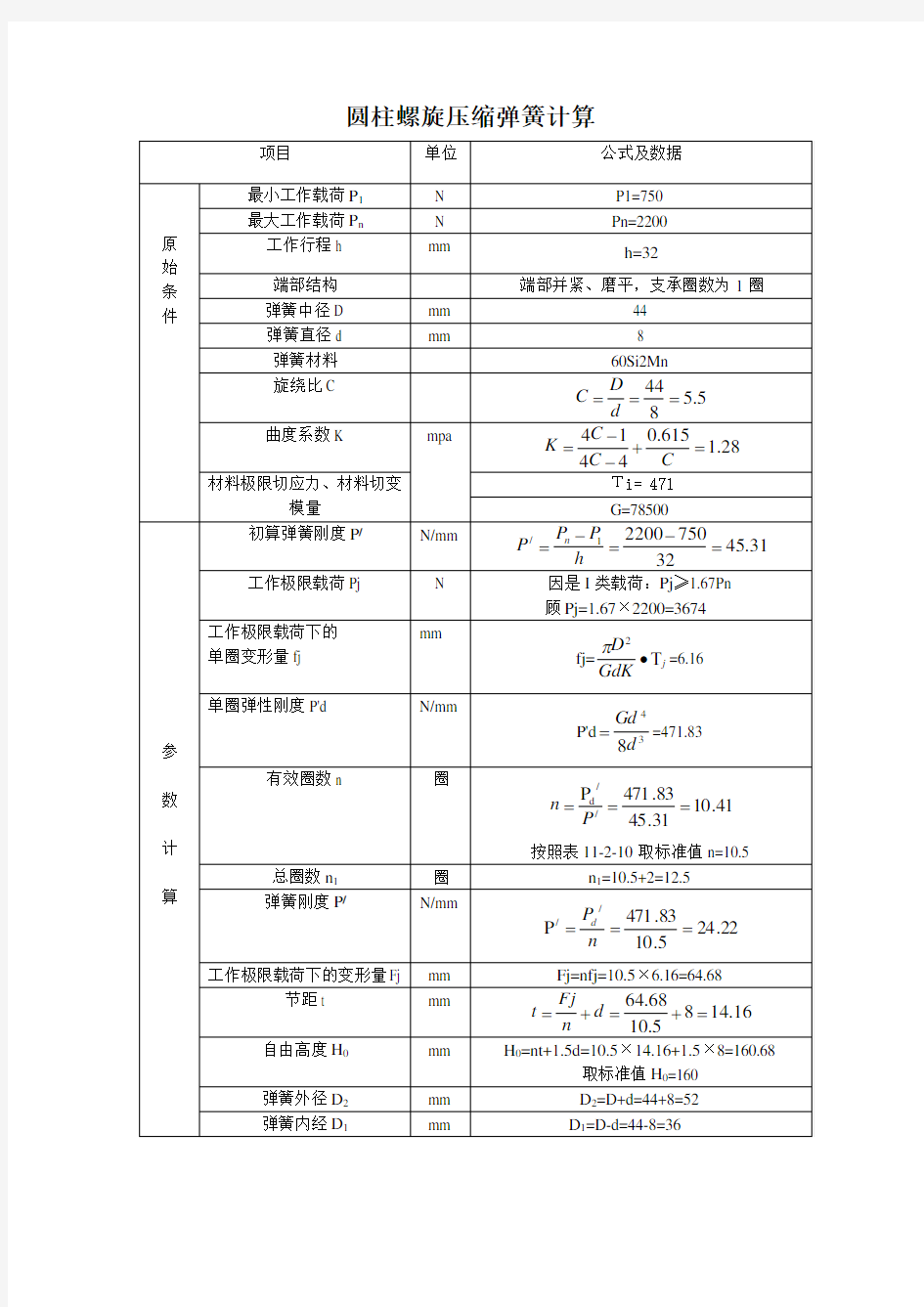
圆柱螺旋压缩弹簧计算
项目单位公式及数据
原始条件
最小工作载荷P1N P1=750
最大工作载荷P n N Pn=2200
工作行程h mm h=32
端部结构端部并紧、磨平,支承圈数为1圈
弹簧中径D mm 44
弹簧直径d mm 8
弹簧材料60Si2Mn
旋绕比C
5.5
8
44
=
=
=
d
D
C
曲度系数K mpa
28
.1
615
.0
4
4
1
4
=
+
-
-
=
C
C
C
K
材料极限切应力、材料切变
模量
Тi= 471
G=78500
参数计算
初算弹簧刚度P/N/mm
31
.
