6061铝合金的氩弧焊接工艺研究
作者:鲍海兰
作者单位:中核北方核燃料元件公司冶金研究所 包头市456信箱28分箱 014035本文链接:https://www.doczj.com/doc/494934174.html,/Conference_6460444.aspx
NO.6,2004 山东机械 引言 为解决能源短缺、环境污染等问题,在汽车制造中采用铝合金轻量化已成为世界汽车工业的发展趋势。在国内,经济成本、铝合金的焊接变形大等因素制约了汽车的铝合金化发展。6061强化铝可广泛应用于汽车车体,与钢材相比较,6061强化铝合金热传导率、线性膨胀系数大,焊后易于软化,焊接变形大,给铝合金薄板的焊接变形数值分析带来一些难点。因此应进一步铝合金的焊接工艺及变形模拟的研究工作。 当前焊接变形数值模拟的方法主要有热弹塑性法及固有应变法,在热弹塑性方法模拟时,6061铝合金特殊的焊后软化特点会给模型的准确建立带来很大的困难。本文采用了热弹塑性方法对6061铝合金的焊接变形进行分析。关于热弹塑性分析和6061的软化现象已经有文献报道,但是迄今尚无把6061的软化现象引入到有限元分析之中的报道。本文用简化的模型在有限元分析中考虑了6061铝合金的软化现象,提高了数值分析的精度。 16061铝的软化现象 6061属于Al-Mg-Si系列铝合金,是一种可热处理强化的铝合金,依靠合金元素(如Mg、Mn、Si、Cu及Zn等)在a固溶体中形成的强化相在基体中的弥散分布来获得较高的强度,有时在合金系中添加少量的Cr、Ni、Ti等元素以获提高机械性能和细化晶粒,焊前一般为固溶处理加人工时效处理状态,焊后必然会产生软化现象,故焊后在试板上 6061铝合金焊接变形的数值分析 王宗茂1 王建平1 吴飞2 (1.济南锅炉集团有限公司;2.上海交通大学) 摘 要:本课题是上海汽车工业基金汽车轻量化研究工作的一部分。汽车轻量化对于节省能源、保护环境、提高安全都 有着重要的现实意义,而铝合金材料的应用则是解决该问题的有效途径之一。目前,国内在这一方面尚与先进国家存在较大差距,主要是由于铝合金结构在焊接工艺上存在较大问题。国内外相关文献主要集中在焊后组织及性能的模拟,本课题旨在对铝合金结构的焊接变形进行数值分析,为制定和优化焊接工艺提供必要的参考。 关键词:6061铝合金焊接变形焊后软化热弹塑性方法固有应变法 NumericalAnalysisonWeldingDeformationof6061AluminumAlloy WangZongmao1WangJianping1WuFei 2 (1.JinanBoilerGroupCo.,Ltd.2.ShanghaiJiaoTongUniversity) :Aluminumalloysareidealmaterialstomaketheautomobilelightenedinordertosavetheenergy andimprovethesafety.ButsomefactorspreventAluminumalloysfrombeingusedmorewildlyintheautomobileanditisanimportantonethatthesuitableweldingtechniqueisdifficulttofind.Thealuminumalloy’srigidityissmallerthanthesteel’s,anditwillbesoftenedinthewelding.Somorefactorsshouldbeconsideredandsomeconstraintsshouldbemodifiedinthesimulationofthealuminumalloywelding. :6061AluminumalloyWeldingdeformationWeldedsofteningHeatelastic-plasticInherent strain SHE JI YU ZHI ZAO 设计与制造 36--
氩弧焊焊接工艺参数 一、电特性参数 1.焊接电流钨极氩弧焊的焊接电流通常是根据工件的材质、厚度和接头的空间位置来选择的,焊接电流增加时,熔深增大,焊缝的宽度和余高稍有增加,但增加很少,焊接电流过大或过小都会使焊缝成形不良或产生焊接缺陷。 2.电弧电压钨极氩弧焊的电弧电压主要是由弧长决定的,弧长增加,电弧电压增高,焊缝宽度增加,熔深减小。电弧太长电弧电压过高时,容易引起未焊透及咬边,而且保护效果不好。但电弧也不能太短,电弧电压过低、电弧太短时,焊丝给送时容易碰到钨极引起短路,使钨极烧损,还容易夹钨,故通常使弧长近似等于钨极直径。 3.焊接速度焊接速度增加时,熔深和熔宽减小,焊接速度过快时,容易产生未熔合及未焊透,焊接速度过慢时,焊缝很宽,而且还可能产生焊漏、烧穿等缺陷。手工钨极氩弧焊时,通常是根据熔池的大小、熔池形状和两侧熔合情况随时调整焊接速度。 二、其它参数 1.喷嘴直径喷嘴直径(指内径)增大,应增加保护气体流量,此时保护区范围大,保护效果好。但喷嘴过大时,不仅使氩气的消耗增加,而且不便于观察焊接电弧及焊接操作。因此,通常使用的喷嘴直径一般取8mm~20mm为宜。 2.喷嘴与焊件的距离喷嘴与焊件的距离是指喷嘴端面和工件间的距离,这个距离越小,保护效果越好。所以,喷嘴与焊件间的距离应尽可能小些,但过小将不便于观察熔池,因此通常取喷嘴至焊件间的距离为7mm~15mm。 3.钨极伸出长度为防止电弧过热烧坏喷嘴,通常钨极端部应伸出喷嘴以外。