
共6 页第1 页
共6 页第2 页
共6 页第3 页
共 6 页第4 页
共 6 页第5 页
共6 页第6 页
共 4 页第1 页
共4 页第2 页
共4 页第3 页
共4 页第4 页
1.工程概况 1.1 工程特点 中铝东南铜业铜冶炼基地项目工程铜冶炼采用了闪速熔炼炉和闪速吹炼炉的“双闪”工艺。两台闪速反应炉体是本工程的核心设备,基本结构类似,主要包括沉淀池底部钢结构、炉体主钢架、反应塔及上升烟道筒体、沉淀池框架及侧板结构、水冷元件、耐火砌体、喷嘴及各种烧嘴等。沉淀池位于混凝土基础上,反应塔与上升烟道悬挂于炉体主钢架上,水冷元件(铜水套)遍布于反应塔、上升烟道、沉淀池各部位的耐火砌体中,给入炉料、富氧空气的喷嘴和供氧烧嘴布置在反应塔顶部。 根据上述结构特点,两炉的安装所采用的工艺及方法相同,以下根据以往我公司安装、改造过的闪速熔炼炉、闪速吹炼炉的实际经验简述两台闪速炉的安装方法和技术特点。 1.2熔炼炉概况 (1)、熔炼炉概况 1)、闪速熔炼炉具有节能环保的优点,它利用铜精矿巨大表面面积的粉状物料,在炉充分与氧接触,在高温下,以极高的速度完成硫化物的可控氧化反应。反应放出大量热,供给熔炼过程,使用含硫高的物料,有可能实现自热熔炼。闪 )浓度高的特点。 速炉具有生产率高、能耗低、烟气中二氧化硫(SO 2 2)、闪速熔炼炉主要用于铜、镍等硫化物 精矿熔炼,闪速熔炼是充分利用细磨物料的巨 大活性表面,强化冶炼反应过程的熔炼方法。 这种方法主要用于铜、镍等硫化矿的造锍 熔炼(铜、镍、钴火法炼制过程中的一个重要 工序)。闪速熔炼脱硫率高,有利于二氧化硫 的回收,并可通过入炉的氧量,在较大围控制 熔炼过程的脱硫率。 (2)、熔炼炉组成及特点与发展 1)、中铝东南铜业铜冶炼基地项目工程闪速炉具备年产量40万吨阴极铜的处理能力,这是其他传统冶金炉不能比拟的,1996年在美国Kenncott冶炼厂,
闪速熔炼炉工艺培训 祥光铜业潘如春 1、铜精矿的成分 自然界的铜主要以硫化矿和氧化矿形式存在,特别是硫化矿分布最广。硫化矿采用火法冶炼进行处理,氧化矿用湿法进行处理。我们处理的铜精矿均为硫化矿, 铜精矿一般由黄铜矿、辉铜矿、斑铜矿、硫铁矿(FeS2)等其中两种或两种以上混合而成,并含有一定的脉石成分(SiO2、Al2O3、CaO、MgO等)及金属的氧化物如氧化镁,氧化铝等。熔炼炉入炉物料主要为硫化物和较少的氧化物。硫化物组成成分有:CuFeS2、CuS、Cu2S、FeS2、FeS、ZnS、PbS、NiS等。氧化物有:SiO2、Al2O3、CaO和MgO 等以及Fe2O3、Fe3O4、Cu2O、CuO、ZnO、NiO、MeO·Fe2O3。 闪速炉对原料要求较高,对物料的粒度、水份都有很高的要求。闪速炉实现的是自热反应,在冶炼过程中不需要外部供热(或需要很少的热量),所有对混合精矿的化学成分也有要求,对铜精矿的含铜和S/Cu有一定要求,过高的S/Cu造成反应热量多,过低的S/Cu造成反应热量低(烟灰和吹炼炉渣等冷料处理不掉)。 2、FSF配料计算 按车间配料单(《配料计划变更指令书》)在熔炼计算机数模中,设定铜精矿、FCF渣、渣精矿等配料比例,然后计算出所需要的石英沙配比,从而得到入炉混合精矿的成分。 根据石英沙比例,我们可以保证反应得出的渣型合理。 配料计算得到的混合精矿成分是FSF炉况控制的基础。 配料的准确性非常重要,将直接关系到炉况控制的精确性。 3、熔炼反应过程 1)高价硫化物的热分解
熔炼未经焙烧或烧结处理的生精矿或干精矿时,炉料中含有较多的高价硫化物,在熔炼炉内被加热后,离解成低价化合物,主要反应有: 2FeS2(s)→2FeS(s)+S2(g) (2-1) 300℃开始,560℃激烈进行: 2CuFeS2(s)→Cu2S(s)+2FeS(s)+1/2S2(2-2) 550 ℃开始: 2CuS(s)=Cu2S(s)+1/2S2(2-3) 400 ℃开始,600 ℃激烈反应。 2)硫化物氧化 在现代强化熔炼炉中,炉料往往很快地就进入高温强氧化气氛中,所以高价硫化物除发生离解反应同时,还被直接氧化。主要的氧化反应有: 高价硫化物的直接氧化 2CuFeS2+5/2O2=(Cu2S·FeS)+FeO+2SO2(2-7 ) 2FeS2+11/2O2= Fe2O3+4SO2(2-8 ) 3FeS2+8O2= Fe3O4+6SO2(2-9 ) 2CuS+O2=Cu2S+SO2(2-10) 低价的化合物的氧化反应 2FeS(l)+3O2(g) = 2FeO(g)+2SO2 (g) (2-11) 10Fe2O3(s)+FeS(l) = 7Fe3O4 (s)+SO2 (g) (2-12) 2Cu2S(l)+3O2 (g) = 2Cu2O(l)+2SO2 (g) (2-13) Cu2O(l)+FeS(l)= Cu2S+FeO 其它有色金属硫化物(NiS、PbS、ZnS等)也会被氧化成相应的氧化物。 在强氧化气氛下,还会发生下列反应时,Fe3O4生成量较多。Fe3O4容易在炉壁形成挂渣,在炉底析出形成炉底粘结,对炉体耐火材料起保护作用。 3FeO(l)+1/2O2 = Fe3O4 (S) (2-14) 3)沉淀池造渣反应 2FeO(l) + SiO2 =2Fe O·SiO2 (2-15) 炉渣是以2FeO·SiO2(铁橄榄石)为主的氧化物熔体。 铜锍与炉渣互不相溶,且密度各异从而分离。 在氧化气氛的造锍熔炼中,只能依靠与FeS的作用来还原,即: 3 Fe3O 4 (s)+[FeS] = 10(FeO)+SO2 (g) ΔGo=761329-455千焦(2-16) 式中()为渣相,[ ]为冰铜相。反应要在1400℃以上才能向右进行,而且Kp值很小。 铁硫化物生成Fe3O4的趋势是不可避免的,只是随炉型,程度不同。在强氧势及良好的气固接触经过氧化反应,炉料中铁的一部分形成Fe3O4,纯Fe3O4的
