关键词:焦化行业烧结行业矿冶行业解决方案
焦化行业工艺流程1.
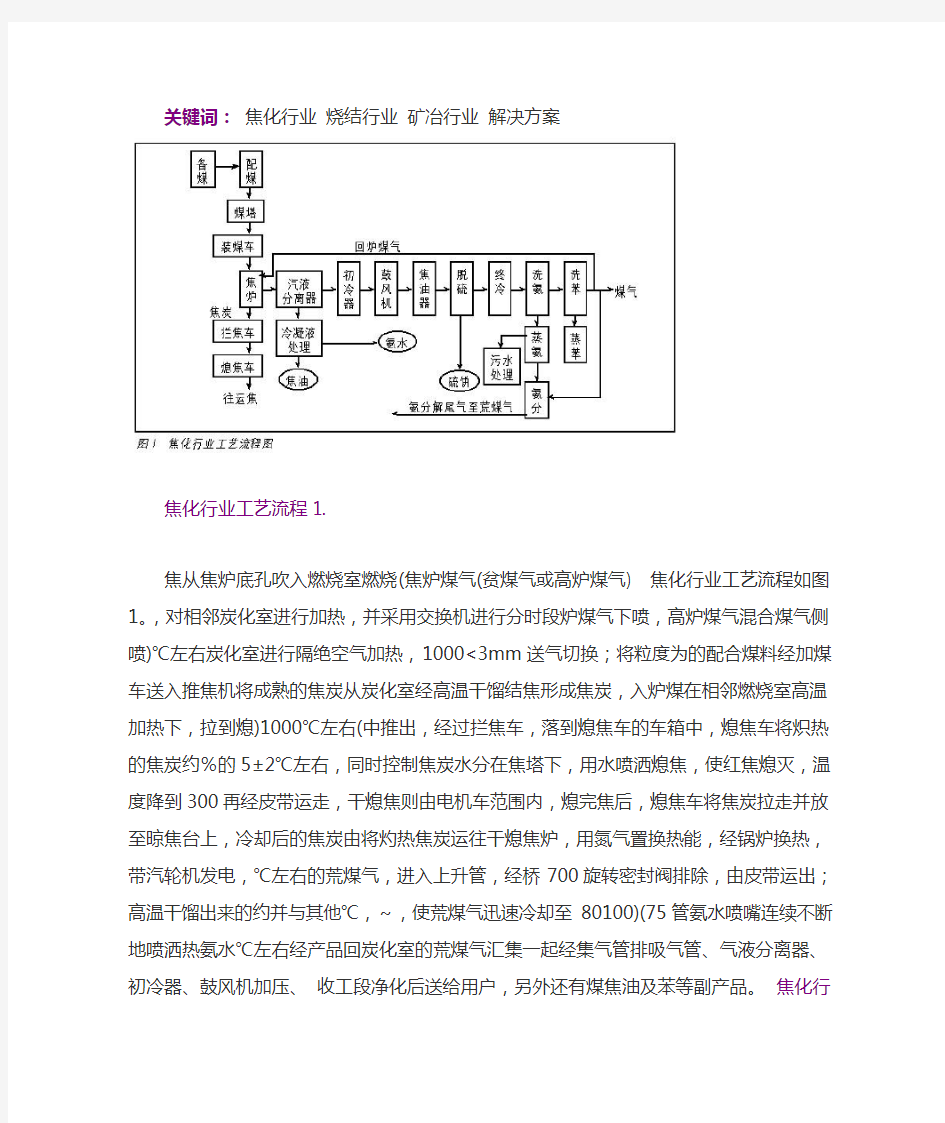
焦从焦炉底孔吹入燃烧室燃烧(焦炉煤气(贫煤气或高炉煤气)焦化行业工艺流程如图1。,对相邻炭化室进行加热,并采用交换机进行分时段炉煤气下喷,高炉煤气混合煤气侧喷)℃左右炭化室进行隔绝空气加热,1000<3mm送气切换;将粒度为的配合煤料经加煤车送入推焦机将成熟的焦炭从炭化室经高温干馏结焦形成焦炭,入炉煤在相邻燃烧室高温加热下,拉到熄)1000℃左右(中推出,经过拦焦车,落到熄焦车的车箱中,熄焦车将炽热的焦炭约%的5±2℃左右,同时控制焦炭水分在焦塔下,用水喷洒熄焦,使红焦熄灭,温度降到300再经皮带运走,干熄焦则由电机车范围内,熄完焦后,熄焦车将焦炭拉走并放至晾焦台上,冷却后的焦炭由将灼热焦炭运往干熄焦炉,用氮气置换热能,经锅炉换热,带汽轮机发电,℃左右的荒煤气,进入上升管,经桥700旋转密封阀排除,由皮带运出;高温干馏出来的约并与其他℃,~,使荒煤气迅速冷却至80100)(75管氨水喷嘴连续不断地喷洒热氨水℃左右经产品回炭化室的荒煤气汇集一起经集气管排吸气管、气液分离器、初冷器、鼓风机加压、收工段净化后送给用户,另外还有煤焦油及苯等副产品。焦化行业控制方案2.