钨极端头至喷嘴端面的距离为钨极伸出长度,钨极伸出长度越小,喷嘴与工件间距离越近,保护效果越好,但过小会妨碍观察熔池。通常焊对接缝时,钨极伸出长度为5mm~6mm较好;焊角焊缝时,钨极伸出长度为7mm~8mm较好。 4.气体保护方式及流量钨极氩弧焊除采用圆形喷嘴对焊接区进行保护外,还可以根据施焊空间将喷嘴制成扁状(如窄间隙钨极氩弧焊)或其他形状。 焊接根部焊缝时,焊件背部焊缝会受空气污染氧化,因此必须采用背部充气保护。氩气和氦气是所有材料焊接时,背部充气最安全的气体。而氮气是不锈钢和铜合金焊接时,背部充气保护最安全的气体。一般惰性气体背部充气保护的气体流量范围为0.5~42L/min。当喷嘴直径、钨极伸出长度增加时,气体流量也应相应增加。若气流量过小,保护气流软弱无力,保护效果不好,易产生气孔和焊缝被氧化等缺陷;若气流量过大,容易产生紊流,保护效果也不好,还会影响电弧的稳定燃烧。 对管件内充气时,应留适当的气体出口,防止焊接时管内气体压力过大。在根部焊道焊接结束前的25~50毫米时,要保证管内内充气体压力不能过大,以便防止焊接熔池吹出或根部内凹。当采用氩气进行管件焊接背面保护时,最好从下部进入,使空气向上排出,并且使气体出口远离焊缝。
一、T6型铝合金固溶时效炉(铝合金淬火炉)结构简介:铝合金快速固溶炉 是由炉体、炉体钢支架、可拆式炉顶、炉衬、电热元件、循环风机、风道板、炉底炉门、倍速升降机构、料架、淬火槽、运料车、控制系统及配电柜/控制柜、气动系统等组成。 1、工件转移时间短,确保铝合金固溶处理性能。 2、炉门设有自琐机构,确保可靠密封。 3、采用大流量高风压高温耐热风机,产生足够的循环风量及风压。 4、先进的热风导流系统,保证稳定可靠的炉温均匀性。 5、成熟的温度控制系统,能有效抑制温度惯性。 6、先进的料框升降机构。 二、用途:铝合金淬火炉主要用于铝轮毂、铝铸件及各种铝合金标准件的快速固溶处理。 三、主要技术参数生产案例: 型号额定功 率(KW) 额定温 度(℃) 额定电 压(V) 相 数 工作区尺寸(mm) 最大装 载量 (kg) 质量 (kg) sxzzT4-75-6 75 650 380 3 1000X1000X1000 800 3500 sxzzT4-90-6 90 650 380 3 1200X1200X1000 1200 4500 sxzzT4-120-6 120 650 380 3 1200×1200×1500 1500 5200 sxzzT4-150-6 150 650 380 3 1500X1500X1500 2200 6500 sxzz T4-210-6 210 650 380 3 1700×1700×1800 3000 8000 注:若无法满足产能要求,可针对产品再行设计成固溶、时效连续式生产线。
铝合金铸造成套及配套设备以下: Aluminum liquid degassing equipment 铝液除气设备Aluminum melting furnace 熔铝电炉 Graphite crucible smelting furnace 石墨坩埚熔炼炉Aluminum alloy melting furnace 铝合金熔化炉 Shoe model casting equipment 鞋模铸造设备 Plaster mould sintering furncae 石膏模具烧结炉Melting and holding furnace 熔化保温炉 Aluminum alloy solution treatment furnace 铝合金固溶处理炉 Aluminum alloy quenching furnace 铝合金淬火炉Aluminum alloy ageing furnace 铝合金时效炉Aluminum alloy temper furnace 铝合金回火炉 Sealed box-type tempering furnace 箱式回火炉Sealed box-type quenching furnace 箱式淬火炉 Box-type resistance furnace 箱式电阻炉 Bench machine type resistance furnace 台车式电阻炉
铝及铝合金的焊接特点 (1)铝在空气中及焊接时极易氧化,生成的氧化铝(Al2O3)熔点高、非常稳定,不易去除。阻碍母材的熔化和熔合,氧化膜的比重大,不易浮出表面,易生成夹渣、未熔合、未焊透等缺欠。铝材的表面氧化膜和吸附大量的水分,易使焊缝产生气孔。焊接前应采用化学或机械方法进行严格表面清理,清除其表面氧化膜。在焊接过程加强保护,防止其氧化。钨极氩弧焊时,选用交流电源,通过“阴极清理”作用,去除氧化膜。气焊时,采用去除氧化膜的焊剂。在厚板焊接时,可加大焊接热量,例如,氦弧热量大,利用氦气或氩氦混合气体保护,或者采用大规范的熔化极气体保护焊,在直流正接情况下,可不需要“阴极清理”。 (2)铝及铝合金的热导率和比热容均约为碳素钢和低合金钢的两倍多。铝的热导率则是奥氏体不锈钢的十几倍。在焊接过程中,大量的热量能被迅速传导到基体金属内部,因而焊接铝及铝合金时,能量除消耗于熔化金属熔池外,还要有更多的热量无谓消耗于金属其他部位,这种无用能量的消耗要比钢的焊接更为显著,为了获得高质量的焊接接头,应当尽量采用能量集中、功率大的能源,有时也可采用预热等工艺措施。 (3)铝及铝合金的线膨胀系数约为碳素钢和低合金钢的两倍。铝凝固时的体积收缩率较大,焊件的变形和应力较大,因此,需采取预防焊接变形的措施。铝焊接熔池凝固时容易产生缩孔、缩松、热裂纹及较高的内应力。生产中可采用调整焊丝成分与焊接工艺的措施防止热裂纹的产生。在耐蚀性允许的情况下,可采用铝硅合金焊丝焊接除铝镁合金之外的铝合金。在铝硅合金中含硅0.5%时热裂倾向较大,随着硅含量增加,合金结晶温度范围变小,流动性显著提高,收缩率下降,热裂倾向也相应减小。
