶硅片,在单晶硅片上经过印刷电极、封装等流程制成的。大规模生产的单晶硅太阳电池转换效率可以达到13%~20%。由于采用了切割、打磨等工艺,会造成大量硅原料的损失。另外,受硅单晶棒形状的限制,单晶硅太阳电池必须做成圆形,这样对太阳电池组件的布置也有一定的影响。 多晶硅太阳电池的生产主要有两种方法,一种是通过浇铸、定向凝固的方法,制成多晶硅的晶锭,再经过切割、打磨等工艺制成多晶硅片,进一步印刷电极、封装,制成电池。浇铸方法制造多晶硅片不需要经过单晶拉制工艺,消耗能源较单晶硅电池少,并且形状不受限制,可以做成方便电池组件布置的方形。另一种方法是在单晶硅衬底上采用化学气相沉积(CVD)等工艺形成无序分布的非晶态硅膜,然后通过退火形成较大晶粒,以提高发电效率。多晶硅太阳电池的转换效率能够达到10%~18%。由于多晶硅硅片是由多个不同大小、不同取向的晶粒构成,因而多晶硅的转换效率要比单晶硅电池低,但是多晶硅制造成本比较低,所以近年来发展很快,已成为产量和市场占有率最高的太阳电池。 2.2 薄膜太阳电池和化合物太阳电池 目前商业化的薄膜太阳电池主要是非晶硅薄膜太阳电池,非晶硅薄膜太阳电池占据薄膜太阳电池市场的大部分份额。非晶硅太阳电池是在不同衬底上附着非晶态硅晶粒制成的,工艺简单,硅原料消耗少,衬底廉价,并且可以方便的制成薄膜,具有弱光性好,受高温影响小的特性。大规模生产的非晶硅薄膜太阳电池转换效率可以达到6%~11%。薄膜太阳电池转换效率低、稳定性差、使用寿命短、定型产品少,其售价比晶体硅产品昂贵很多。 目前商业化的化合物太阳电池主要是硒铟铜太 ? 115 ? 收稿日期:2012-06-22 作者简介:车利军(1978-),男,大学本科,工程师,内蒙古电力勘测设计院设计总工程师,主要从事新能源设计。
太阳能光伏产业产品分类 一、光伏应用产品 太阳能光伏组件、太阳能电池片、光伏逆变器 太阳能光伏发电系统、光伏支架、光伏控制器 光伏电气成套设备、光伏稳压器、太阳能蓄电池 光伏监测系统、光伏接线盒、连接器、光伏线缆 太阳能水泵、太阳能监控系统、其他光伏产品 二、光伏生产检测设备与材料 晶硅电池组件制造检测设备、薄膜组件制造检测设备 其他光伏生产检测设备、硅片、晶圆生产检测设备 晶硅电池片制造检测设备、硅棒、硅锭生产检测设备 光伏封装胶膜、光伏焊带及相关设备、光伏封装玻璃 光伏浆料、光伏组件边框、光伏背板、光伏生产用材料三、光伏原材料 硅片、硅原料、金属铜、不锈钢、铝型材 聚氨酯发泡料、镀铝锌板、塑料、光伏玻璃 橡胶、其它原材料、光伏回炉原料 四、太阳能灯、照明系统 太阳能路灯、太阳能庭院灯、太阳能草坪灯 风光互补灯、太阳能野营灯、太阳能LED灯 太阳能警示灯、太阳能杀虫灯、太阳能景观灯 太阳能台灯、太阳能交通灯、太阳能工艺灯 太阳能装饰灯、太阳能道钉灯、太阳能地埋灯 太阳能广告灯、太阳能应急灯、太阳能楼道灯 太阳能灯配件、光导照明系统、阳光导入器 其他太阳能灯 五、太阳能小家电 太阳能手电筒、太阳能电动玩具、太阳能移动电源 太阳能背包、太阳能充电器、太阳能手机充电器 太阳能收音机、太阳能风扇帽、太阳能汽车用品 太阳能钥匙扣、太阳能风扇、太阳能计算器 太阳能手表、太阳能家用应急灯、太阳能时钟 太阳能电子秤、太阳能手机、其他太阳能小家电 六、太阳能大家电 太阳能冰箱、太阳能家用空调、太阳能电视 太阳能洗衣机 七、光热产品
太阳能灶、太阳能集热器、太阳能采暖、光热产品生产检测设备太阳能光热发电系统、太阳能热泵、太阳能干燥 太阳能海水淡化、太阳能空调、其它光热产品 八、太阳能热水器 真空管热水器、分体式热水器、平板式热水器 壁挂式热水器、热水工程、其它太阳能热水器 九、太阳能热水器配件 控制仪、水箱、热水器配件生产设备、集热器 支架、传感器、热管、电热带、电加热、内胆 硅胶制品、真空管、阀门、保温管、管材 尾托、排气帽、内、外封头、端盖、热水增压泵 其它热水器配件 十、太阳能工程 太阳能光伏工程、太阳能光热工程、其他太阳能工程
光伏组件规格表光伏组件(太阳能电池板)规格表 如本页不能正常显示,请点击刷新 短路峰值开路峰值峰值 电压电流电流尺寸电压功率型号材料(mm) Pm Voc Imp Isc Vmp (V) (A) (watt) (V) (A) 单晶0.66 265*265*25 5 APM18M5W27x28.75 0.57 10.5 硅_________________ 单晶265*265*25 17.5 5 0.29 21.5 0.32 APM36M5W27x27 硅多晶265*265*25 10.5 5 8.75 0.57 0.66 APM18P5W27x27 硅 ------------------- 多晶265*265*25 17.5 0.29 21.5 