第4章表面粗糙度
概述
在机械加工过程中,由于切削会留下切痕,切削过程中切屑分离时的塑性变形,工艺系统中的高频振动,刀具和已加工表面的磨擦等等原因,会使被加工零件的表面产生许多微小的峰谷,这些微小峰谷的高低程度和间距状况就称为表面粗糙度。
一、表面粗糙度的实质
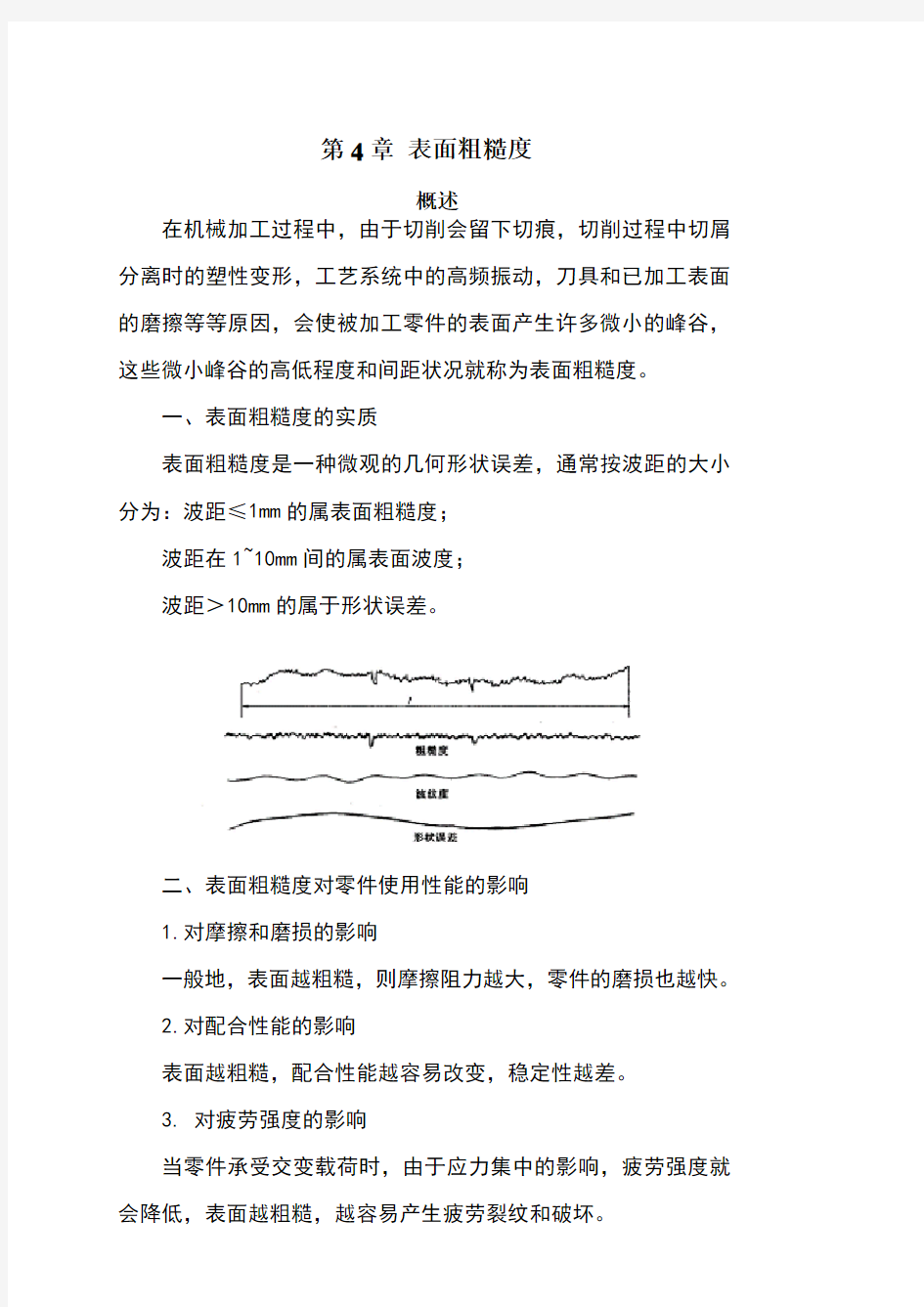
表面粗糙度是一种微观的几何形状误差,通常按波距的大小分为:波距≤1mm的属表面粗糙度;
波距在1~10mm间的属表面波度;
波距>10mm的属于形状误差。
二、表面粗糙度对零件使用性能的影响
1.对摩擦和磨损的影响
一般地,表面越粗糙,则摩擦阻力越大,零件的磨损也越快。
2.对配合性能的影响
表面越粗糙,配合性能越容易改变,稳定性越差。
3. 对疲劳强度的影响
当零件承受交变载荷时,由于应力集中的影响,疲劳强度就会降低,表面越粗糙,越容易产生疲劳裂纹和破坏。
4.对接触刚度的影响
表面越粗糙,实际承载面积越小,接触刚度越低。
5.对耐腐蚀性的影响
表面越粗糙,越容易腐蚀生锈。
此外,表面粗糙度还影响结合的密封性,产品的外观,表面涂层的质量,表面的反射能力等等,所以要给予充分的重视。
表面粗糙度的评定
一.基本术语
1.轮廓滤波器把轮廓分成长波和短波成分的滤波器。
2.λ滤波器确定粗糙度与波纹度成分之间相交界限的滤波器。
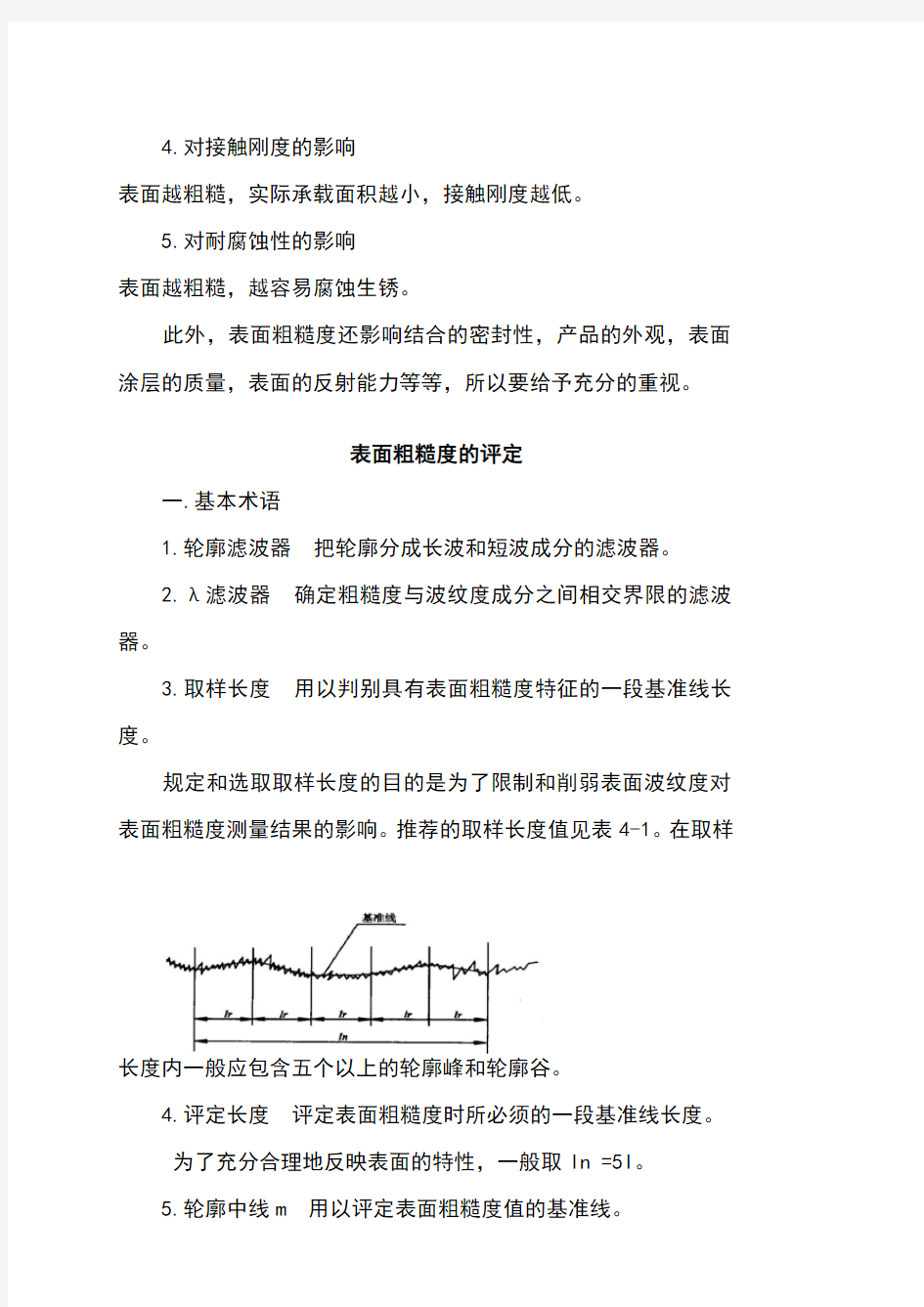
3.取样长度用以判别具有表面粗糙度特征的一段基准线长度。
规定和选取取样长度的目的是为了限制和削弱表面波纹度对表面粗糙度测量结果的影响。推荐的取样长度值见表4-1。在取样
长度内一般应包含五个以上的轮廓峰和轮廓谷。
4.评定长度评定表面粗糙度时所必须的一段基准线长度。
为了充分合理地反映表面的特性,一般取ln =5l。
5.轮廓中线m 用以评定表面粗糙度值的基准线。