手工氩弧焊工艺 1.焊前清理 氩弧焊不仅要求氩气有良好的保护效果,而且必须对被被焊工件的接头附近及填充丝进行焊前清理,去除金属表面的氧化膜、油脂、油漆等物质,以保证焊接接头的质量。清理的方法因材料而异。 A.机械清理此法较简单,而且效果较好,对不锈钢可用砂布打磨,铝合金可用钢丝刷或电动钢丝轮及用刮刀刮。用刮刀的方法对清理铝合金表面氧化膜是行之有效的,而用锉刀则不能彻底去除氧化膜。机械清理后,可用丙酮去除油污。 B.化学清理对于铝、钛、镁及其合金,在焊前需进行化学清理。此法对工件及填充焊丝都是适用的。由于化学清理对大工件不太方便,因此,此法大多用于清理填充丝及小工件。 2.焊接参数选择 1.根据工件材质规格选择焊丝牌号规格和钨极牌号:选用焊丝太细不但生产 率低,并且由于比表面积大,相应带入焊缝中的杂质也多。 2.根据工件特性和焊丝规格确定钨极直径和端部形状:正确选用钨极直径, 技能提高生产率又能满足工艺上的要求和减少钨极的烧损。钨极直径选用过小则使钨极熔化和蒸发,或引起电弧不稳和焊缝夹钨等现象出现。钨极直径选用过大,在用交流电源焊接时会出现电弧漂移而分散或出现偏弧现象。如果钨极直径选用合适,交流焊接时一般端部会熔成圆球形。钨极直径一般应等于或大于焊丝直径,焊接薄工件或熔点低的铝镁合金时钨极直径略小于焊丝直径,中厚工件钨极直径等于焊丝直径,厚工件钨极直径大于焊丝直径。 3.焊接电流:是GTAW最重要的参数,取决于钨极种类和规格。电流太小, 难以控制焊道成形,容易形成未熔合和未焊透缺陷,同时电流太小造成生产效率降低会浪费氩气。电流太大,容易形成凸瘤和烧穿缺陷,熔池温度过高时,会出现咬边、焊道成形不美观。电流大小要适当,根据经验,电流一般为钨极直径的30-55倍,交流电源选下限,直流正接选上限,当钨极直径小于3mm时,从计算值减去5-10A,当钨极直径大于4mm时,计算值再加10-15A。同时还需要注意的是焊接电流不能大于钨极的许用电
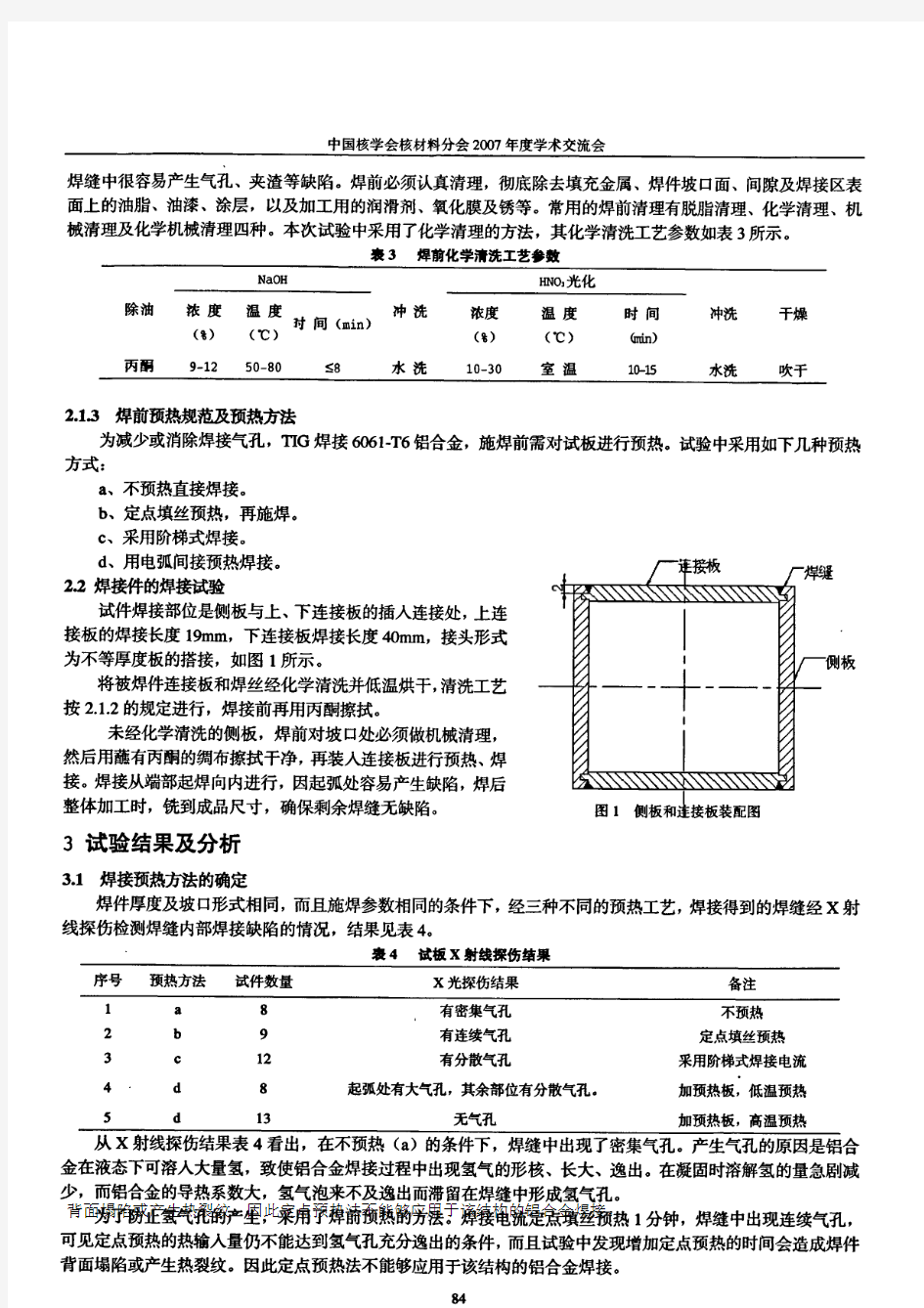
铝合金淬火炉简短说明 铝合金淬火炉是由加热炉罩和移动式底架组成的。方形(或圆形)炉罩顶装有起重机,通过链条和挂钩可将料筐吊至炉膛。炉罩由型钢支起,底部有气动(或电动)操作的炉门。位于炉罩下方的底架可沿轨道移动、定位,底架上面载有淬火水槽和料筐。生产时,将底架上的料筐移至炉罩正下方,打开炉门,放下链条及挂钩将料筐吊入炉膛,关闭炉门后进行加热。淬火是地,先将底架上的水槽移至炉罩正下方,然后打开炉门,放下链条,将料筐(工件)淬入水中。 铝合金淬火炉适用于对大、中型铝合金产品零部件的固溶处理及时效处理。 主要技术参数 额定温度650 ℃ 控温精度±1 ℃ 有效工作尺寸由用户提供要求 淬火转移时间 8-12 秒(可调) 淬火槽容积根据用户要求设计 淬火液温度 60~90 ℃ (可调) 设备结构 铝合金淬火炉是由炉体、炉体钢支架、可拆式炉顶、炉衬、电热元件、循环风机、导风板、炉底对开式炉门、倍速升降机构、料架、淬火槽、运料车、控制系统及配电柜/控制柜、液压系统等组成。 炉体外壳框架采用型钢焊接成型,内壁采用1Cr18Ni9Ti耐热钢板,内衬采用优质全纤维结构,炉壳内表面贴附一层橡胶石棉板,起到隔热作用并保护炉壳表面不被腐蚀。 加热元件采用加热元件采用0Cr25AL5合金丝绕制成带状,套在绝缘瓷管上,通过不锈圆钢固定于炉壳上,这种结构电阻带悬挂在炉膛四周,有利与热量散发和流通。 热风循环装置由通风机装置和导风板组成,通风机装置安放在炉体顶部,风扇采用1Cr18Ni9Ti耐热钢制作成离心式风叶。导风板采用 1Cr18Ni9Ti耐热钢制成,通过若干个搁杆固定于炉膛内壁上,将电阻带包裹在里面,通过热风循环系统将电阻带散发的热量进行热循环,使炉内温度均匀。通风装置按炉膛容积制作,确保热风循环次数在40次/分钟以上。 底座架是供搁置炉件用的,采用型钢焊接而成。 炉门壳件采用钢材焊接成型,内衬采用优质全纤维结构。 炉门与炉体的密封采用硅酸铝耐火纤维材料。 电炉配有装两辆小车。 提升机构由卷扬机、装料框、提升铰链、滚动轮等组成。 卷扬机安装于底座架一侧,采用低速比减速器,且带有自锁装置,可确保装料框在任何位置停留及减速运行,防止装料框下降时快速撞击淬火槽。 装料框根据用户要求,由型钢制作。 提升装置架采用钢缆牵引。 淬火水池深度超过装料框1.5倍,可确保工件在淬火池得到淬火冷却,淬火水池内另采用电加热管进行加热。并通过测温仪表自动控制。水池有进水口,可冷却水温,池内设有循环水泵进行热水喷射循环,使温度均匀。 炉口四周嵌有耐火纤维棉砂封刀,炉门关闭后与炉口的插刀贴紧,确保无热量散发。 加热元件采用带状电热元件,分别布置在炉膛两侧,材质为0Cr25AL5合金丝,使用寿命长。 铝合金淬火炉各机械传动部分采用连锁控制,即炉门打开后自动切断通风机装置和加热件电源。炉门关闭到位后,才能接通通风机装置和加热元件的电源,防止误操作而发生故
