1、PT综合题(64分)
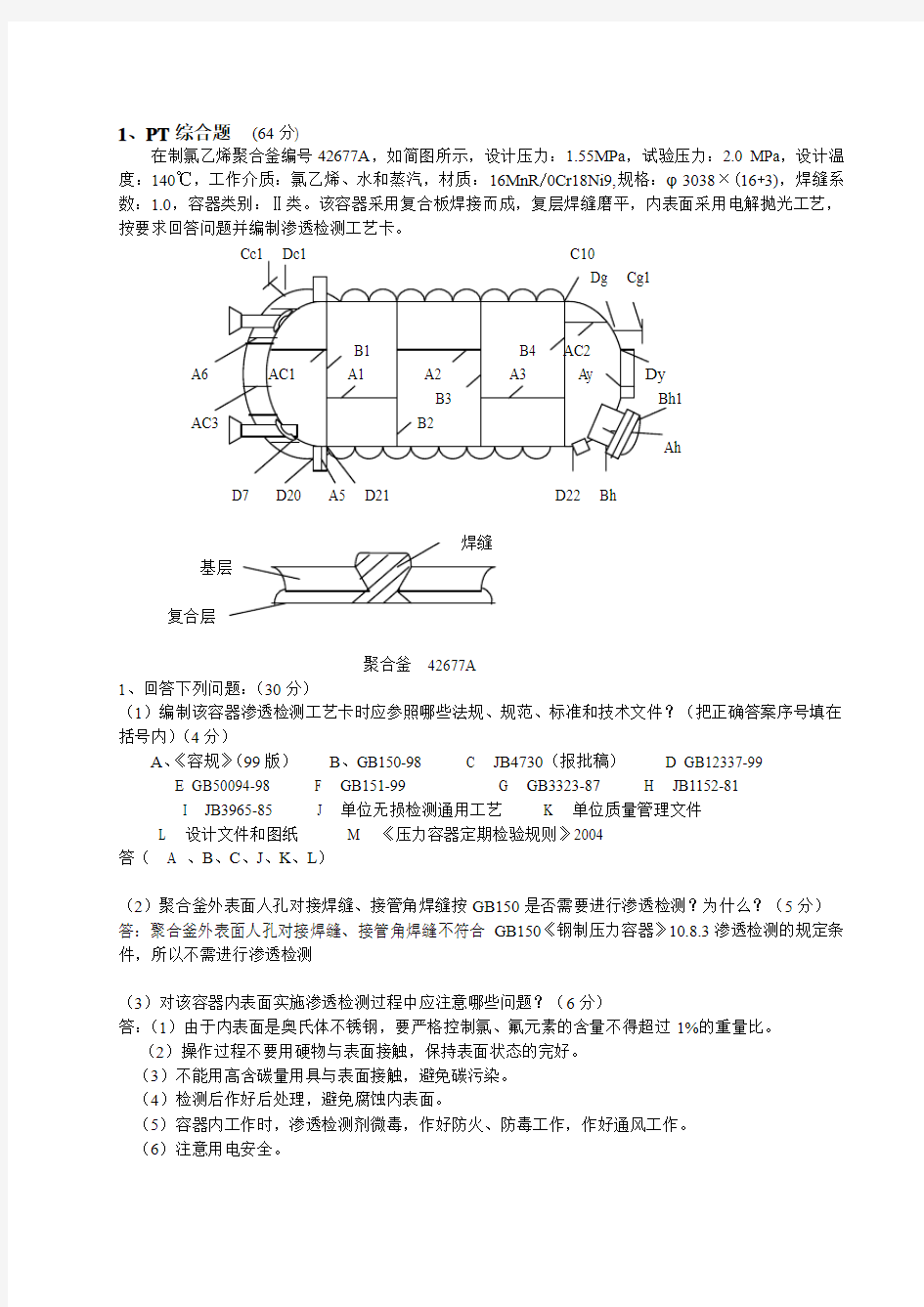
在制氯乙烯聚合釜编号42677A,如简图所示,设计压力:1.55MPa,试验压力:2.0 MPa,设计温度:140℃,工作介质:氯乙烯、水和蒸汽,材质:16MnR/0Cr18Ni9,规格:φ3038×(16+3),焊缝系数:1.0,容器类别:Ⅱ类。该容器采用复合板焊接而成,复层焊缝磨平,内表面采用电解抛光工艺,按要求回答问题并编制渗透检测工艺卡。
D7 D20 A5 D21 D22 Bh
焊缝
基层
复合层
聚合釜42677A
1、回答下列问题:(30分)
(1)编制该容器渗透检测工艺卡时应参照哪些法规、规范、标准和技术文件?(把正确答案序号填在括号内)(4分)
A、《容规》(99版)
B、GB150-98 C JB4730(报批稿) D GB12337-99
E GB50094-98
F GB151-99
G GB3323-87
H JB1152-81
I JB3965-85 J 单位无损检测通用工艺K 单位质量管理文件
L 设计文件和图纸M 《压力容器定期检验规则》2004
答( A 、B、C、J、K、L)
(2)聚合釜外表面人孔对接焊缝、接管角焊缝按GB150是否需要进行渗透检测?为什么?(5分)答:聚合釜外表面人孔对接焊缝、接管角焊缝不符合GB150《钢制压力容器》10.8.3渗透检测的规定条件,所以不需进行渗透检测
