轴类零件及配合件
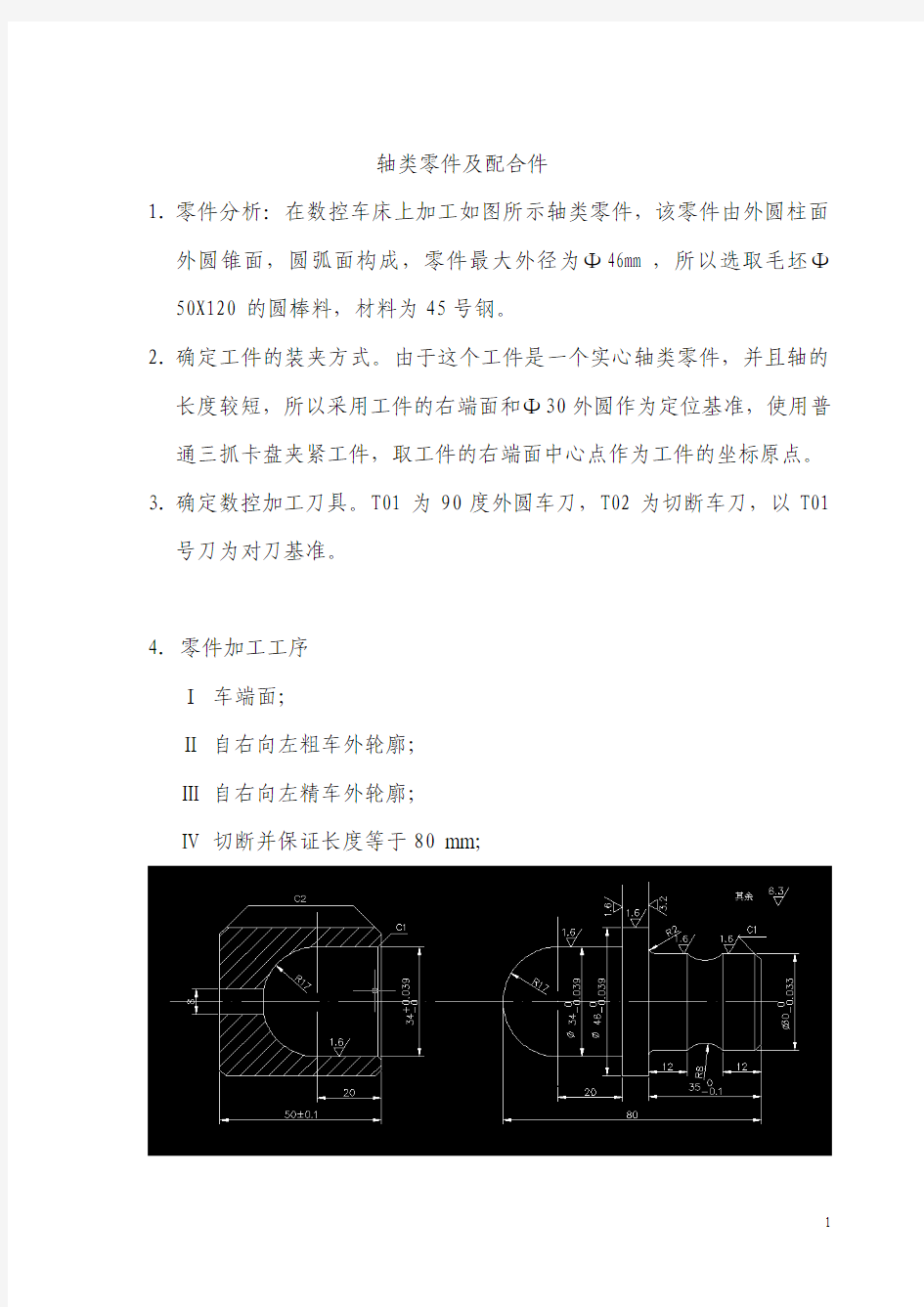
1.零件分析:在数控车床上加工如图所示轴类零件,该零件由外圆柱面
外圆锥面,圆弧面构成,零件最大外径为Ф46mm,所以选取毛坯Ф50X120的圆棒料,材料为45号钢。
2.确定工件的装夹方式。由于这个工件是一个实心轴类零件,并且轴的
长度较短,所以采用工件的右端面和Ф30外圆作为定位基准,使用普通三抓卡盘夹紧工件,取工件的右端面中心点作为工件的坐标原点。
3.确定数控加工刀具。T01为90度外圆车刀,T02为切断车刀,以T01
号刀为对刀基准。
4. 零件加工工序
Ⅰ车端面;
Ⅱ自右向左粗车外轮廓;
Ⅲ自右向左精车外轮廓;
Ⅳ切断并保证长度等于80 mm;
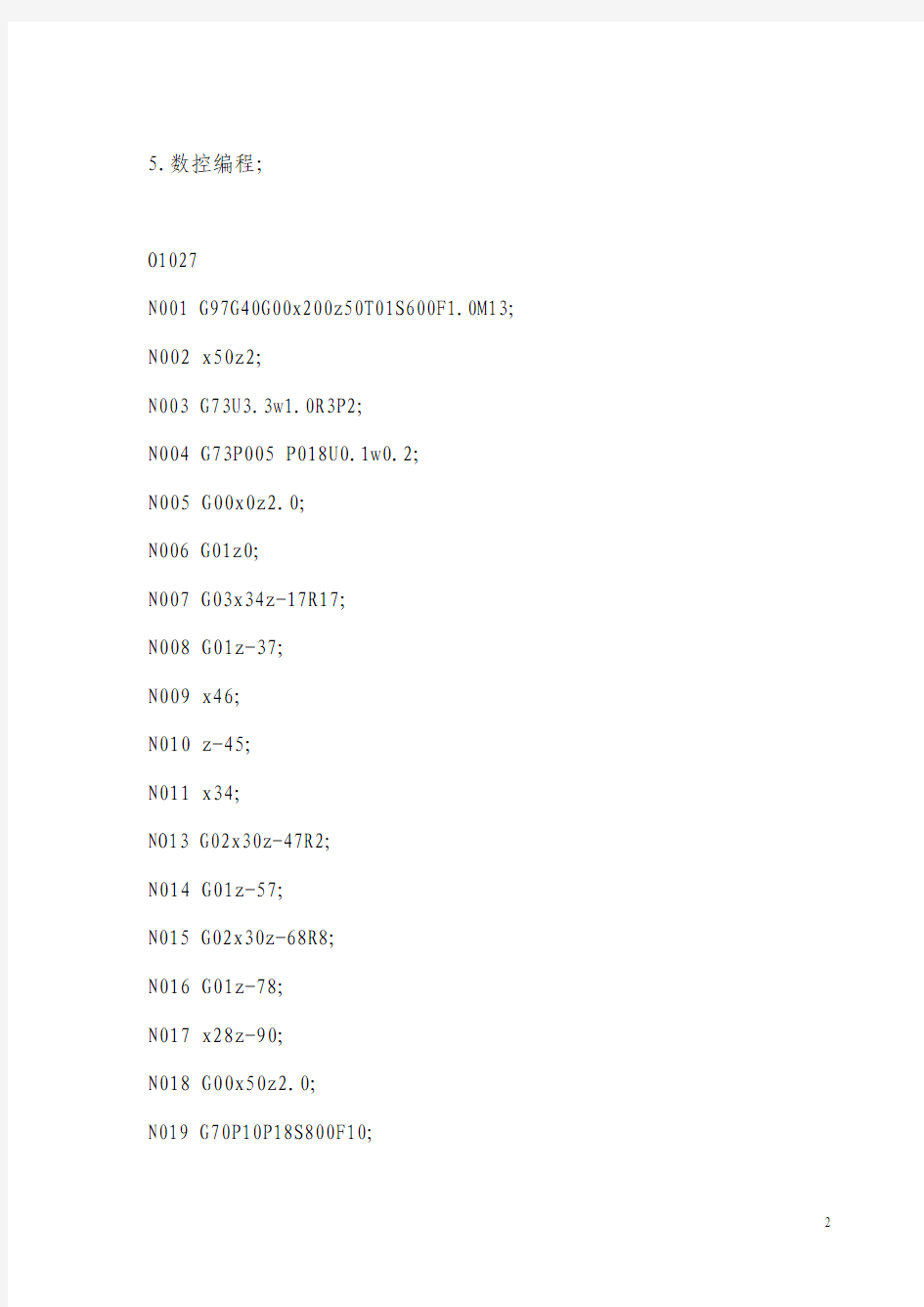
5.数控编程;
O1027
N001 G97G40G00x200z50T01S600F1.0M13; N002 x50z2;
N003 G73U3.3w1.0R3P2;
N004 G73P005 P018U0.1w0.2;
N005 G00x0z2.0;
N006 G01z0;
N007 G03x34z-17R17;
N008 G01z-37;
N009 x46;
N010 z-45;
N011 x34;
NO13 G02x30z-47R2;
N014 G01z-57;
N015 G02x30z-68R8;
N016 G01z-78;
N017 x28z-90;
N018 G00x50z2.0;
N019 G70P10P18S800F10;
N020 G00x200z50T02;
N021 G00x50z-85;
N022 G01x28S600F15;
N023 G01x20S700F10;
N024 G01x10S800F8;
N025 G01x0S900F5;
N026 G00x200z50;
N027 M02;
1.零件分析。数控机床加工如图配合件孔件材料为45号钢,采用锻造毛
坯,毛坯余量8mm,要求粗加工外轮廓及不重要表面,着重加工配合表面。
2.确定工件的装夹方式。采用三抓卡盘装夹。
