河北联合大学
本科毕业设计中期检查报告
题目:设计年产100万吨1700
优质冷带连轧车间
学院:冶金与能源学院
专业:材料成型及控制工程
班级:08成型2
姓名:许舒亚
学号:200806040201
指导教师:马劲红
2012年 4 月23 日
一、工作任务的进展情况
摘要
根据任务书要求,设计年产100万吨冷轧带钢车间设计。
按照车间设计的步骤,主要完成建厂经济依据论述、产品大纲制定、轧机比较及布置选择、压下分配、轧制规程计算、轧制图表、年产量计算、轧制力计算、轧辊强度校核、电机发热校核、凸度规程计算,原始轧辊辊型设定、辅助设备的选择及金属平衡、燃料消耗计算。
设计中参阅了国内外有关轧机的先进工艺、轧机的装备、技术及一些辅助设备的论述,特别参考了唐钢冷轧薄板厂生产线参数和现场数据,使本设计车间达到工艺合理、设备先进、为以后生产优质平直深冲汽车板创造条件。
本设计车间能生产的带钢品种多,规格齐全。产品规格为0.2~2.5mm冷轧板,典型产品为0.4mm彩涂基板。
设计附有车间平面图。
关键词:1700冷轧;车间设计;CVC轧机:;HC轧机
ABSTRACT
According to the task requirements, I designed this cold-rolling workshop for an annual output of 1 million tons.
Steps in accordance with the workshop design,I mainly complete the building of economy, the product outline of the development, comparison and mill layout options, press distribution, the calculation of order rolling, rolling chart, annual terms, the calculation of rolling force and roll strength , the electrical heat check, crown of order, the original roll-type settings, the choice of auxiliary equipment and the calculation of fuel consumption.
Refer to the design of domestic and foreign advanced technology of the rolling mill, rolling mill equipment, technology and some discussion of auxiliary equipment, especially reference to the Tangshan Iron and Steel cold-rolled sheet production line parameters ,making the design process to achieve a reasonable workshop, advanced equipment, and making rooms for creating automobile panels. The steel plant can produce more complete specifications.The product specifications range 0.2 to
2.5mm.
There is a picture of the plan following the design workshop.
Key words: 1700cold-rolling; workshop design; CVC rolling mill;HC rolling mill
1 建厂依据和产品大纲
1.1 建厂依据
冷轧板带有极广阔的用途。汽车制造、拖拉机制造、电气产品、机车车辆、造船、航空及火
箭、精密仪表、民用建筑、工业厂房、家用电器、食品罐头以及一些耐久制品都需要大量的冷轧板带。出于这些工业的发展,对薄板质量要求越来越高,产量要求越来越大,对冷轧板带生产提出了更高的要求,故冷轧薄板、带钢的产量增长很快。
同时,随着人民生活水平及物质需求的提高,钢材市场的需求结构发生了巨大变化,特别是冷轧和镀涂层深加工产品的生产能力、品种质量与市场需求差距甚大,矛盾突出。一方面,国产冷轧产品的市场占有率低仅为50%左右;另一方面,冷轧带钢品种规格不全、高强度、高附加值产品虽已部分试制成功,但产量低,还不能完全满足国内用户需求,此外,产品质量不能满足用户高精度要求。可见,建一座年产量高质量好的冷轧厂是有市场基础的。
1.2 制定产品大纲
本设计任务是年产100万吨1700mm冷轧薄板。设计之前首先制定产品大纲。产品大纲是设计任务书中的主要内容之一,是进行车间设计时制订产品生产工艺过程确定轧机组成和选择各项设备的主要依据。
产品大纲的编制原则:
1. 满足国民经济特别需要,根据市场信息解决某些短缺产品的供应和优先保证国民经济重要部门对钢材的需要。
2. 考虑各类产品的平衡,尤其是地区之间产品的平衡。要正确处理长远与当前、局部与整体的关系。做到供求适应、品种平衡、产销对路、考虑轧机生产能力的充分利用和建厂地区产品的合理分工。
3. 考虑建厂地区资源的供应条件,物资和材料运输的情况。
4. 要适应对外开放、对内搞活的经济形势,力争做到产品结构和产品标准的现代化。
本设计综合考虑以上各点,唐钢采用厚坯料的第二热轧带卷厂的投产可以提供强度240MPa 的合格原料,厂址选在唐钢内部,产品面向全国和世界各国。
产品大纲如下:
1、产量及钢种:100万吨/年(本设计以一期为例进行详细叙述。)
其中超低碳钢占10%,Q235A占80%,低合金结构钢占10%。
2、规格
原料(热带卷)规格:
带钢厚度:2.0mm~6.0mm;
带钢宽度:820~1500;
钢卷内径:ф 610mm;
钢卷外径:最大ф2150mm;
钢卷重量:最大30t;
单位质量:23kg/mm;
抗张强度:28~42kg/mm2;
含碳量:0%~0.12%;
年用量:100万t;
3、钢种及其比例:
表1 钢种及其比例
钢种C含量比例钢号
超低碳钢0.0001< C%≤0.0003 10% EN Fe P01/P03
低碳钢0.0004< C%≤0.0022 80% AISI 1005
低合金结构钢0.001< C%≤0.0025 10% ASTM A588
4、产品规格详细分类(见表2)
表2 产品规格
年产量厚
度/mm
宽度(mm) 总计产
量/ t
比例
% 550~
650
650~
750
750~
850
850~
950
950~
1150
1150~
1250
1250~
1350
1350
0.2~0.3 1.0 3.0 2.0 2.0 2.0 ——————8125000 10 0.3~0.5 2.0 4.0 8.0 14.0 6.0 4.0 2.0 ——675000 40 0.5~0.7 —— 3.0 3.0 4.0 4.0 4.0 2.0 1.0 268750 21
0.7~1.0 —— 1.0 2.0 3.0 3.0 3.0 2.0 1.0 150000 15
1.0~1.5 —— 1.0 1.0
2.0 2.0 1.0 1.0 ——75000 8
1.5~
2.5 1.0 1.0 2.0 1.0 1.0 6
比例/% 3 12 17 26 19 13 8 2 100
5、产品执行标准
产品质量标准执行GB, DIN, JIS, API
2 轧钢机类型和布置形式比较选择
轧钢机是完成金属轧制变形的主要设备,代表着车间的技术水平,是区别于其他车间类型的关键。因此,轧钢车间主要设备选择就是指轧机的选择。轧机选择的是否合理对车间生产具有非常重要的影响。
轧机选择的主要依据是车间生产的钢材的钢种,产品品种和规格,生产规模的大小以及由此而确定的产品生产工艺过程。对轧钢车间工艺设计而言,轧钢机选择的主要内容是:确定轧钢机的结构形式,确定其主要技术参数,选用轧机的架数以及布置方式。
在选择轧钢机时一般要考虑下列各项原则[1]:
1) 在满足产品方案的前提下,使轧机布置合理,既要满足当前生产又要考虑未来的生产发展。