(3)对该容器内表面实施渗透检测过程中应注意哪些问题?(6分)
答:(1)由于内表面是奥氏体不锈钢,要严格控制氯、氟元素的含量不得超过1%的重量比。
(2)操作过程不要用硬物与表面接触,保持表面状态的完好。
(3)不能用高含碳量用具与表面接触,避免碳污染。
(4)检测后作好后处理,避免腐蚀内表面。
(5)容器内工作时,渗透检测剂微毒,作好防火、防毒工作,作好通风工作。
(6)注意用电安全。
(7)工作人员戴好防护手套和口罩,避免检测剂直接与皮肤接触。
(4)该容器内表面焊缝可以选择哪几种渗透检测方法?哪种方法为最佳选择并说明理由。(5分)答:该容器内表面焊缝光洁要求灵敏度比较高,可采用溶剂去除着色法,也可采用后乳化型着色法或后乳化型荧光法。
溶剂去除着色法灵敏度比较高,容器内部属局部检测,该方法操作简便。
(5)该容器内表面焊缝进行渗透检测时,最常见的缺陷是裂纹和气孔,请说出其显示各有何特征?(4分)
答:裂纹有热裂纹和冷裂纹,热裂纹的显示多是呈波浪状或锯齿状的红色显示,弧坑裂纹是热裂纹呈星状或园形显示;冷裂纹多呈直线状显示。气孔呈园形、椭圆形显示。
(6)实际检测工作中要求白光亮度和黑光强度是多少?如何进行该项目的质量控制?