0.32 5 APM36P5W27X27 硅 单晶301*356*25 0.46 21.5 0.52 17.5 APM36M8W36X30 硅 多晶301*356*25 21.5 0.52 APM36P8W36X30 17.5 0.46 硅 单晶APM36M10W36X300 1 7.5 0.57 21.5 0.65 301*356*25 多晶APM36P10W36X300 17.5 0.57 21.5 0.65 301*356*25 287*487*25 0.97 21.5 0.86 单晶17.5 15 APM36M15W49X29 光伏组件规格表硅 多晶356*426*28 0.86 21.5 0.97 15 17.5 APM36P15W43X36 硅单晶1.29 1.14 21.5 281*627*25 APM36M20W63x220 17.5 硅 多晶356*576*28 1.14 21.5 1.29 APM36P20W58x36!0 17.5 硅 单晶536*477*28 21.5 1.61 APM36M25W48X525 17.5 1.43 硅 多晶356*676*28 21.5 1.61 APM36P25W68X325 17.5 1.43 硅
光伏组件和原辅材料规格 I.光伏组件一般要求 (1)针对每个太阳能光伏电站,除光伏电站特殊要求外,应采用一致的规格。 (2)组件类型必须是晶硅单体电池的光伏组件。(3)输出功率范围:≥ 270 Wp(多晶),≥ 285 Wp (单晶) 公差:正公差 (4)组件效率(以组件外形面积计算转换效率):>16.5%(多晶),>17.4% (单晶)。 (5)填充因子:≥79.3%(多晶),≥79.5%(单晶)。(6)太阳能光伏电池组件所标参数均在标准条件下,其条件(光谱辐照度:1000W/m2;AM 1.5;温度: 25℃)(7)光伏电池组件长度×宽度:,投标人应根据各光伏电站的资源状况、交通运输条件、组件规格推荐符合光伏组件质量标准的合理尺寸。 (8)光伏电池组件安装尺寸(为支架设计提供数据支持,便于组件边框与支架连接)。 (9)符合IEC61400-21、IEC61215的长期室外电气和机械性能标准要求。 (10)试验报告符合IEC-61215标准。 (11)电池与边框距离≥11 mm 符合GB 20047.1-2006
《光伏(PV)组件安全鉴定第1部分:结构要求》(12)2年功率衰降≤2%;3年功率衰降≤3%;4年功率衰降≤4%;5年功率衰降≤5%;10年功率衰降≤10%;25年功率衰降≤20% (13)最大承载电流符合GB 20047.1-2006 《光伏(PV)组件安全鉴定第1部分:结构要求》 (14)选用电池符合《地面用晶体硅太阳电池单体质量分等标准》的A级品。 (15)标称工作温度、峰值功率温度系数、开路电压温度系数、短路电流温度系数符合SJ/T 10459-1993 《太阳电池温度系数测试方法》。 (16)工作温度范围符合GB/T 14007-1992 《陆地用太阳电池组件总规范》。 (17)热冲击:-40±3℃到+85±3℃。 (18)工作电压、工作电流符合IEEE 1262-1995 《太阳电池组件的测试认证规范》。 (19)光伏电池组件要求同一光伏发电单元内光伏电池组件的电池片需为同一批次原料,表面颜色均匀一致无斑点、无隐裂,无虚印,玻璃无压痕、皱纹、彩虹、裂纹、不可擦除污物、开口气泡均不允许存在,
光伏组件生产四——EL检测 太阳能电池组件缺陷检测仪——即EL测试仪是利用晶体硅的电致发光原理、利用高分辨率的CCD相机拍摄组件的近红外图像,获取并判定组件的缺陷。 EL 检测仪具有灵敏度高、检测速度快、结果直观形象等优点,是提升光伏组件品质的关键设备;红外检测可以全面掌握太阳电池内部问题,为改进生产工艺提供依据,提升产品质量,可以对问题组件进行及时返修,尽可能的降低损失。方便层压前和层压后太阳能电池组件的测试,更换不同规格的太阳能电池组件后设备能方便地调整,保证太阳能电池组件的安全。 使用EL检测仪 通过EL测试仪可以清楚的发现太阳能组件电池片上的黑斑、黑心以及组件中的裂片,包括隐裂和显裂、劣片及焊接缺陷等问题,从而及时发现生产中出现的问题,及时排除,进而改进工艺。对提高效率和稳定生产都有重要的作用,因而太阳电池电致发光测试仪被认为是太阳电池产线上的“眼睛”。 EL检查的生产工艺及注意事项 不同规格的电池片要使用不同的电流和电压,具体如下 注意事项