手工钨极氩弧焊接工艺操作规程 ,保护电极和溶池不受大气有害气体的危害。 (一)手工钨极氩弧焊工艺参数 20~30A 的 、 ,也会使焊缝氧 化或产生焊透不匀等缺陷。应在保证良好视线的前提下短弧操作。通常电弧电压的选用范围是10~20V 。 4、焊丝直径和氩气流量: D=(2.5-3.5)d D---表示喷嘴直径(mm )d---表示钨针直径(mm ) 空气侵入。气体流量取决于喷嘴形状、尺寸、坡口形式、焊接电流及喷嘴与工件间
距 Q=KD Q—表示氩气流量(L/min)D---表示喷嘴直径(mm) K—表示系数K值=0.8~1.2 5、钨极伸出长度: 5~10 颜色观察法以鉴别气体保护效 ;铝焊缝表面呈银白本色。 2.电源种类和极性的选择: 金属 类别 碳钢 3.坡口形式和尺寸: 常用坡口形式有V形、U形、双面V形和V-U组合形等。
(三)焊前清理及预热: 1、焊前清理:施焊前必须严格清理焊接区及填充焊丝,去除氧化膜、油脂及水分。工件表面未形成氧化膜时,可用丙酮进行脱脂处理,当已生成氧化膜时应进行酸化处理或用机械法打磨掉,焊前再用丙酮去污。 2、预热:黑色金属焊接一般不须预热,δ> 26mm时,可适当预热。预热可加快焊接速度、防止过热、减少合金元素烧损,并利 (四) 1 缝长 接口口融合。 2、引弧:可采用短路接触法引弧,既钨极在引弧板上轻轻接触一下并随即抬起2mm左右即可引燃电弧。使用普通氩弧焊机, 3~5mm 3、填丝施焊: 75~80 150~200 以防扰乱氩气保护。不能象气焊那样在熔池中搅拌, 或者将焊丝端头浸入熔池中不断填入并向前移动。视装配间隙大小,焊丝 与焊枪可同步缓慢地稍做横向摆动,以增加焊缝宽度。防止焊丝与钨极接触、碰撞 ,打底焊应1次连续完成,避免停弧以减少接头。焊接时发现有缺陷,如加渣、气孔等应将缺陷清除,
(19)中华人民共和国国家知识产权局 (12)发明专利申请 (10)申请公布号 (43)申请公布日 (21)申请号 201910274668.8 (22)申请日 2019.04.08 (71)申请人 上海工程技术大学 地址 201620 上海市松江区龙腾路333号 (72)发明人 张培磊 吴希 何珊珊 李绍伟 卢庆华 闫华 于治水 (74)专利代理机构 上海伯瑞杰知识产权代理有 限公司 31227 代理人 王一琦 (51)Int.Cl. B23K 26/12(2014.01) B23K 26/21(2014.01) B23K 26/60(2014.01) B23K 26/70(2014.01) (54)发明名称 一种6061铝合金薄板脉冲激光叠焊工艺方 法 (57)摘要 本发明涉及铝合金薄板激光焊接技术领域 的一种6061铝合金薄板脉冲激光叠焊工艺方法, 在合适的工艺参数下能够实现薄板铝合金的叠 焊,避免了较大热影响区以及激光焊接时气孔的 产生,获得的叠焊工件强度较高。在采用脉冲激 光焊接同时在一定角度通入保护气体,保护气气 流方向与焊接方向相匹配,降低了铝合金熔池氧 化;通过调整工艺参数减少了焊接时熔池金属的 飞溅。权利要求书1页 说明书4页 附图3页CN 109967869 A 2019.07.05 C N 109967869 A
权 利 要 求 书1/1页CN 109967869 A 1.一种6061铝合金薄板脉冲激光叠焊工艺方法,其特征在于,包括如下步骤: 1)焊前准备步骤:取两块厚度均为1mm的铝合金板(1),将其中一块铝合金板(1)的上板面作为焊接面(2),采用砂纸打磨焊接面(2),使得焊接面(2)处于平整状态,打磨完成后清理焊接面(2)的待焊区域(3)以及两块铝合金板(1)的相对面,用丙酮或酒精将焊接面(2)上的待焊区域(3)彻底擦拭干净,然后等丙酮或酒精完全挥发使得上述的待焊区域(3)处于干燥状态,上述焊接面(2)上的待焊区域(3)为焊缝的覆盖区域,上述焊接面(2)上的待焊区域(3)是宽度为1mm的、焊接时被焊缝覆盖的长条状平面; 2)装夹步骤:将两块铝合金板(1)上下叠加放置并形成矩形的叠加区域,并用夹具同时夹住两块铝合金板(1),两块铝合金板(1)叠加区域的宽度控制在30-40mm,上述待焊区域(3)的长度方向平行于叠加区域的长度方向; 3)焊接步骤:调整激光焊接的工艺参数,使得功率2.6~2.8W,焊接速度5~8mm/s,激光脉冲持续时间10~13ms、频率9~16Hz,保护气喷气装置(5)输出的保护气体为99.9%的氩气,保护气体流量15~20L/min,其中,焊接方向以待焊区域(3)的长度方向为准,以焊接前进方向为准保护气喷气装置(5)的出气端在激光焊机(4)焊接端后面2~3mm的位置,保护气体的喷射方向线与焊接面(2)形成30度的夹角,调整完毕后用激光焊机(4)对装夹完成的两块铝合金板(1)进行焊接,焊接时激光束与焊接面(2)形成的夹角为90度; 4)焊后检测与分析步骤:焊后对焊缝的外观进行目测检验,对焊接接头进行力学性能检测,采用XRD对金属间化合物进行成分分析。 2.根据权利要求1所述的一种6061铝合金薄板脉冲激光叠焊工艺方法,其特征在于:两块铝合金板(1)的相对面之间的间隙不大于0.1mm。 3.根据权利要求1所述的一种6061铝合金薄板脉冲激光叠焊工艺方法,其特征在于:在焊接步骤中激光焊接的脉冲激光离焦量为0mm。 4.根据权利要求1所述的一种6061铝合金薄板脉冲激光叠焊工艺方法,其特征在于:在焊前准备步骤中打磨焊接面(2)时,先用粗砂纸打磨焊接面(2),然后再用细砂纸打磨焊接面(2)。 5.根据权利要求4所述的一种6061铝合金薄板脉冲激光叠焊工艺方法,其特征在于:上述粗砂纸选为800目的规格,细砂纸选为2000目的规格。 2