45
32
750
2200
1
/=
-
=
-
=
h
P
P
P n
工作极限载荷Pj N 因是I类载荷:Pj≥1.67Pn
顾Pj=1.67×2200=3674
工作极限载荷下的
单圈变形量fj
mm
fj=
j
GdK
D
T
?
2
π
=6.16
单圈弹性刚度P'd N/mm
P'd
3
4
8d
Gd
==471.83
有效圈数n 圈
41
.
10
31
.
45
83
.
471
P
/
/
d=
=
=
P
n
按照表11-2-10取标准值n=10.5 总圈数n1圈n1=10.5+2=12.5
弹簧刚度P/N/mm
22
.
24
5.
10
83
.
471
P
/
/=
=
=
n
P
d
工作极限载荷下的变形量Fj mm Fj=nfj=10.5×6.16=64.68
节距t mm
16
.
14
8
5.
10
68
.
64
=
+
=
+
=d
n
Fj
t
自由高度H0mm H0=nt+1.5d=10.5×14.16+1.5×8=160.68
取标准值H0=160 弹簧外径D2mm D2=D+d=44+8=52
弹簧内经D1mm D1=D-d=44-8=36
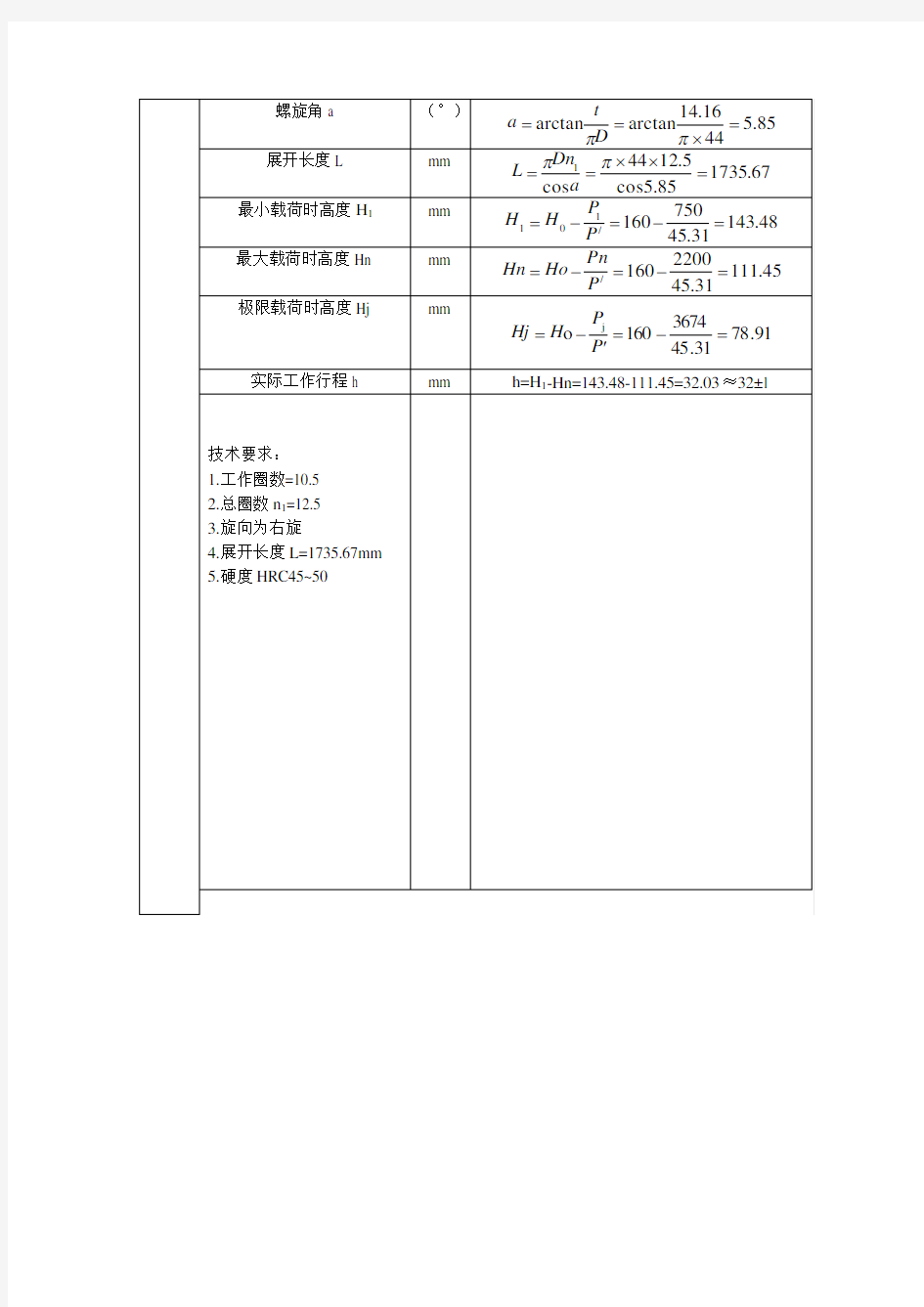
螺旋角a (°) 85.54416
.14arctan arctan
=?==ππD t a 展开长度L mm 67.173585
.5cos 5.1244cos 1=??==ππa Dn L
最小载荷时高度H 1 mm 48.14331.45750
160/101=-=-=P P H H
最大载荷时高度Hn mm 45.11131.452200
160/=-=-=P Pn Ho Hn
极限载荷时高度Hj
mm
91.7831
.453674
160o j =-='-=P P H Hj
实际工作行程h
mm h=H 1-Hn=143.48-111.45=32.03≈32±1
技术要求:
1.工作圈数=10.5
2.总圈数n 1=12.5
3.旋向为右旋
4.展开长度L=173
5.67mm 5.硬度HRC45~50
圆柱弹簧的设计计算 (一)几何参数计算 普通圆柱螺旋弹簧的主要几何尺寸有:外径D、中径D2、内径D1、节距p、螺旋升角α及弹簧丝直径d。由下图圆柱螺旋弹簧的几何尺寸参数图可知,它们的关系为: 式中弹簧的螺旋升角α,对圆柱螺旋压缩弹簧一般应在5°~9°范围内选取。弹簧的旋向可以是右旋或左旋,但无特殊要求时,一般都用右旋。 圆柱螺旋弹簧的几何尺寸参数 普通圆柱螺旋压缩及拉伸弹簧的结构尺寸计算公式见表(普通圆柱螺旋压缩及拉伸弹簧的结构尺寸(mm)计算公式)。 普通圆柱螺旋压缩及拉伸弹簧的结构尺寸(mm)计算公式
(二)特性曲线