1.使用前确保太阳能电池组件规格是否有调整,严禁未经调整随意测试 不同规格的组件。 2.太阳能电池组件在传输过程中不得随意拉动或者停止太阳能电池组件,确保人员和产品的安全。 3.在检查直流电源前,请在切断电源10分钟后再用万用表等确认进行工作。 4.禁止随意使用U盘拷贝数据,避免病毒传染,重要数据流失。 5.如一段时间不使用,应同时关闭电脑及所有电源。 6.打开直流稳压电源后,确认电源上面的数值是否符合规格。 7.请勿在暗箱内放置任何物体。 EL检测阶段常见问题及解决方法 1、破片 生产过程中由于铺设、层压操作不当导致热应力、机械应力作用不均匀都有可能出现破片现象。 2、黑芯 黑芯一般是由于原材料商在拉硅棒的时候没有拉均匀所致。 3、断栅 断栅的原因是丝网印刷参数没调好或丝网印刷质量不佳,或者是硅片切割不均匀,也有可能出现断层现象。 4、暗片
光伏支架的基础选型 一. 钢筋混凝土独立基础: 1.定义: 在光伏支架的前后立柱下面分别设置钢筋混凝土独立基础,由基础底板(垫层)与底板上面的基础短柱组成。短柱顶部设置预埋件(钢板或地脚螺栓)与上部的光伏支架相连,需要一定的埋深和一定的基础底面积;基础地板上覆土,用基础自重和基础覆土重力共同抵抗环境荷载导致的上拔力,用较大的基础底面积来分散光伏支架向下的垂直荷载,用基础底面和土壤之间的摩擦力以及基础侧面与土壤的阻力来抵挡水平荷载。 2.优点: 传力途径明确,受力可靠,适用范围广,施工无需专门的施工机械,抗水平荷载的能力最强,抗洪抗风。 3. 缺点: 所需的钢筋混凝土工程量大,人工多,土方开挖及回填量大,施工周期长,对环境的破坏力大。这种基础的局限性太大,在当今的光伏发电站已经很少使用。 4. 备注图片:
二. 钢筋混凝土条形基础: 1. 定义 通过在光伏支架前后立柱之间设置基础梁,从而将基础重心移至前后立柱之间,增大了基础的抗倾覆力臂,可以仅通过自重抵抗风载荷造成的光伏支架倾覆力矩;条形基础与地基土的接触面积较大,适用于场地较为平坦、地下水位较低的地区。因为基础的表面积相对较大,所以一般埋深在200至300mm之间。 2. 优点: 土方开挖量小,不需要专门的施工工具,施工工艺简单。 3. 缺点: 需要大面积的场平,对环境影响较大,混凝土需求量大,且养护周期长,所需人工多。基础埋深不够抗洪水能力差。 4. 备注图片:
三.螺旋钢桩基础: 1. 定义: 在光伏支架的前后立柱下面采用带螺旋叶片的热镀锌钢管桩,旋转叶片可大可小、可连续可间断,旋转叶片与钢管之间采用连续焊接。施工过程中采用专业机械将其旋入土体中。螺旋桩基础上部露出地面,与上部支架之间采用螺杆连接。通过钢管桩桩侧与土壤之间的侧摩阻力,尤其是旋转叶片与土体之间的咬合力抵挡上拔力及承受垂直载荷,利用桩体、螺旋叶片与土体之间桩土相互作用抵抗水平荷载。 2. 优点: 施工速度快,无需场地整平,无土方开挖量,最大限度的保护场区植被,且场地易恢复原貌,方便调节上部支架,可随地势调节支架高度。对环境的影响小,所需人工少,螺旋桩可以进行二次利用。 3. 缺点: 造价相对较高,且需要专门的施工机械,最重要的是基础水平承载能力与土层的密实度密切相关,螺旋桩基础要求土层具有一定的密实性,特别是接近地面的浅土层不能够太松散;螺旋桩基础的耐腐蚀性较差,尽管可以采用加厚热镀锌,但难适应较强的腐蚀性环境。 4. 备注照片:
产品关键词 公司网站 中文:晶体硅硅片,太阳能电池,太阳能组件,光伏发电系统, 太阳能LED路灯,英文:Solar panel, BIVP module series, PV system series 德语:Solar Module, Solarzelle, Silizium Wafer, Silizium Ingot/Block, PV Anwendungsystem 法语:Les panneaux solaires, Les cellules solaires, Silicium barres de silicium / lingots, des systèmes de puissance 西班牙语:Silicon Ingot, Silicon Wafer, Solar Cell, Solar Panel, PV Application System 意大利语:Pannelli solari, Celle solari, Wafer in silicio Lingotti in silicio, PVSistemi solari 主流关键词 Solar system Solar Tecgnology Solar energy
solar panel system Sun energy Sun energy system Solar Modules BIPV Modules solar panel Standard silicon modules poly solar panel mono solar panels Polycrystalline Solar Panel Pv Solar Panel Standard silicon modules pv power system solar pv power system Solar PV system