3.数控加工工序。锻件毛坯的余量1mm,单边4mm,安排一次粗车,然后
精车,需要精加工的有Ф34的孔和圆弧面。
4.零件加工工艺。
Ⅰ粗车外轮廓及不重要表面,留余量0.2mm;
Ⅱ粗车端面及配合面;
Ⅲ精车端面及配合面;
5.数控编程。
O0006
N001 G40G97G00x100z50T01S800M13F0.5; N002 x46z5.0;
N003 G01x24z0;
N004 x42;
N005 x46z-2;
N006 x46z-48;
N007 x42z-50;
N008 x0z-50;
N009 x50;
N010 G00x100z50T02S300M13F0.3;
N011 x36z5.0;
N012 G01x36z0;
N013 x34z-1;
N014 x34z-20;
N015 G04x8z-36.5R7;
N016 G01x8z-50;
N017 z2;
N018 G00x100z50T03S1000M13F0.15;
N019 x42z5;
N020 G01x0;
N021 x36;
N022 x34z-1;
N023 x34z-20;
N024 G03x8z-36.5R17; N025 z2;
N026 G00x100z50;
N027 M02;
基点坐标
1(58.000,16.436)
2(52.783,23.937)
3(43.291,35.062)
4(36.571,41.415)
铣床
1.零件分析。如图所示本零件的外形规则,材料为45钢。被加工部分的各尺寸及其精度要求较高,零件的结构较复杂,包含平面及圆弧面,内外轮廓,钻孔等的加工,部分加工精度要求较高,需要精加工。
2.确定工件的装夹方式。本零件采用机用平口装夹,校正平口钳固定钳口,使之与工作台x轴移动方向平行,在工件下表面与平口钳之间放入精度较高的平行垫块,利用铜棒敲击工件使平行垫块固定后夹紧,工件执行刀具右补偿及左补偿。
3.确定数控加工刀具。T01为圆柱式外圆铣刀Ф50,T02为Ф10铣刀, T03为Ф11.8钻头,T04为Ф28钻头,T05为Ф12铰刀。
4.零件加工工序