闪速熔炼炉泡沫渣的成因和预防措施 刘富全 中铝东南铜业有限公司熔炼厂,福建宁德 352100 摘要:分析了闪速熔炼炉泡沫渣发生的成因 ,同时提介绍出了泡沫渣预防和处理措施 关键词:闪速熔炼;炉温;渣型;泡沫渣 前言 目前国内铜冶炼工艺比较先进的“双闪”技术,即“闪速熔炼”、“闪速吹炼”冶炼工艺,在中国已有四座双闪铜冶炼厂。某厂设计能力为年产阴极铜400kt/a,硫酸1460 kt/a。该厂从建成至投产生产过程中不断设备改进与技术革新,于建成当年产出第一块阳极铜板。在试生产过程中熔炼炉因停炉后复产发生泡沫渣工艺事故 ,现就其原因作一简要分析 ,并提出预防和处理措施。 1 工艺简介 闪速熔炼是铜冶炼“双闪”炼铜的熔炼工艺,主要功能是处理铜精矿、烟尘、吹炼渣、渣选精矿、石英砂的混合物料,炉料在反应塔内与富氧空气完成氧化脱硫反应及造渣、造冰铜反应,生成的冰铜经冰铜风淬系统风淬后及冰铜磨研磨干燥后送闪速吹炼系统吹炼,熔炼渣经缓冷后进入渣选系统。烟气经过余热锅炉、电收尘净化后和吹炼炉烟气混合后送制酸厂制酸。 2 产生泡沫渣的情况 泡沫渣发生在闪速熔炼炉停炉保温再次投料复产时段。在停炉保温期间,通过采取增加柴油辅助升温,在闪速熔炼炉靠近反应塔侧形成明显的停炉前的生料堆,逐渐熔化反应。停炉保温期间,多次尝试进行熔体排放,由于铜渣分离不清和炉内熔体粘度较大,熔体下部温度较低等原因,排放困难,熔体排出效果不明显。 闪速熔炼炉停炉保温反应塔侧检尺炉内熔体总液面高640mm。发生泡沫渣前两小时炉内液面异常增高,测得反应塔侧熔体液面高740mm。熔炼炉再次投料生产,炉内产生泡沫渣从燃烧器口、观察孔逸出。现场取样泡沫渣较轻,渣面凹凸不平,渣内部有许多的气孔。 3 泡沫渣的成因
服装制作工艺流程 1,原材料检查工艺 2,裁剪工艺 3,缝纫制作工艺 4,锁钉工艺 5,后整理工艺 以文字表达方式阐述制作过程可能会遇到的难点,疑点进行解剖,指出重点制作要领,以前后顺序逐一进行编写,归纳。 原材料检查工艺: (1)验色差——检查原辅料色泽级差归类。 (2)查疵点,查污渍——检查辅料的疵点,污渍等。 (3)分幅宽——原辅料门幅按宽窄归类。 (4)查纬斜——检查原料纬纱斜度。 (5)复米——复查每匹原辅料的长度。 (6)理化实验——测定原辅材料的伸缩率,耐热度,色牢度等。 裁剪工艺: (1)首先检查是否要熨烫原辅料褶皱印,因为褶皱容易放大缩小裁片。 (2)自然回缩,俗称醒料,把原辅料打开放松,自然通风收缩24小时。 (3)排料时必须按丝道线排版,排出用料定额。 (4)铺料——至关重要的是铺料人手法一致,松紧度适中,注意纱向,不要一次铺得太厚,容易出现上下层不准等现象,需挂针定位铺料的挂针尖要锋利,挂针 不宜过粗,对格对条的务必挂针,针定位时要在裁片线外0.2cm,针织面料铺 料时更应注重松紧度,最容易使裁片出现大小片,裁片变形等。
(5)划样,复查划样,在没推刀之前,检查是否正确,做最后确认。 (6)裁剪推刀,要勤磨刀片,手法要稳,刀口要准,上下层误差不允许超0.2cm,立式推刀更应勤换刀片,发现刀口有凹凸现象及时更换,会导致跑刀,刀口不准等。 (7)钻眼定位和打线钉定位,撒粉定位三种方法,首先要测试钻眼是否有断纱,走纱等,通常 用打线钉解决这一块,打线钉时也要注意针不能太粗,针尖要锋利,另外就是撒粉定位虽 费时不容易造成残次。 (8)打号——打号要清晰,不要漏号,错号,丢号等。 (9)验片——裁片规格准确,上下皮大小一致,瑕疵片,有无错号,漏打刀口,可提前把残此片更换,注意按原匹料进行更换,注意整洁,无色差,然后分包打捆待发生产线。 缝纫制作工艺 A.上衣类按前后序制作 所有缝分1cm,机针用DB75/11# 针距3cm12针用顺色细棉线明线按样衣规格做0.6cm,特殊要求另示 1.修边—修剪毛坯裁片,去除画粉等毛边,参照样板的大小修边,注意净板和毛版的区分。 2.打线丁—用白棉纱线在裁片上做出缝制标记.用撞色线为宜。 3.剪省缝—把省缝剪开,线丁里0.5cm为止,也不能过长和偏短。 4.环缝—剪开的省缝用环形针法绕缝,用纤边机嵌缝也可以,不透针透线为宜。 5.缉省缝—根据省的大小,将衣片的正面相对,按照省中缝线对折,省根部位上下层眼刀对准,由省根缉至省尖,在省尖处留线头4cm左右,打结后剪短,或空踏机一段,使上下线自然交织成线圈,收省后省量的大小不变,缉线要顺,直,尖。另还应注意省根处出现亏欠变形6.烫省缝——省缝坐倒熨烫或分开熨烫,烫省时要把缝合片放在布馒头上,烫出立体感,在衣片的正面不可出现皱褶,酒窝的现象。 7.推门——将平面前衣片推烫成立体衣片,最好用版划样推烫。 8 烫衬——熨烫缉好的胸衬。,袖口,下摆衬。 9.压衬——用粘合机将衣片和粘合衬进行热压粘合,一般按照衬布和面料的耐热度粘合度去操作。 10.纳驳头——手工或机扎驳头,驳头按照净样版去做。 11 敷止口牵条——牵条布敷上驳口部位。 12.敷驳口牵条——牵条布敷上驳口部位。 13.拼袋盖里——袋盖里拼接,一般通用1cm做缝。 14.做袋盖——袋盖面和里机缉缝合。 15.翻袋盖——袋盖正面翻出。 16.滚袋口——毛边袋口用滚条包光。