光伏电站组件容量配比优化方案 近年来,不同地区的光伏电站采用光伏组件容量与逆变器容量配比值大于1的设计的思路,以达到提高逆变器的运行效率、电站收益的目的。本文将基于某地的实测辐射值进行分析,并计算不同配比值情况下的电站新增发电量与新增投资的关系,以确定合理的配比值。 一、某地实测辐射数据分析 本文采用某地某全年的实测辐射数据。选取其中的水平面总辐射、温度数据进行计算分析。实测数据采样时间为1min,共计525600组,数据完备率96.32%。完成缺失数据插补后,该地全年水平面总辐射量为6262.5MJ/m2。 根据上述数据得出如下:逐月、年代表日逐时、月代表日逐时的辐射量(值)分布图。(其中:数据已调整为真太阳时):
图1该地区逐月总辐射量直方图 图2该地区年代表日总辐射值分布图 图3该地区逐月代表日总辐射值分布图根据上图可得出如下结论:
(1)该地月总辐射量最大值发生在春、夏换季的5月;且全年逐月总辐射量较平均,有利于光伏电站平稳出力; (2)该地年代表日总辐射极大值差异较小,4个年代表日差异主要是日照时长及当日天气情况而引起的日总辐射量的差异。 (3)该地5月至8月的正午(真太阳时)存在总辐射值超过1000W/m2的情况发生,根据对数据的分析。超过总辐射值超过1200W/m2在6月时有发生。 (4)该地10月至次年4月的空气质量好,透明度高,日总辐射值变化较平稳。 二、不同容量配置比值的计算 本文将采用基于实测的辐射数据完成光伏电站全年逐时(分钟)的发电功率计算。计算时根据如下步骤分别进行计算: (1)光伏组件容量与逆变器容量配比值选择1、1.05、1.1、1.15、1.20分别计算全年逐时发电功率。 (2)考虑各光伏电站实际效率存在差异,光伏组件至逆变器直流母线的效率分别取80%、85%对步骤(1)的各计算结果进行折算。 (3)考虑到逆变器具备的短时超发能力,分别计算超过逆变器标称功率100%、105%、110%的能量损失。 (4)根据步骤(1)~(3)的计算结果,综合计算因光伏组件超配增发的功率与不同效率值、逆变器不同超发能力情况下而限电的最终增发的功率比值。 (5)光伏电站综合单位投资分别取7.5元/W(其中组件价格取3.5元/W)、8元/W(其中组件价格取4元/W)进行光伏电站新增投资比例的计算; (6)综合步骤(4)、(5)的计算结论,计算△发电量与△投资的比值,其结果如下:
平价上网光伏电站逆变器选型研究陈小康 摘要:光伏电站近年来发展迅猛,平价上网成为光伏电站发展方向。优化光伏 电站逆变器设备选型,提高逆变器输入输出电压,可以显著降低光伏电站造价, 为平价上网创造条件。 关键词:光伏电站;平价上网;逆变器选型优化 1、概述 随着光伏产业技术进步和产业升级加快,光伏电站建设成本显著降低,光伏 电站已基本具备无补贴平价上网的条件。为加快实现光伏电站平价上网,在光伏 电站设计中优化逆变器选型,降低建设成本是非常必要的。 2、光伏电站建设成本分析 光伏电站建设成本一般由设备购置及安装费用、建筑工程费用、其他费用等 四部分构成,其中设备及安装工程费在项目建设成本中比例最高,接近70%,特 别是逆变器设备在光伏电站设备投资中占比较大。 3、光伏电站逆变器选型优化 3.1 光伏电站逆变器选型常用方案 逆变器作为光伏发电系统中将直流电转换为交流电的关键设备之一,其选型 对于发电系统的转换效率和可靠性具有重要作用。 逆变器的选型主要考虑以下技术指标:MPPT数量;转换效率;直流输入电 压范围;最大功率点跟踪;输出电流谐波含量、功率因数;低电压耐受能力;可 靠性和可恢复性;保护功能等。 现阶段光伏电站逆变器配置方案主要有两种:组串式逆变器方案、集中式逆 变器方案。 1)组串式逆变器 组串式逆变器基于模块化概念设计,将单路光伏组串连接至逆变器直流输入端,将直流电转换为交流电输出。一般直流输入电压800~1000V,交流输出电压550~690V。 组串式逆变器常见的输出功率为50kW~100kW,一般具有3~6路MPPT,逆 变器转换效率通常>99%,中国效率>98.3%。具有高效发电、安全可靠等特点。 2)集中式逆变器 集中式逆变器是多路光伏组串经过汇流后连接到逆变器直流输入端,集中完 成将直流电转换为交流电输出。一般直流输入电压800~1000V,交流输出电压 550~690V。 集中式逆变器通常见的输出功率为500kW~1250kW,一般具有1~2路MPPT,转换效率通常>99%,中国效率>98.2%。具有控制方便、交流侧安全稳定性高、 可靠性高等特点。 3.2 逆变器设备优化方案 逆变器设备作为光伏电站主要设备,对于光伏电站的造价影响有两方面: 1)逆变器的直流输入电压,交流输出电压决定了光伏系统的主要设备、电缆 的选型。更高电压的光伏系统可以降低电缆截面、减少电缆长度、提高组件的组 串长度,减少建设成本。 2)逆变器的直流输入电压,交流输出电压决定了逆变器设备单台容量的大小,逆变器的单台容量越大,设备的单瓦造价越低;同时系统效率更高,可以显著提 高光伏电站发电量。