氩弧焊的焊接方法 ?教学目的:掌握好手工钨极氩弧焊的焊前准备、运焊把、送丝、引弧、焊接、收弧的技巧 ?具体要求: ?1、了解焊弧焊的原理、特点和分类 ?2、掌握好氩弧焊焊前准备和焊接方法 ?3、掌握好氩焊在焊接过程中产的缺陷和解决的办法 ?4、适用于有接焊接基础人员,其焊件需要进行无损检测、内部和外观要求有较高要求的标准焊件。 ?1、氩弧焊的原理: ?氩弧焊是使用惰性气体氩气作为保护气体的一种气电保护焊的焊接方法。?2、氩弧的特点: ?(1)焊缝质量高,由于氩气是一种惰性气体,不与金属起化学反应,合金元素不会被烧损,而氩气也不熔于金属,焊接过程基本上是金属熔化和结晶的过程,因此,保护较果好,能获得较为纯净及高质量的焊缝?(2)焊接变形应力小,由于电弧受氩气流的压缩和冷却作用,电弧热量集中,且氩弧的温度又很高,故热影响区小,故焊接时应力与变形小,特别造用于薄件焊接和管道打底焊。 ?(3)焊接范围广,几乎可以焊接所有金属材料,特别适宜焊接化学成份活泼的金属和合金。 ?3、氩弧焊的分类: ?氩弧焊根据电极材料的不同可分为钨极氩弧焊(不熔化极)和熔化极氩弧焊。根据其操作方法可分为手工、半自动和自动氩弧焊。根据电源又可以分为直流氩弧焊、交流氩弧焊和脉冲氩弧焊。 ?4、焊前准备: ?(1)阅读焊接工艺卡,了解施焊工件的材质、所需要的设备、工具和相关工艺参数,其中包括选用正确的焊机,(如焊接铝合金则需要用交流焊机),正确的选用钨极和气体流量, ?首先,要从焊接工艺卡上得知焊接电流的大小等工艺参数。然后选用钨极(一般来说直径2.4mm用的比较多,它的电流造应范围是150A—250A,铝例外)。
手工钨极氩弧焊接工艺操作规程氩弧焊是用氩气作保护气体的气体保护电弧焊 焊接时从焊枪喷嘴连续喷出保护气体氩气 以排除焊接区的空气,保护电极和溶池不受大气有害气体的危害。 (一)手工钨极氩弧焊工艺参数 钨极氩弧焊是以高熔点钨棒做为电极 利用氩气层流保护下的钨极与工件间放电的电弧加热焊丝及母材进行焊接。由于电弧具有良好的稳定性 即使在20~30A的低电流下电弧还可稳定地燃烧。 手工钨极氩弧焊工艺参数主要有焊接电流、电弧电压、钨极直径、氩气流量、焊丝直径、喷嘴直径、钨极伸出长度、焊接速度等。 1、焊接电流电流过大容易产生烧穿或焊缝下陷、咬边等缺陷还会引起钨极烧损或产生夹钨缺陷,电流过小,电弧燃烧不稳定甚至发生偏吹。 2、电弧电压钨极端部越尖 电压越高。过高影响气体保护效果,也会使焊缝氧化或产生焊透不匀等缺陷。应在保证良好视线的前提下短弧操作。通常电弧电压的选用范围是10~20V。 3、钨极直径相应的电流调节参数: 4、焊丝直径和氩气流量:
D=(2.5-3.5)d D---表示喷嘴直径(mm)d---表示钨针直径(mm)氩气流量过大可能破坏层流保护、卷入空气 流量过小 气流挺度减弱 也易使空气侵入。气体流量取决于喷嘴形状、尺寸、坡口形式、焊接电流及喷嘴与工件间距离 也与外界环境有关。 Q=KD Q—表示氩气流量(L/min)D---表示喷嘴直径(mm)K—表示系数K值=0.8~1.2大喷嘴取上限 小喷嘴取下限 5、钨极伸出长度: 系钨极端头伸出喷嘴端面的距离。伸出长度小 喷嘴与工件距 离近则保护效果好。但过近影响视线 妨碍操作。 总之手工钨极氩弧焊的喷嘴直径一般为5~20mm氩气流量3~25 L/min 钨极伸出长度为5~10mm喷嘴与工件距离5~12mm。 (二)手工钨极氩弧焊操作技术 1.焊接工艺参数: 氩气保护试验法:按选定的工艺参数在试验板(与工件材质相同)上引燃电弧后并保持不动 待电弧燃烧5~10秒灭弧 然后检查熔化焊点周围有无明显、光亮的圆圈。圆圈越大越光亮清晰 说明保护效果越好。 颜色观察法:在试验板上焊接 焊后观察焊缝表面的氧化色以鉴别气体保护效果。不锈钢焊缝表面呈银白色和金黄色最好蓝色次之 灰色不良 黑色最差;铝焊缝表面呈银白本色。 2. 电源种类和极性的选择:
四机械制造四邢睿智,等四光纤激光功率和焊接速度对6061铝合金焊缝成形的影响 作者简介:邢睿智(1991-),男,安徽亳州人,硕士研究生,研究方向为激光焊接三 DOI:10.19344/https://www.doczj.com/doc/494934174.html,ki.issn1671-5276.2017.04.016 光纤激光功率和焊接速度对6061铝合金 焊缝成形的影响 邢睿智,王克鸿,江俊龙,周红云 (南京理工大学材料科学与工程学院,江苏南京210094) 摘 要:利用10kW 光纤激光器对2.5mm 厚6061铝合金进行了焊接试验,探究激光功率和焊接速度对焊缝成形的影响三对比分析了不同激光功率和焊接速度获得的焊缝表面形貌二焊缝横截面形貌三试验结果表明:激光功率焊接速度对6061铝合金激光焊缝的熔深和熔宽具有显著影响,熔宽在一定范围内随着激光功率的增加而增加,最终达到某一数值不再增加三激光功率的大小影响激光自身的稳定性,从而影响焊缝的成形三关键词:激光功率;焊接速度;焊缝成形 中图分类号:TG441.3 文献标志码:B 文章编号:1671-5276(2017)04-0056-03 Effect of Laser Power and Weld speed on Weld Appearance of 6061Aluminum Alloy XING Ruizhi,WANG Kehong,JIANG Junlong,ZHOU Hongyun (School of Materials Science and