宝鼎铝业熔铸车间工艺操作规程 一、内容与适用范围 1.本工艺操作规程适用于熔铸车间铸造6063合金直径89-178mm的铸棒要求。 二、生产工艺流程 1.铝合金的熔炼是铸棒生产过程中的主要工序,是所需要优质铝棒的关键,是铸棒生产质量控制的关键环节,工艺流程如下: 原材料及辅助材料的选择→配料计算→装炉→燃烧熔化→搅拌打渣→加硅镁→精炼打渣→炉前分析→调整成份、温度→二次精炼及除气→打渣→静置→分析→合格后铸棒。 三、工序工艺及操作规程 所使用的铝锭、镁锭中间合金及辅助材料等应按公司标准的要求,所使用的各种回炉料成份应清楚,干燥洁净。 1.各种合金配料必须符合本公司铝棒成份的标准要求,镁、硅待铝水达到740℃时,把渣扒干净后可直接加入铝水中,没炉次的各种炉料必须准确过磅记录。 2.装炉前确保设备正常运行,待炉料熔化后,温度达到740℃时,把火、风机关上,打干净炉内铝渣,投入外购炉料,并搅拌,尽量把烧损率降低。铝液不够温时再开大火熔炼,并注意炉内烧灰,并随时准备打渣,尽量减少铁元素,待炉料加入约80%时应搅拌均匀,提取炉前分析,再按成份进行搭配。待炉内温度达到730℃-750℃时把炉内所有杂质和铝渣清理干净,加入硅、镁,待硅镁熔化后,加入打渣剂、精炼剂精炼,完成后把铝液上面的渣、杂质打干净,再做炉前分析,结果出来后,测试温度是否达到车间要求,调整好后根据分析结果进行各元素的搭配,并进行二次精炼,分析结果合格后静止20分钟以上方
可铸棒。 3.铸棒前先检查好结晶器、水压、升降盘、电机、开关等是否正常。确保无误后才可铸棒,吹干引锭头的积水和杂质,再将升降盘开到固定好的位置并检查有无反水现象,接好流槽并把分流盘打扫干净,装好滤布,防止杂质流入铝棒。在打开出水口之前先启动冷却水泵,关小水套阀门,打开减压水阀门,待铝液流到各分盘的每个模具后再把减压水阀门慢慢关好,把连接水盘的水阀全部打开,进行按温度及车速的参数成对比把升降盘启动慢慢下降,在铸棒是发现表面不光滑的应及时堵塞。铸棒是尽量不要翻动铝液,以免杂质和空气的流入,铸棒完成后,每炉次应取样做低倍试验分析,取样应切头,切尾长度≥100mm,厚度20-25mm。 4.锯棒前检查好设备,按规定的长度要求进行锯切,长短差不大于±0.2mm,按尺寸规格要求放置,不能混放,对表面不光,弯曲的不合格棒要分开放置,并如实的把炉号、规格、日期写在铝棒上。 5.熔铸车间的生产管理必须有计划、有措施、有监督检查,根据实际情况的变化,更新措施方案。 起草人:刘加宝 审核人:刘加宝 批准人: 宝鼎铝业有限公司 2012年9 月1日
铝合金熔炼工艺流程和操作工艺(一) 装料 熔炼时,装入炉料的顺序和方法不仅关系到熔炼的时间、金属的烧损、热能消耗,还会影响到金属熔体的质量和炉子的使用寿命。装料的原则有: 1、装炉料顺序应合理。正确的装料要根据所加入炉料性质与状态而定,而且还应考虑到最快的熔化速度,最少的烧损以及准确的化学成分控制。 装料时,先装小块或薄片废料,铝锭和大块料装在中间,最后装中间合金。熔点易氧化的中间合金装在中下层。所装入的炉料应当在熔池中均匀分布,防止偏重。 小块或薄板料装在熔池下层,这样可减少烧损,同时还可以保护炉体免受大块料的直接冲击而损坏。中间合金有的熔点高,如AL-NI和AL-MN合金的熔点为750-800℃,装在上层,由于炉内上部温度高容易熔化,也有充分的时间扩散;使中间合金分布均匀,则有利于熔体的成分控制。 炉料装平,各处熔化速度相差不多这样可以防止偏重时造成的局部金属过热。 炉料应进量一次入炉,二次或多次加料会增加非金属夹杂物及含气量。 2、对于质量要求高的产品(包括锻件、模锻件、空心大梁和大梁型材等)的炉料除上述的装料要求外,在装料前必须向熔池内撒20-30kg粉状熔剂,在装炉过程中对炉料要分层撒粉状熔剂,这样可提高炉体的纯洁度,也可以减少损耗。 3、电炉装料时,应注意炉料最高点距电阻丝的距离不得少于100mm,否则容易引起短路。 熔化 炉料装完后即可升温。熔化是从固态转变为液态的过程。这一过程的好坏,对产品质量有决定性的影响。 A、覆盖 熔化过程中随着炉料温度的升高,特别是当炉料开始熔化后,金属外层表面所覆盖的氧化膜很容易破裂,将逐渐失去保护作用。气体在这时候很容易侵入,造成内部金属的进一步氧化。并且已熔化的液体或液流要向炉底流动,当液滴或液流进入底部汇集起来时,其表面的氧化膜就会混入熔体中。所以为了防止金属进一步氧化和减少进入熔体的氧化膜,在炉料软化下塌时,应适当向金属表面撒上一层粉状熔剂覆盖,其用量见表。这样也可以减少熔化过程中的金属吸气。 覆盖剂种类及用量 炉型及制品电气熔炼煤气炉熔炼 覆盖剂用量普通制品特殊制品普通制品特殊制品 (占投量) /% 0.4-0.5 0.5-0.6 1-2 2-4 覆盖剂种类粉状熔剂 Kcl:Nacl按1:1混合 B、加铜、加锌 当炉料熔化一部分后,即可向液体中均匀加入锌锭或铜板,以熔池中的熔体刚好能淹没住锌锭和铜板为宜。 这时应强调的是,铜板的熔点为1083℃,在铝合金熔炼温度范围内,铜是溶解在铝合金熔体中。因此,铜板如果加得过早,熔体未能将其盖住,这样将增加铜板的烧损;反之如果加得过晚,铜板来不及溶解和扩散,将延长熔化时间,影响合金的化学成分控制。 电炉熔炼时,应尽量避免更换电阻丝带,以防脏物落入熔体中,污染金属。 C、搅动熔体 熔化过程中应注意防止熔体过热,特别是天然气炉(或煤气炉)熔炼时炉膛温度高达1200℃,在这样高的温度下容易产生局部过热。为此当炉料熔化之后,应适当搅动熔体,以使熔池里各处温度均匀一致,同时也利于加速熔化.