光伏组件常见质量问题现象及分析 网状隐裂原因 1.电池片在焊接或搬运过程中受外力造成. 2.电池片在低温下没有经过预热在短时间内突然受到高 温后出现膨胀造成隐裂现象 影响: 1.网状隐裂会影响组件功率衰减. 2.网状隐裂长时间出现碎片,出现热斑等直接影响组件性能 预防措施: 1.在生产过程中避免电池片过于受到外力碰撞. 2.在焊接过程中电池片要提前保温(手焊)烙铁温度要 符合要求. 3.EL测试要严格要求检验. 网状隐裂 EVA脱层原因
1.交联度不合格.(如层压机温度低,层压时间短等)造成 2.EVA、玻璃、背板等原材料表面有异物造成. 3.EVA原材料成分(例如乙烯和醋酸乙烯)不均导致不能在正常温度下溶解造成脱层 4. 助焊剂用量过多,在外界长时间遇到高温出现延主栅线脱层 组件影响: 1.脱层面积较小时影响组件大功率失效。当脱层面积较大时直接导致组件失效报废 预防措施: 1.严格控制层压机温度、时间等重要参数并定期按照要求做交联度实验,并将交联度控制在85%±5%内。 2.加强原材料供应商的改善及原材检验. 3. 加强制程过程中成品外观检验 4.严格控制助焊剂用量,尽量不超过主栅线两侧0.3mm
硅胶不良导致分层&电池片交叉隐裂纹原因 1.交联度不合格.(如层压机温度低,层压时间短等)造成 2.EVA、玻璃、背板等原材料表面有异物造成. 3.边框打胶有缝隙,雨水进入缝隙内后组件长时间工作中发热导致组件边缘脱层 4.电池片或组件受外力造成隐裂 组件影响: 1.分层会导致组件内部进水使组件内部短路造成组件报废 2.交叉隐裂会造成纹碎片使电池失效,组件功率衰减直接影响组件性能 预防措施: 1.严格控制层压机温度、时间等重要参数并定期按照要求做交联度实验。 2.加强原材料供应商的改善及原材检验. 3. 加强制程过程中成品外观检验 4.总装打胶严格要求操作手法,硅胶需要完全密封 5. 抬放组件时避免受外力碰撞 组件烧坏原因 1.汇流条与焊带接触面积较小或虚焊出现电阻加大发热造成组件烧毁 组件影响: 1.短时间内对组件无影响,组件在外界发电系统上长时间工作会被烧坏最终导致报废 预防措施: 1.在汇流条焊接和组件修复工序需要严格按照作业指导书要求进行焊接,避免在焊接过程中出现焊接面积过小. 2.焊接完成后需要目视一下是否焊接ok. 3.严格控制焊接烙铁问题在管控范围内(375±15)和焊接时间2-3s
如何降低系统投资成本,提升投资收益,是光伏电站系统设计和优化的主要目标之一。欧美国家对光伏系统精细化设计研究较早,其中关于组件容量与逆变器容量的配比方案和应用,也已引起了国内业主、设计院和行业专家的关注。 “过去,光伏系统的容量按直流功率定义,而现在则按并网交流功率,过去光伏-逆变器容量比为1:1,现在为1.2:1,甚至更高”这是国内光伏行业著名专家王斯成老师在2014年的一次研讨会上给大家介绍的,同时王老师进一步分析说:“通过提高容配比,如10MW光伏电站超配到12MW,每年可增加收益256万元,新增投资IRR(内部收益率)大于28%。 图1:光伏系统各环节损耗组成 光伏组件容量和逆变器容量比,习惯称为容配比。光伏应用早期,系统一般按照1:1的容配比设计。在应用研究中发现,以系统平均化度电成本(Levelized Cost Of Electricity, LCOE)最低为标准衡量系统最优,在各种光照条件、组件铺设倾斜角度等情况下,达到系统最优的容配比都大于1:1。也就是说,一定程度的提升光伏组件容量,有利于提升系统的整体经济效益,这就是我们谈的组件超配。 一、系统容配比主要影响因素 合理的容配比设计,需要结合具体项目的情况,综合考虑,主要影响因素包括辐照度、系统损耗、组件安装角度等方面,具体分析如下。 1、不同区域辐照度不同 根据国家气象局风能太阳能评估中心划分标准,将我国太阳能资源地区分为四类,不同区域辐照度差异较大。即使在同一资源地区,不同地方的全年辐射量也有较大差异。例如,同是I类资源区的西藏噶尔和青海格尔木,噶尔的全年辐射量为7998 MJ/m2,比格尔木的6815 MJ/m2高17%。意味着相同的系统配置,即相同的容配比下,噶尔地区的发电量比格尔木高17%。若要达到相同的发电量,可
