生产流程:
一、工艺参数设定:
图示:
1.锡炉温度:230℃±5℃8. 喷雾压力:0.3±0.1mpa
2. 预 热 一:120℃±10℃9.仰角高度:4~7°
插件 3. 预 热 二:130℃±10℃10.链爪与波峰口间距:4~12㎜4. 预 热 三:160℃±10℃
13.PCB 浸锡厚度:1/2 2/3波峰焊 6. 链条速度:800~1400㎜/min 14.吃锡时间:3s ~5s
7.FLUX 流量:30±10ml/min
补焊
二、作业要求:
使用工具/量具:
1. 生产前检查各种表单是否完整;
点温计 2. 按《波峰焊设备操作规程(卡)》运行设备;
测温板 3. 按基板宽度调整好合适的轨道宽度,将PCB 板运转进炉内,用手轻轻拉动,以能够自由滑动为准; 比重计 4. 定时测试PROFILE 满足各项《工艺参数设定》;
高温玻璃板 5. 开线时10分钟生产的基板,100%检查基板焊接质量;后续每隔2小时检查2-5片基板焊接质量,发现不良现象要及时调整,填写《波峰焊工作状态记录表》; 秒表 6. 按波峰焊每日保养记录进行日保养并填写《设备日(周)检查保养记录表》,每班清洁一次焊接治具。 隔热手套7. 生产结束,《波峰焊设备操作规程(卡)》保温或关闭设备;
锡炉清洁工具
8. 锡炉连续运行时,在产线休息时间加锡(开工时一此;中午休息时间一次;下午休息时间一次),每次加锡2-4Kg ;锡面低于锡槽1.5cm 需加锡,注意不能溢出 锡槽。加锡时间、锡重、加锡型号要填写在《锡条使用日报表》。加锡后的10分钟不可以过板,开线时10分钟生产的基板,要100%检查基板焊接质量。
三、注意事项:
使用材料:
1.停机时间大于4h 时,必须重新检测参数
有铅助焊剂:
2.PCB 板尽量避免第二次过炉,过炉应将板温降到40度以下, 严禁第三次过炉。
型号:2108D-1 3.助焊剂喷雾应调整成雾状,留在PCB 板面上应均匀。喷雾头每2小时用毛刷清洁一次。 有铅 锡 棒:
4.发现扰流波孔堵塞时,用钢钎通孔,不应在产品运转时加锡。
型号:SA03 5.按时填写《波峰焊日常点检记录表》《波峰焊产品首件、定时确认表》
清 洗 剂:
6.作业时应配带静电手套;接触PCB 轻拿轻放,只允许拿住PCB 板边或散热片等固定零件。 型号:GT-163
7.更换机种类型时需重新检测机器状态及参数设置,并填写相应报表8.锡炉温度高注意防烫防护
特别注意:生产机种时,有排线、端子等不耐高温元件,需通知波峰焊技术人员对锡炉参数重新调试。
制作日期
版本B
标 准 工 作 指 导 书
(SOP )
站 别
波峰焊-1F
通用
编 制图 号
审 核变更内容
第1页共1页
B C
A 设备型号
ZWDS-350-E 用户页码
版本
本工序后工序
上工序
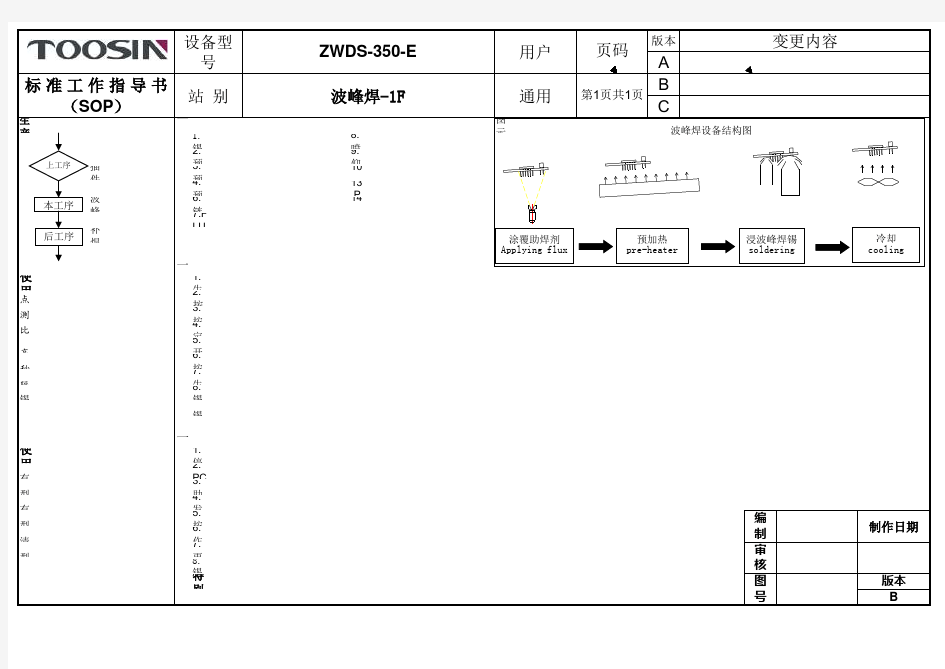
涂覆助焊剂Applying flux 预加热pre-heater 浸波峰焊锡soldering 冷却cooling
波峰焊设备结构图