弹簧应具有经久不变的弹 性,且不允许产生永久变形。因 此在设计弹簧时,务必使其工作 应力在弹性极限范围内。在这个 范围内工作的压缩弹簧,当承 受轴向载荷P时,弹簧将产生 相应的弹性变形,如右图a所 示。为了表示弹簧的载荷与变形 的关系,取纵坐标表示弹簧承受 的载荷,横坐标表示弹簧的变 形,通常载荷和变形成直线关系 (右图b)。这种表示载荷与变 形的关系的曲线称为弹簧的特 性曲线。对拉伸弹簧,如图<圆 柱螺旋拉伸弹簧的特性曲线> 所示,图b为无预应力的拉伸 弹簧的特性曲线;图c为有预 应力的拉伸弹簧的特性曲线。 右图a中的H0是压缩弹簧 在没有承受外力时的自由长度。 弹簧在安装时,通常预加一个压 力 Fmin,使它可靠地稳定在安 装位置上。Fmin称为弹簧的最 小载荷(安装载荷)。在它的作 用下,弹簧的长度被压缩到H1 其压缩变形量为λmin。Fmax 为弹簧承受的最大工作载荷。在 Fmax作用下,弹簧长度减到 H2,其压缩变形量增到λmax。 圆柱螺旋压缩弹簧的特性曲线λmax与λmin的差即为弹簧的 工作行程h,h=λmax-λmin。 Flim为弹簧的极限载荷。在该 力的作用下,弹簧丝内的应力达 到了材料的弹性极限。与Flim 对应的弹簧长度为H3,压缩变 形量为λlim。
弹簧参数及尺寸 三分钟弹簧世界 一、小型圆柱螺旋拉伸弹簧尺寸及参数 1、弹簧的工作图及形式 1.1 工作图样的绘制按GB4459、4规定。 1.2 弹簧的形式分为A型和B型两种。 2、材料弹簧材料直径为0.16~0.45mm,并规定使用GB4357中B组钢丝或YB(T)11中B组钢丝。采用YB(T)11中B组钢丝时,需在标记中注明代号“S”。 3、制造精度弹簧的刚度、外径、自由长度按GB1973规定的3级精度制造。如需按2级精度制造时,加注符号“2”,但钩环开口尺寸均按3级精度制造。 4、旋向弹簧的旋向规定为右旋。如需左旋应在标记中注明“左”。 5、钩环开口弹簧钩环开口宽度a为0.25D~0.35D。注:D为弹簧中径。 6、表面处理 6.1采用碳素弹簧钢丝制造的弹簧,表面一般进行氧化处理,但也可进行镀锌、镀镉、磷化等金属镀层及化学处理。其标记方法应按GB1238的规定。 6.2采用弹簧用不锈钢丝制造的弹簧,必要时可对表面进行清洗处理,不加任何标记。 7、标记 7.1标记的组成弹簧的标记由名称、型式、尺寸、标准编号、材料代号(材料为弹簧用不锈钢丝时)以及表面处理组成。规定如下: 7.2标记示例 例1:A型弹簧,材料直径0.20mm,弹簧中径3.20mm,自由长度8.80mm,左旋,刚度、外径和自由长度的精度为2级,材料为碳素弹簧钢丝B组,表面镀锌处理。 标记:拉簧 A0.20*3.20*8.80-2左 GB1973.2——89-D-Zn 例2:B型弹簧,材料直径0.40mm,弹簧中径5.00mm,自由长度17.50mm,右旋,刚度、外径和自由长度的精度为3级,材料为弹簧用不锈钢丝B组。 标记:拉簧 B0.40*5.00*17.50 GB1973.2--89-S 8、计算依据标准中的计算采用如下基本公式: 切应力(N/mm2):τ=(8PDK)/(πd3) 变形量(mm):F=(8PD3n)/ Gd4 弹簧钢度(N/mm):P′=P/ F=(Gd4)/(8D3n) 曲度系数:K =(4C-1)/(4C-4)+ (0.615)/C 旋转比:C =D/d 自由长度(mm):H。