2) 有较高的生产效率和设备利用系数。
3) 能获得质量良好产品的同时还要尽可能多地轧制多品种。
4) 有利于轧机机械化,自动化的实现,有助于改善劳动条件。
5) 轧机结构型式先进合理,操作简单,维修方便。
6) 有良好的综合技术经济指标。
2.1连轧机形式选择
现在大批量的低碳与结构冷轧带钢和镀涂加工用钢都是由四辊式冷连轧机生产的,轧制厚度
较大时采用四机架连轧轧制厚度较薄是采用五机架或六机架连轧机。下表列出常规连轧机的参数:
表3 常规连轧机的参数
轧机形式规格mm 产品厚度
mm
轧制速
度m/s
卷重t 工作棍直
径mm
电动机容量kw
四机座1700-2500 0.25-0.30 20-25 30-35 500-600 33600
五机座1700-2185 0.18-3.2 25-30 40-60 585-660 46700
六机座1200-1450 0.08-1.0 30-40 35-40 610 32500
而其中五机架连轧机是典型的高效率冷轧机,其生产品种、规格的范围较宽,可扎厚度为0.18-3.5mm、宽度可达2000mm的带钢。可以包括四机架和六机架的生产产品。因此五机架连轧机是一种应用最为广泛的连轧机,在各中全连续冷轧生产获得了广泛的应用。而六机架连轧机是轧制小于0.1mm镀锡板的专业轧机。由于轧薄时速度难以提高和原版力学性能不如二次冷轧得好,因此这类轧机未能得到很好的发展。
2.2轧机的选择:
当今新型热带轧机主要有:CVC轧机、HC轧机、VC轧机、PC轧机等。
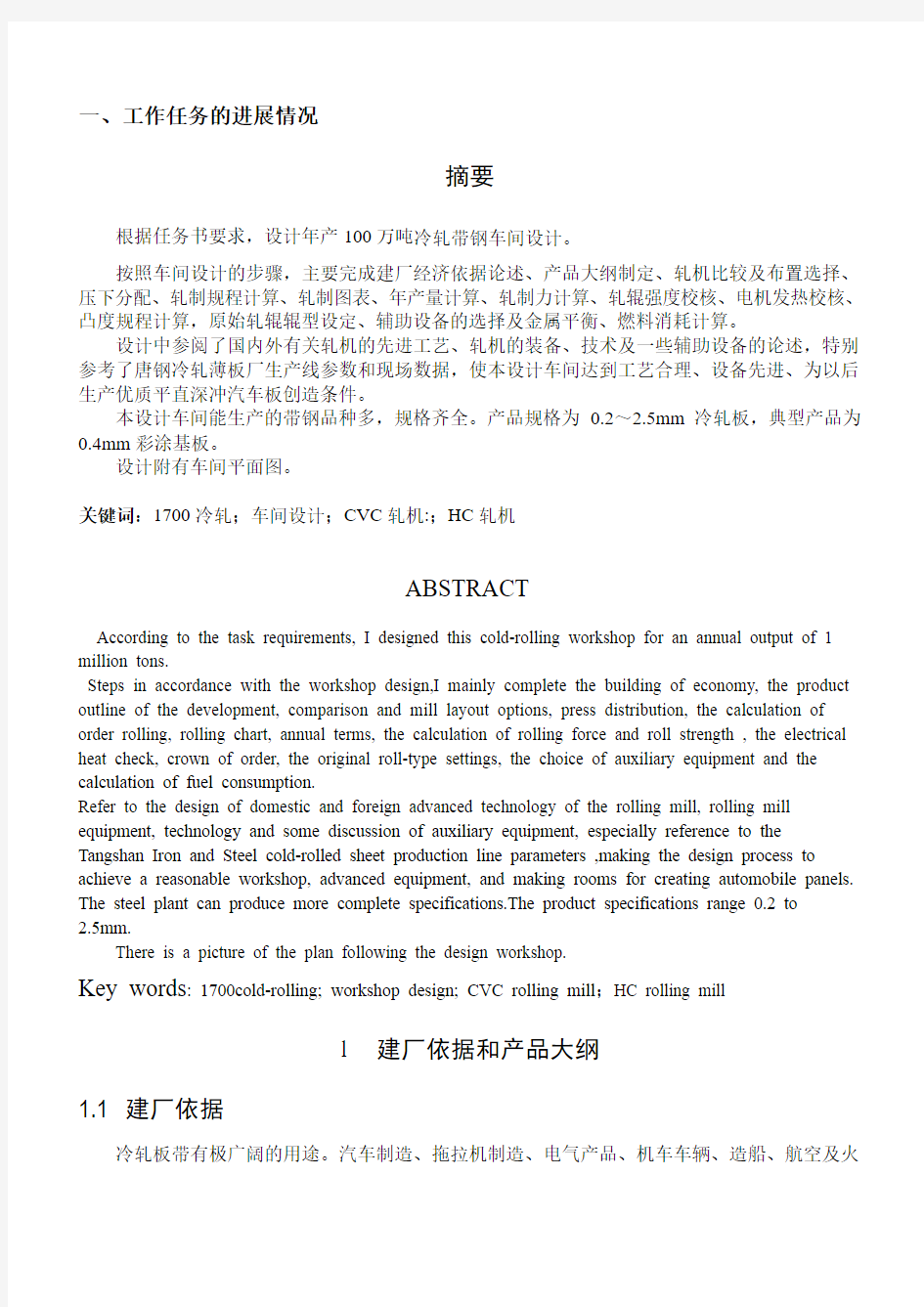
1)CVC轧机
图1 CVC轧机原理图
CVC轧机是SMS公司在HCW轧机的基础上于1982年研制成功的。近年来广为采用的CVC 轧机是德国技术和其他国家专利的结合物,它被世界各国认为是一个能对辊型进行连续调整的理想设备。CVC辊和弯辊装置配合使用可调辊缝达600微米。CVC精轧机组的配置一般是,前几个机架采用CVC辊主要控制凸度,后几个机架采用CVC辊主要控制平直度。
CVC的基本原理是;将工作辊辊身沿轴线方向一半削成凸辊型,另一半削成凹辊型,整个辊身成S型或花瓶式轧辊,并将上下工作辊对称布置,通过轴向对称分别移动上下工作辊,以改变所组成的孔型,从而控制带钢的横断面形状而达到所要求的板形。(调节带钢凸度的原理图如下)
图2 CVC轧机凸度的调整
CVC轧机有很多优点:板凸度控制能力强,轧机结构简单,易改造,能实现自由轧制,操作
方便,投资较少。
CVC轧机的缺点:轧辊形状复杂,特殊,磨削要求精度高,而且困难,必须配备专门的磨床;无边部减薄功能,带钢易出现蛇形现象。此外随着轧辊窜动,热辊型及磨损辊型亦将窜动。
2)HC轧机
HC轧机为高性能板形控制轧机的简称,是日立公司研究的一种新型六辊轧机,它是在普通四辊轧机的基础上增加两个可转向移动的中间辊其出发点是为了改善或消除四辊轧机中工作辊和支撑辊之间有害的接触部分。HC轧机利用轧辊轴向传动装置,就能适应带钢宽度变化的要求,使辊身接触长度作相应的改变。
图3 HC轧机
HC轧机的主要特点:具有大的刚度稳定性和很好的控制性同时可以显著提高带钢的平直度,可以减少板、带钢边部变薄及裂边部分的宽度,减少切边损失。
3)VC轧机
VC轧机是一种新型的四辊轧机,它的支撑辊凸度可根据板形需要加以改变。图4为这种凸度可变的支撑辊(也称为VC轧辊)的结构简图4。支撑辊由外套筒2和芯轴1组成。芯轴与外套筒之间有一液压腔3,外套筒2与芯轴l是热装在一起的。高压油(最高油压为50MPa)由液压站5通过高速旋转接头4和芯轴内油孔6进入液压腔3中。只要改变高压油的压力,就可改变轧辊凸度,使其能抵消由轧制压力引起的弹性弯曲变形,获得较好的板形。
VC轧辊的主要优点是:VC轧机的凸度控制能力比液压弯辊的四辊轧机大;VC轧辊与液压弯辊配合使用时,不仅可以调整边浪和中间浪的不良板形,也可调整较复杂的复合浪的板形缺陷。
由于VC轧辊采用了压力较高的液压系统,给设计制造带来一定的难度。近年来,有人在轧辊芯轴内设置增压腔,以便能采用压力较低的液压系统,利于高速旋转接头的工作。
图4 VC轧辊结构简图
1-芯轴;2-外套筒;3-液压腔;4-旋转接头;5-液压站,6-油孔
以上介绍了一些典型的宽厚板轧机的机型和技术。目前生产中使用最多的是六辊式HC轧机和四辊式的CVC轧机。HC轧机与CVC轧机的比较见表4:
表4 HC轧机与CVC轧机的比较
CVC技术HC技术
原理结构工作辊轴向移动工作用S辊型
形成压下差控制板长度和板形
+工作辊液压弯辊;轧辊移动量
小,应用于四辊轧机,改造工
作量小。中间滚轴移造成辊间压扁差控制板长度和板形+工作辊、中间辊液压弯辊;轧辊移动量大,应用于六辊轧机,改造工作量大。
效果板凸度控制好
边部减薄差
波浪控制:边波与中波好
复合波差
受热长度和磨损影响大
受轧制力波动影响大板凸度控制好边部减薄好波浪控制:边波与中波好
复合波好受热长度和磨损影响小受轧制力波动影响无
轧钢机是完成金属轧制变形的主要设备,代表着车间的技术水平,为了实现压下量较大的控制轧制,现代冷轧带钢车间都选择轧制力大的轧钢机架和轧辊设备。冷连轧板带轧机主要是趋向于HC六辊轧机与CVC四辊轧机这两种板型控制技术的联合布置。
4)轧机选择
选择的主要依据是:车间生产的钢材的钢种,产品品种和规格,生产规模的大小以及由此而
确定的产品生产工艺过程。对轧钢车间工艺设计而言,轧钢机选择的主要内容是:确定轧钢机的结构形式,确定其主要技术参数,选择轧机的架数以及布置方式。
本次设计经过综合对比和实际考虑并结合设计目的和产品大纲要求,主要从控制板型(板凸度,平直度等)方面考虑,选用以下设备。
四辊轧机,驱动主要由调速电机、减速机、齿轮机座及轧机接轴构成。电液伺服阀控制液压缸用于辊缝调整。四列圆锥辊子轴承安装在工作辊轴颈上,并安装在轴承座中,工作辊的平衡由液压缸控制。带静压的油膜轴承安装在支承辊轴颈上,用于低速轧制。轴承座夹紧装置安装在机架的操作侧,保证轧制时辊装配在机架上定位。上支承辊磨损的补偿量,由安装在上支承辊上部的垫片调整。进出口导辊的安装,用于板坯传送时输送平稳,轧机进出口上下安装了刮水板及导卫,工艺润滑油喷头安装在进出口上下刮水板上。上刮水板有气缸控制,以保证与工作辊的连续接触;下刮水板与导辊轴承座连接,靠液压力与下工作辊接触。
其主要技术参数见表5、6
表5 CVC轧机的技术参数
类型CVC四辊轧机
工作辊尺寸φ525×1700毫米
支承辊尺寸φ1450×1500毫米
每侧最大弯辊力80吨
工作辊窜动行程±100mm
最大轧制压力2500吨
轧制速度571/1200m/min
辊缝调节液压AGC
工作辊换辊时间(max)10分钟
支承辊换辊液压、抽出式
主电机功率4250kwAC
电机转速750
主电机额定力矩2×4.5MN·m
牌坊重量约420t
HC轧机是一种高性能板型控制轧机,而其实际上是在四辊轧机的基础上在工作辊与支撑辊之间加入一个辊端带锥度的中间辊并作横向移动的六辊轧机。这种轧机据有大的刚度稳定性轧机工作是可以通过调节中间辊横向移动量来改变轧辊的接触长度,即改变其压力分布规律以此消除轧制力变化对横向厚度差的影响,使HC轧机具有较大的横向刚性。中间辊一侧带有锥度,在横移时能消除带宽外侧滚面生有害的接触段。HC轧机设有液压弯辊装置,配合中间辊横向移动就扩大了板型调节能力。
表6 HC轧机的技术参数
类型HC六辊轧机
工作辊尺寸φ485×1700毫米
中间辊尺寸φ580×1500毫米
支承辊尺寸φ1400×1500毫米
每侧最大工作弯辊力±80吨
每侧最大中间弯辊力±70吨
工作辊窜动行程±100mm
中间作辊窜动行程±215mm
最大轧制压力2500吨
轧制速度714/1500m/min
辊缝调节液压AGC
工作辊换辊时间(max)40分钟
支承辊换辊液压、抽出式
主电机功率4250kwAC
电机转速750rpm
主电机额定力矩2×2.6MN·m
牌坊重量约420t
3 压下规程设计
3.1 确定压下规程
压下规程是轧制制度(规程)最基本的核心内容,直接关系着轧机的产量和产品的质量。压下规程的主要内容包括:原料卷尺寸选择;各轧机压下量分配及速度制度选择;轧机机组压下量分配及速度制度确定;各道力能参数计算及设备能力校核。
制定压下规程的方法很多,一般可概括为理论方法和经验方法两大类。理论方法就是从充分满足制定轧制规程的原则(即 1.在设备能力允许的条件下尽量提高产量;2.在保证操作稳便的条件下提高质量。)出发,按预设的条件通过理论数学模型计算或图表方法,以求最佳的轧制规程。所谓的经验的方法是生产中往往参照现有类似轧机行之有效的实际压下规程,亦即根据经验资料进行压下分配及校核计算。本设计即采用经验方法制定压下规程。
制定压下规程的方法和步骤为:
(1)在咬入能力允许的条件下,按经验分配各道次压下量;
(2)制定速度制度,计算轧制时间并确定逐道次轧制温度;
(3)计算轧制压力、轧制力矩及总传动力矩;
(4)校验轧辊等部件的强度和电机功率;
(5)按制定规程的原则和要求进行必要的修正和改正。
原料尺寸:
薄带钢冷连轧为了提高产量和成品率,现在多采用无头轧制。原料卷厚度为 1.5~6mm;原
料卷宽度取决于产品规格。本次设计典型产品为:
原料板厚为3mm 。
板宽为1300mm 的热轧卷。 各轧机压下量分配
薄板冷连轧机组总变形量及各道压下量,应根据原料卷厚度、产品质量、轧机架数、轧制速度及产品厚度等合理确定。薄板冷连轧机组压下量分配应遵守以下基本原则:
1)由于在冷轧轧制时,轧件温度接近常温、金属塑性低,以及伴有轧件的加工硬化现象,所以应合理分配各机架的压下量,以使各架轧机的负荷趋于平均。
2)为提高连轧机组的小时产量,应提高连轧速度,以缩短轧制时间,减小轧制节奏来提高产量。
3)为简化连轧机组的调整,连轧机组轧出的厚度范围应尽可能小,并且不同厚度的数目也应尽可能减少。
连轧机组压下量分配及速度制度:
精轧机组的主要任务是在5架连轧机上将原料卷轧制成冷板(带)卷,尺寸符合要求的成品带钢,并需保证带钢的表面质量和机械性能。拟定连轧压下规程就是合理分配各架的压下量及确定各架的轧制速度。
1)五机架连轧各架轧机的压下量分配
五机架连轧机组分配各架压下量的原则:一般是压下量逐道次降低。其原因有二:
(1) 随着轧制的进行轧件有加工硬化的现象,这使轧制力逐道次升高,同时,轧制速度的增加也使轧制力升高,这两者的叠加作用将使轧制力迅速的增大,所以,为了降低后机架的轧制力,应使压下量逐道次降低,并且还要加大连轧张力以降低轧件的变形抗力,而使轧制力趋于平均;
(2) 为了保证板形、厚度精度及表面质量,压下量逐渐减小,同时还要降低连轧张力。
依据以上原则逐架压下量的分配规律是,第一架可以留有余量,即考虑到带坯厚度的可能波动和可能产生咬入困难等,而使压下量略小于设备允许的最大压下量,中间几架为了充分利用设备能力,尽可能给以大的压下量轧制;以后各架,随着变形抗力增大,应逐渐减小压下量;为控制带钢的板形,厚度精度及性能质量,最后一架的压下量一般较小。冷轧的累积压下率(原料至成品)总压下量一般占板坯全部压下量的60~90%。
本设计的各机架压下量的具体分配是依据武钢现场经验资料采用5机架连轧机,结合具体设备、操作条件依据压下量分配系数分配各架压下量如下:
1 3.0 2.0 1.0 33
2 2.0 1.2 0.8 40
3 1.2 0.7 0.5 41.66
4 0.7 0.4
5 0.25 35.71 5
0.45
0.4
0.05
11.11
冷轧钢板时咬入角一般为4°,由公式
)cos 1(max α-=?D h (1)
得
)1arccos(D
h
?-
=α (2)
525 3.54° 3.16° 2.50° 1.77°
485
0.82°
再根据
)21(2
f
α
α
γ-
=
(3)
摩擦系数表
表9 各道次中性角
1 2 3 4 5 525 1.09 0.79 0.75 0.64 485
0.36
根据
Sh=
γ
)1(
2
2
-h
D
γ
……………………………………(4) 3.2 确定轧机速度制度
3.2.1轧制速度的确定
制定轧机速度制度包括:确定末架的穿带速度和最大轧制速度;计算各架速度及调速范围;选择加减速度以及带钢过焊缝时的速度等。连轧机组末架的轧制速度决定着轧机的产量和技术水平。确定末架轧制速度时,应考虑保证各主要设备和辅助设备生产能力的平衡;轧制带钢的厚度及钢种等,一般冷轧带钢为提高轧机产量而用高的轧制速度;轧制宽大及钢质硬的带钢时,应采用低的轧制速度。本次设计依据设备、产品及参考同类车间设定第五机架的轧制速度为20m/s 。
本设计设定第五架轧机的穿带速度为5m/s (带钢厚度小,其穿带速度可高些)。 其它各架轧制速度的确定:
机架数 1# 2# 3# 4# 5# 摩擦系数
0.08
0.055
0.055
0.055
0.055
当连轧机组末架轧机轧制速度确定后,根据连轧条件——秒流量相等的原则,根据各架轧出厚度和前滑求出各架轧制速度(带钢的宽展和前、后滑忽略不计)。即:
h 1v 1=h 2v 2=......h n v n =C .. (5)
速度的计算:
已预设末架出口轧制速度为V=20m/s 由经验向前依次减小以保持微张力轧制。依据秒流量相等有:
s m H h V V h /66.23
20
4.00661=?==
表11轧件的出口速度
1 2 3 4 5 Vh(m/s)
4
6.67
11.43
17.77
20
3.2.2轧辊转速的确定
由%100?-=
V
V
Vh Sh …………………………………………..(6) 表12 轧辊速度
1 2 3 4 5 D
Vi
n gi ∏=
60……………………………………………..(7) 求得各道次轧辊转速分别为:
表13 轧辊转速
1 2 3 4 5 gi n (r/min)
139
232.9
390.8
602.6
710.7
由轧辊转速及电机转速可求传动比:
gi d
n n i = (8)
道次
n d (r/min)
750 750 750 750 750 i
5.396
3.220
1.919
1.245
1.055.
3.2.3加速度的选择
近代带钢冷连轧机精轧一般采用一级加速和一级减速轧制方式,即带钢在连轧机以恒速运转下进行穿带,并在卷取机实现稳定卷取后开始进行加速,直至轧机转速达到稳定轧制阶段最大转
速时加速结束。
第一级加速度数值较高,称为功率加速度(又称产量加速度),其目的是迅速提高轧制速度,是设备尽快接近满负荷运转,以求的最高产量。确定加速度的数值,应考虑到主电机的功率、带钢长度、板形、带钢厚度变化、冷却水的控制及卷取温度等因素的影响。仅就轧机本身而言,一级加速度可达1-2 m/s 2。本设计采用加减速的加速度绝对值相等的设计方法,并参照武钢经验取一级加、减速度为1.5m/s 2。
4 力能参数的计算
4.1轧制压力的计算
对于冷轧薄板,其轧制力的计算采用斯通公式计算。因为斯通公式把轧制看成平行板间的镦粗,因此得出单位压力微分方程式:
h
t d x
x x
dx
2 =σ
图5 作用在斯通理论微分体上的作用力
冷轧薄板时其表面摩擦规律按全滑动来考虑,即p
t x
x f
=,并采用近似塑性条件
K x
x
p =-σ
,则上式变成如下形式:
h
p
dp x
x
x
fdx
2
=
将上式积分,则得斯通单位压力公式: 在后滑区
e
q
p l
x m x
K
K )21(0
)1(-
-
=
在前滑区
e
q
p
l
x m x
K
K )21(0
)1(+
-
=
式中: -
=
h
fl m ,2
H
h h +=
-
, R h l *?= ……………………………………………..(9) f 为乳化液的摩擦系数0.05.
l/mm
16.2 14.49 11.46 8.09 3.48 -
h /mm
2.5 1.6 0.95 0.575 0.425 m
0.324
0.453
0.603
0.703
0.409
冷轧时温度和变形速度对金属变形抗力的影响不大,因此n T 和n u 可近似的取1,只有变形程度才是影响变形抗力的主要因素。由变形区内各断面处变形程度不等,因此,若取
σ
s
为常量,通常根据加工硬化曲线去本道次平均变形量所对应的变形抗力值。平均变形
量-
ε可按下式计算:
εεε106.04.0+=-
(10)
式中:
ε0
:本道次轧前的预变形量
H H H 0100
/)(-=ε
ε
1
:本道次轧后的总变形量
H H h 001
/)(-=ε
H
:冷轧前轧件厚度
H:本道次轧前轧件的厚度 h:本道次轧后轧件的厚度。
表16 各道次ε值
变形程度
ε
/% 变形程度
ε
1
/% 平均变形程度-
ε/%
1 0.0 33.3 20.0
2 33.
3 60.0 49.3 3 60.0 76.6 69.9
4 76.6 85.0 81.6 5
85.0
86.6
85.9
冷轧时金属实际变形抗力
σ
s
的确定:
由于加工硬化使得轧件的变形抗力逐道次升高,对加工硬化曲线进行线性拟合得:
MPa i pi 270640+=εσ (11)
表17 各道次变形抗力
平均变形程度-
ε/%
变形抗力
σ
s
/MPa
σs K *15.1=
1 20.0 398.0 457.7
2 49.
3 585.5 673.3 3 69.9 717.3 824.9
4 81.6 792.2 911.0 5
85.9
819.7
942.7
平均单位压力:
m
Q p e
m
1
)15.1(2.0--=-
-
σ (12)
式中-
Q 为平均单位张力,现仅以第一架轧机为例: 张应力的设定hi q :
100MPa,120 MPa,130 MPa,140 MPa,开卷机张应力为1 MPa ,卷曲机张应力为30 MPa 。
表18 张力
h R l ?=*=16.2mm
-
h fl
=324.05
.22
.16*05.0=
力
Q
1
/MPa
Q
/MPa 平均单位张力-
Q /MPa 1 1 100 50.5 2 100 120 110 3 120 130 125 4 130 140 135
)
(2
-h fl =0.105 计算图中第二个参数
-
--h
R Q cf /)15.1(22.0σ
∏
-=
*)1(82
E R c ν=0029
.02*210000*14.3525
*)1(*83.02
=-
5.505.49415.10.2-=-Q σa MP 444=
图6 轧辊压扁时平均单位压力图解
-
--h
R Q cf /)15.1(22.0σ =0.0135
作指示线可得
=
-
h
f
l
'
0.32 ,又有表查出
=
-m e m
/)1( 1.178
则
m
Q p e
m
1
)15.1(2.0--=-
-
σ=MPa 03.523
由
=
-
h
f
l
'
0.32
则
1605
.05
.2*
32.0'
==l
则总压力-
=p B P l '=10460KN
余下的各道次可依此类推计算出来,则有:
σ
2
.0/MPa 430 540 580 600 630 -
h
fl
0.32
0.48
0.64
0.79
0.52
)(2
-h
fl 0.105
0.205
0.363
0.494
0.167
c
0.0029
0.0027 x/mm
0.27 0.42 0.55 0.55 0.46 m e m
/)1(-
1.178 1.263 1.386
1.467 1.284 l
'
/mm
16
15.36
9.6 9.08
4.42
B/mm
1250 -
p /MPa
523.03 645.39 751.21
814.18 801.85 P/KN
10460
12391
9014
9240
4430
4.2轧制力矩的确定
4.2.1轧制力矩的确定
h R P M z ?=12ψ (13)
式中:
ψ — 合力作用点位置系数(或力臂系数),冷轧薄板一般ψ取为0.33~0.42,各道次的轧制力矩值见表20:ψ=0.35
表20 轧制力矩
1
2 3 4 5 M
z
/KNm 120.65
153.84
99.93
74.01
14.75
4.2.2摩擦力矩的确定
传动工作辊所需要的静力矩,除轧制力矩外,还有附加摩擦力矩m M ,它由以下两部分组成:1m M 、2m M ,其中1m M 在四辊轧机(本设计中六辊轧机亦用此公式)可近似地由下式计算:
Pdf d
f P M m ==
4*2
**21………………………………..(14) 式中
f — 轧辊轴承的摩擦系数,取f = 0.003;
d — 轧辊辊颈直径z d =273mm ;
(g D 、z D — 工作辊及支撑辊直径,对于四辊轧机:g D =525mm , z D =1450mm 对于六辊轧机:g D =485mm , z D = 1450mm 。)而2m M 由下式计算:
i M M M m z m /))(11
(12+-=η
(15)
式中:
η — 传动效率系数,即从主电机到轧机的传动效率,故可取η=0.94-0.96,本设计取0.96
M M M
m m m
i 21/+= (16)
表21摩擦力矩
1
2 3 4 5 M m 1/KNm 8.56 12.42 10.20 10.70 4.96 M
z
/KNm 120.65 153.84 99.93 74.01. 14.75 i
3.96
2.97
2.07
1.42
1.05
M m 2/KNm 1.35 2.32 2.21 2.48 0.78 M
m
/KNm 3.51
6.50
7.13
10.01
5.50
4.2.3空转力矩的确定
空转力矩可以根据下式求得:
()H K M M ?=06.0~03.0 (17)
式中:
H M 表示轧机的额定转矩,其大小为:n
p
M H 9550=
p ——电动机的额定功率,本设计取每架轧机的额定功率为4250KW ; n ——电动机的转速,转速为750r/min 。
轧机的空转力矩(k M )根据实际资料可取为电机额定力矩的3%~6%:KNm M k 25.3750
2
4250955003.0=???
=
二、工作中遇到的问题及改进措施
在进行工艺设计时,由于针对不同的钢种和使用条件会使用不同的公式和参数,所以在确定工艺值时往往存在一定的困难,这便是本次设计的难点所在。另外,本次设计生产的带钢规格较薄,会有跑偏、变形不均匀导致组织不均匀的情况发生,所以针对这些问题要做相应的处理。
在确定使用公式和参数时,为了使得本次的设计更贴近实际,大多都使用经验公式或则经验参数值,若没有则往往是通过找出条件与本次设计最符和的进行计算。在解决薄带钢跑偏等情况时,可以通过加入辅助措施,比如在出末架轧机时急冷使头部具有一定的硬度;加快带钢的运行速度以减少头尾温差消除变形不均匀等。
三、下一步工作计划
多查资料和相关书籍,同时结合唐钢现场数据,完成接下来的电机能力的验算,,轧辊强度的校核,,年产量的计算,辊型的设计,辅助设备的选择。14周车间平面布置。15周提交毕业设计,老师审阅,准备答辩。16周毕业答辩。
学生签字:许舒亚2012年 4 月23 日
模拟电子技术课程设计报告 设计课题: 数字电子钟的设计 姓名: 学院: 专业: 电子信息工程 班级: 学号: 指导教师:
目录 1.设计的任务与要求 (1) 2.方案论证与选择 (1) 3.单元电路的设计和元器件的选择 (5) 3.1 六进制电路的设计 (6) 3.2 十进制计数电路的设计 (6) 3.3 六十进制计数电路的设计 (6) 3.4双六十进制计数电路的设计 (7) 3.5时间计数电路的设计 (8) 3.6 校正电路的设计 (8) 3.7 时钟电路的设计 (8) 3.8 整点报时电路的设计 (9) 3.9 主要元器件的选择 (10) 4.系统电路总图及原理 (10) 5.经验体会 (10) 参考文献 (11) 附录A:系统电路原理图 (12) 附录B:元器件清单 (13)
数字电子钟的设计 1. 设计的任务与要求 数字钟是一种用数字电路技术实现时、分、秒计时的装置,与机械式时钟相比具有更高的准确性和直观性,且无机械装置,具有更更长的使用寿命,因此得到了广泛的使用。数字钟从原理上讲是一种典型的数字电路,其中包括了组合逻辑电路和时序电路。 因此,我们此次设计数字钟就是为了了解数字钟的原理,从而学会制作数字钟。而且通过数字钟的制作进一步的了解各种在制作中用到的中小规模集成电路的作用及实用方法。且由于数字钟包括组合逻辑电路和时叙电路。通过它可以进一步学习与掌握各种组合逻辑电路与时序电路的原理与使用方法。 1.1设计指标 1. 时间以12小时为一个周期; 2. 显示时、分、秒; 3. 具有校时功能,可以分别对时及分进行单独校时,使其校正到标准时间; 4. 计时过程具有报时功能,当时间到达整点前10秒进行蜂鸣报时; 5. 为了保证计时的稳定及准确须由晶体振荡器提供表针时间基准信号。1.2 设计要求 1. 画出电路原理图(或仿真电路图); 2. 元器件及参数选择; 3. 编写设计报告写出设计的全过程,附上有关资料和图纸,有心得体会。 2. 方案论证与选择 2.1 数字钟的系统方案 数字钟实际上是一个对标准频率(1H Z)进行计数的计数电路。由于计数的起始时间不可能与标准时间(如北京时间)一致,故需要在电路上加一个校时电路,同时标准的1H Z时间信号必须做到准确稳定。通常使用石英晶体振荡器电路构成数字钟。
热轧带钢轧制规程设计 摘要 钢铁行业是国民经济的支柱产业,而热轧带钢生产是钢铁生产中的主要环节。热轧带钢工艺的成熟,为冷轧生产提供了优质的原料,大大地满足了国民生产和生活的需要。本车间参考鞍钢1700ASP生产线,本设计中主要包括六部分,第一部分从热轧带钢机的发展、国外带钢生产先进技术以及我国带钢发展等几个方面阐述了热轧带钢发展情况;第二部分参考了鞍钢ASP1700生产线以及实际设计情况确定了车间的轧钢机械设备及参数;第三部分以典型产品Q235,3.8×1200mm为例从压下规程、轧制速度、轧制温度等方面确定了生产工艺制度;第四部分以典型产品为例进行了轧制力和力矩计算;第五部分根据设备参数和实际制定的生产工艺进行了咬入、轧辊强度的校核;第六部分本次设计总结。 关键词:热轧带钢,轧制工艺制度,轧辊强度
目录 1综述 (1) 1.1引言 (1) 1.2 热轧带钢机的发展现状 (1) 1.3热轧板带钢生产的工艺流程 (2) 1.4 热轧板带钢生产的生产设备 (3) 1.5ASP1700热轧板带钢生产的新技术 (3) 2 主要设备参数 (4) 3 典型产品轧制工艺确定 (6) 3.1 生产工艺流程图 (6) 3.2 坏料规格尺寸的选定 (7) 3.3 轧制工艺制定 (7) 3.3.1 加热制度 (7) 3.3.2 初轧和精轧各自压下制度 (7) 3.3.3 精轧轧制速度 (9) 3.3.4 精轧温度制度 (10) 4力能参数计算 (10) 4.1 精轧各机架轧制力计算 (10) 4.2 精轧各机架轧制力矩的计算 (13) 5设备强度及能力校核 (13) 5.1 精轧机咬入角校核 (13) 5.2 轧辊强度校核 (14) 5.2.1 辊身弯曲强度校核 (17) 5.2.2 辊颈弯曲和扭转强度校核 (19) 5.2.3 辊头扭转强度校核 (20) 5.2.4接触应力的校核 (20) 6结语 (22) 参考文献 (23)
监理大纲 编制: 批准: 二零零四年十二月
目录 1编写依据及原则 2工程项目概况 3监理目标 4监理阶段及范围 5监理组织机构及拟派人员6监理工作内容 7监理工作制度 8主要监理措施 9主要监理工作流程 10提供业主的主要文件及报告11 监理设施
1.编写依据及原则 1.1依据 1.1.1 ****股份有限公司石化建设工程项目投标资格证明。 1.1.2 ****分公司100万吨/年延迟焦化,120万吨/年加氢精制项目的监理 招标文件。 1.1.3 ****分公司100万吨/年延迟焦化,,120万吨/年加氢精制项目的基 础设计。 1.1.4《建设工程监理规范》GB50319—2000; 1.1.5国家、地方的有关法规,规定和政策; 1.1.6业主的正当要求。 1.2原则 1.2.1能体现本项目总体监理方案的概貌,使项目业主对JJSC在本项目 施工监理上的总体安排有基本了解; 1.2.2本大纲应具有指导《监理规划》编制的基本内容和深度; 1.2.3针对本项目特点为力求做到重点突出。 2 工程项目概况 2.1 项目名称和规模:****分公司100万吨/年延迟焦化、120万吨/年加氢精制项目。 2.2项目业主:****股份有限公司****分公司 2.3项目地点: ****石化生产区 2.4项目特点: 100万吨/年延迟焦化项目,由焦化、分馏、富气压缩、柴油一次吸和干气脱硫等部分组成。120万吨/年加氢精制项目,由反应、分馏、气体脱硫、溶济再生等部分组成,加氢精制装置是在高温、中压、临氢条件下运行,整套装置的火灾危险性属于甲类。焦化、加氢项目均涉及水、电、气、风、工艺设备、采暖通风、消防环保等多专业多工种的施工。
1 板材牌号及标记的识别 1.1 冷轧普通薄钢板 冷轧薄钢板是普通碳素结构钢冷轧板的简称,俗称冷板。它是由普通碳素结构钢热轧钢带,经过进一步冷轧制成厚度小于4mm的钢板。由于在常温下轧制,不产生氧化铁皮,因此,冷板表面质量好,尺寸精度高,再加之退火处理,其机械性能和工艺性能都优于热轧薄钢板,在许多领域里,特别是家电制造领域,已逐渐用它取代热轧薄钢板。 适用牌号:Q195、Q215、Q235、Q275; 符号:Q—普通碳素结构钢屈服点(极限)的代号,它是“屈”的第一个汉语拼音字母的大小写;195、215、235、255、275—分别表示它们屈服点(极限)的数值,单位:兆帕MPa(N/mm2);由于Q235钢的强度、塑性、韧性和焊接性等综合机械性能在普通碳素结构钢中属最好了,能较好地满足一般的使用要求,所以应用范围十分广泛。 标记:尺寸精度—尺寸—钢板品种标准 冷轧钢板:钢号—技术条件标准 标记示例:B-0.5×750×1500-GB708-88 冷轧钢板:Q225-GB912-89 产地:鞍钢、武钢、宝钢等 1.2 冷轧优质薄钢板 同冷轧普通薄钢板一样,冷轧优质碳素结构钢薄钢板也是冷板中使用最广泛的薄钢板。冷轧优质碳素薄钢板是以优质碳素结构钢为材质,经冷轧制成厚度小于 4mm的薄板。 适用牌号:08、08F、10、10F 符号:08、10—钢号开头的两位数字表示钢的含碳量,以平均碳含量×100表示;F—不脱氧的沸腾钢;b—半镇静钢,Z—一般脱氧的镇静钢(有时无字母表示)。 例如:08F表示其平均含碳量为0.08%的不脱氧沸腾钢;由于08F钢板的塑性好,冲压性能也好,大多用来制造一般有拉延结构的钣金件制品。 拉延级别:Z—最深拉延级,S—深拉延级,P—普通拉延级 表面质量:Ⅰ—高级的精整表面、Ⅱ—较高级的精整表面、Ⅲ—普通的精整表面
课程设计报告册格式(本页不打印) 一、设计任务(四号、黑体,不加粗) 例如:十字路口交通灯控制系统设计(正文全部为宋体、小四,下同) 二、设计要求 教师下达的设计基本要求…… 三、设计内容 1.设计思想(宋体、小四、加粗) 对题目的理解,计划采用的实现方法 2.设计说明 对设计方案的简单综述,建议增加方案对比内容; 3.系统方案或者电路结构框图 包含对各个单元电路的详细分析; 保留详细的参数计算、卡诺图、状态转换图等设计内容; 4.设计方案 一个模块电路结构对应一个仿真波形和一段文字说明; 仿真及分析时,请捕捉关键点的波形数据,以确保设计结果具有良好的说服力; 5.电路原理总图 A4纸整张打印,打印出图纸边框 绘制原理图时,应注意加入电源、信号输入与输出端口; 芯片内部具有多个相同功能单元时,注意充分利用; 元器件在电路原理图中的布局应规范、紧凑; 6.PCB分层打印图 按照相同比例分别打印出顶层、底层、丝印层,并尽可能打印在同一张A4纸中; 在保证布通率的前提下,尽量选择较大的线宽、安全间距; 四、设计总结 个人真实的总结体会,不低于100字。 五、参考资料 包括网站、网页的资料;从网站上下载资料过多将被视为抄袭,一定要强调自己的设计思路,创新理念。 注: ——课程设计论文用A4纸打印,文中的计量单位、制图、制表、公式、缩略词和符号应遵循国家的有关规定。 ——实验报告采用A4纸双面打印,实验报告的内容全部手写,所有的打印图请牢固粘贴在实验报告上,不要使用QQ截图等低像素的截图工具。 ——封面与任务书双面打印在同一张A4纸;
1、设计题目 数字钟 2、设计内容和要求: 数字钟是一种用数字电路技术实现时、分、秒计时的装置,与机械式时钟相比具有更高的准确性和直观性,且无机械装置,具有更长的使用寿命,因此得到了广泛的使用。 设计要求采用中小规模集成器件完成具有以下技术指标的数字钟: (1)显示时、分、秒; (2)24小时制计数; (3)具有校时功能,可以对小时和分单独校时,对分校时的时候,停止分向小时进位。校时时钟源可以手动输入或借用电路中的时钟; (4)具有正点报时功能; (5)要求计时准确、稳定。 3、设计目的 (1)进一步熟悉各种进制计数器的功能及使用; (2)掌握译码器显示电路的应用; (3)熟悉集成芯片的内部结构及应用; (4)掌握数字电子钟的组成与工作原理; (5)提升对实际电路的设计和调试能力。 4、设计原理 数字钟实际上是一个对标准频率(1HZ)进行计数的计数电路,一般由秒信号发生器、“时、分、秒”计数器、译码器及显示器、校时电路、整点报时电路等单元组成。秒信号产生器是整个系统的时基信号,它直接决定计时系统的精度,在精度要求不高的时候,可选用555定时器构成的振荡器加分频器来实现,但精度要求高的电路中多采用晶体振荡器电路加分频器实现,在本设计中要求精度高,所以选用的是后者。将标准秒脉冲信号送入“秒计数器”,该计数器采用60进制计数器,每累计60秒发出一个“分脉冲”信号,该信号将作为“分计数器”的时钟脉冲。“分计数器”也采用60进制计数器,每累计60分,发出一个“时脉冲”信号,该信号将被送到“时计数器”。“时计数器”可采用12进制也可采用24进制计数器,本实验采用24进制。最终完成一天的计数过程。译码显示电路将“时、分、秒”计数器的输出状态经七段显示译码器译码,通过六位LED 显示器显示出来。整点报时电路是根据计时系统的输出状态产生一个脉冲信号,去触发音频发生器实现报时。校时电路是对“时、分”显示数字进行校正和调整。其数字电子钟系统框图如图1所示。
四机架带钢冷连轧车间设计方案简介 摘要简要介绍了Φ400mm/Φ170mm×400mm四机架带钢冷连轧机车间设计的工艺方案、主要设备性能参数及设计特点。 关键词冷轧窄带钢车间设计方案 1前言 冷轧带钢作为多种产品的原料,用途十分广泛,主要用于钢窗、冷弯型钢、焊管、包装、建材等方面。新疆的冷轧带钢生产为空白,疆内市场上使用的冷轧带钢及冷轧带钢制品均从内地购进,由于运距长、运费高、供货周期长等缺点给用户带来诸多不便。 八钢博业公司是集团公司确立的线、棒、带材制品生产基地。2000年10月,经充分的市场调研和技术论证,博业公司决定新建一条年产4万吨冷轧窄带钢生产线。本项目以八钢中型厂生产的热轧带钢为原料,不仅填补了新疆空白,且符合我国钢铁工业调整产品结构、增加板管比的产业政策,具有较为广阔的市场前景和发展空间。 2工艺设计方案 2.1原料及成品 原料为2.0~3.5mm×30~310mm热轧窄带钢,生产规模为年产4万t;规格为0.35~1.50mm×30~310mm;钢种为碳素结构钢,盘重约1t;预留优质碳素结构钢、合金钢冷轧带钢及镀层带钢的发展空间。 成品冷轧带钢以退火状态交货;钢卷内径为Φ500mm;钢卷最大卷取重量为1.9t。产品标准为GB716-91。 2.2生产工艺 2.2.1 产品大纲
产品大纲见表-1 表-1 产品大纲 序号产品规格/mm钢种年产量/t 10.35~0.75×30~310碳素钢12000 20.80 0.80~1.00×30~310碳结钢合结钢14000 3 1.00~1.50×30~310碳结钢合结钢14000 合计40000 2.2.2生产工艺流程 流程为:热带卷→酸洗→钝化→冷轧→纵剪→退火→精整→包装入库该车间平面布置图见图1。 18 17 16 15 14 13 12 11 1 2 3 4 5 6 7 8 9 10 19 预留发展空间
模拟电子技术课程设计报告设计题目:直流稳压电源设计 专业电子信息科学与技术 班级电信092 学号 200916022230 学生姓名夏惜 指导教师王瑞 设计时间2010-2011学年上学期 教师评分 2010年月日
昆明理工大学津桥学院模拟电子技术课程设计 目录 1.概述 (2) 1.1直流稳压电源设计目的 (2) 1.2课程设计的组成部分 (2) 2.直流稳压电源设计的内容 (4) 2.1变压电路设计 (4) 2.2整流电路设计 (4) 2.3滤波电路设计 (8) 2.4稳压电路设计 (9) 2.5总电路设计 (10) 3.总结 (12) 3.1所遇到的问题,你是怎样解决这些问题的12 3.3体会收获及建议 (12) 3.4参考资料(书、论文、网络资料) (13) 4.教师评语 (13) 5.成绩 (13)
昆明理工大学津桥学院模拟电子技术课程设计 1.概述 电源是各种电子、电器设备工作的动力,是自动化不可或缺的组成部分,直流稳压电源是应用极为广泛的一种电源。直流稳压电源是常用的电子设备,它能保证在电网电压波动或负载发生变化时,输出稳定的电压。一个低纹波、高精度的稳压源在仪器仪表、工业控制及测量领域中有着重要的实际应用价值。 直流稳压电源通常由变压器、整流电路、滤波电路、稳压控制电路所组成,具有体积小,重量轻,性能稳定可等优点,电压从零起连续可调,可串联或关联使用,直流输出纹波小,稳定度高,稳压稳流自动转换、限流式过短路保护和自动恢复功能,是大专院校、工业企业、科研单位及电子维修人员理想的直流稳压电源。适用于电子仪器设备、电器维修、实验室、电解电镀、测试、测量设备、工厂电器设备配套使用。几乎所有的电子设备都需要有稳压的电压供给,才能使其处于良好的工作状态。家用电器中的电视机、音响、电脑尤其是这样。电网电压时高时低,电子设备本身耗供电造成不稳定因家。解决这个不稳定因素的办法是在电子设备的前端进行稳压。 直流稳压电源广泛应用于国防、科研、大专院校、实验室、工矿企业、电解、电镀、充电设备等的直流供电。 1.1直流稳压电源设计目的 (1)、学习直流稳压电源的设计方法; (2)、研究直流稳压电源的设计方案; (3)、掌握直流稳压电源的稳压系数和内阻测试方法。 1.2课程设计的组成部分 1.2.1 设计原理
热轧带钢生产车间布置设计分析 热轧带钢简介 以板坯或钢锭为原料用热轧方式生产各种中厚钢板、薄钢板和带钢的轧钢车间设计。热轧板带钢车间设计范围包括中厚板车间设计、连续热轧宽带钢车间设计、施特克尔(炉卷)带钢轧钢车间设计和热轧窄带钢车间设计。除了以上四类板带轧钢车间外,尚有叠轧薄板车间和行星轧板车间。 工艺流程 热轧宽带钢主要生产工艺流程是板坯经加热后由粗轧机组及精轧机组制成带钢。从精轧最后一架轧机出来的热钢带通过层流冷却到设定温度,由卷取机卷成钢带卷,冷却后的钢带卷,根据用户的不同需求,经过不同的精整作业线加工而成为钢板、平整卷及纵切钢带产品的过程。 设备构成 主体、加热炉、推钢机、出钢机、粗轧机组(四机架)、飞剪、精轧机组(七机架连轧)、卷取机、吊车、精整机组(开卷机、矫直机、剪切机、张力卷取机等)。在进行车间设计时主要是轧机型式和轧机组成的选择,同时从设备的可靠性、产品质量、维修方便、设备结构、外形和机组重量等因素进行比较和选择。主要轧钢机有中厚钢板轧机、热轧宽带钢轧机、施特克尔(炉卷)带钢轧机和热轧窄带钢轧机。(1)中厚钢板轧机。有二辊式、三辊劳特式、四辊式。轧机布置型式主要有单机架、双机架型式。现代的中厚板车间设计均采用四辊式轧机,按产品和产量的不同选用单机架或双机架组成,最佳型式是粗轧机和精轧机,均为四辊轧机并顺列布置。(2)热轧宽带钢轧机。指辊身长度不小于1000mm的热轧带钢轧机,世界上建设最多的为1500~1800mm和2000~2300mm热轧带钢轧机,最大的达2690mm。按粗轧机的型式和组成有半连续式、3/4连续式和连续式三种热轧宽带钢轧机。 (3)施特克尔带钢轧机。主要用于轧制不锈钢、硅钢等难变形金属。该轧机的特点是在轧机入口和出口设有带卷筒的加热保温炉,用以保持带钢轧制温度,因此在中国称炉卷轧机。现代的施特克尔带钢车间,一般由一架四辊式可逆式万能粗轧机和一架四辊可逆式精轧机组成。轧机后设有带钢冷却设备、卷取机和钢板剪切设备。 (4)热轧窄带钢轧机。这类轧机有布棋式、顺列式、半连续式和连续式等型式,前两种生产的带钢为条带,后两种生产的为成卷带钢。这类轧机生产的碳素窄带钢主要供焊管、自行车用材、冷轧带钢和冷弯型钢作原料。热轧窄带钢也采用行星式轧机生产,主要轧制合金钢和特殊钢带钢。 车间组成和平面布置 热轧板带钢车间主要由板坯库、加热炉跨间、轧机跨间、轧辊跨间、主电室、高压水泵站、中间库、精整跨间、成品库组成。中厚板车间尚有热处理跨间。热轧板带钢车间的工艺设备布置为连续生产线,轧辊间、主电室、高压水泵站毗邻轧机跨间布置,热轧钢卷库和精整线依厂区条件而布置,也可以单独设置。中厚板热处理设备有在线和离线两种布置。热轧板带钢车间在总图上的布置还应考虑到与连铸板坯车间的衔接。便于连铸坯直接热装炉或直接轧制,还应考虑热轧钢卷直接送往冷轧车间的方便。 车间平面布置的原则车间工艺平面布置主要是按照所确定的生产工艺和依此所确定的设备,合理地确定金属流程线、设备位置及其相对关系、必要的仓库和操
冷轧钢板材质介绍 一、普通冷轧板材简介 是由热轧薄板通过冷压力加工而得到的产品。由于经过多道次的冷轧,其表面质量优于热轧薄板,经过热处理后,可得到良好的力学性能。 1、普通冷轧板材的用途分类 根据生产企业的不同需求,通常将冷轧板分为:一般用冷轧板、冲压级冷轧板、深冲、特深冲及超深冲级冷轧板,一般以卷材和平板交货,厚度以毫米表示,宽度一般为:1000mm和1250mm,长度一般为2000mm和2500mm。 2、普通冷轧板材的牌号 常用牌号为:Q195、Q215、Q235、08AL、SPCC、SPCD、SPCE、SPCEN、ST12、ST13、ST14、ST15、ST16、DC01、DC03、DC04、DC05、DC06等; ST12:表示为最普通的钢号,与Q195、SPCC、DC01牌号材质基本相同; ST13/14:表示为冲压级的钢号,与08AL、SPCD、DC03/04牌号材质基本相同; ST15/16:表示为冲压级的钢号,与08AL、SPCE、SPCEN、DC05/06牌号材质基本相同。 3、普通冷轧板材的牌号尺寸表示方法 例如鞍钢产ST12,1*1250*2500/C,表示为:牌号ST12普通冷板,厚度为1mm,宽度为1250mm,长度为2500mm或C卷材。外观为白铁皮精包装,机械性能为最普通的,最基础的钢号,只能用于折弯成型,不能用于冲压。使用于机械咬口用,例如冰箱的外壳,车辆油箱等。 ST13以上产品,用在需要深冲的行业,如汽车制造,柴油机的油箱等,具体要用哪一种,看其拉深的要求而定。 ST12与SPCC的差别:其两种产品的机械性能相差无几,只是退货方式不同,ST12材质的产品拉伸性能相对比SPCC要强。 日本JIS标准材质含义 SPCC---S表示为钢(Steel),P表示为板(Plate),C表示冷(Cold),C表示商业(Commercial),为日本JIS标准。 如需保证抗拉强度,在牌号末尾加T,为:SPCCT。SPCD---表示冲压用冷轧碳素钢薄板及钢带,相当于中国08AL(13237)优质碳素结构钢。SPCE---表示深冲
衡阳师范学院 物理与电子信息科学系 《综合电子系统》 课程设计报告 一号黑体,居中 简易电子称的设计 小二号粗黑体,居中 班级2011级电信1班 组长 成员三号宋体,加粗 指导教师 提交日期2014年6月10 日 《综合电子系统课程设计》成绩评定表 课程设计题目:简易电子秤
第一部分设计任务 1.1 设计题目及要求 (1) 1.2 备选方案设计与比较 (2) 1.2.1 方案一 (3) 第二部分系统硬件平台的设计 2.1 总体设计方案说明 (7) 2.2单片机最小系统 (9) 2.2.1S T C89C52单片机 (10) 2.2.2时钟电路 (11) 2.2.3复位电路 (12) 2.3功能模块二(参照2.2) (13) 2.3.1模块电路及参数计算 (14)
2.3.2工作原理和功能说明 (15) 2.3.3器件说明(含结构图、管脚图、功能表等) (16) 2.4功能模块三(实际名 (17) 2.4.1模块电路及参数计算 (18) 2.4.2工作原理和功能说明 (19) 2.4.3器件说明(含结构图、管脚图、功能表等) (20) 第三部分系统软件的设计与实现 3.1主程序流程图 (21) 3.2子程序一(实际名) (22) 3.3子程序二(实际名) (23) 3.4子程序三(实际名) (24) 3.4电路仿真(实际名) (24) 3.4.1仿真软件简介 (25) 3.4.2仿真电路图 (26) 3.4.3仿真结果(附图) (27) 第四部分安装调试与性能测量 4.1电路安装 (28) (推荐附整机数码照片) 4.2系统软、硬件调试 (29) 6.2.1调试步骤及测量数据 (30) 6.2.2故障分析及处理 (31) 4.3整机性能指标测量(附数据、波形等) (32) 课程设计总结 (33) 参考文献 报告正文的排版: 1. 纸张大小及版心:统一用A4纸(21×29.7)打印,边距设为:上 2.54cm,下2.54cm,左2.2cm,右2.2cm。行距为固定值20磅。 2. 第一级标题用三号粗黑体,(段落设置)段前1行,段后1行, 3. 第二级标题用小三黑体,靠左上下空一行 4. 第三级标题用四号黑体,靠左本身不空行 5. 正文小四号字体,行距为固定值20磅 6. 图题及图中文字用5号宋体 7. 参考文献标题用三号粗黑体,居中上下空一行,参考文献正文为五号宋体
冷板、冷轧板知识 冷板是普通碳素结构钢冷轧板的简称,也称冷轧板,俗称冷板,有时会被误写成冷扎板。冷板是由普通碳素结构钢热轧钢带,经过进一步冷轧制成厚度小于4mm的钢板。由于在常温下轧制,不产生氧化铁皮,因此,冷板表面质量好,尺寸精度高,再加之退火处理,其机械性能和工艺性能都优于热轧薄钢板,在许多领域里,特别是家电制造领域,已逐渐用它取代热轧薄钢板。 适用牌号:Q195、Q215、Q235、Q275;SPCC(日 本牌号);ST12(德国牌号) 符号: 1、Q—普通碳素结构钢屈服点(极限)的代号,它 是“屈”的第一个汉语拼音字母的大小写;195、215、235、 255、275—分别表示它们屈服点(极限)的数值,单位: 兆帕MPa(N/mm2);由于Q235钢的强度、塑性、韧性 和焊接性等综合机械性能在普通碳素结构钢中属最了,能 较好地满足一般的使用要求,所以应用范围十分广泛。 2、S-钢(Steel)、P-板(Plate)、C-冷轧(cold)、第四位C-普通级(common)。 3、ST-钢(Steel)、12-普通级冷轧薄钢板、 标记:尺寸精度—尺寸—钢板品种标准 冷轧钢板:钢号—技术条件标准 标记示例:B-0.-GB708-88;钢板、标准号Q/BQB402,牌号SPCC,热处理状态退火+平整(S),表央加工状态为麻面D,表面质量为FB级的切边(切边EC,不切边EM)钢板、厚度0.5mm,B级精度,宽度1000mm,A级精度,长度2000mm,A级精度,不平度精度为PF.A,则标记为:钢板ECQ/BQB 402-SPCC-SD-FB/(0.51000A2000A-PF.A); 冷轧钢板:Q225-GB912-89 主要产地有:宝钢、鞍钢、本钢、武钢、邯钢、包钢、唐钢、涟钢、济钢等 冷轧普通薄钢板:由普通碳素结构钢或低合金结构钢冷轧制成。冷轧板表面质量较好。具有良好的冲压性能。对其要求要保证冷弯和杯试验合格,常用于汽车等行业和镀层板的原料。 冷轧优质薄钢板:主要包括各种优质钢冷轧薄板,最常用的是碳素结构钢板,尤其是深冲压用冷轧薄钢板,是由低碳优质钢08Al冷轧的薄板,钢板按表面质量分为三组;Ⅰ、Ⅱ、Ⅲ,分别表示特别高级、高级、较高的精整表面,按拉延级别分为ZF、HF、F级(代表用于冲制拉延最复杂、很复杂、复杂的零件),根据钢板厚度允许偏差,又分为A、B两级精度、广泛用于汽车拖拉机工业。 冷轧钢板,表面光洁,加工优良,用于汽车、冰箱、洗衣机等家电,以及产业设备、各种建筑材料。随着经济发展,冷轧钢板已被称为现代社会的必须材料。冷轧产品的分类:热轧酸洗、轧硬卷、普通冷轧、镀锌(电镀锌、耐指纹、热镀锌)、镀铝锌、电镀锡、彩涂、电工钢(矽钢片)等。1、热轧酸洗: 2、轧硬卷:在常温下,对热轧酸洗卷进行连续轧制。 产品特点:因为没有经过退火处理,其硬度很高(HRB大于90),机械加工性能极差,只能进行简单的有方向性的小于90度的折弯加工(垂直于卷取方向)。 应用范围: (1)退火后加工成普通冷轧; (2)有退火前处理装置的镀锌机组加工镀锌; (3)基本不需要加工的面板。 常用钢号CDCM - SPCC (SPCD、SPCE、ST12、ST13、ST14、BLC、BLD、BUSD、BUFD、BSUFD
《软件工程》课程设计报告 课程设计题目: 电子科技大学中山学院计算机学院班级: 组长: 其他成员: 指导教师: 实验地点: 完成起止日期:1-16
目录 一、系统可行性研究报告....................................... 错误!未定义书签。 1.引言................................................... 错误!未定义书签。 2 现行系统调查............................................ 错误!未定义书签。 3 新系统概述.............................................. 错误!未定义书签。 4 可行性综合评述.......................................... 错误!未定义书签。 5.方案选择............................................... 错误!未定义书签。 6.项目进度计划(Software Project Schedule).............. 错误!未定义书签。 二、需求规格说明书............................................ 错误!未定义书签。 1、用例模型(用例图)..................................... 错误!未定义书签。 2、用例文档描述........................................... 错误!未定义书签。 3、用例实现(时序图+类图)................................ 错误!未定义书签。 三、设计规格说明书............................................ 错误!未定义书签。 四、测试设计.................................................. 错误!未定义书签。 1、测试范围............................................... 错误!未定义书签。 2、测试覆盖设计........................................... 错误!未定义书签。 3、测试用例............................................... 错误!未定义书签。 五、工作总结.................................................. 错误!未定义书签。 1、本人在项目实现中的分工................................. 错误!未定义书签。 2、个人遇到的困难与获得的主要成果......................... 错误!未定义书签。 3、课程设计完成结果分析与个人小结......................... 错误!未定义书签。 六、附录...................................................... 错误!未定义书签。 1、软件配置............................................... 错误!未定义书签。 2、个人完成的程序模块..................................... 错误!未定义书签。 3、文档清单............................................... 错误!未定义书签。
学号:200906040106 HEBEI UNITED UNIVERSITY 毕业设计摘要译文 T RANSLATION O F G RANDUATE T HESIS’S A BSTRACT 设计题目:年产280万吨1780热轧带钢车间设计 学生姓名:张志芳 专业班级:09成型1班 学院:冶金与能源学院 指导教师:杨海丽教授 2013年05月28日
摘要 板带材生产技术水平不仅是冶金工业生产发展水平的重要标志,也反映了一个国家工业与科学技术发展的水平。建设现代化的热轧宽带钢轧机要满足现代工业对热轧板品种质量的要求。最终产品的质量取决于连铸坯的质量,传统厚度的板坯连铸工艺明显优于薄板坯连铸工艺。薄板坯连铸连轧更适于生产中低档板材品种,在薄规格产品生产方面具有明显优势。为了满足高质量和高性能板材要求,采用厚板坯常规连轧生产方式更合理。 本设计为年产280万吨1780热轧带钢车间设计,典型产品厚度为3.0mm。为了满足高质量和高性能板材要求,本次设计结合唐钢1700mm、宁钢1780mm、鞍钢1780mm热轧车间设计了年产280万吨的1780mm常规热轧车间。设计采用两架四辊可逆粗轧机,轧制六道次,精轧机选用六架非可逆轧机轧制六道次,通过采用CVC轧机、PC轧机和厚度自动控制(AGC)等技术相结合来控制板型和厚度,在精轧前采用无芯轴隔热屏热卷箱。 本设计粗轧机组选用两架独立的可逆轧机,两架带立棍的强力四辊可逆轧机,共完成6个道次粗轧,不但解决了粗轧轧制时间过长、与精轧机不匹配的问题,还能保证中间坯厚度及凸度的稳定性。精轧选用6机架连轧,前四架采用板型控制良好的CVC技术。全线采用许多新技术来保证稳定生产。产品在质量、精度等各方面居于先进水平。 热轧板带机轧制连铸坯,生产厚度为1.5~12.0mm的带钢。板坯在加热炉中加热到1200℃左右,由两架粗轧机将板坯轧到30mm左右。粗轧后,由飞剪切头,进入精轧。带钢经过由六架组成的精轧机组轧制。然后,再经过层流冷却进行冷却,最后由地下卷取机卷取。最终产品可经过冷轧进行再加工。 轧制前先除鳞,除鳞的方法有多种,而现代工厂只采用投资很少的高压水除鳞箱及轧机前后的高压水喷头即可满足除鳞要求,其水压过去为12MPa左右,嫌低,现已采用15~25MPa以上,合金钢则需更高的水压值。 考虑到缩短车间长度和粗轧时奥氏体回复再结晶程度以适应给冷轧薄板供坯的工艺需求,本次设计采用了两架独立的粗轧机,板坯在粗轧机上共轧制六道次,如果板坯厚度小,粗轧还可以分配空轧道次,同样可达到节能效果。 根据产品大纲要求,生产薄规格为6.0~15.0mm带钢要占40%以上,为提高精轧入口温度,减少中间坯头尾温差,提高终轧温度(绝大部分要在850℃以上),保证带钢应有的质量、内部组织性能,粗、精轧间采用保温设施是必要的。热卷取箱保温效果较好,一次性设备投资虽高一些,但技术成熟,设备运转可靠,生
100万吨/年焦化工程施工组织设计 编制单位:(盖章)编制人: 编制时间:年月日
审批栏业主审批意见: 审批人: (章)
目录 1、编制依据 2、工程概况 3、施工部署及施工方案 4、施工准备工作计划 5、施工进度计划 6、各项资源需求计划 7、施工平面图 8、技术组织措施、质量保证措施和安全施工措施 9、主要技术经济指标
1、编制依据 1.1XXX焦化有限责任公司有限责任公司100万吨/年焦化焦炉建设工程招标文件(WMJH2013-JA002)、标段工程范围的介绍等。 1.2我单位工程技术人员对本工程设计资料的理解并结合现场踏勘所了解的现 场施工环境及施工条件因素等资料和情况; 1.3国家建筑安装工程现行质量验收法规及标准; 1.4国家现行建筑安装工程施工验收规范及规程; 1.5国家及地方现行的施工现场安全、环保技术规程等; 1.6我公司通过的ISO9000认证的《质量手册》、程序文件、作业指导书、安全生产、技术管理、文明施工、档案管理等文件。 1.7我公司长期从事该类工程建设所积累的施工经验。 1.8编制原则 A、针对建设单位对工程建设的具体要求,建设单位对该工程建设的工期、质量、安全、施工现场的文明施工等方面的要求,保证工程优质,按期完成。 B、坚持优先服从投产需要的原则,确保不影响正常按期投产。 C、确保施工期间的质量、安全、文明施工、环境保护。 D、符合国家有关施工验收规范、业主质量等级评定标准、企业内部标准。 2、工程概况 2.1工程概述 2.1.1建设规模 内蒙古温明焦化有限责任公司有限责任公司100万吨/年焦化项目(炼焦区、熄焦区土建及安装工程),新建2*55孔5.5m炭化室、双联下喷捣固ZHJ5552D 型焦炉。工程范围:(参下表) 标段项目名称工程范围及主要内容 一标段炼焦区、 熄焦区 有关土建 工程 主要包括:1、炼焦系统:焦炉基础及抵抗墙、焦炉本体 砌筑(砖场管理及选砖、测温孔、看火孔、装煤孔)及彩 钢筑炉大棚、机、焦两侧操作台、端台、间台、煤塔及 捣固站(不包括煤塔外备煤皮带土建部分)、推焦车、熄 焦车、拦焦车轨道基础(含轨道安装)、分烟道、总烟道、 烟囱、凉焦台、尾轮间、过桥间(刮板机安装除外)、滑 触线基础及支柱、导烟轨道座、焦炉区各类管廊架土建 及钢结构制作安装、冷热态工程等一标段内所有土建工 程; 2、熄焦系统:熄焦塔、沉淀池(脱水台、操作台、检修 台),熄焦泵房。 炼焦区、 熄焦区 设备安装 工程 主要包括:护炉铁件、加热系统和煤气系统及设备、给 排水、采暖、电气照明、防雷接地、滑线安装、室内消 防系统、通风、(不含防腐保温)等所有设备的安装调试, 单动、联动试车、烘炉设施安装等一标段内所有安装(除
热轧钢板和冷轧钢板的区别 热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm 左右,而经过粗轧和精轧,最终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度和卷曲温度来控制带钢的微观组织和机械性能。 冷轧,一般在开轧前是没有加热工序的。但是,由于带钢厚度小,很容易出现板形问题。而且,冷轧后为成品,因此,为了控制带钢的尺寸精度和表面质量,采用了很多很繁琐的工艺。冷轧的生产线长,设备多,工艺复杂。随着用户对带钢尺寸精度、板形和表面质量要求的提高,冷轧机组的控制模型、l1和l2系统、板形控制手段相对热轧要多。而且,轧辊和带钢的温度也是其中一项比较重要的控制指标。 从定义上来说,钢锭或钢坯在常温下很难变形,不易加工,一般加热到1100~1250℃进行轧制,这种轧制工艺叫热轧。大部分钢材都用热轧方法轧制。但是因为在高温下钢的表面容易生成氧化铁皮,使热轧钢材表面粗糙,尺寸波动较大,所以要求表面光洁、尺寸精确、力学性能好的钢材,以热轧半成品或成品为原料再用冷轧方法生产。
在常温下轧制,一般理解为冷轧,从金属学的观点看,冷轧与热轧的界限应以再结晶温度来区分。即低于再结晶温度的轧制为冷轧,高于再结晶温度的轧制为热轧。钢的再结晶温度为450~600℃。 区别:简单点说 1、冷轧板表面有一定的光泽度手确摸起来比较光滑,类似于那种用来喝水的很常见的钢水杯。 2、热轧板如未经酸洗处理,则与市场上很多普通钢板的表面相类似,生了锈的表面为红色,没生锈的表面为紫黑色(氧化铁皮)。 冷轧板与热轧板的性能优点在于: 1、精度更高,冷轧带钢厚度差不超过0.01~0.03mm。 2、尺寸更薄,冷轧最薄可轧制0.001mm的钢带;热轧现在最薄可达到0.78mm。 3、表面质量更优越,冷轧钢板甚至可以生产出镜面表面;而热轧板的表面则有氧化铁皮,麻点等缺陷。 4、冷轧板可以根据用户要求调整其办学性能如抗拉强度和工艺性能如冲压性能等。 冷轧和热轧是两种不同的轧钢技术,顾名思义,冷轧就是在钢在常温情况下进行扎制,这种钢的硬度大。热轧就是钢在高温情况下扎制.
武汉东湖学院计算机科学学院课程设计报告 课程名称:数据库原理课程设计 题目: 专业班级: 学号: 学生姓名: 指导教师:谭玲丽 2016 年 5 月 12 日
课程设计任务书 (由指导教师填写) 课程名称:数据库原理课程设计 设计题目: 专业:计算机科学班级: 完成时间:2016.5.12-2016.6.14 指导教师:谭玲丽专业负责人:
课程设计成绩评价表 指导教师:年月日
数据库原理课程设计 目录 1 需求分析............................................................................................................... n 1.1 需求概述 ................................................................................................... n 1.2 功能简介 ................................................................................................... n 2 数据库概念结构设计 .......................................................................................... n 2.1 确定联系集.......................................................................................................... n 2.2 局部E-R图 .......................................................................................................... n 2.3总E-R图 ............................................................................................................... n 3 数据库逻辑结构设计阶段 ......................................................................................... n 3.1关系模式的转换................................................................................................... n 3.2模式求精(规范化过程)................................................................................... n 4 数据库物理设计........................................................................................................... n 4.1数据库物理结构................................................................................................... n 4.2数据表存放位置、系统配置............................................................................... n 5 数据库的实施和维护 .................................................................................................. n 5.1 定义...................................................................................................................... n 5.1.1 数据库的定义 ........................................................................................... n 5.1.2 表的定义 ................................................................................................... n 5.2 数据操作.............................................................................................................. n 5.2.1 单表查询 ................................................................................................... n 5.2.2 连接查询 ................................................................................................... n 5.2.3 操作结果集查询 ....................................................................................... n 5.2.4 嵌套查询 ................................................................................................... n 5.3 数据库更新操作.................................................................................................. n 5.3.1 插入数据 ................................................................................................... n 5.3.2 修改数据 ................................................................................................... n 5.3.3 删除数据 ................................................................................................... n 5.4 为数据库建立索引.............................................................................................. n 5.4.1 索引的建立 ............................................................................................... n 5.4.2 索引的删除 ............................................................................................... n 5.5 数据库的安全性(自主存取控制)........................................................................ n 5.5.1 登录帐户管理 ........................................................................................... n 5.5.2 用户权限管理 ........................................................................................... n 5.6 数据库的完整性.................................................................................................. n 5.6.1 实体完整性定义 ....................................................................................... n 5.6.2 参照完整性定义 ....................................................................................... n 5.6.2 用户自定义完整性定义 ........................................................................... n 5.6.3 触发器定义 .............................................................................................. n 5.7自定义函数.......................................................................................................... n 5.8存储过程的定义.................................................................................................. n 5.9事务的定义.......................................................................................................... n 6 总结................................................................................................................................. n 参考文献 ............................................................................................................................ n