Engineering ,Nanjing University of Science and Technology ,Nanjing 210094,China )Abstract :The weld test of 2.5mm thick 6061aluminum alloy is done by the 5kW optical fiber laser beam.The effect of laser power and weld speed on weld appearance of Al alloy is investigated.The weld surface shape is compared with the weld cross -sectional shape.The flow behavior of the melt pool during the welding process is discussed.The results reveal that laser power and weld speed have a remarkable influence on weld depth and width.In a certain rang ,the weld width increases with the increasing laser power ,but the weld width can only reach to a certain value.The value of laser power affects its own stability and the appearance of weld. Keywords :laser power ;weld speed ;weld appearance 0 引言 为了减少环境污染与能源消耗,铝合金被越来越多地 应用在汽车和飞机等交通工具的制造中[1-2]三而6061铝合金由于其抗腐蚀性好二韧性高二加工性能佳以及出色的焊接性在建筑二机械二电子等多个领域得到了广泛的应用三激光焊接作为一种有效的铝合金连接方法,既符合轻量化标准,又能达到高强度的要求三在铝合金激光焊接中,激光功率和焊接速度是2个极其重要的焊接参数,因为激光功率和焊接速度的匹配关系直接表征了焊接的工艺范围,本文就探讨激光功率和焊接速度对6061铝合金光纤激光焊焊缝成形的影响三 1 试验设备二材料及方法 1.1 试验设备 试验采用的设备主要包含3个部分:1)美国IPG 公司的YLS -10000型光纤激光器系统,最大输出功率为 10kW,输出激光为λ=1064nm 的连续波;2)德国KUKA 公司生产的KR -16型六轴串联结构机械臂;3)德国Pre- citec 公司生产的YW -52型激光焊接头三 1.2 试验材料 试验采用2.5mm 厚100mm ?20mm 的6061铝合金板材,板材加工状态为T6态,即固溶热处理后人工时效,具体质量分数如表1所示三 表1 6061铝合金的质量分数 % 材料Si Fe Cu Mn Mg Cr Zn Ti Ni Al 6061 0.4~0.8?0.70.15~0.4?0.150.8~1.20.04~ 0.35 ?0.25?0.15?0.015余量1.3 试验方法 试验沿试板最长边进行平板对接;采用99.9%的氩气实现全方位的保护,流量为25L /min,激光束垂直向下,倾 斜角度为0?,离焦量Δ=0;同时保持侧吹气与母材的相对位置不变三焊接过程为激光自熔焊,不添加焊丝和任何填充材料,单面焊双面成形三通过IPG 激光器计算机软件控制激光功率大小,并通过KUKA 机器人操作面板来设置焊接速度三 由于铝及铝合金在空气中极易氧化,在其表面生成一 四 65四万方数据
氩弧焊 一、认识手工钨极氩弧焊及其设备 1、氩弧焊的原理 氩弧焊是使用氩气作为保护气体的一种气体保护电弧焊方法利用钨电极和工件间产生的电弧热熔化母材和填充焊丝(可以不用焊丝)的一种焊接方法,又称为GTAW(Gas Tungsten Arc Welding)焊或TIG焊接(Tungsten Inert Gas)。 a)钨极氩弧焊 b)熔化极氩弧焊 2、氩弧焊的特点 (1)焊缝质量较高由于氩气是惰性气体,不与金属产生化学反应,同时氩气不溶解于液态金属,将其作为气体保护层,使高温下被焊金属中的合金元素不会氧化烧损,并且保护效果好,因此,能获得较高的焊接质量。 (2)焊接变形与应力小,特别适宜于薄件的焊接。 (3)可焊的材料范围广,几乎所有的金属材料都可进行氩弧焊。 (4)操作技术易于掌握,容易实现机械化和自动化。 3、氩弧焊的分类 根据所用的电极材料可分为: 根据操作方式可分为: 根据采用的电源的种类可分为: 4、氩弧焊的设备 手工钨极氩弧焊设备由焊接电源、焊枪、供气系统、控制系统和冷却系统等部分组成。 1-焊件 2-焊枪 3-遥控盒 4-冷却水 5-电源与控制系统 6-电源开关 7-流量调节器 8-氩气瓶 (1)焊接电源