=(n+1.5)d+ 2Dι 弹簧钢丝展开长度(mm):L≈(n + 2)πD 弹簧单件质量(mg):m≈(πd2/4)Lρ 注:ρ为弹簧材料密度,取ρ=7.85mg/mm3。初拉力P的计算公式与初应力τ。的选取范围:P。=(πd3/8D)τ。 ∵ P。=(πd3/8D)π。取π。C≈60, 则:P。=(πd3/8D)·(60/C)=(23.56d4)/D2 式中:D为弹簧的中径。 当选取初拉力时,推荐初拉力τ。值在图A1阴影区域内选取。本标准中的τ。是按照关系式τ。C≈60确定的,即取τ。上下限的近似中点而算出P。值。 二、小型圆柱螺旋压缩弹簧尺寸及参数 1、弹簧的工作图及型式 1.1 工作图样的绘制按GB 4459.4的规定。 1.2 弹簧的形式分为两端圈并紧不模型(YⅡⅠ)和两端圈并紧磨平型(YⅠ)两种。 2、材料弹簧材料直径为0.16 ~ 0.45mm,并规定使用GB4357中B组钢丝或YB(T)11中B组钢丝。当采用YB(T)11中的B组钢丝时,需在标记中注明代号“S”。 3、弹簧如需设置芯轴或套筒时,其尺寸按图3及表1规定。 4、制造精度弹簧的刚度、外径、自由高度按GB1973规定的3级精度制造。如果按2级精度制造时。则加注符号“2”。但两端面对外廓素线的垂直度按3级精度制造。
圆柱螺旋弹簧的结构制造 材料及许用应力 The latest revision on November 22, 2020
圆柱螺旋弹簧的结构、制造、材料及许用应力 (一) 圆柱螺旋弹簧的结构形式 1. 圆柱螺旋压缩弹簧 如下左图所示,弹簧的节距为p,在自由状态下,各圈之间应有适当的间距δ,以便弹簧受压时,有产生相应变形的可能。为了使弹簧在压缩后仍能保持一定的弹性,设计时还应考虑在最大载荷作用下,各圈之间仍需保留一定的间距δ1。δ1的大小一般推荐为: δ1=≥ 式中d为弹簧丝的直径。 圆柱螺旋压缩弹簧 圆柱螺旋压缩弹簧的端面圈 弹簧的两个端面圈应与邻圈并紧(无间隙),只起支承作用,不参与变形,故称为死圈。当弹簧的工作圈数n≤7时,弹簧每端的死圈约为圈;n>7时,每端的死圈约为1~圈。这种弹簧端部的结构有多种形式(上右图)最常用的有两个端面圈均与邻圈并紧且磨平的YI型(图a)、并紧不磨平的YIII型(图c)和加热卷绕时弹簧丝两端锻扁且与邻圈并紧(端面圈可磨平,也可不磨平)的YII型(图b) 三种。在重要的场合,应采用YI型,以保证两支承端面与弹簧的轴线垂直,从而使弹簧受压时不致歪斜。弹簧丝直径d≤时,弹簧