Ⅰ铣削平面,保证尺寸15mm,选用Ф50可转位铣刀;
Ⅱ粗加工外轮廓选用Ф50可转位铣刀;
Ⅲ钻孔加工,Ф28的直柄麻花钻;
Ⅳ粗加工内轮廓,选用Ф10可转位铣刀;
Ⅴ精加工内轮廓,选用Ф10可转位铣刀;
Ⅵ精加工外轮廓,选用Ф10可转位铣刀;
Ⅶ钻孔加工,Ф11.8的直柄麻花钻;
Ⅷ铰孔加工Ф12机用铰刀;
Ⅸ检查;
5.数控编程。
O1785
N10 G54G90G00x300y300z50T01S600F0.2M13;
N20 x58y-55z2;
N30 G42H010G01x58y-53z0;
N40 G90G01z-8;
N50 x58y53;
N60 z2;
N70 G00x-58y-55z2;
N80 G01x-58y-53z0;
N90 z-8;
N100 x-58y53;
N110 z2;
N120 G00x58y-18z2;
N130 G01x58y-16.436z0;
N140 G90G01z-8;
N150 x58.000y16.436;
N160 G03x52.783y23.937R8;
N170 G02x43.291y35.062R15; N180 G03x36.571y41.415R8;
N190 G03x-36.571y41.415R260; N200 G03x-43.291y35.062R8; N210 G02x-52.783y23.937R15; N220 G03x-58.000y16.436R8; N230 G01x-58.000y-16.436;
N240 G03x-52.783y-23.937R8; N250 G02x-43.291y-35.062R15; N260 G03x-36.571y-41.415R8; N270 G03x36.571y-41.415R260; N280 G03x43.291y-35.062R8; N290 G02x52.783y-23.937R15; N300 G03x58.000y-16.436R8;
N310 G00x300y300z50; N320 S700F0.015T04;
N330 x0y0z5;
N340 G01z0;
N350 z-25;
N360 z5
N370 G00x300y300z50; N380 S800F0.1T02;
N390 G00G40G41x39y0z2; N400 G01x39y0z-4;
N410 G03x30y9R9;
N420 G01x17.9;
N430 G03x9y17.9R20;
N440 G01y25;
N450 G03x-9y25R-9;
N460 G01y17.9
N470 G03x-17.9y9R9;
N480 G01x-30;
N490 G03x-30y-9R-9;
N500 G01x-17.9;
N510 G03x-9y-17.9R9;
N520 G01y-25;
N530 G03x9y-25R-9; N540 G01y-17.9;
N550 G03x17.9y-9R9; N560 G01x30;
N570 G03x39y0R9;
N580 G00z10;
N590 G00x300y300z50; N600 G40S600F0.2T03; N610 G00x58y38z-5; N620 G01z-23;
N630 G00z5;
N640 x-58y38;
N650 G00z-5;
N660 G01z-23;
N670 G00z5;
N680 G00x-58y-38;
N690 G00z-5;
N700 G01z-23;
N710 G00z5;
N720 G00x58y-38;
N730 G00z-5;
N740 G01z-23;
N750 G00z5;
N760 G00z300y300z50; N770 S1000F0.15T05M13; N780 G00x58y38z-5;
N790 G01z-23;
N800 G00z5;
N810 x-58y38;
N820 G00z-5;
N830 G01z-23;
N840 G00z5;
N850 G00x58y-38;
N860 G00z-5;
N870 G01z-23;
N880 G00z5;
N890 G00x58y-38;
N900 G00z-5;
N910 G01z-23;
N920 G00z5;
N930 G00x300y300z50;
N940 M02;