光伏组件生产工艺流程: A、工艺流程: 1、电池检测—— 2、正面焊接一检验一 3、背面串接一检验一 4、敷设(玻璃清洗、材料切割、玻璃预处理、敷设)一一 5、层压一一 6、去毛边(去边、清洗)一一 7、装边框(涂胶、装角键、冲孔、装框、擦洗余胶)一一 &焊接接线盒一一9、高压测试一一10、组件测试一外观检验一11、包装入库; B、工艺简介: 1、电池测试:由于电池片制作条件的随机性,生产出来的电池性能不尽相同, 所以为了有效的将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。以提高电池的利用率,做出质量合格的电池组件。 2、正面焊接:是将汇流带焊接到电池正面(负极)的主栅线上,汇流带为镀锡 的铜带,我们使用的焊接机可以将焊带以多点的形式点焊在主栅线上。焊接用的热源为一个红外灯(利用红外线的热效应)。焊带的长度约为电池边长的2倍。多出的焊带在背面焊接时与后面的电池片的背面电极相连。(我们公司采用的是手工焊接) 3、背面串接:背面焊接是将36片电池串接在一起形成一个组件串,我们目前 采用的工艺是手动的,电池的定位主要靠一个膜具板,上面有36个放置电池片的凹槽,槽的大小和电池的大小相对应,槽的位置已经设计好,不同规格的组件使用不同的模板,操作者使用电烙铁和焊锡丝将前面电池”的正面电极(负极)焊接到后面电池”的背面电极(正极)上,这样依次将36片串接在一起并在组件串的正负极焊接出引线。 4、层压敷设:背面串接好且经过检验合格后,将组件串、玻璃和切割好的EVA、 玻璃纤维、背板按照一定的层次敷设好,准备层压。玻璃事先涂一层试剂(primer)以增加玻璃和EVA的粘接强度。敷设时保证电池串与玻璃等材料的相对位置,调整好电池间的距离,为层压打好基础。(敷设层次:由下向上:玻璃、EVA、电池、EVA、玻璃纤维、背板)。 5、组件层压:将敷设好的电池放入层压机内,通过抽真空将组件内的空气抽出, 然后加热使EVA熔化将电池、玻璃和背板粘接在一起;最后冷却取出组件。层压工艺是组件生产的关键一步,层压温度层压时间根据EVA的性质决定。我们使用快速固化EVA时,层压循环时间约为25分钟。固化温度为150 C。 6、修边:层压时EVA熔化后由于压力而向外延伸固化形成毛边,所以层压完毕应将其切除。 7、装框:类似与给玻璃装一个镜框;给玻璃组件装铝框,增加组件的强度,进一步的密封电池组件,延长电池的使用寿命。边框和玻璃组件的缝隙用硅酮树脂填充。各边框间用角键连接。
光伏组件分类介绍及采购要点 一个光伏电站组件占60%左右,可见组件的好坏对电站的质量起到关键的作用。市面上组件价格基本是2-4块钱一瓦不等。为什么组件的价格会有这样的差异呢?我就今天围绕2块钱和4块钱产品给大家作一下分析。 组件主要是电池片(电池片分为多晶和单晶)、玻璃、背板构成,分为A、B、C类组件。 晶硅电池片生产流程 组件的生产工艺流程,基本是原材料采购、入库、生产。最关键是自动焊接和承压。关键是EL检测,就可以包装入库。 刚才做了光伏组件的分类,现在说一下A、B、C三类都可以用到什么地方?A类用到地面大型电站,并网分布式、高网基站,此产品寿命在25年以上,售价在3.6-4元。 B类用于寓网路灯、寓网系统、太阳能产业部发达国家的并网系统,此产品寿命在5年左右,售价在3元左右。 C级用于用电不发达地区,如偏远地区、阿富汗、中东、南非等,寿命不详,售价在2.5元左右。 太阳能组件的主材:电池片。辅材:1、钢化玻璃、EVA胶膜。3、背板。4、接线盒等等。 太阳能组件分类 一、这里是高端产品。基本是3.5左右,一线厂家在3.6-3.7元每瓦。这里有A片和B片。钢化玻璃在28-32。EVA胶膜在8.5-9.2,背板是18-25。接线盒是25左右。焊带是40-80左右一公斤。
二、中端产品。成本价格在2.7元左右。电池片1.85。钢化玻璃22。EVA5-6平方。背板8-10平方。接线盒18。焊带80左右。铝型材是55左右。硅胶是12左右。 三、低端产品,成本价格在2元。电池片1.2;钢化玻璃22平方;EVA5-8平方;背板8-10平方。接线盒13左右;焊带40-80左右。铝型材43左右。 如果想买市场上便宜组件,可以在百度上让第三方帮我们把关。他们都是非常专业的。检测的费用是根据工程大小。如果工程项目小,不能请第三方的情况,可以看托盘标识都有组件的条形码,拍下来,给所在的工厂打电话,问这个组件什么情况,就都明白了。 如果说去组件厂买生产,要注意几点:1、工厂的BOM清单。2、外观标准和EL标准。3、检测恒温恒湿仓库。4、功率测试仪和标板。5、功率测试仪和所有数据。 检查恒温恒湿仓库是非常重要的,恒温是25度,恒湿是<75。 功率测试仪和标板。是AV测试,组件是多少瓦的,都是可以测试。要每年年检。还有标准版,检查是否在有效期内,6个月检一次。 功率测试和EL测试。测试仪和标板都合格后,在恒温25测试的组件是最准确的。 一般1KW单晶发电量=1KW多经发电量 组件常规峰值功率标识,不会低于260W,这是最常规标识。 组件转换效率,很多人说可以做到多少?他只是一个公式。标准辐射1KW 每平方。组件功率÷组件面积=转化率。 一般用的电池片比组件功率高,因为面积每平方转化率,电池片每个上都有空隙,把整体转化率拉低了。而不是电池片做成组件做成整体就低了。我们每平方多少瓦,不是老百姓问我们的和专业问的是一样的。而是每平方多少钱?每平方能发多少电?320W的组件就是164.9瓦,在峰值是1.649度电。
