一?激光切割机堵训大纲
1?对设备的认知,包括设备有几部分组成,设备的运行的基本原理。
⑴?激光切割机分为激光发生器,操作台,工作台z外部辅助设备有空气压缩机z冷水机z空气干燥机z变压器等组成;
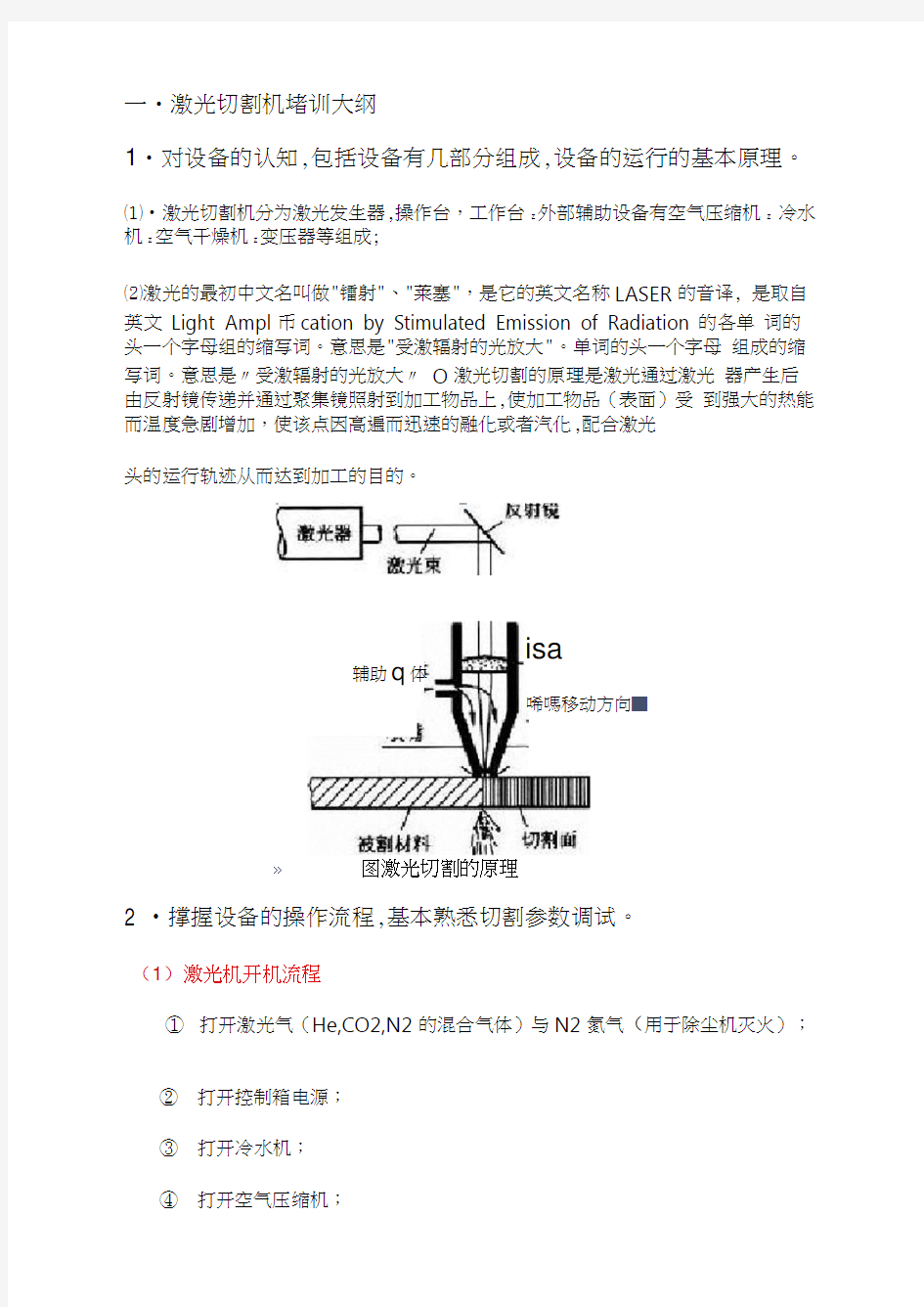
⑵激光的最初中文名叫做"镭射"、"莱塞",是它的英文名称LASER的音译, 是取自英文Light Ampl币cation by Stimulated Emission of Radiation 的各单词的头一个字母组的缩写词。意思是"受激辐射的光放大"。单词的头一个字母组成的缩写词。意思是〃受激辐射的光放大〃O激光切割的原理是激光通过激光器产生后由反射镜传递并通过聚集镜照射到加工物品上,使加工物品(表面)受到强大的热能而温度急剧增加,使该点因高遍而迅速的融化或者汽化,配合激光
头的运行轨迹从而达到加工的目的。
isa
辅助q体
唏嗎移动方向■
?图激光切割的原理
2 ?撑握设备的操作流程,基本熟悉切割参数调试。
(1)激光机开机流程
①打开激光气(He,CO2,N2的混合气体)与N2氮气(用于除尘机灭火);
②打开控制箱电源;
③打开冷水机;
④打开空气压缩机;
⑤打开空气冷干机然后再打开空气阀;
⑥打开激光器总电源开关与系统开关;
⑦等待系统开启完毕后,打开激光发生器钥匙,等待激光机起动或预热;
(2) 激光机关机流程
①关闭激光器钥匙等待,激光器信号灯关闭;
②关闭系统电源,等待显示屏关闭;
③关闭激光器总电源与系统开关;
④关闭空气阀开关;
⑤关闭冷水机电源;
⑥关闭空气冷干机电源;
⑦关闭激光气与氮气气体阀门;
⑧关闭控制箱电源;
⑨关闭空气压缩机电源,注意排除空气压缩机水;
(3) 激光机切割参数的调节与切割工艺
—?在激光切割时,参数的调节主要通过切割材料的切割面来体现切割参数是否调节。
无毛刺,牵引线一
减小进给速率 加大气压
使用更纯的气体 降低焦点
底部的牵引线有 很大的偏移,底部 进给速率太高 激光功率太低 减小进给速率 増加激光功率 加大气压 降低焦点
底面上的毛刺类 似熔渣z 成点滴状
进给速率太高
减小进给速率 加大气压 降低焦点
连在一起的金属
毛刺可以作为一 整块被除去
焦点太局
降低焦点
底面上的金属毛 进给速率太高 2TA-
功率合适
的切口更宽
气压太低
并容易除去
气压太低
刺很难除去
气压太低
只在一边上有毛
喷嘴对中不正确 对中喷嘴
刺
! l i ar
换喷嘴
结构钢:用02切割
缺陷 可能原因
排除
倾斜面切割
极化反射镜不合
蓝色等离子体,工
使用氧气作为加工
气体
减小进给速率 増加功率
两面好f 两面差 适;安装不正确或
]z 缺陷 亍安装在
检查极化反射镜
检查偏转镜
增加功率 减小进给速率
加工气体错误
材料从上面排出
件未切透
(N 2)