⑴轮廓的最小二乘中线具有几何轮廓形状并划分轮廓的基准线。在取样长度范围内,使被测轮廓线上的各点至该线的偏距的平方和为最小。即:
?lr i Z02dx = min
⑵轮廓的算术平均中线在取样长度内,将实际轮廓划分为上、下两部分,并使上、下两部分的面积相等的基准线。即:F1+F3+…+F2n-
1=F2+F4+…+F2n
二、评定参数(GB/T 3505-2000)
1.与高度特性有关的参数:
⑴轮廓的算术平均偏差Ra 在取样长度内,被测轮廓上各点至轮廓中线偏距绝对值的算术平均值。即:
Ra =
()
?lr x Z
lr0
1
dx 或近似为:
Ra =
∑
=
n
i
i
Z
n1
1
Ra参数能充分反映表面微观几何形状高度方面的特性,并且所用仪器(电动轮廓仪)的测量比较简便,因此是GB推荐的首选评定参数。图样上标注的参数多为Ra。如表示Ra≤m
μ。 Ra参数的测量:用精密粗糙度仪(针描原理)
⑵ 轮廓的最大高度Rz 在取样长度内,轮廓峰顶线和谷底线间的距离。峰顶线和谷底线,分别指在取样长度内平行于中线且通过轮廓最高点和最低点的线。
Rz= v p Z Z +
Rz 参数对某些小表面上不允许出现较深的加工痕迹和小零
件的表面有实用意义。
表示Rz ≤m μ。 2.与间距特性有关的参数
⑴ 轮廓单元的平均宽度RSm :在一个取样长度内轮廓单元宽度Xs 的平均值,用RSm 表示。即 ∑==m
i Xsi m RSm 11
轮廓单元的平均宽度RSm 是指轮廓峰和相邻的轮廓谷在中线
上的一段长度。
3.与形状特性有关的参数
⑴轮廓的支承长度率Rmr 在取样长度内,一平行于中线的线从峰顶线向下移动一段截距C 到某一水平位置时,与轮廓相截所得的各段截线长度bi 之和与评定长度的比值。