太阳能光伏组件的原材料及部件性能,作 用,特点,及检验 1.太阳能电池片 外形与特点: 太阳能电池片是太阳能电池组件中的主要材料,电池片表面有一层蓝色的减反射膜,还有银白色的电极栅线。其中很多条细的栅线,是电池片表面电极向主栅线汇总的引线,两条宽一点的银白线就是主栅线,也叫电极线或上电极。电池片的背面也有两条(或间断的)银白色的主栅线,叫下电极或背电极。电池片与电池片之间的连接,就是把互连条焊接到主栅线上实现的。一般正面的电极线是电池片的负极线,背面的电极线是电池片的正极线。太阳能电池片无论面积大小(整片或切割成小片),单片的正负极间输出峰值电压都是0.48~0.5v。而电池片的面积大小与输出电流和发电功率成正比,面积越大,输出电流和发电功率越大。 合格的太阳能电池片应具有以下特点。 (1)具有稳定高效的光电转换效率,可靠性高。 (2)采用先进的扩散技术,保证片内各处转换效率的均匀性。 (3)运用先进的pecvd成膜技术,在电池片表面镀上深蓝色的氮化硅减反射膜,颜色均匀美观。 (4)应用高品质的银和银铝金属浆料制作背场和栅线电极,确保良好的导电性、可靠的附着力和很好的电极可焊性。 (5)高精度的丝网印刷图形和高平整度,使得电池片易于自动焊接和激光切割。 太阳能电池片的分类及规格尺寸 太阳能电池片按用途可分为地面用晶体硅太阳能电池、海上用晶体硅太阳能电池和空间用晶体硅太阳能电池,按基片材料的不同分为单晶硅电池和多晶硅电池。目前太阳能电池片常见的规格尺寸主要有125mm×125mm、150mm×150mm和156mm×156mm等几种,厚度一般在170~220μm。 单晶硅与多晶硅电池片到底有哪些区别呢?由于单晶硅电池片和多晶硅电池片前期生产工艺的不同,使它们从外观到电性能都有一些区别。从外观上看:单晶硅电池片四个角呈圆弧缺角状,表面没有花纹;多晶硅电池片四个角为方角,表面有类似冰花一样的花纹(业内称为多晶多彩),也有一种绒面多晶硅电池片表面没有明显的冰花状花纹(业内称为多晶绒面);单晶硅电池片减反射膜绒面表面颜色一般呈现为黑蓝色,多晶硅电池片减反射膜绒面表面颜色一般呈现为蓝色。 对于使用者来说,相同转换效率的单晶硅电池和多晶硅电池是没有太大区别的。单晶硅电池和多晶硅电池的寿命和稳定性都很好。虽然单晶硅电池的平均转换效率比多晶硅电池的平均转换效率高1%左右,但是由于单晶硅太阳能电池只能做成准正方形(4个角为圆弧状),当组成太阳能电池组件时就有一部分面积填不满,而多晶硅太阳能电池是正方形的,不存在这个问题,因此对于太阳能电池组件的转换效率来讲几乎是一样的。另外,由于两种太阳能电池材料的制造工艺不一样,多晶硅太阳能电池制造过程中消耗的能量要比单晶硅太阳能电池少30%左右,所以多晶硅太阳能电池占全球太阳能电池总产量的份额越来越大,制造成本也将大大小于单晶硅电池,所以使用多晶硅太阳能电池将更节能、更环保 分类及规格尺寸 (1)单晶硅太阳能电池 目前单晶硅太阳能电池的光电转换效率为15%左右,最高的达到24%,这
光伏组件生产工艺流程: A、工艺流程: 1、电池检测—— 2、正面焊接—检验— 3、背面串接—检验— 4、敷设(玻璃清洗、材料切割、玻璃预处理、敷设)—— 5、层压—— 6、去毛边(去边、清洗)—— 7、装边框(涂胶、装角键、冲孔、装框、擦洗余胶)—— 8、焊接接线盒—— 9、高压测试——10、组件测试—外观检验—11、包装入库; B、工艺简介: 1、电池测试:由于电池片制作条件的随机性,生产出来的电池性能不尽相同,所以为了有效的将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。以提高电池的利用率,做出质量合格的电池组件。 2、正面焊接:是将汇流带焊接到电池正面(负极)的主栅线上,汇流带为镀锡的铜带,我们使用的焊接机可以将焊带以多点的形式点焊在主栅线上。焊接用的热源为一个红外灯(利用红外线的热效应)。焊带的长度约为电池边长的2倍。多出的焊带在背面焊接时与后面的电池片的背面电极相连。