设备生产制造工艺流程图 主要部件制造要求和生产工艺见生产流程图: 1)箱形主梁工艺流程图 原材料预处理划线下料清理 材质单与喷涂划划数半剪清割坡 钢材上炉丸富出出控自除渣口 号批号一除锌拱外自动焊等打 一对应油底度形动气切区打磨 锈线线气割 割 校正对接拼焊无损探伤装配焊接清理 达度埋超X 确垂内工清焊到要弧声光保直部电除渣平求自波拍隔度先焊内杂直动片板用接腔物 焊手 检验装配点焊四条主缝焊接清理校正 内焊装成用Φ清磨修修振腔缝配箱埋HJ431 除光正正动检质下形弧直焊焊拱旁消验量盖主自流渣疤度弯除板梁动反应 焊接力自检打钢印专检待装配 操专质 作检量 者,控 代填制 号写表
2)小车架工艺流和 原材料预处理划线下料清理 材质单与喷涂划划数半剪清割坡 钢材上炉丸富出出控自除渣口 号批号一除锌拱外自动焊等打 一对应油底度形动气切区磨 锈线线气割 校正对接拼焊无损探伤装配焊接清理 达度埋超X 确垂内工清焊 到要弧声光保直部电除渣 平求自波拍隔度先焊内杂 直动片板用接腔物 焊手 检验装配点焊主缝焊接清理校正 内焊清磨修修振应腔缝除光正正动力检质焊焊拱旁消验量渣疤度弯除 自检划线整体加工清理 A表A表 行车行车 适用适用 自检打钢印专检待装配 操专质
作检量 者,控 代填制 号写表 3)车轮组装配工艺流程图 清洗检测润滑装配 煤清轮确尺轴部 油洗孔认寸承位 或轴等各及等加 洗承部种公工润 涤,位规差作滑 剂轴格剂 自检打钢印专检待装配 操 作 者 代 号 4)小车装配工艺流程图 准备清洗检测润滑 场按领煤清轴确尺轴加最注 地技取于油洗及认寸承油后油 清术各或轴孔各及内减 理文件洗承等件公、速件涤齿部规差齿箱 剂轮位格面内 装配自检空载运行检测标识入库 螺手起行噪 钉工升走音 松盘机机震 紧动构构动
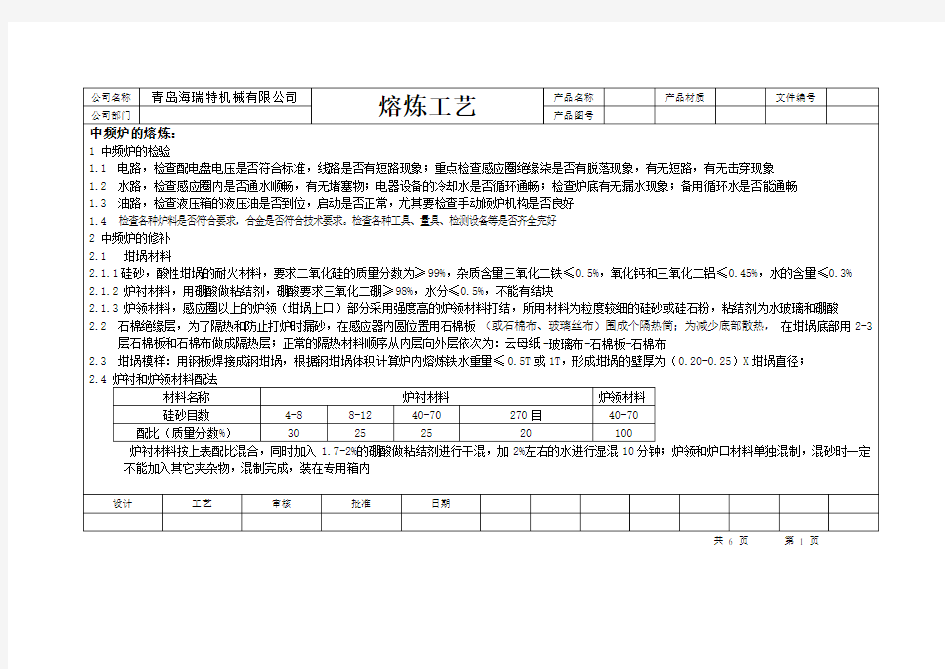
熔炼工艺一、工艺流程图 二、相关参数及操作要领 (一)灌铝前准备工作
1、灌铝流槽必须提前半小时吊至待灌铝熔炼炉前,并摆放到位,进行预热。 2、灌铝流槽每天使用的情况下,其氧化皮可不用去除;若停产或检修,则必须去除氧化皮;在下次使用前刷上一层滑石粉,以防过度粘铝。 3、所用熔炼过程中需要使用的工具浸入铝液部分均应刷上滑石粉,并烘干预热,待用。 (二)灌铝 1、灌铝吊抬包时,要由专人负责指挥行车工。 2、各班组均指定专人负责灌铝时的操作,同时指定一人协助控制抬包的方向,确保抬包的稳定性,以保证铝水顺利灌入熔炼炉内。 3、灌铝时,在安全的前提下,尽可能提高灌铝速度,以减少铝的氧化。 (三)熔炼 1、合金的加入 (1)复化锭或铝锭的加入 由于公司生产直接使用电解铝液,铝液温度较高,一般在800℃以上,因此需要添加复化锭或铝锭降温;添加量根据所灌铝液重量而定。添加方法是将需加的复化锭或铝锭搬到炉口预热使之干燥后,用专用工具把复化锭或铝锭轻轻推入铝液中,以防止铝液飞溅伤人。其中复化锭的成分要记录清楚,并计算在所配的合金内。 (2)铝-锰中间合金的加入 为了使合金成分更加均匀、稳定,锰要以中间合金的形式加入,加入时温度为750℃。根据铝液及所加铝锭、复化锭的重量计算、称量所需的铝-锰中间合金。 加入方法是将需加的铝-锰中间合金搬到炉口预热使之干燥后,用专用工具把铝-锰中间合金轻轻推入铝液中,以防止铝液飞溅伤人。同时作好记录。 (3)铝-铬中间合金的加入 由于铬和铝的共晶点较高,故在添加铬元素时,以铝-铬中间合金方式加入,加入时温度为750℃。根据铝液及所加铝锭、复化锭的重量计算、称量所需的铝-铬中间合金。 加入方法是将需加的铝-铬中间合金搬到炉口预热使之干燥后,用专用工具把铝-铬中间合金轻轻推入铝液中,以防止铝液飞溅伤人。同时作好记录。 (4)镁锭的加入 镁锭主要作用是调整铝合金中镁元素含量;其加入量以作业指导书为准。 加镁时,铝液温度控制在700~720℃,镁锭务必使用压镁器压入铝液中,并在铝液表面下缓慢移动;、严禁镁锭在铝液表面,以防止其氧化燃烧,造成铝合金化学成份的不合格。 镁锭添加完成后,充分搅拌,使镁元素充分扩散;均匀分布后即可准备打渣。 2、精炼 精炼的主要作用是去除铝液中以氢气为主的气体,同时也具有去除微轻杂质的作用,另外,铝水中含有少量的钠,会产生“钠脆”现象,因而要用除钠剂除钠。根据实际情况,每炉合金液精炼四次,精炼温度控制在720~730℃之间。精炼方法是将精炼剂和除钠剂放进喷粉器内锁好,通过氮气或氩气的压力,将其压入铝液中。精炼时,精炼管接触炉底,并缓慢移动,尽量不起大波浪;同时要求不留死角。气压为0.1Mpa左右。