ln )()(c Ml c Rmr = ∑==+++++=n i i n i b b b b b c Ml 121)( 显然,从峰顶线向下所取的水平截距C 不同 ,其支承长度率也不同,因此Rmr 值应是对应于水平截距C 值而给出的 。在标准中,Rmr 值是以百分率来表示的,当C 值一定时,Rmr 值越大,表示轮廓凸起的实体部分越多,故起支承作用的长度长,表面接触刚度高 ,耐磨性好。如图所示,图(a )承载能力强,图(b )承载能力差。
(a ) (b )
三、评定参数值
各项评定参数的数值规定见表~。
表面粗糙度的符号及其标注
一、基本符号
基本符号,用任何方法获得的表面; 表示用去除材料的方法获得的表面;
表示用不去除材料的方法获得的表面。
如上图,在上述三个符号的长边上均可加一横线,用于标注有关参数和说明。在上述三个符号上均可加一小圆,表示所有表面具有相同的表面粗糙度要求。
二、表面粗糙度参数及其数值的标注
如图:
a :粗糙度高度参数允许值(μm),当选用Ra 值时,可省略标注代号Ra而直接标注允许值,若用Rz 或Ry 值时,则应在其允许值前加注相应的代号。
如:表示Ra 值应不大于μm
表示Ra 值应在~μm之间
表示Rz 值应不大于μm
表示Ry 值应不大于25μm
b :加工方法,涂镀或其它表面处理,若无特殊要求,一般
不予标注。如图:
表示表面镀硬铬,镀层厚度为(60±5)μm,镀后抛光
且Ra 值不大于μm。
又如:
表示表面刮削后,在25mm×25mm面积内,接触点不
小于10点,且Ra 值不大于μm
c :取样长度值(mm),若按表4-1中的规定选取取样长度值,则不必标注。
d :加工纹理方向,一般对纹理方向无要求时,不必标注,若需控制纹理方向时,则标注相应的纹理方向符号。
如:=表示加工纹理方向为水平;
⊥表示加工纹理方向为垂直;
×表示加工纹理方向为网纹;
M表示加工纹理方向为螺旋线形状。
e :加工余量(mm),一般均在工艺文件中说明,所以基本上也不标注。
f :间距参数值RSm或Rmr值(mm)