给速率太高
功率太低
无毛刺,牵引线倾
斜
切口在底部变得更进给速率太高
结构钢:用。2切割
气压太局
狭窄
缺陷可能原因排除
进给速率太低
产生弹坑
焦点太高
加工的工件过热
材料不纯
非常粗糙的切割
表面
焦点太高
气压太局
减小气压
增加进给速率
降低焦点
使用质量更好的
材料
附氐焦点
减小气压
减小气压
气压太局
切割表面不精密喷嘴损坏了
更换喷嘴
安装合适的喷嘴
使用表面平滑均匀
的材料
减小进给速率
材料不好
不锈钢:用N?高压切割
增加进给速率
紳材料
缺陷
可能原因 解决办法
焦点太低 进给速率太高
抬局焦点 减小进给速率
两边都产生长的不规则的细丝状
毛刺;大板材的表面变色
只在切割边缘的一边产生长的不
规则的毛刺
进给速率太低 增加进给速率 焦点太高 降低焦点 气压太低 加大气压 材料太热
冷却材料 喷嘴未对中 对中喷嘴 焦点太高 降低焦点 气压太低
加大气压 速度太低
提高速度
氮气里含有氧气杂质 使用质量好的氮气
逬给速率太高
减小进给速率 在直线截面上产生等离子体
功率太低 增加功率 焦点太低
抬高焦点
产生点滴状的细小规则毛刺
切割边缘发黄
铝合金:用N2高压切割
缺陷可能原因两边都产生长的不规则的细丝状毛刺z
很难除去
两边都产生长的不规则的毛刺,可手工
除去
焦点太咼
气压太低
进给速率太低
解决办法
降低焦点
加大气压
增加进给速率进给速率太低增加进给速率
二?切割工艺汽化切割
在高功率密度激光束的加热下,材料表面温度升至沸点温度的速度是如此之快,足以避免热传导造成的熔化,于是部分材料汽化成蒸汽消失,部分材料作为喷出物从切缝底部被辅助气体流吹走。一些不能熔化的材料,如木材、碳素材料和某些塑料就是通过这种汽化切割方法切割成形的。
汽化切割过程中,蒸汽随身带走熔化质点和冲刷碎屑,形成孔洞。汽化过程中,大约40%的材料化作蒸汽消失,而有60%的材料是以熔滴的形式被气流^ 除的。
熔化切割
当入射的激光束功率密度超过某一值后,光束照射点处材料部开始蒸发,形成孔洞。一旦这种小孔形成,它将作为黑体吸收所有的入射光束能量。小孔被熔化金属壁所包围,然后,与光束同轴的辅助气流把孔洞周围的熔融材料带走。随看工件移动,小孔按切割方向同步横移形成一条切缝。激光束继续沿看这条缝的前沿照射,熔化材料持续或脉动地从缝被吹走。
氧化熔化
熔化切割一般使用惰性气体,如果代之以氧气或其它活性气体,材料在激光束的照射下被点燃,与氧气发生激烈的化学反应而产生另一热源,称为氧化熔化切割。具体描述如下:
⑴材料表面在激光束的照射下很快被加热到燃点遍度,随之与氧气发生激烈的燃烧反应,放出大量热量。在此热量作用下,材料部形成充满蒸汽的小孔,而小孔的周围为熔融的金属壁所包围。