铜冶炼闪速熔炼及熔池熔炼技术探讨 当前世界上广泛采用的铜火法冶炼方法主要有三种,包括传统熔炼、闪速熔炼以及熔池熔炼。技术成熟、简易灵活、生产可靠、设备简单等是传统熔炼方法的优点,但其缺点是较低的生产效率,较差的硫回收率,烟气含SO2浓度比较低,烟气处理费用高。因此,本文主要对闪速熔炼、熔池熔炼技术进行了简要的分析,并进一步探讨了铜的火法精炼、电解精炼等关键环节,希望能够通过不断的分析和研究,切实的提升铜冶炼技术水平。 标签:铜冶炼;闪速熔炼;熔池熔炼 1 冶炼工艺选择的基本原则 1.1 适应能力 在冶炼中,主要有着能够对各种化学成分、粒度的原料进行处理,能够适应处理能力有较大波动等要求,因此所采用的工艺流程必须要适应这些要求。 1.2 高效节能 企业要想取得更高的经济效益,生产作业必须要有着较高的效率,能源消耗较少,因此工艺工艺流程的选择必须要满足高效节能的要求。 1.3 技术先进、成熟、可靠,环境友好,排放达标 技术的先进性与实用性是工艺流程必须具备的,同时技术的可靠性也至关重要,因此选择的工艺流程必须成熟可靠,技术风险较低。此外,还需要遵循“以人为本”的原则,工艺系统必须密闭性强、有害烟气泄露少,能够满足清洁工厂的要求。 2 两种冶炼工艺分析 2.1 闪速熔炼 2.1.1 工艺配置 图1为直接炼粗铜工艺的典型流程图。其与闪速吹炼流程相比有着差异较为明显,主要体现在把闪速吹炼渣返回至之前的闪速熔炼炉中,而不是在单独的炉渣贫化系统中处理。备料主要是对物料进行干燥和混合。物料的干燥能够使工艺的总热量实现平衡,此外,还能够更好的控制烟气管路的腐蚀。然后闪速炉中输送干燥物料。在反应塔中,物料和氧气进行混合,反应以悬浮物的形式进行,在沉降室中进行熔融相收集,分离出炉渣与粗铜。
动物油熬炼方法大致有两种、蒸汽熬炼与高温熬炼、蒸汽熬炼一般是用反应釜、或密闭式蒸煮罐、也就是咱们讲的水煮式炼油。那么如何使用熔炼机设备熬炼动物油呢?具体详细的工艺流程又是什么呢?下边我们一起来了解一下吧。 熔炼机熬炼动物油工艺流程 1、拆包破碎工段: 原料在拆包平台进行拆包后由输送机输送至粉碎机进行粉碎,粉碎颗粒在φ2mm-5mm,粉碎颗粒均匀,过大或过小会出现生渣或焦糊同时不利于油渣分离影响榨油机性能; 2、预热输送工段: 原料经破碎后进行入预热锅内,经导热油加温预热搅拌化冻达到适合真空输送的固液混合状态,以达到管道式输送的工艺要求,另一方面,预热锅起到整条生产线的物料平衡作用。 3、负压熔炼工段: 将预热锅内经预热成固液混合状态后原料真空输送到熔炼锅,进行加热熔炼饼同时开启搅拌装置使物料受热均匀不粘锅,本工艺采用卧式真空熬油锅,具有
受热面积大搅拌均匀自动清洗装置,有效的防治生料或焦糊现象,因原料自身本含水量大故熔炼温度到85度后开始真空脱水,真空度会随着蒸汽挥发的增加而降低,在脱水过程中保持熔炼锅内真空度。在真空状态下,进入负压反应釜的动物油原料可快速实现油、水、渣分离。 4、真空脱水除臭工段: 采用水喷射式真空喷射泵使熔炼锅内产生负压状态,真空管路配套冷凝器,原料中的水分子及异味微分子挥发物在真空状态下快速从原料油脂中分离,随真空流动进入列管冷凝器,在冷水循环下将分裂出的水分子及异味分子强制性冷凝成蒸馏水收集到分液罐内。 5、油渣分离工段: 本工艺采用筛板油渣分离刮板,油渣分离淋干时间20分钟左右,有效的将油渣表皮油脂进行分离,有利于榨油机压榨,自动清洗装置解决了筛板堵塞、陈油变质,分离油渣经油渣输送榨油机进行压榨。 6、毛油过滤工段: 油渣分离机分离出来的毛油通过油渣泵泵入立式叶片过滤机中过滤。采用此
山东省新泰市铸友热处理设备有限公司 再生铝熔炼工艺特点 再生铝是以回收来的废铝零件或生产铝制品过程中的边角料以及废铝线等 这种铝锭采用经熔炼配制生产出来的符合各类标准要求的铝锭。为主要原材料,具有很强的生命而且它是自然资源的再利用,回收废铝,而有较低的生产成本,产品更新换代人民生活质量不断改善的今天,力,特别是在当前科技迅猛发展,再生铝废旧产品的回收及综合利用已成为人类持续发展的重要课题,频率加快,生产也就是在这样的形式下应运而生并具有极好的前景。 合金由于再生铝的原材料主要是废杂铝料,废杂铝中有废铝铸件(以Al-Si Al-Mg、Al-Cu-Mn为主)、废铝锻件(Al-Mg-Mn、等合金)、型材(Al-Mn 等合金)废电缆线(以纯铝为主)等各种各样料,有时甚至混杂入一些非铝合金,这就给再生铝的配制带来了极大的不便。如何Pb的废零件(如Zn、合金等)把这种多种成分复杂的原材料配制成成分合格的再生铝锭是再生铝生产的核心分选得越再生铝生产流程的第一环节就是废杂铝的分选归类工序。问题,因此,细,归类得越准确,再生铝的化学成分控制就越容易实现。 废铝零件往往有不少镶嵌件,这些镶嵌件都是些以钢或铜合金为主的非铝 就会导致再生铝成分中增加一些不需要的成分件,在熔炼过程中不及时地扒出,等)因此,在再生铝熔炼初期,即废杂铝刚刚熔化时就必须有一道Cu、Fe(如.。(俗称扒铁工序)把废杂铝零件中的镶嵌件扒出,扒得越及时、扒镶嵌件的工序温度的升越干净,再生铝的化学成分就越容易控制。扒铁时熔液温度不宜过高,元素溶入铝液。、高会使镶嵌件中的FeCu