(6分)
答:选择着色法时,工件被检面处白光照度应大于等于1000LX,不得低于500LX;选择荧光法时,距黑光灯滤光片38cm的工件表面的辐照度大于等于1000μw/cm2。
应选择合适的照明器具,检测前应测试被检表面亮度或黑光强度及检测过程荧光亮度。黑光灯、黑光辐照度计、荧光亮度和照度计等仪器应检定周期内。
2、依标准JB4730(报批稿)对该容器焊缝编制渗透检测工艺卡(34分)
检测温度20℃。具体要求如下:
(1)操作程序应按顺序逐项填写。
(2)渗透检测剂型号:具体型号可按国内外渗透检测剂商品型号选择。
(3)已具备的渗透检测设备及设施如下:水源、电源、便携式渗透检测设备,固定式渗透检测装置,紫外灯,黑光辐照计,荧光亮度计,照度计,A、B、两种类型试块等。
(4)工件示意草图:可不画,但应注明。
(5)请在注意事项栏中说明关键注意事项。
(6)在工艺卡内“编制”“审核”和“批准”栏中填写其资格等级或职务、日期。
渗透检测工艺卡1
2、工艺题(36分)
汽轮机部件——止推盘见下图,规格:φ300×40mm,材质3Cr13,表面粗糙度:Ra0.4( 8)。
现对2件使用过的止推盘进行渗透检测,要求按JB/T4730.5-2005,采用后乳化型荧光法,检测所有表面,Ⅰ级合格。
后乳化渗透检测剂系统:型号:HB-1,配合干粉显像。生产商推荐的使用参数:渗透时间:5-15分钟;预水洗:水压0.2MPA、水温20±5℃、时间1分钟;乳化时间:1-2分钟;水洗:水压
0.25MPA、水温20±5℃、时间2分钟;
止推盘的表面有油污及结垢,检测环境温度42℃。
请按下表要求,选择有关工艺参数并说明依据或理由。
渗透检测工艺卡
3、修改工艺卡2
某一在制包装罐,如工艺卡中示意草图所示。材质为1Cr18Ni9Ti;壁厚6.0mm;设计温度为5-30 ℃;工作介质为毒性为高度危害介质;规格为Ф510×820×6mm,标准椭圆封头,检测时环境温度为5~10℃。图纸要求:焊缝外表面100%渗透检测,按JB/T4730.5-2005,焊缝I级验收。
请对提供的“渗透检测工艺卡2”中,你认为遗漏或错误之处,在修改栏中进行增加或修改。
渗透检测工艺卡2
4、综合题(1~5题每题4分,6题10分;共30分)
某在用环氧乙烷贮槽,结构示意图如下图所示(注:图中,1#~6#为焊缝类型编号),基本情况如下:(1)设计压力:0.6MPa;(2)设计温度:-15℃(3)材质:封头Sus304(不锈钢),筒体1Cr18NI9Ti (4)介质:环氧乙烷(5)工件规格:φ2600×7000×10(mm)(6)容器类别:Ⅱ类
(7)为在用定期检验,PT检测比例要求:A、B类焊缝内外表面20%,C、D类焊缝100%
(8)检测标准及验收级别:JB/T4730.5-2005,I级
请回答下列问题,并完成选择:
1)该容器在编制渗透检测工艺卡时,应参照哪些法规、规范、标准和技术文件?
答:
《在用压力容器检验规程》
JB/T4730.5-2005
制造单位质量管理文件
制造单位无损检测通用工艺、工艺卡
2)该容器壳体上如示意图所示的类型焊缝应进行哪些无损检测?请说明检测比例、验收标准和合
格级别?
答:
1#、2#角焊缝:D类:PT;100%;JB/T4730.5-2005;I级合格
3#角焊缝:C类:PT;100%;JB/T4730.5-2005;I级合格
4#、6#焊缝:A类:PT ,20%;JB/T4730.5-2005;II级合格
5#焊缝:B类:PT ,20%;JB/T4730.5-2005;II级合格
3)校验检测系统灵敏度时,应选用哪种试块?校验时机应如何安排?