钨极氩弧焊要求采用具有陡降外特性的焊接电源,有直流电源和交流电源两种。(常用的直流钨极氩弧焊机有WS-250型、WS-400型等;交流钨极氩弧焊机有WSJ-150型、WSJ-500型等;交直流钨极氩弧焊机有WSE-150型、WSE-400型等。森松公司用的为松下TSP-300型。) (2)控制系统 控制系统是通过控制线路,对供电、供气与稳弧等各个阶段的动作进行控制。 手工钨极氩弧焊控制程序 (3)焊枪 焊枪的作用是装夹钨极、传导焊接电流、输出氩气流和启动或停止焊机的工作系统。焊枪分为大、中、小三种,按冷却方式又可分为气冷式和水冷式。 当所用焊接电流小于150A时,可选择气冷式焊枪见下图。 焊接电流大于150A时,必须采用水冷式焊枪见下图: 常见的焊枪喷嘴形状示意图: (4)供气系统 供气系统由氩气瓶、氩气流量调节器及电磁气阀组成。 1)氩气瓶外表涂灰色,并用绿漆标以“氩气”字样。 氩气瓶最大压力为15MPa,容积为40L。 2)电磁气阀是开闭气路的装置,由延时继电器控制,可起到提前供气和滞后停气的作用。 3)氩气流量调节器起降压和稳 压的作用及调节氩气流量。氩气流量 调节器的外形如右图。 (5)冷却系统 用来冷却焊接电缆、焊枪和钨极。如 果焊接电流小于150A可以不用水冷却。使用的焊接电流超过150A时,必须通水冷却,并以水压开关控制。
岗位必知必会安全知识淬火炉操作工 兖矿集团有限公司
淬火炉操作工 一、接班时必须做到 1. 持证上岗,正确穿戴好劳动防护用品,按时交接班。 2. 了解上一个班的工作情况及存在问题。 3. 检查确认工作现场干净、整洁,安全设施、消防器材齐全完好。 4. 明确当前设备的运行情况及当班的工作任务、工作内容。 5. 履行接班手续,规范填写交接班记录。 二、工作前必须做到 1. 检查确认工器具齐全、完好。 2. 检查确认设备转动机构动作正常。 3. 检查确认热风循环系统、电加热系统、启动系统、水冷系统、液压系统、电气系统运行正常。 4. 检查确认设备运行参数正常,运行方式正确。 5. 检查确认炉料符合生产卡片要求,且表面无杂物。 6. 生产前必须空车试运转,如发现异常及时汇报、处理。 7. 检查确认记录齐全、填写规范。 三、工作中必须做到 1. 严格按照时效工艺要求进行加热、淬火。 2. 每两小时检查一次淬火炉的运行情况,确认设备运行正常、仪表指示正确、淬火炉炉门密封良好。发现问题及时汇报,并找相关人员进行处理。 3. 装、出炉必须在停止通风机、切断加热器电源后进行。 4. 用铝线捆绑料时,必须系好安全带,防止掉入水槽内。 5. 炉料挂在卷扬机链子上后,必须慢速启动,使悬臂吊脱离料挂,回到原来位置后方可快速升料。 6. 吊车起吊重物时必须发出警告信号,人员未离开起重区域之前,重物严禁起升或下降。 7. 必须当水槽内的料装入炉内后,吊车方可起吊第二个炉料。 8. 炉料置于小车上必须要有稳固措施,防止掉落伤人。 9. 规范填写运行记录,记录保持完整、清晰、准确。 四、完工后必须做到 1. 切断设备的电源。 2. 清点使用的工器具和材料,并定置摆放。 3. 检查确认工作现场的安全设施、消防器材齐全完好。 4. 清理作业现场环境卫生。 5. 规范填写相关记录。 五、交班时必须做到
6063铝材用什么焊条焊接 - fsokl 2008-09-20 14:18:05 请问6063铝材用风焊焊接,用什么焊条焊缝和铝材表面颜色一至又牢固Re:6063铝材用什么焊条焊接 - gaowang_1987 2008-09-20 14:20:11 1.铝及铝合金的焊接特点 (1)铝在空气中及焊接时极易氧化,生成的氧化铝(Al2O3)熔点高、非常稳定,不易去除。阻碍母材的熔化和熔合,氧化膜的比重大,不易浮出表面,易生成夹渣、未熔合、未焊透等缺欠。铝材的表面氧化膜和吸附大量的水分,易使焊缝产生气孔。焊接前应采用化学或机械方法进行严格表面清理,清除其表面氧化膜。在焊接过程加强保护,防止其氧化。钨极氩弧焊时,选用交流电源,通过“阴极清理”作用,去除氧化膜。气焊时,采用去除氧化膜的焊剂。在厚板焊接时,可加大焊接热量,例如,氦弧热量大,利用氦气或氩氦混合气体保护,或者采用大规范的熔化极气体保护焊,在直流正接情况下,可不需要“阴极清理”。 (2)铝及铝合金的热导率和比热容均约为碳素钢和低合金钢的两倍多。铝的热导率则是奥氏体不锈钢的十几倍。在焊接过程中,大量的热量能被迅速传导到基体金属内部,因而焊接铝及铝合金时,能量除消耗于熔化金属熔池外,还要有更多的热量无谓消耗于金属其他部位,这种无用能量的消耗要比钢的焊接更为显着,为了获得高质量的焊接接头,应当尽量采用能量集中、功率大的能源,有时也可采用预热等工艺措施。 (3)铝及铝合金的线膨胀系数约为碳素钢和低合金钢的两倍。铝凝
固时的体积收缩率较大,焊件的变形和应力较大,因此,需采取预防焊接变形的措施。铝焊接熔池凝固时容易产生缩孔、缩松、热裂纹及较高的内应力。生产中可采用调整焊丝成分与焊接工艺的措施防止热裂纹的产生。在耐蚀性允许的情况下,可采用铝硅合金焊丝焊接除铝镁合金之外的铝合金。在铝硅合金中含硅%时热裂倾向较大,随着硅含量增加,合金结晶温度范围变小,流动性显着提高,收缩率下降,热裂倾向也相应减小。根据生产经验,当含硅5%~6%时可不产生热裂,因而采用SAlSi条(硅含量%~6%)焊丝会有更好的抗裂性。 (4)铝对光、热的反射能力较强,固、液转态时,没有明显的色泽变化,焊接操作时判断难。高温铝强度很低,支撑熔池困难,容易焊穿。 (5)铝及铝合金在液态能溶解大量的氢,固态几乎不溶解氢。在焊接熔池凝固和快速冷却的过程中,氢来不及溢出,极易形成氢气孔。弧柱气氛中的水分、焊接材料及母材表面氧化膜吸附的水分,都是焊缝中氢气的重要来源。因此,对氢的来源要严格控制,以防止气孔的形成。 (6)合金元素易蒸发、烧损,使焊缝性能下降。 (7)母材基体金属如为变形强化或固溶时效强化时,焊接热会使热影响区的强度下降。 (8)铝为面心立方晶格,没有同素异构体,加热与冷却过程中没有相变,焊缝晶粒易粗大,不能通过相变来细化晶粒。