a. 顺序控制方案
主要为设备顺序控制,用于实现整个机组中各主要设备的监视操作、顺序启停和联锁保护等功能。焦炉加热系统换向工艺:焦炉煤气加热换向都要经历3个基本过程即:关煤气—空气与废气进行交换—开煤气;两次换向时间间隔根据加热制度、煤气种类、格子砖的清洁程度等具体情况而定;焦炉公用一个煤气总管时,为防止煤气压力变化幅度太大,影响焦炉正常加热,故几座焦炉不能同时加热,一般需相隔5min以上。
b. 联锁控制方案
在焦化行业中主要的设备联锁有鼓风机联锁,油泵联锁,电捕箱联锁等,具体的联锁方案如图2所示。
c. 模拟量控制方案
主要是完成整个机组的参数控制,将所有需要调整的模拟量参数稳定在运行所需要的范围内,减轻操作员的劳动强度,从而实现系统的自动控制。
(1)入初冷器煤气总管压力控制:通过调节鼓风机转速或煤气系统大循环翻板阀调节。压力设定值通过集气管压力修正。
(2)集气管压力控制:常规的PID调节方法,调节作用较强易引起超调,并容易破坏其他炉和吸力系统的平衡,相互影响相互干扰,导致整个系统控制不能达到要求;调节作用较弱则在装煤结束和用气量发生变化后达到平衡时间较长;同时采用变PID的控制方法效果也不佳,超调和振荡依然不能很好克服。
为了解决上述问题,我们采用了变PID和模糊控制器相结合的方案,使用结果证明,该方案能较好地克服装煤结束后气压突变的状况。方案的主要原理是根据状态和趋势在偏差较大和变化趋势较快的情况下采用模糊控制器快速输出,根据集气管压力变化自动调节荒煤气管道上的翻板开度,从而稳定集器管压力。根据状态和趋势在偏差较小和变化趋势较慢的情况下根据控制器判断选择控制器的PID参数来微调。
(3)初冷器吸入压力自动控制:目的是保证煤气吸力稳定,从而保证集气管压力稳定,进一步保证鼓风机后续工段的压力稳定。针对不同形式的鼓风机,该控制可通过调节鼓风机转速,或控制风机旁路(大循环)等方法来实现。压力信号可取自初冷器入口,引入DCS,由DCS输出4~20mA信号完成自动控制。
当多炉共用一总管时,鼓风机吸入压力的设定值,通过集气管压力测量,去自动修正,把压力控制在适合集气管调节的范围内。作为修正的多个集气管压力,可由人工手动选择。
当采用鼓风机调速时,通过设定的鼓风机吸入压力值,调节鼓风机转速。如采用离心风机,须考虑喘振和共振控制范围较小。
(4)分烟道压力控制:目的是保证烟道的吸力稳定,达到合理的空气过剩系数,从而减少热损失,提高热效率。根据分烟道压力变化自动调节烟道翻板的开度,稳定分烟道压力。燃烧控制系统采用以加热煤气量作为前馈参数调节烟道吸力的方案,需考虑到废气含氧量受诸多方面因素影响。
(5)气液分离器液位控制:目的是防止冷凝液溢槽。冷凝液含有轻质焦油和氨水,一旦该控制通过调节至初冷器前荒煤气管道上的调很难用常规方法清除。溢出会造成环境污染,
节阀来实现。
(6)主煤气流量控制:目的是将焦炉温度控制在1250~1350℃。根据主煤气流量变化自动调节主煤气管道上的翻板开度,稳定主煤气流量,保证焦炉温度。在炼焦煤性质稳定的情况下,加热温度的变化会对炼焦化学产品的质量和产率产生影响。在煤气性质稳定的前提下,通过控制燃烧室煤气流量来保证焦炉加热。加热系统控制采用前馈控制结合炉温修正的方案,即将影响焦炉加热的主要因素如加热煤气特性、配合煤的特性和焦炉操作等纳入流量控制模块。