答:
B型试块,在每个工作班开始时进行。
4)简述该容器渗透检测的主要步骤。
答:(表面处理、)预清洗、渗透、去除、(干燥)、显像、(干燥)、观察解释与评定(检验)、后处理
5)简述该容器渗透检测时,去除多余渗透剂的注意事项。
答:
注意防止过清洗和清洗不足;
水洗时水射束与被检面的夹角约30°;
水洗时水压小于0.34MPa;
6)确定渗透检测的部分工艺参数。请把正确的答案代号(单选)填入括弧中,并在题目右栏中说
明理由:
5、工艺题(共计70分)
某厂制造的一台压力容器,,材质为1Cr18Ni9直径为2000mm,壁厚12mm,采用手工电弧焊,图纸要求焊缝表面需进行100%渗透检测,请按JB4730-2005标准(报批稿)填写
说明:红色显示的由学员填写
6、综合题(本题60 分)
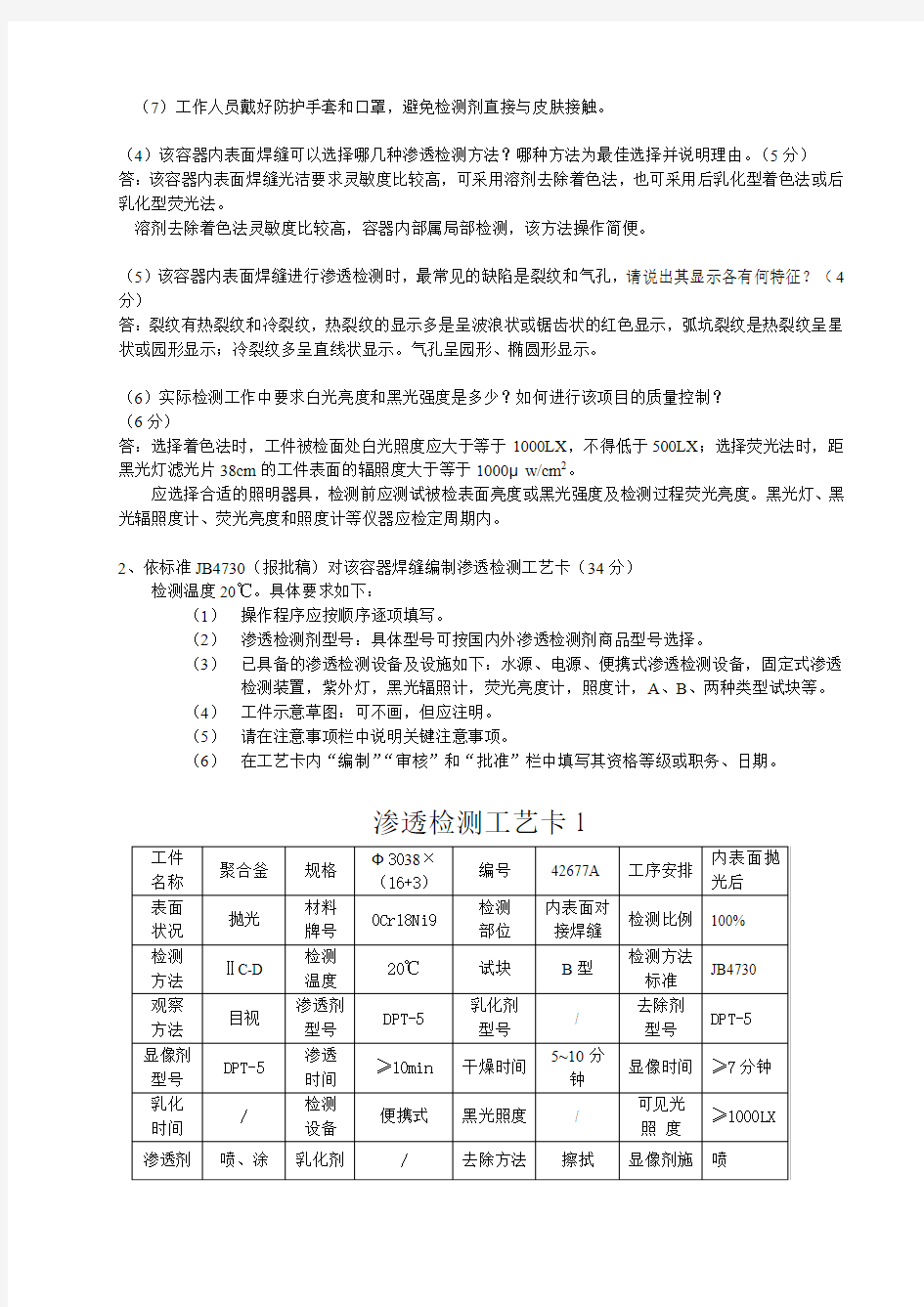
某压力容器制造厂在制的10立方米储罐,壳体材质为16MnR +304L复合钢板,直径Φ1600mm,板厚16+3mm,要求检测所有对接焊缝及热影响区内表面缺陷。制造编号R05,设计压力2.0MPa,腐蚀性介质。Ⅱ类容器、焊后进行水压试验和气密试验。
焊缝
基板
复板
1、回答问题:(30分)
1)该储罐基板焊接后需要进行清根再焊接复板,清根检测选择哪一种检测方法最合适(PT、MT)?为什么?(5分)
答:(1)应选择PT。(2分)
(2)因为清根检测在复板侧进行,复板是奥氏体不锈钢,非铁磁性材料。
(3分)
2)清根检测发现坡口基板与复板处有一长条显示痕迹,请分析判断是什么缺陷?