氩弧焊工艺·苏州焊工培训 1.焊前清理 氩弧焊不仅要求氩气有良好的保护效果,而且必须对被被焊工件的接头附近及填充丝进行焊前清理,去除金属表面的氧化膜、油脂、油漆等物质,以保证焊接接头的质量。清理的方法因材料而异。 A.机械清理此法较简单,而且效果较好,对不锈钢可用砂布打磨,铝合金可用钢丝刷或电动钢丝轮及用刮刀刮。用刮刀的方法对清理铝合金表面氧化膜是行之有效的,而用锉刀则不能彻底去除氧化膜。机械清理后,可用丙酮去除油污。 B.化学清理对于铝、钛、镁及其合金,在焊前需进行化学清理。此法对工件及填充焊丝都是适用的。由于化学清理对大工件不太方便,因此,此法大多用于清理填充丝及小工件。 2.焊接参数选择 1.根据工件材质规格选择焊丝牌号规格和钨极牌号:选用焊丝太细不但生产 率低,并且由于比表面积大,相应带入焊缝中的杂质也多。 2.根据工件特性和焊丝规格确定钨极直径和端部形状:正确选用钨极直径, 技能提高生产率又能满足工艺上的要求和减少钨极的烧损。钨极直径选用过小则使钨极熔化和蒸发,或引起电弧不稳和焊缝夹钨等现象出现。钨极直径选用过大,在用交流电源焊接时会出现电弧漂移而分散或出现偏弧现象。如果钨极直径选用合适,交流焊接时一般端部会熔成圆球形。钨极直径一般应等于或大于焊丝直径,焊接薄工件或熔点低的铝镁合金时钨极直径略小于焊丝直径,中厚工件钨极直径等于焊丝直径,厚工件钨极直径大于焊丝直径。 3.焊接电流:是GTAW最重要的参数,取决于钨极种类和规格。电流太小, 难以控制焊道成形,容易形成未熔合和未焊透缺陷,同时电流太小造成生产效率降低会浪费氩气。电流太大,容易形成凸瘤和烧穿缺陷,熔池温度过高时,会出现咬边、焊道成形不美观。电流大小要适当,根据经验,电流一般为钨极直径的30-55倍,交流电源选下限,直流正接选上限,当钨极直径小于3mm时,从计算值减去5-10A,当钨极直径大于4mm时,计算值再加10-15A。同时还需要注意的是焊接电流不能大于钨极的许用电
中温翻转式台车炉 中温翻转式台车炉用途:合金钢加热快速淬火用。温度:950℃ 特点: 1、从炉门开启--台车驶出至池边--台车倾斜、工件全部倾入淬火池的全过程时间大约在1分钟左右。工件入淬火介质时间快,提高热处理工艺质量; 2、中温翻转式台车炉加热温度采用PID过零触发可控硅、高精度智能表控温,控温精度高,温差波动±1℃左右。另用圆图自动记录仪记录温度和超温报警,双重控制,确保工件加热不超温;温度根据工艺自行设定; 3、台车倾斜采用电动液压装置,台车倾斜平稳,不抖动,倾斜角度大于35℃; 4、台车倾斜、台车进出、炉门升降均为电动控制,且设有连锁保护装置,可防止因误操作而产生的故障和事故; 5、中温翻转式台车炉无污染,环保效益好。 中温翻转式台车炉详情登录:https://www.doczj.com/doc/494934174.html,/taichelu/183.html 台车炉(可倾式台车电阻炉) 产品用途 RT3系列翻转式台车式电阻炉是国家标准节能型周期式作业炉,超节能结构,节电30%。台车采用防撞击密封砖,自动翻砖机构,自动密封台车和炉门,一体化连轨,不需基础安装,放在水平地面与基础垫铁或膨胀螺丝固定即可使用。主要用于高铬、高锰钢铸件、球墨铸铁、轧辊、钢球、45钢、不锈钢等淬火、退火、时效以及各种机械零件热处理之用。 产品简介 本系列电炉外壳有钢板和型钢焊接而成,炉体底部与台车轻轨连为一体,用户不需要基础安装,只须放于平整的水泥地面即可使用。 炉衬采用超轻质耐火砖作炉衬,相对传统砖式炉膛节能30%左右,采用优质长纤维刺毯、硅藻土砖、蛭石粉为保温材料,炉口采用重质防撞砖、台车面层重质高铝防压砖。电炉炉体与台车之间采用迷宫式耐火材料砌筑外,还用通过自行动作的密封机构来减少电炉的热辐射及对流损失,并可改善炉温均匀性。 加热元件采用高温电阻合金丝绕制成螺旋状,分布在炉侧、炉门、后墙及安放台车搁丝砖上,并用国标插口砖固定,安全简洁。 台车上按装有耐压抗高温的铸钢炉底板,以承载工件之用。为了防止工件加热后产生的氧化皮通过炉底板间的缝隙落入加热元件周围而造成加热元件损坏,因此炉底板与炉体接触处采用插入式接触。为保证正常使用,需要经常吹扫台车炉底板下方的氧化皮,一般每周吹扫一次,吹扫时将炉底板吊起,用压缩空气将电阻丝槽内的氧化皮屑吹扫干净,注意防止氧化皮卡在炉丝内引起短路。 台车式电阻炉的炉门装置由炉门、炉门提升机构和炉门压紧装置组成。炉门壳体由型钢与板材焊接而成牢固框架结构,内用耐火纤维压制模块叠铺而成,要求保温性能好,重量轻等。炉门的提升装置采用电动装置,主要由炉门架、炉门提升横梁、减速器、链轮、传动轴和轴承等部分组成,炉门升降通过减速器上正反传动来带动炉门的升降。炉门提升减速器还配有刹车装置,可以有效防止炉门在升降过程中产生位移。炉门压紧装置采用国内先进的弹簧式压紧结构,当炉子需要提升时,炉门的自重通过杠杆将炉门自动松开,并水平移出一段距离后上升,当炉门下降到位,炉门放下到台车上的滑轮上面需压紧时,由弹簧的弹力再通过杠杆将炉门水平移进到压紧密封状态,此种结构的压紧装置使炉门上的纤维平面与炉口棉之间无摩擦产生,具有安全性能好、使用使命长的特点。 台车框架采用型钢焊接成形,其钢性保证在满负荷下不变形。内用耐火砖砌筑,易碰撞部位和承重部位用重质砖砌筑,增强炉衬结构强度,台车的行走采用自行式结构,由减速机传动链轮带动走轮在轨道上行走。台车密封采用自动迷宫式结构密封,台车进入炉内通过凸轮及滚