各地收集来的废杂铝料由于各种原因其表面不免有污垢,有些还严重锈蚀, 严重损坏再生这些污垢和锈蚀表面在熔化时会进入熔池中形成渣相及氧化夹杂,铝的冶金质量。清除这些渣相及氧化夹杂也是再生铝熔炼工艺中重要的工序之一。采用多级净化,即先进行一次粗净化,调整成分后进行二级稀土精变,再吹惰性气体进一步强化精炼效果,可有效的去除铝熔液中的夹杂。 不有效的去除废铝料表面的油污及吸附的水分,使铝熔液中含有大量气体, 强化再生铝生产中的除气环节以降低再生铝的这些气体就使冶金质量大大下降,含气量是获得高质量再生铝的重要措施。 再生铝原材料组成 、废杂铝来源1一是从国外进口的废杂目前我国再生铝厂利用的废杂铝主要来源于两方面, 铝,二是国内产生的废杂铝。 进口废杂铝除少数分就进口废杂铝的成分而言,最近几年国内大量从国外进口废杂铝。 类清晰外大多数是混杂的。一般可以分为以下几大类: ①单一品种的废铝 汽车汽车减速机壳、此类废铝一般都是某一类废零部件,如内燃机的活塞,品
熔炼工艺流程及简介 1 熔炼炉生产概况 熔炼炉是制铁工艺流程的主体,它是由耐火砖砌筑的竖立圆筒炉体,外壳钢枝制作,外壳与耐火砖之间有冷却设备,我公司450m3熔炼炉冷却壁共有348块,共分12层冷却壁;一层冷却板;1-3层为光板冷却壁、材质耐热铸铁冷却壁;4-12层为镶砖冷却壁材质是铁素体球墨铸铁冷却壁;6-7层冷却壁之间有一层冷却板,炉喉有18块水冷炉喉钢砖,炉缸有一个铁口、2个渣口、14个风口;从其上部装入矿石,熔剂和燃料向下运动,下部鼓入被加热的空气。熔炼炉生产的主要产品是生铁,副产品有炉渣和煤气,炉渣可用来制作水泥,保温材料、建筑材料和肥料,煤气可以做为燃料供给各用户。 1.1熔炼炉生产的主要工艺过程: 1.1.1供料 熔炼炉冶炼用的主要原燃料:块矿、烧结矿、石灰石、焦炭,有K1、J1皮带机把原燃料送到1#转运站,经K2、J2皮带机、分料车运到指定的矿槽。 1.1.2上料 由料仓输出的原料,燃料和熔剂,经仓下给料机、振动筛、经筛分、称量后,用料车按一定比例一批一批有序地送到熔炼炉炉顶,并卸入炉顶受料斗。 1.1.3装料 炉顶装料设备的任务就是把提升到炉顶的炉料,按一定的工作制度装入熔炼炉炉喉。 1.1.4冶炼 熔炼炉冶炼主要是还原过程,把铁氧化物还原成含有碳、硅、锰、硫、磷、镍、铬等杂质的铁合金。由鼓风机连续不断地把冷风送到热风炉加热到1100~1250℃,再通过炉缸周围的风口进入熔炼炉,由炉顶加入的焦炭和风口鼓入的热空气燃烧燃料,产生大量的煤气和热量,使矿石源源不断地熔化还原,产生的铁水和熔渣贮存在熔炼炉炉缸内,定期地由铁口和渣口排出。 1.1.5产品处理 在渣铁处理中,出铁前先从渣口放出溶渣,流入冲渣沟进行粒化后,以脱水器脱水,有皮带运到渣仓。设有一个应急用干渣坑,出铁时,用液压开口机打开铁口,使铁水流入铁水罐车运到铸铁机铸成铁块,出完铁后用液压泥炮把铁口堵上。 经熔炼炉顶部导出的煤气通过重力除尘器、布袋除尘过滤后,经调压阀组调压后输往各煤气用户使用,从重力除尘器、布袋除尘器排出的炉尘,经过处理回收运往焙烧厂作为烧结原料。
CENTRAL SOUTH UNIVERSITY 本科生毕业论文(设计) 题目铜闪速熔炼冶金计算 程序研究 学生姓名董红莉 指导教师艾元方副教授 学院能源科学与工程学院 专业班级热动0503 完成时间2009年6月4日
铜闪速熔炼冶金计算程序研究 摘要:闪速炉系统是一个庞大的复杂系统,其生产具有高度非线性、多环节、多操作变量的强烈耦合性,熔炼过程具有系统动力学特性的不确定性和对控制性能的高依赖性,使用传统的人工经验判断和探索性的试生产的方法很难满足闪速熔炼过程的不断优化的要求,因此充分利用现代计算手段的先进性和具有普遍性的模型技术在闪速炉熔炼生产中显得十分重要。物料平衡计算和能量平衡计算应用在工业生产的各个领域、各个阶段:在生产之前操作参数的优化需要输入物料的组成,在实际生产过程中需要进行配料和配风的计算。对于一个已建成的闪速炉系统,其生产气力究竟有多大,又主要受到哪些因素的制约,如何在生产过程中协调各环节因素以实现系统的最佳匹配等,这些问题已成为各闪速炉用户关注的一大焦点。为了适应生产强化的要求,更好的协调系统配置,科学地挖掘闪速炉生产潜力,本文通过对铜闪速熔炼过程中物料平衡及能量平衡计算的研究,建立了相应的衡算模型,建立并完善了闪速炉数值熔炼模型,开发了Matlab计算程序。 关键词:闪速炉;物料平衡;热量平衡;衡算模型;程序
The research of Metallurgical calculation in Copper Flash Furnace Abstract: Flash smelting Furnace system is a large complex system, its production has the important character of the strong coupling of high nonlinear, multi-link, and multi-variable operation. Smelting process has the uncertainty of the system dynamics and the high dependence on the performance of control. Using