的两支承端面可不必磨平。d>的弹簧,两支承端面则需磨平。磨平部分应不少于圆周长的3/4。端头厚度一般不小于d/8,端面粗糙度应低于。 2.圆柱螺旋拉伸弹簧 如下左图所示,圆柱螺旋拉伸弹簧空载时,各圈应相互并拢。另外,为了节省轴向工作空间,并保证弹簧在空载时各圈相互压紧,常在卷绕的过程中,同时使弹簧丝绕其本身的轴线产生扭转。这样制成的弹簧,各圈相互间即具有一定的压紧力,弹簧丝中也产生了一定的顶应力,故称为有预应力的拉伸弹簧。这种弹簧一定要在外加的拉力大于初拉力P0后,各圈才开始分离,故可较无预应力的拉伸弹簧节省轴向的工作空间。拉伸弹簧的端部制有挂钩,以便安装和加载。挂钩的形式如下右图所示。其中LI型和LII型制造方便,应用很广。但因在挂钩过渡处产生很大的弯曲应力,故只宜用于弹簧丝直径d≤l0mm的弹簧中。LVII、LVIII型挂钩不与弹簧丝联成一体,故无前述过渡处的缺点,而且这种挂钩可以转到任意方向,便于安装。在受力较大的场合,最好采用LVII型挂钩,但它的价格较贵。 圆柱螺旋拉伸弹簧
圆柱螺旋弹簧的结构制造材料及许用应力 公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
圆柱螺旋弹簧的结构、制造、材料及许用应力 (一) 圆柱螺旋弹簧的结构形式 1. 圆柱螺旋压缩弹簧? 如下左图所示,弹簧的节距为p,在自由状态下,各圈之间应有适当的间距δ,以便弹簧受压时,有产生相应变形的可能。为了使弹簧在压缩后仍能保持一定的弹性,设计时还应考虑在最大载荷作用下,各圈之间仍需保留一定的间距δ1。δ1的大小一般推荐为: δ1=≥ 式中d为弹簧丝的直径。 圆柱螺旋压缩弹簧 圆柱螺旋压缩弹簧的端面圈 弹簧的两个端面圈应与邻圈并紧(无间隙),只起支承作用,不参与变形,故称为死圈。当弹簧的工作圈数n≤7时,弹簧每端的死圈约为圈;n>7时,每端的死圈约为1~圈。这种弹簧端部的结构有多种形式(上右图)最常用的有两个端面圈均与邻圈并紧且磨平的YI型(图a)、并紧不磨平的YIII型(图c)和加热卷绕时弹簧丝两端锻扁且与邻圈并紧(端面圈可磨平,也可不磨平)的YII型(图b) 三种。在重要的场合,应采用YI型,以保证两支承端面与弹簧的轴线垂直,从而使弹簧受压时不致歪斜。弹簧丝直径d≤时,弹簧
的两支承端面可不必磨平。d>的弹簧,两支承端面则需磨平。磨平部分应不少于圆周长的3/4。端头厚度一般不小于d/8,端面粗糙度应低于。 2.圆柱螺旋拉伸弹簧 如下左图所示,圆柱螺旋拉伸弹簧空载时,各圈应相互并拢。另外,为了节省轴向工作空间,并保证弹簧在空载时各圈相互压紧,常在卷绕的过程中,同时使弹簧丝绕其本身的轴线产生扭转。这样制成的弹簧,各圈相互间即具有一定的压紧力,弹簧丝中也产生了一定的顶应力,故称为有预应力的拉伸弹簧。这种弹簧一定要在外加的拉力大于初拉力P0后,各圈才开始分离,故可较无预应力的拉伸弹簧节省轴向的工作空间。拉伸弹簧的端部制有挂钩,以便安装和加载。挂钩的形式如下右图所示。其中LI型和LII型制造方便,应用很广。但因在挂钩过渡处产生很大的弯曲应力,故只宜用于弹簧丝直径d≤l0mm的弹簧中。LVII、LVIII型挂钩不与弹簧丝联成一体,故无前述过渡处的缺点,而且这种挂钩可以转到任意方向,便于安装。在受力较大的场合,最好采用LVII型挂钩,但它的价格较贵。 圆柱螺旋拉伸弹簧