二烧结行业自控解决方案
随着我国冶金工业技术的迅速发展,要求冶金企业在技术装备水平方面有较大的突破,目前
DCS在烧结行业的应用已经比较成熟,许多采用DCS的企业在投产后都显示出较好的经济效益。
浙江中控技术有限公司烧结行业解决方案已在国内多家矿冶企业得到了成功应用,为矿冶行业用户带来了显著的社会与经济效益。
1. 烧结行业工艺简介
烧结是在铁矿粉中配入适量的熔剂和燃料,在烧结机上点火燃烧,通过燃烧的高温作用产生一定量的液相,把其他未溶化的烧结料颗粒粘结起来,冷却后成为多孔块状烧结矿。
其工艺流程为:铁矿粉、燃料、熔剂和其他料种按一定比例混和后加到热返矿上,再和二次配煤粉混和,配好的原料按一定配比加水,送给料槽,再到烧结机,点火后烧结矿在台车上烧结,烟气由抽风机自上而下抽走,烧结终了的烧结块由机尾落下,破碎后经筛分和冷却,筛上物送到料仓或高炉,筛下物作为返矿和铺底料重新烧结。
2. 烧结行业控制方案
烧结工艺过程的控制系统主要包括以下几部分:
(1)自动配料控制(定比值控制):精确配料在整个烧结控制中及其重要,它是烧结质量好坏的前提。配料自动控制包括精矿、硅砂、石灰石、生石灰、粉焦、反矿等控制。
(2)混合料湿度控制(前馈—反馈控制):包括一次混合加水控制、二次混合加水控制等。
(3)混合料料仓料位控制(进出料平衡):先计算入料量与排出量之间重量收支的偏差值,当计算偏差超过一定范围时,原料仪表调节器输出信号,改变各配料仓的排料量,使其料位处于动态平衡。
(4)铺底料料仓料位控制:使铺底料料仓的进料量与排料量平衡。根据烧结机的速度变化来改
变铺底料带式输送机的速度作为前馈控制,由铺底料料仓设定的料位与料位传感器实测料位值的偏差经调节器的PID运算进行反馈控制。
烧结料层厚度控制:对于中小型烧结机,其厚度可以不进行横向控制,纵向控制式(5)
通过调节圆辊速度来实现,并设有手动主闸门做粗调用。对于大型烧结机,由于台车宽,其料层厚度控制由横向均匀布料控制和纵向层厚控制两部分组成。
(6)烧结点火装置燃烧控制:通过调节点火装置煤气供给量和煤气—空气比值实现。点火装置
燃烧控制有炉内温度控制及点火强度控制两种方式。
(7)煤气总管压力控制(单回路):送到烧结厂来的煤气压力通常是不稳定的,因而难以保证烧结点火及燃烧控制系统的正常运行。为此在煤气总管设置一个单回路压力自动控制系统。
(8)安全信号控制系统:有煤气低压信号和自动切断系统等。
(9)工艺设备电气运转控制:根据设备之间的关系划分成若干相对独立的系统,实现每个系统
内设备之间的顺序启动、同时启动、顺序停止、同时停止、事故停止、机旁运转、设备单启单停等。
三结束语
浙江中控技术有限公司以工业自动化国家工程研究中心、工业控制技术国家重点实验室的科研积累为技术支撑,长期致力于工业自动化领域的技术研发和产业化。目前已经形成完备的产品体系,具有为用户提供完整的工业自动化整体解决方案的能力。
公司在矿冶控制领域多年耕耘并取得了大量的成功应用案例,我们期待为矿冶行业更多的用户提供最优秀的整体解决方案与最完善的服务。