the traditional artificial judging by experience and exploratory way has cannot meet the request of the continuous optimization for the flash smelting process, therefore, it is very important to take full advantage of the advanced modern computing means and universal model technology in the production of flash smelting furnace. The calculations of material balance and energy balance are used by various fields and various stages of industrial production: the optimization of operating parameters before production need for inputting the composition of materials. The calculations of the feed and the volume of blast are needed in the actual production processes. For a completed flash furnace system, how much productivity it has? What is the main factors ? How to adjust various aspects of factor so that the system can has the best match in the production process. All these problems have become a major focus of concern for the flash Furnace users. In order to adapt to the requirements of the enhanced production, better coordinated system configuration, and scientifically Mining production potential of flash furnace, the paper set up a model of accounting, mathematical model of balance calculation of the flash smelting furnace through the study on the material balance calculation and energy balance calculation for the copper flash smelting process. Meanwhile, it developed a MATLAB program. Keywords:Flash smelting Furnace; material balance; heat balance; mathematical model of balance calculation; program
箱包制作工艺流程图 HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】
手袋制作工艺流程 步骤1:画 皮 开料之前由专门的人员将皮按纸格划好线,避开皮料花烂位,确保产品的皮料完好性。 步骤2:手工开料 由专业开料技工将皮开成裁片 (开料通常有直纹,横纹,斜纹三种纹路的开法。大家都知道直纹料不会拉长,横纹料会拉长,开斜纹料是介于这两种料之间的用法。) 皮料开裁--冲里料辅料--压唛 步骤3:品检 开好的裁片由经验丰富的技工检查,筛查出不好的裁片,确保产品用的皮料完好.
步骤4:铲皮 裁片经技术精湛的技工进行铲皮,铲皮是非常重要的一个环节.皮料铲出的厚度直接影响包的美观. (因为皮具的部分材料太厚了,车反折边等工序操作起来不便,效果不好,所以对边位进行铲薄!) 步骤5:做台面 台面工作人员专心,细致的做好每一道工序 ( 以一般女装休闲袋为例介绍一下台面制作流程(具体流程视手袋结构而定) 1、看板袋、对纸格,分料。 2、链窗打叉刀、打牙位、 3、定位(手挽位、五金位、外袋位、盖头位、耳仔利仔位等) 4、刷胶水、粘贴、折边。 ) 台面的基本操作一般是:擦胶水,摺边,油边,装配五金,拼合(即把各个部件粘合)剪线或烧线.台面作业没有固定的工序,视具体的产品工艺流程而定.一般是先做手挽,耳仔,油边之类的配件. 步骤6:衣车 高技术的针车人员将产品车成成品.