(我们公司采用的是手工焊接) 3、背面串接:背面焊接是将36片电池串接在一起形成一个组件串,我们目前采用的工艺是手动的,电池的定位主要靠一个膜具板,上面有36个放置电池片的凹槽,槽的大小和电池的大小相对应,槽的位置已经设计好,不同规格的组件使用不同的模板,操作者使用电烙铁和焊锡丝将“前面电池”的正面电极(负极)焊接到“后面电池”的背面电极(正极)上,这样依次将36片串接在一起并在组件串的正负极焊接出引线。 4、层压敷设:背面串接好且经过检验合格后,将组件串、玻璃和切割好的EVA 、玻璃纤维、背板按照一定的层次敷设好,准备层压。玻璃事先涂一层试剂(primer)以增加玻璃和EVA的粘接强度。敷设时保证电池串与玻璃等材料的相对位置,调整好电池间的距离,为层压打好基础。(敷设层次:由下向上:玻璃、EVA、电池、EVA、玻璃纤维、背板)。 5、组件层压:将敷设好的电池放入层压机内,通过抽真空将组件内的空气抽出,然后加热使EVA熔化将电池、玻璃和背板粘接在一起;最后冷却取出组件。层压工艺是组件生产的关键一步,层压温度层压时间根据EVA的性质决定。我们使用快速固化EVA时,层压循环时间约为25分钟。固化温度为150℃。 6、修边:层压时EVA熔化后由于压力而向外延伸固化形成毛边,所以层压完毕应将其切除。
精心整理 光伏发电系统设计计算公式 1. 转换效率 η= Pm (电池片的峰值功率) /A (电池片面积)×Pin (单位面积的入射光功率) 其中:Pin=1KW/㎡=100mW/cm2。 2.充电电压 Vmax=V 额×1.43倍 3.电池组件串并联 3.1电池组件并联数=负载日平均用电量(Ah )/组件日平均发电量(Ah ) 3.2) 4.56.7.7.17.27.38.8.1 2.0角度等8.2用电器功率×用电时间/系统电压)×连续阴雨天数×系统安全系数~2.0, 9.以年辐射总量为依据的计算方式 ×(用电器工作电压×用电器工作电流×用电时间)/当地年辐射总量 有人维护230:无人维护+可靠使用时,K 取251:无人维护+环境恶劣 10.10.1系数5618 1.1~1.3 10.2: (对于连续阴雨不超过11.以峰值日照时数为依据的多路负载计算 11.1 组件电流=负载日耗电量(Wh )/系统直流电压(V )×峰值日照时数(h )×系统效率系数 系统效率系数:含蓄电池充电效率0.9,逆变器转换效率0.85,组件功率衰减+线路损耗+尘埃等0.9.具体根据实际情况进行调整。 11.2 组件总功率=组件发电电流×系统直流电压×系数1.43 系数1.43:组件峰值工作电压与系统工作电压的比值。 11.3蓄电池组容量 蓄电池组容量=【负载日耗电量Wh /系统直流电压V /逆变器效率×蓄电池放电深度】 逆变器效率:根据设备选型约80%~93%之间:蓄电池放电深度:根据其性能参数和可靠性要求等,在50%~75%之间选择。
12.以峰值日照时数和两段阴雨天间隔天数为依据的计算方法 12.1系统蓄电池组容量的计算 蓄电池组容量(Ah)=安全次数×负载日平均耗电量(Ah)×最大连续阴雨天数×低温修正系数/蓄电池最大放电深度系数 安全系数:1.1-1.4之间:低温修正系数:0℃以上时取1.0,-10℃以上取1.1,-20℃以上取1.2:蓄电池最大放电深度系数:浅循环取0.5,深度循环取0.75,碱性镍镉蓄电池取0.85. 12.2组件串联数 组件串联数=系统工作电压(V)×系数1.43/选定组件峰值工作电压(V) 12.3组件平均日发电量计算 组件日平均发电量=(Ah)=选定组件峰值工作电流(A)×峰值日照时数(h)×斜面修正系数×组件衰减损耗系数 峰值日照时数和倾斜面修正系数为系统安装地的实际数据:组件衰减损耗修正系数主要指因组件组合、组件功率衰减、组件灰尘遮盖、充电效率等的损失,一般取0.8: 12.4 【补充的蓄电池容量 负载功率 13.光伏方阵发电量的计算 K K1取0.95:K4 14. A=P/H 15. 1卡( 1千瓦时 1千瓦时 100 1兆焦/ 16. 蓄电池容量≥5h×逆变器功率/蓄电池组额定电压 17.电价计算公式 发电成本价格=总成本÷总发电量 电站盈利=(买电价格-发电成本价格)×电站寿命范围内工作时间 发电成本价格=(总成本-总补贴)÷总发电量 电站盈利=(买电价格-发电成本价格2)×电站寿命范围内工作时间 电站盈利=(买电价格-发电成本价格2)×电站寿命范围内工作时间+非市场因素收益 18.投资回报率计算 无补贴:年发电量×电价÷投资总成本×100%=年回报率 有电站补贴:年发电量×电价÷(投资总成本-补贴总额)×100%=年回报率 有电价补贴及电站补贴:年发电量×(电价+补贴电价)÷(投资总成本-补贴总额)×100%=年回报率 19.光伏方阵倾角角度和方位角角度