答:是基板和复板粘合不良造成的分层。(5分)
3)对该设备复合层焊缝进行渗透检测,在设备保护方面应考虑哪些注意事项?
答:(各1.5分,共6分)
1)选用低F、Cl型渗透检测剂;
2)控制F、Cl含量,包括清洗剂(水)等;
3)不得随意敲打内壁、穿工作鞋,防止铁素体污染;
4)擦除显像剂后用水喷洗,去除有害残留物。
5)如何进行检测灵敏度校验?应在什么时候进行?怎样判定灵敏度等级?
(7分)
答:(1)采用B型镀铬试块进行灵敏度校验;(2分)
(2)渗透检测开始前或渗透检测操作条件发生变化时进行校验;(2分)
(3)按照可显示的裂纹区位数判定灵敏度等级;1~2、2~3、3处全显示,分别为1、
2、3级.(3分)
5)渗透检测查出穿透性缺陷。简述按照JB/T4730-2005渗透检测,应选用哪种方法?注意哪些问题?(7分)
答:(1)应选用渗漏方法进行检测。(1分)
(2)应选用渗透能力强的液体,并添加荧光剂,从压力容器内测刷涂渗透剂,保持一定渗透时间后,在压力容器外测在黑光灯下进行探测。(2分)
(3)从压力容器外测刷涂渗透剂,保持一定渗透时间后,从压力容器内测在黑光灯下进行探测。(2分)
(4)用渗透检测泄漏时,通常不进行显像。(2分)
2、修改工艺卡:(30分)
以下是一位Ⅱ级人员为该储罐所有对接焊缝及热影响区内表面渗透检测编制的工艺卡,请对该渗透检测工艺卡按溶剂去除型渗透检测法进行修改完善(将正确答案填在修改栏内或补充工艺卡中的不完善之处于修改栏内)
7、工艺题(40分)
一批镍基合金锻件如下图;规格Ф150×45mm,设计要求进行100%表面渗透检测。表面未加工比较粗糙,检测环境温度40℃。,执行标准JB/T4730-2005,检测灵敏度等级为2级,质量要求Ⅰ级合格。
(7)操作程序应按顺序逐项填写。
(8)现有渗透检测剂:
渗透剂:水洗荧光型渗透剂ZB—2、后乳化荧光渗透剂985P12、、溶剂去除型着色渗透剂DPT-5
乳化剂:乳化剂9PR12
清洗剂:溶剂清洗剂DPT-5;20-30℃、0.2-0.3MPa水、
显像剂:溶剂悬浮型显像剂DPT-5、干粉型显像剂:氧化镁粉
(9)现有检测设备及设施:水源、电源、干燥箱、便携式渗透检测设备、固定式渗透检测设备、浸槽、黑光灯、黑光辐照计、照度计、铝合金试块(A型)、镀铬试块(B 型)等、电动钢丝刷、钢丝刷、压缩空气、红外线测温仪、角向磨光机、干净不脱毛棉布等。
(10)已具备的渗透探伤设备及设施如下:水源、电源、便携式渗透探伤设备,固定式渗透探伤装置,紫外灯,黑光辐照计,荧光亮度计,照度计,铝合金试块、镀铬试块等。
(11)工件示意草图:可不画,但应注明。
(12)请在说明栏内填写工艺质量控制及安全措施等有关说明。
(13)工艺卡内“编制”“审核”和“批准”栏中填写其资格等级、日期。
渗透检测工艺卡1