步骤7:清洁 将完成的产品由专门人员清洁干净. 步骤8:QC 专业人员对每个产品进行仔细的检查,确保产品质量优良. 步骤9:出货 每个步骤严格,认真的完成,最后将高质量的产品交到客户的手上
服装制作工艺流程图 一、课程简介: 《服装结构设计与工艺》课程是在原有的服装结构设计、工艺设计合并调整后的课程名称,更新后的《服装结构设计与工艺》是服装设计与工程专业的主干课之一,课程的教学贯穿服装专业教学的整个阶段。 《服装结构设计与工艺》是艺术和技术相互融合、理论和实践密切结合的实践性较强的学科,具有理论性和实践性两个重要性质。是高等服装院校本科学生必修的专业课程之一。 《服装结构设计与工艺》主要讲授服装结构的内涵和各部件相互关系,兼备装饰和功能性的设计、分解与构成的规律,研究如何将裁剪好的平面衣片进行组合和缝制,完成服装立体造型的工艺过程的一门实用技术性科学。《服装结 构设计与工艺》课程的学习为后续的成衣生产技术管理、服装市场营销、服装设计等课程奠定了基础,提供了可能。服装结构与工艺课程的改革更适应服装工业新技术、新工艺的日益发展。 二、本考核方案适用专业:服装工艺技术专业 三、考核方式:根据《服装结构设计与工艺课程》教学特点,改革考试内容 与方式,考试内容分为理论部分与实践部分,采用分段教学和分段考核验收,理论与实践教学考核各占考试成绩的50%。具体内容与方案见本手册 四、课程的组成: 《服装结构设计与工艺》课程由服装结构与工艺Ⅰ、服装结构与工艺Ⅱ两段教学环节组成: 1.服装结构与工艺(一):课程内容主要有人体结构与服装的相互关系,下装的结构设计方法与规律,款式变化原则与人体功效学的关系,同时掌握裤装、裙装的制作方法与工艺流程安排。 2.服装结构与工艺(二):通过教学熟悉人体体表特征与服装点、线、面的关系;性别、年龄、体型差异与服装结构的关系;成衣规格的制定方法和表达形式;号型服装的制定和表达形式。
熔炼炉工艺流程 1、上岗前准备: 1.1穿戴整齐,劳动保护产品佩戴齐全。 2、配料: 2.1按配料卡配齐原料。 2.2检查炉体炉框是否能进行投料。 3、熔炼炉投料 3.1用加料器平摆炉底,以避免加不进料,并注意不要堵住燃烧器,不直接撞击炉底。 3.2竖炉口加料将铝锭摆放整齐,待铝锭熔塌下后继续投料,形成连续熔炼投料。 4、点火: 4.1炉门全部打开用鼓风机吹扫3—5分钟后,炉内无明火则点火,要求关紧炉门以防止跑火。 4.2如是新炉或凉炉点火,用明火点并进行升温,如停炉5-7天,进行均匀升温8小时,温度达到800℃;如停炉超过10天,要求均匀升温24 小时,温度达到800℃ 5、熔炼: 5.1熔炼时需经常检查各个炉的出铝口,看有无渗铝和跑铝现象。 5.2当铝液化满一定高度、温度达到700-750度时,进行采样分析原铝中的铁含量,并同时进行除渣。 5.3待采样分析结果出来后,如合格则转入保温炉,如不合格待转入保温炉前调整保温炉成份。 6、转入保温炉前准备: 6.1转流前保温炉中先投入工业硅,再投入钛中间,如采样分析结果合格直接投入剩余铝锭;如不合格则根据情况适量调整铝锭成份。 6.2起动电子秤,称转流前投入保温炉中的所有原料的总重量。根据实际情况确定转入铝液重量。 7、转炉: 7.1必须由专人进行转炉操作 7.2转炉人员必须配戴面罩,以防止铝液崩溅、烫伤。 7.3转炉时如铝液流速过快则用塞子要压住放水口上部,以防止铝液喷溅而烫伤。 7.4待保温炉中铝液量达到生产要求后即时堵住转铝口。 7.5清理保温炉转入口。 8、保温炉操作: 8.1当保温炉温度到达750℃--780℃时,把火停掉,炉门打开。 8.2启动永磁搅拌器搅拌10-15分钟,随时调整弱、中、强三档控制转速,
铸轧、铸造的相关知识 ——肖立隆(晟通技术总顾问) 1 熔铸工艺流程图: 电解铝液 调温调成分 交货 2 炉子准备: 烘炉 烘炉曲线 升温过程中不损害炉子寿命
3 炉料要求和加料顺序: 炉料要求: 无吸水,无油污 加料顺序:废料 中间合金 铝锭 化平后 铜、锌等 镁 添加剂 取样 4 熔化: Q=dT C TM ? 20 1+L+dT C T TM ?2 C 1——固体比热:0.215卡/克0C ; C 2——液体比热:0.198卡/克0C L ——熔化潜热:94.6卡/克0C 黑度:0.2 5 熔化时的增气反应: 铝和水发生反应: 2Al+3H 2O=Al 2O 3+6[H] 火焰炉燃烧时发反应: C m H n +O 2 CO+CO 2+H 2O 6 熔体中氢的平衡溶解度: S=K 2H P
7 影响熔体含气量的因素:1) 合金元素影响: V MeO / V Me > 1 < 1 = 1 α氧化铝膜密度3.47克/㎝3,致密,可防止继续氧化: γ氧化铝膜表面疏松,存在φ50—100×10-10 m的小孔,在熔炼温度下含有1—2%的水分; 在9000C以上时,γ完全变成α氧化铝,密度增到3.97克/㎝3,体积收缩13%,氧化铝易被搅入铝液中。 2) 熔体温度影响: 3) 熔体停留时间影响: 4) 空气湿度影响: 8 熔化时的造渣反应: 有关化学元素的氧化物生成自由能
几种氧化物和熔融铝可能发生的化学反应式: 3SiO 2 + 4Al = 2Al 2 O 3 + 3Si 3FeO + 2Al = Al 2 O 3 + 3Fe Cr 2O 3 + 2Al = Al 2 O 3 + 2Cr SiO 2 + 2Mg = 2MgO + Si 9 电解铝液的情况: 温度高:900——9300C 炉内停留时间长:24小时以上 含气量高,氧化夹渣多,结晶核心钝化 10 调成分调温: 1)加入废料、中间合金、铝锭; 2)加入铜、锌等其他金属 3)加入镁和其他添加剂; 4)快速升温 5) 取样分析 11 精炼: 基本原理: 1)吸附净化:依靠精炼剂产生的吸附作用达到去氧化夹杂和气体的目的。Ⅰ惰性气体吹洗: Ⅱ活性气体(氯气)吹洗: Cl 2 + 2H = 2HCl↑ 3Cl 2 + 2Al = 2AlCl 3 ↑ Ⅲ混合气体(惰性气体 + 氯气、惰性气体 + 氯气 + 一氧化碳)吹洗刷: 2Al 2O 3 +6Cl 2 = 4AlCl 3 + 3O 2 3O 2 + 6CO = 6CO 2 Ⅳ熔剂法: