1强度强度指金属在外力作用下,抵抗塑性变形和断裂的能力 1)抗拉强度ób 金属试样拉伸时,在拉断前所承受的最大负荷与试样原横截面面积之比称为抗拉强度 ób=Pb/Fo 式中Pb——试样拉断前的最大负荷(N) Fo——试样原横截面积(mm2) 2)抗弯强度óbb MPa 试样在位于两支承中间的集中负荷作用下,使其折断时,折断截面所 承受的最大正压力 对圆试样:óbb=8PL/Лd³; 对矩形试样:óbb=3PL/2bh² 式中P——试样所受最大集中载荷(N) L——两支承点间的跨距(mm) d——圆试样截面之外径(mm) b——矩形截面试样之宽度(mm) h——矩形截面试样之高度(mm) 3)抗压强度óbc MPa 材料在压力作用下不发生碎、裂所能承受的最大正压力,称为抗压强度 óbc=Pbc/Fo 式中Pbc—试样所受最大集中载荷(N) Fo—试样原截面积(mm²) 4)抗剪强度てMPa 试样剪断前,所承受的最大负荷下的受剪截面具有的平均剪应力 双剪:óて=P/2F;单剪:óて=P/Fo 式中P—剪切时的最大负荷(N) Fo—受检部位的原横截面积(mm²) 5)抗扭强度MPa 指外力是扭转力的强度极限 てb≈3Mb/4Wp(适用于钢材) てb≈Mb/Wp(适用于铸铁) 式中Mb—扭转力矩(N?mm) Wp—扭转时试样截面的极断面系数(mm²) 6)屈服点ós MPa 金属试样在拉伸过程中,负荷不再增加,而试样仍继续发生变形的现象称为“屈服”。发生屈服现象时的应力,称为屈服点或屈服极限 ós=Ps/Fo 式中Ps——屈服载荷(N) Fo——试样原横截面积(mm2) 7)屈服强度ó0.2 MPa 对某些屈服现象不明显的金属材料,测定屈服点比较困难,常把产生O.2%永久变形的应力定为屈服点,称为屈服强度或条件屈服极限 ó0.2=P0.2/Fo 式中P0. 2——试样产生永久变形为0.2%时的载荷(N) Fo——试样原横截面积(mm2) 8)持久强度ób/时间(h)MPa 金属材料在高温条件下。经过规定时间发生断裂时的应力称为持久强度。通常所指的持久强度,是在一定的温度条件下,试样经l05h后的断裂强度 9)蠕变强度温度ó应变量/时间 MPa 金属材料在高于一定温度下受到应力作 用,即使应力小于屈服强度,试件也会随着时间的增长而缓慢地产生塑性变形,此种现象称为蠕变。在给定温度下和规定的时间内,使试样产生一定蠕变变形量的应力称为蠕变强度,例如 500 ó----------------- =100MPa 1/100000 ,表示材料在500%温度下,105h后应变量为l%的蠕变强度为100MPa。蠕变强度是材料在高温下长期负荷下对塑性变形抗力的性能指标 2弹性弹性是指金属在外力作用下产生变形,当外力取消后又恢复到原来的形状和大小的一种特性
摩擦衬片(衬块)的磨损特性计算 摩擦衬片(衬块)的磨损与摩擦副的材质、表面加工情况、温度、压力以及相对滑磨速度等多种因素有关,因此在理论上要精确计算磨损性能是困难的。但试验表明,摩擦表面的温度、压力、摩擦系数和表面状态等是影响磨损的重要因素。 汽车的制动过程,是将其机械能(动能、势能)的一部分转变为热量而耗散的过程。在制动强度很大的紧急制动过程中,制动器几乎承担了耗散汽车全部动力的任务。此时由于在短时间内制动摩擦产生的热量来不及逸散到大气中,致使制动器温度升高。此即所谓制动器的能量负荷。能量负荷愈大,则摩擦衬片(衬块)的磨损亦愈严重。 制动器的能量负荷常以其比能量耗散率作为评价指标。比能量耗散率又称为单位功负荷或能量负荷,它表示单位摩擦面积在单位时间内耗散的能量,其单位为W/mm2 双轴汽车的单个前轮制动器和单个后轮制动器的比能量耗散率分别为 式中:δ——汽车回转质量换算系数; ma——汽车总质量 v1 v2——汽车制动初速度与终速度,m/s;计算时轿车取v1= 100km/h(27.8m/s);总质量 3.5吨以下的货车取vl=80km/h
(22.2m/s);总质量3.5 t以上的货车取v1=65 km/h(18m/s); t一制动时间,s;按下式计算 j一制动减速度,m/ s2计算时取j=0.6g; A1,A2一前、后制动器材特(衬块)的摩擦面积; β一制动力分配系数,见式(3-12) 在紧急制动到v2=0时,并可近似地认为δ=1,则有 鼓式制动器的比能量耗散率以不大于1.8 W/mm2为宜,但当制动初速度油vl低于式(4-25)下面所规定的v1时,则允许略大于 1.8 W/mm2。轿车盘式制动器的比能量D 耗散率应不大于6.0 W/mm2发比能量耗散率过高,不仅会加快制动摩擦衬片(衬块)的磨损,而且可能引起制动鼓或盘的龟裂。 磨损特性指标也可用衬片(衬块)的比摩擦力即单位摩擦面积的摩擦力来衡量。单个车轮制动器的比摩擦力为 式(4-27)Tf中:Tf一单个制动器的制动力矩; R一制动鼓半径(或制动盘有效半径)
各种材料摩擦系数表 摩擦系数是指两表面间的摩擦力和作用在其一表面上的垂直力之比值。它是和表面的粗糙度有关,而和接触面积的大小无关。依运动的性质,它可分为动摩擦系数和静摩擦系数。现综合具体各种材料摩擦系数表格如下。
注:表中摩擦系数是试验值,只能作近似参考
固体润滑材料 固体润滑材料是利用固体粉末、薄膜或某些整体材料来减少两承载表面间的摩擦磨损作用的材料。在固体润滑过程中,固体润滑材料和周围介质要与摩擦表面发生物理、化学反应生成固体润滑膜,降低摩擦磨损。 中文名 固体润滑材料 采用材料 固体粉末、薄膜等 作用 减少摩擦磨损 使用物件 齿轮、轴承等 目录 1.1基本性能 2.2使用方法 3.3常用材料 基本性能 1)与摩擦表面能牢固地附着,有保护表面功能固体润滑剂应具有良好的 成膜能力,能与摩擦表面形成牢固的化学吸附膜或物理吸附膜,在表面附着,防止相对运动表面之间产生严重的熔焊或金属的相互转移。 2)抗剪强度较低固体润滑剂具有较低的抗剪强度,这样才能使摩擦副的 摩擦系数小,功率损耗低,温度上升小。而且其抗剪强度应在宽温度范围内不发生变化,使其应用领域较广。 3)稳定性好,包括物理热稳定,化学热稳定和时效稳定,不产生腐蚀及 其他有害的作用物理热稳定是指在没有活性物质参与下,温度改变不会引起相变或晶格的各种变化,因此不致于引起抗剪强度的变化,导致固体的摩擦性能改变。 化学热稳定是指在各种活性介质中温度的变化不会引起强烈的化学反应。要求固体润滑剂物理和化学热稳定,是考虑到高温、超低温以及在化学介质中使用时性能不会发生太大变化,而时效稳定是指要求固体润滑剂长期放置不变质,以便长期使用。此外还要求它对轴承和有关部件无腐蚀性、对人畜无毒害,不污染环境等。 4)要求固体润滑剂有较高的承载能力因为固体润滑剂往往应用于严酷 工况与环境条件如低速高负荷下使用,所以要求它具有较高的承载能力,又要容易剪切。 使用方法 1)作成整体零件使用某些工程塑料如聚四氟乙烯、聚缩醛、聚甲醛、聚 碳酸脂、聚酰胺、聚砜、聚酰亚胺、氯化聚醚、聚苯硫醚和聚对苯二甲酸酯等的摩擦系数较低,成形加工性和化学稳定性好,电绝缘性优良,抗冲击能力强,可以制成整体零部件,若采用环璃纤维、金属纤维、石墨纤维、硼纤维等对这些塑料增强,综合性能更好,使用得较多的有齿轮、轴承、导轨、凸轮、滚动轴承保持架等。
典型黑色金属磨损性能测试实验 史秋月 一、实验目的 1.了解M-2000型摩擦磨损试验机的结构,及材料进行耐磨性测试的意义; 2.掌握滑动摩擦、滚动摩擦及其在不同条件下(干式、湿式、磨粒等)的 实验方法; 3.掌握摩擦磨损性能指标的评估方法; 4.了解典型黑色金属灰铁和球铁在滑动摩擦条件下(干式)的耐磨情况。 二、实验设备 M-2000型摩擦磨损试验机,如图2-1 图2-1 三、实验材料 1.灰铁滑动摩擦试样一对,试样尺寸如附图(a) 2.球铁滑动摩擦试样一对,试样尺寸如附图(a) 四.实验原理与方法 将试样分别装在上下试样轴上,接通电源,双速电动机○1通过三角皮带○3齿12使下试样轴以200转/分(或400转/分)的速度转动;通过轮○4带动下试样轴○ 48的传递。使上试样轴○14以180转/分(或360转/ 47和齿轮○ 蜗杆轴○ 44,滑动齿轮○ 47分)的速度转动。当做滑动摩擦试验时,为使上试样轴不转动,应将滑动齿轮○ 46上。试验时,两试样间的压移至中间位置,齿轮○48必须用销子○22固定在摇摆头○ 19的作用下获得(弹簧中间是一重力传感器),负荷的增大或减少力负荷在弹簧○ 21上即可读出。也可将复合传感器接入25进行调整;负荷的数值从标尺○ 可用螺帽○ 电脑,从显示屏上读出,本实验载荷直接从显示屏上读出。试验的终止条件可由时间或总转速控制。试验结束之后根据不同的方法评估材料的耐磨情况。
五、实验内容 将加工好的滑动摩擦试样装在实验机上,在给定的条件下(干式、滑动摩擦、压力:200N、时间60min)进行试验,试验结束后将试样取下,评估耐磨性能。 根据所选取磨损试验方法的不同以及材料本质的差异,可以选择不同的耐磨性能评定方法,以期获得精确的试验数据,现简单例举下述几种方法以供参考。 1、称重法:采用试样在试验前后重量之差,本表示耐磨性能的方法,由于两试 样之间的摩擦所引起的磨损量,可以采用精度达万分之一的分析天平称量出试样试验前后重量之差非凡获得。试样在磨损前后必须严格进行去油污,烘干后再进行称量否则因残余的没污会影响试验数据的准确性。 计算可按下式进行: W=W0-W1 式中:W—试样的磨损量。 W0—试样在试验前的重量。 W1—试样在试验后的重量。 2、测量直径法:采用试样在试验前后直径的变化大小来表示耐磨性能的方法。 (1)用测微计(或其它测量仪器)测量试样试验前后的直径变化而获得。 (2)本试验机所带小滚轮○6可用来精确测量试样直径试验前后的变化。 测量方法:使用时首先将装有小滚轮○6的支架拆下来装在下试样轴轴承座的小轴(附图)上,在试验前后把试验机各开一分钟或下试样试验前后运转同样转数可得小滚轮转数N1和N2,由此通过下列计算可得到磨损量“S” 如果:D1—试样试验前的直径。 D2—试样试验后的直径。 D0小滚轮○6的直径。 N1—磨损前一分钟内小滚轮○6的转数。
钛合金的应用现状及发展趋势 摘要:本文综述了钛合金材料的发展及应用现状,着重介绍了钛合金的主要性能及其在航空航天、汽车制造和生物医药等方面的应用,并对钛合金未来的发展进行了展望。 关键字钛合金,性能,应用,发展趋势 1引言 金属元素钛在地壳中的分布范围比较广泛,据估计和推算,其含量是地壳质量的0.4%还要多一点,世界储量约34亿吨,在所有元素中含量居第10位(氧、硅、铝、铁、钙、钠、钾、镁、氢、钛)[1]。其丰富的储量,为金属钛及钛合金的生产和发展提供了主要的原料来源。 自20世纪50年代以来,钛及钛合金的发展已经历了半个多世纪的历程,钛合金的种类已从1954年的Ti-6Al-4V合金[2]发展到数百种。因为具有比强度高、耐蚀性好、耐热性高等特点,钛合金被广泛用于各个领域,包括航空航天、汽车制造、医药卫生以及其他日常生活领域。世界上的许多国家如美国、日本、俄罗斯以及中国等都认识到钛合金材料的重要性,并相继对其进行了研究开发,得到了实际应用[2,3]。 2 钛合金的性能 2.1 钛合金的高温性能 在高温下,钛合金仍能保持良好的机械性能,其耐热性远高于铝合金,且工作温度范围较宽。高温钛合金不仅具有良好的室温性能和高温强度,并且在蠕变性能、热稳定性、疲劳性能和断裂韧性等方面具有良好的匹配。世界上第一个研制成功的高温钛合金使用温度仅为300~350℃[4],经历了40多年的发展,目前新型耐热钛合金的工作温度可达550~600℃,而Ti-Al金属间化合物的崛起,打破了600℃的使用温度界限,将使用温度升至700℃以上。 2.2 钛合金的腐蚀性能 钛的抗腐蚀性强,在550℃以下的空气中,表面会迅速氧化形成薄而致密的TiO2钝化膜,故在大气、海水、硝酸和硫酸等氧化性介质及碱性溶液中,其耐蚀
几类硬质薄膜的摩擦磨损性能测试 华敏奇1 张广安1袁振海2张莎莎3 1、中国科学院兰州化学物理研究所 2、广州有色金属研究院 3、兰州华汇仪器科技有限公司 摘要:采用摩擦磨损试验机考察了几类复合硬质薄膜的摩擦磨损行为,结果表明:复合薄膜的摩擦磨损性能均极大提高。CrN基复合薄膜的硬度与抗磨损性能均较CrN薄膜有极大提高;Al/AlN纳米多层膜具有软质Al层和硬质AlN层的交替结构,在摩擦过程中,硬质AlN层可以起到良好的承载作用,软质层可以起到良好的减摩作用,有效的降低了Al/AlN 纳米多层膜的摩擦和磨损,具有非常优异的摩擦学性能;Ti-DLC薄膜与S i3N4、钢、Ti-DLC 对摩时,均表现出良好的耐磨减摩性能,但摩擦系数与磨损率各不相同。 硬质薄膜材料包括难溶化合物(氮化物、碳化物、氧化物等)、类金刚石碳膜及硬质合金等硬度高、耐磨性好,已经取得了广泛的应用。但如何评价硬质薄膜的摩擦磨损行为,已经成为研究此类硬质薄膜的关键问题,主要包括研制各种新型的摩擦学薄膜材料及摩擦学性能评价、薄膜的摩擦磨损原理及指导实际工况材料的摩擦学设计。本文考察了几类物理气相沉积(PVD)复合硬质涂层的摩擦磨损行为,并探讨了其摩擦磨损机制。 1.实验过程 采用自制的摩擦磨损试验机评价薄膜的摩擦学性能, 采用往复滑动方式, 频率为5Hz,单次滑动行程为6mm,,对偶件为GCr15钢球、氮化硅陶瓷球。采用JSM-5600LV型电子显微镜(SEM)观测磨痕表面形貌。采用MicroXam型三维表面形貌仪测量磨痕轮廓,并计算得到薄膜的磨损率。 2.结果与讨论 2.1 CrN基复合薄膜 采用中频反应磁控溅射制备了CrN与CrSiN、CrAlN复合薄膜。通过EDS检测CrSiN 复合薄膜中Si/Si+Cr的相对含量为12.6%,CrAlN复合薄膜中Al/Al+Cr的相对含量为48.4%。所制备的薄膜均呈现柱状生长, 且连接紧密, 间距很小, 结构密实, 薄膜的厚度约为1-1.5μm。Si 与Al的复合对薄膜的断面形貌没有明显的影响, 但薄膜更加致密, 柱状晶粒明显细化, XRD
钛合金的应用与前沿发展 X X X (太原科技大学材料学院) 摘要:先进材料钛及钛合金的应用与前沿技术的发展一直是当前材料领域的热点研究课题之一。本文从钛合金的应用与前沿发展为基点出发,列举了钛合金的研究和应用在国内外取得的重大进步,并试图阐述钛合金最近一些前沿技术与中国现代化科技强国目标、西部大开发的关系,分析其优势与局限性,并展望发展趋势。 自从人类1790年发现钛元素,1951年进入工业化生产以来,钛逐渐显示出它独特的优越性能。它不仅具有金属结构材料的优越性能,而且在许多工艺介质中具有优异的耐腐蚀性能,钛的应用可以获得明显的技术进步和经济效益。它的蕴藏量是铜的十倍,是继铁、铝之后的"第三金属",被称为"空间金属"。 从使用钛的意义上看,一个国家使用钛的多少,标志着国家的科技水平、军事实力、经济实力的强弱。所以,推广使用钛、发挥钛特性的优势作用,对促进工业发展、增强产品竞争的活力,是非常必要的,也是现代技术发展的方向。 关键词:钛 ; 钛合金 ; 开发应用 ; 前沿发展 报告正文: 钛是周期表中第ⅣB类元素,外观似钢,熔点达1 672 ℃,属难熔金属。钛在地壳中含量较丰富,远高于Cu、Zn、Sn、Pb等常见金属。我国钛的资源极为丰富,仅四川攀枝花地区发现的特大型钒钛磁铁矿中,伴生钛金属储量约达4.2亿吨。 纯钛机械性能强,可塑性好,易于加工,如有杂质,特别是0、N、C等元素存在,会提高钛的强度和硬度,但会降低其塑性,增加脆性。 钛是容易钝化的金属,且在含氧环境中,其钝化膜在受到破坏后还能自行愈合。因此,钛对空气、水和若干腐蚀介质都是稳定的。钛和钛合金有优异的耐蚀性,只能被氢氟酸和中等浓度的强碱溶液所侵蚀。特别是钛对海水很稳定,将钛或钛合金放入海水中数年,取出后,仍光亮如初,远优于不锈钢。 钛的另一重要特性是密度小。其强度是不锈钢的3.5倍,铝合金的1.3倍,是目前所有工业金属材料中最高的。 液态的钛几乎能溶解所有的金属,形成固溶体或金属化合物等各种合金。合金元素如A1、V、Zr、Sn、Si、Mo和Mn等的加入,可改善钛的性能,以适应不同部门的需要。由于上述优异性能,钛享有“未来的金属”的美称,钛合金已广泛用于国民经济各部门,它是火箭、导弹和航天飞机不可缺少的材料。船舶、化工、电子器件和通讯设备以及若干轻工业部门中要大量应用钛合金。 为促进我国钛工业的发展,选准"十一五"期间我国钛冶炼技术的发展方向,中国有色金属工业协会科技部和钛业分会合作,于2005年5月10日在北京召开了"钛冶炼技术发展规划研讨会"。曹春晓院士等28名我国钛行业的专家出席了会议。中国有色金属工业协会钮因键副会长、国家发改委肖春泉处长、国家科技部黄世兴处长、国防科工委贺守华处长等也应邀出席了会议。会议中首先由中国有色金属工业协会钮因键副会长和协会科技部张洪国主任作会议主旨发言;北京有色金属研究总院的邓国珠教授介绍了国内外钛冶炼技术的现状、我国钛冶炼技术所存在的问题,初步提出了我国"十一五"期间技术发展的主要方向;遵义钛厂胥力厂长和抚顺钛厂刘禹明副厂长分别介绍了各厂在建钛项目的进展情况、存在及需要解决的问题;北京科技大学的朱鸿民教授分析了FFC法的优缺点,介绍了一种钛冶炼新方法的初步研究结果;锦铁集团的梁志忠高工介绍了该企业大型熔盐氯化和矿物油除钒的技术。
第35卷第4期Vol.35No.4 稀有金属 CHINESE JOURNAL OF RARE METALS 2011年7月Jul.2011 收稿日期:2011-03-31;修订日期:2011-05-10 基金项目:国家科技部中韩联合研究项目(2010DFA52280)资助 作者简介:杨冬雨(1979-),男,湖南宁乡人,硕士,工程师;研究方向:钛合金*通讯联系人(E -mail :yangdongyu@comac.cc ) 高强高韧钛合金研究与应用进展 杨冬雨1*,付艳艳2,惠松骁2,叶文君2 ,于 洋2,梁恩泉 1(1.上海飞机设计研究院标准材料设计部,上海200232;2.北京有色金属研究总院有色金属材料制备加工国家重点实验室,北京100088) 摘要:航空航天业的发展对高强度、高断裂韧性的新型钛合金的需求越来越迫切,研究具有自主知识产权并用于航空大型结构件的新型高强高韧钛合金得到世界各国的重视。综合评述了国外传统的Ti-1023、BT22合金、β-21S 合金、β-C 合金,新型Timetal555和VST55531合金以及我国的TB2和TB10合金等7种高强高韧钛合金研究及应用现状, 分析了合金的成分、组织、强度、塑性、断裂韧性等特点。根据国内外高强高韧钛合金发展现状,提出发展方向:研制R m ≥1300MPa ,K IC ≥55Pa ·m 1/2新型高强韧钛合金;新型合金成分应以Ti-Al-Mo-V-Cr 系为主;探索加工工艺与高强高韧钛合金合金组织及性能的关系;发展具有优异的淬透性及良好的锻造性能为主的大型锻件用高强高韧钛合金。 关键词:钛合金;高强;高韧;锻件 doi :10.3969/j.issn.0258-7076.2011.04.017中图分类号:TG146.2 文献标识码:A 文章编号:0258-7076(2011)04-0575-06 Research and Application of High Strength and High Toughness Titanium Alloys Yang Dongyu 1*,Fu Yanyan 2,Hui Songxiao 2,Ye Wenjun 2,Yu Yang 2,Liang Enquan 1 (1.Department of Standard and Materials ,Shanghai Aircraft Design and Research Institute ,Shanghai 200232,China ;2.State Key Laboratory of Non-Ferrous Metals and Processes ,General Research Institute for Non-Ferrous Metals ,Beijing 100088,China ) Abstract :With the continuous development of the aerospace industry ,the demand of new high strength and fracture toughness tita-nium alloy would grow increasingly.The research on new high strength and tough titanium alloy of intellectual property rights ,which was applied to large structures of aerospace ,aroused the interest of the world.The present development on the investigation of high strength and toughness titanium alloys was introduced ,including traditional foreign Ti-1023,BT22,β-21S ,β-C ,new type Timet-al555,VST55531and domestic TB2and TB10alloys.Meanwhile ,the characteristics of components ,structures ,strength ,plasticity and fracture toughness were analyzed.Based on the development of these titanium alloys ,the author's opinions about development trend in this field were also presented :to develop a new high-strength and toughness titanium alloy with R m ≥1300MPa ,K IC ≥55Pa ·m 1/2;the components of new alloy should be based on Ti-Al-Mo-V-Cr series alloy ;to probe into the relationship between processing technology and microstructure and properties of high strength and toughness titanium alloy ;to develop the high strength and toughness titanium alloy with excellent hardenability and good forgeability that were used as heavy forgings.Key words :titanium alloys ;high strength ;high toughness ;forging 钛及钛合金因具有比强度高、耐腐蚀性好等优点,已被广泛应用于在航空、航天、车辆工程、生物医学工程等各个领域 [1,2] 。近年来,随着航空 航天业对高强度、高断裂韧性的新型结构钛合金的需要越来越迫切,因此研究具有自主知识产权, 能够替代超高强度钢并用于航空大型结构件的新型高强高韧钛合金得到世界各国的重视。 高强高韧钛合金一般指抗拉强度在1000MPa 以上,断裂韧性在55MPa ·m 1/2以上的钛合金。表1为几种典型高强钛合金的概况,其中国外的高强高
耐磨耐蚀材料 题目:耐磨及减摩材料的摩擦磨损特性探究 学院:材料科学与工程学院 专业:材料加工工程 指导老师:路阳杨效田 学生姓名:王鹏春 学号: 132080503043 2104年5月1日
耐磨及减摩材料的摩擦磨损特性探究 摘要:综述了耐磨及减摩材料的基本性能要求,简单阐述了常见的耐磨及减摩材料的成分、组织与性能等和目前耐磨及减摩材料的新进展及方向。最后,论述了耐磨及减摩材料在表面工程技术中的应用形式,及耐磨涂层的发展方向。 关键词: 耐磨材料;减摩材料;耐磨涂层 0前言 众所周知,摩擦磨损特性的探究对国民经济来说,有着非凡的意义。据统计,全世界大约有2/1-3/1的能源以各种形式消耗在摩擦上。而摩擦导致的磨损是机械设备零件失效的三大原因之一,大约有80%的损坏零件是由于各种磨损形式引起的[1]。为了节约能源和材料,解决因磨损带来的损失显得至关重要,随着技术水平的发展,而其解决措施也变得各种各样,而本文主要从最基础的材料的选择上入手,来综述耐磨及减摩材料的摩擦磨损特性的探究现状及发展方向。 1 耐磨材料 材料的耐磨性通常是指在一定的工作环境下,摩擦副材料在,摩擦过程中抵抗磨损的能力。材料的耐磨性不是材料固有的本性,而是材料性质在一定的摩擦规范、表面状态、环境介质、工件结构、材料配对等某种条件下的体现。因此材料的耐磨性是相对的、有条件的。耐磨材料的一般性要求有以下几点[2]: 1.机械性能方面要有高的抗拉、抗压、抗拉、抗剪切强度;有高的硬度和韧性;有较高的相对延伸率;在摩擦的高温、高压下,机械性能应该稳定。 2.物理、化学性能方面要有良好的导热性,低的热膨胀系数,且各相的线膨胀系数差别要小;合金元素在其内的溶解度要高,分布要均匀;各相间微观电势要小,抗腐蚀性好;各相成分要在较宽的温度、压力范围内保持稳定。 3.金相结构方面金属晶体的滑移系要少;固溶体与强化相要恰当配合;强化相要有高的弥散性,分布要均匀;各相的位向要互相接近。 4.工艺性能方面要有良好的淬透性和机加工性,以及其他必要工艺性能,如铸件的铸造性。
第29卷 第5期2010年5月 中国材料进展 MATER I A LS CH I NA V ol 29 N o 5 M ay 2010 收稿日期:2009-12-24 基金项目:国家973计划项目(2007C B613807); 国家科技支撑计划项目(2007BAQ00087);973引导项目(2005CCA06400) 通信作者:赵永庆,男,1966年生,博士,教授,博士生导师 国内外钛合金研究的发展现状及趋势 赵永庆 (西北有色金属研究院,陕西西安710016) 摘 要:钛及钛合金因具有优异的综合力学性能,得到各行各业的高度重视,介绍了近10年国外、国内钛合金研究的发展 现状、趋势与差距,及时我国钛合金研制的建议。 关键词:钛合金;发展现状;趋势 中图分类号:TG 146 2+3 文献标识码:A 文章编号: 1674-3962(2010)05-0001-08 Current Situation and Developm ent Trend of Titaniu m A lloys Z HAO Y ongqing (N orth w est Institute for N on ferrousM eta l R esearch ,X i an 710016,Ch i na) Abstrac:t Because o f the i r exce llent properties ,g rea t atten tion has been pa i d t o T i and T i a lloys .T his paper rev i ew s t he ir current situati on and deve l op m ent trend i n recent ten years ,and also g ives the differences bet ween Ch i na and o ther coun tries .The suggesti ons for develop m ent o f T i a lloys are a l so put for w a rd . Key w ords :T i a lloys ;cu rrent s i tuation ;deve l op m ent trend 1 前 言 钛及钛合金因具有优异的综合力学性能,在航空、航天、船舶、石油、化工、兵器、电子等行业得到高度 重视和广泛应用。15年前国外高度重视新型钛合金的研制,近几年国外更重视钛合金性能改性和挖潜。国内从钛合金研发开始一直重视新型钛合金研制,10年前重点是仿制,之后是既创新又仿制,目前以创新研制为主。本文介绍近10年国外、国内钛合金研究的发展现状、趋势与差距,及对我国钛合金研制的建议。 2 新型钛合金的研究进展 2 1 宇航用钛合金 2 1 1 国外 由于大型航空发动机压气机对工作在300~350 用材的需要,俄罗斯的全俄轻金属研究院研究了同时添加Sn 和Zr 来改善BT22钛合金的强度和高温蠕变性能, 研制出了性能优于BT22的一种新的航空用钛合金。新合金的名义化学成分为T i 5A l 5M o 5V 1Fe 1C r 1 7Sn 2 5Zr ,被赋予正式牌号BT37。截面尺寸为150~200mm 的BT37合金模锻件和自由锻造的静强度和疲劳强度比BT3 1合金高25%;固溶强化的BT37合金的静强度和疲劳强度比金属间化合物强化的高温钛合金高20%~25%以上。用BT37合金来取代传统的BT3 1,BT6热强钛合金来制造在300~350 下工作的压气机大尺寸盘和叶片,可使质量减轻20%~25% [1-2] 。 同时国外也研制出高强钛合金T i 5553(T i 5A l 5M o 5V 3C r),T i 55531(T i 5A l 5V 5M o 3C r 1Zr)等[3-4] 。T i 5553作为高强近 钛合金可替代BT22和T i 1023钛合金大量使用在飞机的起落架上,该合金的淬透性更好,俄罗斯的V S M PO 联合体分别用 锻和 + 锻制造了该合金的大型锻件。T i 55531是空客公司与俄罗斯合作开发的新型高强高韧近 型钛合金,强度与韧性匹配良好,首次应用的实例是A380机翼与挂架的连接装置。T i 3553(T i 3A l 5M o 5V 3C r)是用做紧固件用钛合金,其强度和加工性能均优于T i 64。在承压管路系统研制成 功一种新的钛合金T i 3331(T i 3A l 3V 3M o 1Zr)[3] ,其强度比T i 3A l 2 5V 高30%左右。高强可焊钛合金T 110(T i 5 5A l 1 2M o 1 2V 4N b 2Fe)为A ntonov 飞机的重型构架设计用,合金同BT22的力学性能相当,但具有优
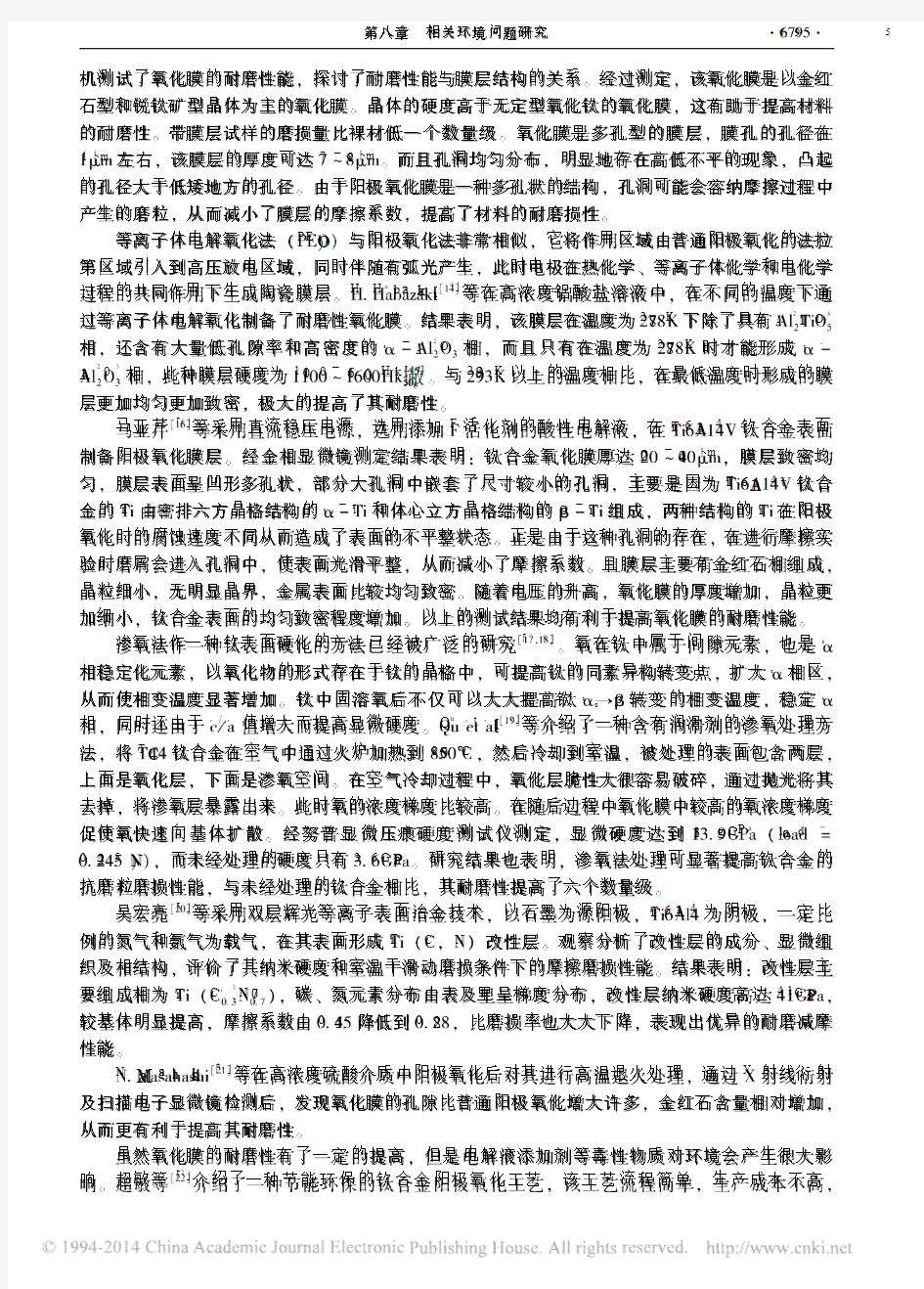
磨损特性 机械零件的磨损过程通常经历不同的磨损阶段,直至失效。如图给出典型的磨损特性曲线(浴盆曲线): 图磨损特性曲线 图中的纵坐标表示单位时间的磨损量,称磨损率。通常在磨合期内,磨损率比较大,并是递降的。然后进入一个较长时间的稳定期,磨损率较小并保持不变。直至某一点,斜率陡升,这预兆着磨损急剧增大,失效即将发生。对于一些磨损过程,例如滚动轴承或齿轮中发生的表面疲劳磨损,开始时磨损率可能为零,当工作时间达到一定数值后,点蚀开始出现并迅速扩展,磨损率迅速上升,很快发展为大面积剥落和完全失效。 磨损阶段的描述: 1.磨合阶段(I阶段) 又称跑合阶段。新的摩擦副表面具有一定的表面粗糙度。在载荷作用下,由于实际接触面积较小,故接触应力很大。因此,在运行初期,表面的塑性变形与磨损的速度较快。随着磨合的进行,摩擦表面粗糙峰逐渐磨平,实际接触面积逐渐增大,表面应力减小,磨损减缓。 一个崭新的,即加工后未经摩擦的固体表面总具有一定的表面粗糙度和比较尖锐的微凸体尖峰,实际上两个表面之间通过微凸体进入真实接触的面积是很小的。在这些接触着的微凸体之间会产生很大单位面积接触压力,乃至超过材料的
屈服强度,并造成微凸体材料的迁移,以及接触面之间的变形在局部微区产生很高的温度,致使接触面发生熔焊,随即又由于表面之间的相对运动而被撕裂。同时微凸体在相对运动过程中也很容易发生碰撞、折断、划伤。因此在磨合阶段,摩擦副表面的磨损量迅速增加,并达到较高的磨损率。 另一方面由于加工和装配等工况原因,使接触表面之间的间隙不均匀,从而难以形成稳定的油膜,这时的润滑状态处于一种从边界润滑到混合润滑的过度;随着磨合阶段的结束,微凸体不断被磨平,促使它们之间的接触面积不断增大,而单位面积的接触压力随之减小,同时通过一定的磨损之后,摩擦副的间隙趋于均匀,油膜得以建立,即进一步向完全流体动力润滑过度;于是磨损率也随之减小,并向稳定磨损阶段过度。 磨合阶段的轻微磨损为正常运行、稳定运转创造条件。通过选择合理的磨合规程、采用适当的摩擦副材料及合理的加工工艺、正确地装配与调整,使用含有活性添加剂的润滑油等措施能够缩短磨合期。上述磨合阶段最好受到监控,以免造成过度的磨损或磨合不够的情况产生。 2.稳定磨损阶段(II阶段) 经过磨合,摩擦表面发生加工硬化,微观几何形状改变,建立了弹塑性接触条件。这一阶段磨损趋于稳定、缓慢,工作时间可以延续很长。它的特点是磨损量与时间成正比增加,间隙缓慢增大。 稳定磨损阶段此时磨损量趋于平缓地增加,而磨损率则由高过度到低,并维持在一个比较稳定的水平上,表明零件摩擦副表面之间已形成较为稳定的油膜,在润滑油充裕的工况下处于一种流体动力润滑状态。流体动力油膜的存在不仅在很大程度上避免了微凸体尖峰受力为大部分表面处于一种比较均匀的受力状态。这对于减小磨损是极为有利的。特别是当油膜厚度大大超过两个接触表面的粗糙度时,摩擦副处于完全流体动力润滑状态;这时微凸体之间几乎不接触,摩擦表面依靠油膜传递压力,故磨损量保持在一个非常低的水平上。稳定磨损阶段是机器设备的正常工作阶段,稳定磨损阶段的长短与机器的工况有关,也与磨合阶段的磨合质量有关。这是因为机器在启动或停止的过程中,也就是摩擦副流体动力油膜建立或消除的过程,其润滑状态也就从边界—混合—完全流体的
第25卷第2期 V ol.25 No.2 2008年 4月 April 2008 收稿日期:2007-08-20 作者简介:訾群(1968-,女,工程师,主要从事钛及钛合金的研发工作,电话:0379-********,E-mail: ziqun1111@https://www.doczj.com/doc/42266938.html, 。 钛合金研究新进展及应用现状 訾群 (洛阳船舶材料研究所,河南洛阳 471039 摘要:综述了钛合金的发展历程及当今的研究应用新进展,并对我国钛合金的应用前景做出展望。关键词:钛合金;发展;研究;应用 1 钛合金的发展历程 钛是20世纪50年代发展起来的一种重要的结构金属,钛合金因具有比强度高、耐蚀性好、耐热性高等特点而被广泛用于各个领域。世界上许多国家如美国、日本、俄罗斯以及中国等都认识到钛合金材料的重要性,并相继对其进行了研究开发,得到了实际应用[1~3]。 美国钛工业起步较早,其规模和技术目前都处在世界领先地位,一开始就注重钛合金材料的基础研究,并以此指导钛合金材料的应用和开发,取得了举世瞩目的成就。第一个实用的钛合金就是1954年美国研制成功的Ti-6Al-4V 合金,由于它的耐热性、强度、塑性、韧性、成形性、可焊性、耐蚀性和生物相容性均较好,而成为钛合金工业中的王牌合金,该合金使用量已占全部钛合金的75%~85%。 20世纪50~60年代,主要是发展航空发动机用的高温钛合金和机体用的结构钛合金,70年代开发出一批耐蚀钛合金,80年代以来,耐蚀钛合金和高强钛合金得到进一步发展。耐热钛合金的使用温度已从50年代的400 ℃提高到90年代的 600~650℃。α2 (Ti 3Al和γ(TiAl 基合金的出现,使钛在发动机的使用部位正由发动
博士入学考试 名词解释 粗糙度:评定加工过的材料表面由峰、谷和间距等构成的微观几何形状误差的物理量。 固体润滑:利用固体所具有的减摩作用的润滑方法。 固体润滑材料:为了防止相对运动中的表面损伤,并降低摩擦与磨损而使用的薄膜或粉状固体。 滑动磨损:两个相对滑动物体公共接触面积上产生的切向阻力和材料流失的现象。 自由磨料磨损和固定磨料磨损:两者皆为磨料磨损,自由磨料磨损磨料保持自由状态,而固定磨料磨损磨料保持固定状态。 耐磨性和相对耐磨性:材料的耐磨性是指一定条件下材料耐磨性的特性;相对耐磨性是指两种材料在相同的外部条件下磨损量的比值。 微切削和微犁沟:微切削是磨料(磨粒或硬突起)从被磨损表面切削下微切屑的磨料磨损过程;在相对滑动中,硬颗粒或两表面中硬微突体使较软表面塑性变形而形成犁痕式的破坏。 问答题 1.简述摩擦的概念和分类。 摩擦:两个相互接触的物体在外力作用下发生相对运动或具有相对运动的趋势时,就会发生摩擦。 摩擦学:摩擦学是研究相对运动互作用表面的科学与技术,它包括材料的摩擦、磨损和润滑三个部分。 分类: (1)按摩擦副表面的润滑情况分: 干摩擦:物件间或试样间不加任何润滑剂时的摩擦。 边界摩擦:两接触表面间存在一层极薄的润滑膜,其摩擦和磨损不是取决于润滑剂的粘度,而是取决于两表面的特性和润滑特性。 流体摩擦:由流体的黏滞阻力或流变阻力引起的内摩擦。 半干摩擦:部分干摩擦,部分边界摩擦。半流体摩擦:部分边界摩擦,部分流体摩擦。 (2)按摩擦副的运动形式分: 滑动摩擦:当接触表面相对滑动或具有相对滑动趋势时的摩擦。 滚动摩擦:当物体在力矩的作用下沿接触表面滚动时的摩擦。
45 钛合金的研究进展与应用 刘奇先1 刘 杨2 高 凯3 (1. 山西晋煤集团金鼎煤机矿业有限责任公司,晋城 048006; 2. 哈尔滨师范大学物理与电子工程学院,哈尔滨 150001; 3. 哈尔滨啤酒(牡丹江镜泊有限公司),牡丹江 157009) 摘要:简述了国内外钛合金的研究状况与动向。具体介绍了高温钛合金、钛基复合材料、高强高韧钛合金、阻燃钛合金以及钛合金防氢脆、氧脆和磨损研究的发展。对钛合金在军事工业、生物医学及体育和汽车等民用领域上的发展和应用做了简介,最后指出我国钛合金发展中存在的问题和优势以及应用前景。 关键词:钛合金;研究进展;应用;医用金属材料;飞机;舰船 Research Progress and Application of Titanium Alloys Liu Qixian 1 Liu Yang 2 Gao Kai 3 (1. ShanXi Jinmei Group Jinding Coal Mine Machine Mining Industry Co., Ltd., JinCheng 048006; 2. School of Physics and Electronic Engineering, Harbin Normal University, Harbin, 150301; 3. Harbin Beer Co., Ltd. (Mudanjiang Jingbo Co., Ltd.), Mudanjiang 157009) Abstract :This paper provides a systemic and fresh knowledge on the research and development trend of titanium alloys. The development of high temperature titanium alloys, titanium matrix composites, high strength and high toughness titanium alloys, fire resistant titanium alloys as well as the prevention of hydrogen brittleness, oxygen brittleness and abrasion are introduced particularly. Then the applications of titanium alloys in military industry, biomedicine, gym, automobile and so on are briefly presented. Finally, some problems and advantages during the development of titanium alloys in our country are pointed out. It is considered that titanium alloys will possess a wide application foreground. Key words :Ti alloy ;research progress ;application ;biomedical metal materials ;aeroplane ;naval ship 1 引言 钛是20世纪50年代发展起来的一种重要的结构金属,因其具有质轻、高强、耐蚀、耐热、无磁等一系列优良性能,以及形状记忆、超导、储氢、生物相容性四大独特功能,被广泛应用在航空航天、舰船、 军工、冶金、化工、海水淡化、轻工、环境保护、医疗器械等领域,并创造了巨大的经济和社会效益,在国民经济发展和国防中占有重要的地位和作用。钛是金属材料王国中“全能的金属”、“海洋金属”、“太空的金属”,从工业价值、资源寿命和发展前景来看,钛被视为继铁、铝之后处于发展中的“第三金属”和 作者简介:刘奇先(1983-),助理工程师,机械设计专业;研究方向:机械设计。 收稿日期:2011-07-14
超声表面滚压工艺参数对45钢摩擦磨损性能的影响研究 超声表面滚压(Ultrasonic Surface Rolling Extrusion,USRE)是一种基于弹塑性变形的新型表面强化方法,它利用超声频机械振动和静载滚压的耦合作用对加工表面处理,实现对金属材料表面质量的改善,提高材料的耐磨性能。USRE 具有主轴转速、横向进给量、静压力、输出振幅、加工次数、振动频率等众多工艺参数,在不同工艺参数下对材料加工,对其表面质量的改善必然不尽相同,从而会影响到材料性能。 本文使用豪克能HK30C型系列的超声滚压设备和普通卧式车床对调质态45钢加工处理,通过金相制样设备、金相显微镜、表面粗糙度测定仪、显微硬度测试仪和X射线粉末衍射仪对USRE试样进行了表面特性的分析。使用MMG-10型高温摩擦磨损试验机对不同静压力、输出振幅和加工次数的USRE试样进行了磨损试验,通过光学读数分析天平、相关软件及扫描电子显微镜对USRE试样磨损后的重量磨损量、摩擦因数和表面微观形貌进行了对比分析,评定了材料的耐磨性,研究得出了USRE工艺参数对调质态45钢的耐磨性能的影响。 本文的主要研究结果如下:(1)其它工艺参数一定,横向进给量越小,则材料表面粗糙度越小,表面硬度越大,表层残余压应力越大。当其它工艺参数一定时,主轴转速与横向进给量具有相似性,不过对材料表面硬度的影响不明显。 所以,在实际加工确保机床工作精度及加工效率的前提下,尽可能的选择较低的主轴转速和横向进给量。(2)其它工艺参数一定,静压力为300N时,材料磨损量和摩擦因数最低,晶粒细化程度最高、材料耐磨性能呈现最好。 静压力过小,改善材料耐磨性能的作用是甚微的。静压力过大,会降低表面特性,使材料微观组织变得宽大,从而降低材料的耐磨性。