⑵燃烧物质转移成熔渣控制氧和金属的燃烧速度,同时氧气扩散通过熔渣到达点火前沿的快慢也对燃烧速度有很大的影响。氧气流速越高,燃烧化学反应和去除熔渣的速度也越快。当然,氧气流速不是越高越好,因为流速过快会导致切缝出口处反应产物即金属氧化物的快速冷却,这对切割质量也是不利的。
⑶显然,氧化熔化切割过程存在看两个热源,即激光照射能和氧与金属化学反应产生的热能。据估计,切割钢时,氧化反应放出的热量要占到切割所需全部能量的60%左右。
很明显,与惰性气体比较,使用氧作辅助气体可获得较高的切割速度。
⑷在拥有两个热源的氧化熔化切割过程中,如果氧的燃烧速度高于激光束的移动速度,割缝显得宽而粗糙。如果激光束移动的速度比氧的燃烧速度快,则所得切缝狭而光滑。
控制断裂
对于容易受热破坏的脆性材料,通过激光束加热进行高速、可控的切断,称为控制断裂切割。这种切割过程主要容是:激光束加热脆性材料小块区域,引起该区域大的热梯度和严重的机械变形,导致材料形成裂缝。只要保持均衡的加热梯度,激光束可引导裂缝在任何需要的方向产生。
要注意的是,这种控制断裂切割不适合切割锐角和角边切缝。切割特大封闭外形也不容易获得成功。控制断裂切割速度快,不需要太高的功率,否则会引起工件表面熔化,破坏切缝边缘。其主要控制参数是激光功率和光斑尺寸大小。
切割程序
1、交点位置的检出。激光切割前需先根据材质调整光束焦点在工件上的位置,由于激光束,特别是C02气体激光,—般肉眼看不到,可采用楔形丙烯块检测出焦点位置,然后调节割炬的高度,使焦点处于设定位置。
2、穿孑嗓作要点。世纪切割加工时,有的零件从板材的部开始切割,这就要先在板材上打孔。一种方法是采用连续激光,在薄板上穿孔,可以用正常的辅助气体压力,光束照射0.2-ls就能贯穿工件,然后即可转入切割。当工件厚度较大(如板厚为
2~4mm )时,采用正常的气体压力穿孔,在工件表面上会形成尺寸比较大的溶坑。不但影响切割质量,而且熔融物质溅出可能损坏透镜或喷嘴。此时宜适当增大辅助气体的压力,同事略微增大喷嘴的孔径与工件的距离。这种方法的缺点是气体流量增加并使切割速度P剝氐。
3、防止工件锐角转折处的烧熔。用连续激光切割带有锐角零件时,如切割参数匹配或操作不当,在锐角的转折处很容易发生自烧熔,不能形成转角处的尖角。这不仅使该部位的质量变差,而且还会影响随后的切割。解决这一问题的方法是选择适宜的切割参数,而采用脉冲激光切割时不存在锐角转折处的烧熔问题。
3 ?撑握对设备的保养与维护。
L设备的保养请按照《激光机保养规》与《激光机点检表》进行对激光切割机
保养;
2.如果设备出现不能解决的报警和故障,请及时向车间领导反映情况。
折穹机堵训大纲
1?对设备的加工的基本原理,包括对模具的认识。2?撑握设备的安全操作流程,熟悉并能调节折弯角度。
3 ?撑握对折弯机的养护工作。
二.剪板机堵训大纲
L对设备的认识与撑握设备的运行工作原理。
2?撑握设备的安全操作流程与刀具的间隙的调节。3?撑握设备的保养工作