若需要标注RSm值或Rmr(c)值时,数值写在相应代号的后面。图4.9a为RSm上限值的标注示例;图为RSm最大值的标注示例;图4.9c为Rmr(c)的标注示例,表示水平截距C在Rz的50%位置上,Rmr(c)为70%,此时Rmr(c)为下限值;图为Rmr(c)最小值的标注示例
三、表面粗糙度标注示例
表面粗糙度的选用
一、评定参数的选用
高度参数是基本参数,在Ra的常用值范围(~μm)内,国标推荐优先选用Ra;当粗糙度要求特别高(Ra<μm=或特别低(Ra >μm)时,可选用Rz;当高度参数已不能满足控制功能要求时,根据需要可选用RSm或Rmr补充控制。
二、评定参数值的选用
表4-2列出了各参数的系列值。表4-5列出了表面粗糙度参数值与所适应的零件表面的关系,可供选用时参考。且一般应考虑下列关系:
1.同一零件上的工作表面应比非工作表面的参数值小;
2.磨擦表面应比非磨擦表面的参数小;
3.承受交变载荷的表面,其圆角、沟槽等易产生应力集中的部位,参数值应小;
4.配合性质要求愈高的表面,其粗糙度值应愈小;
5.通常尺寸精度和形位精度要求愈高的部位,参数值应愈小;
6.与标准件配合的表面,按标准件的有关规定选取。
在常用值范围内,表面粗糙度与加工方法的关系:
钻、粗车、粗刨等;
~半精(车、刨、铣、镗等)加工;
精(车、铣、刨、镗)加工及拉削、刮削、铰孔、滚压;(有配合要求的内孔,精度较高的平面如减速器的分离平面等)磨、精铰、精细镗;(有配合要求的外圆,如轴颈,轴头等)
以上超精加工如:精磨、珩磨、研磨、镜面磨、抛光等等。(如各种量具工作面,量规、量块工作面、非工作面等)
表面粗糙度的测量
测量表面粗糙度的方法有比较法、光切法、针描法、干涉法和印模法等。
1. 比较法:用表面粗糙度样板进行比较测量;
2. 光切法:用双管显微镜测量Rz值;
3. 针锚法:用精密粗糙度仪(电动轮廓仪)测量Ra值;
4. 干涉法:用干涉显微镜测量Rz值;
5. 印模法:用塑性材料将表面印模下来,再测量有关参数值。