圆柱螺旋压缩弹簧计算 项目单位公式及数据 原始条件 最小工作载荷P1N P1=750 最大工作载荷P n N Pn=2200 工作行程h mm h=32 端部结构端部并紧、磨平,支承圈数为1圈 弹簧中径D mm 44 弹簧直径d mm 8 弹簧材料60Si2Mn 旋绕比C 5.5 8 44 = = = d D C 曲度系数K mpa 28 .1 615 .0 4 4 1 4 = + - - = C C C K 材料极限切应力、材料切变 模量 Тi= 471 G=78500 参数计算 初算弹簧刚度P/N/mm 31 . 45 32 750 2200 1 /= - = - = h P P P n 工作极限载荷Pj N 因是I类载荷:Pj≥1.67Pn 顾Pj=1.67×2200=3674 工作极限载荷下的 单圈变形量fj mm fj= j GdK D T ? 2 π =6.16 单圈弹性刚度P'd N/mm P'd 3 4 8d Gd ==471.83 有效圈数n 圈 41 . 10 31 . 45 83 . 471 P / / d= = = P n 按照表11-2-10取标准值n=10.5 总圈数n1圈n1=10.5+2=12.5 弹簧刚度P/N/mm 22 . 24 5. 10 83 . 471 P / /= = = n P d 工作极限载荷下的变形量Fj mm Fj=nfj=10.5×6.16=64.68 节距t mm 16 . 14 8 5. 10 68 . 64 = + = + =d n Fj t 自由高度H0mm H0=nt+1.5d=10.5×14.16+1.5×8=160.68 取标准值H0=160 弹簧外径D2mm D2=D+d=44+8=52 弹簧内经D1mm D1=D-d=44-8=36
弹簧标准精选(最新) G1239.1《GB/T 1239.1-2009 冷卷圆柱螺旋弹簧技术条件第1部分:拉伸弹簧》G1239.2《GB/T 1239.2-2009 冷卷圆柱螺旋弹簧技术条件第2部分:压缩弹簧》G1239.3《GB/T 1239.3-2009 冷卷圆柱螺旋弹簧技术条件第3部分:扭转弹簧》G1358《GB/T 1358-2009 圆柱螺旋弹簧尺寸系列》 G1805《GB/T1805-2001 弹簧术语》 G1972《GB/T1972-2005 碟形弹簧》 G1973.1《GB/T 1973.1-2005 小型圆柱螺旋弹簧技术条件》 G1973.2《GB/T 1973.2-2005 小型圆柱螺旋拉伸弹簧尺寸及参数》 G1973.3《GB/T 1973.3-2005 小型圆柱螺旋压缩弹簧尺寸及参数》 G2088《GB/T 2088-2009 普通圆柱螺旋拉伸弹簧尺寸及参数》 G2089《GB/T 2089-2009 普通圆柱螺旋压缩弹簧尺寸及参数(两端圈并紧磨平或 制扁)》32.20 G2940《GB/T 2940-2005 柴油机用喷油泵、调速器、喷油器弹簧技术条件》 G5218《GB/T5218-1999 合金弹簧钢丝》 G13828《GB/T 13828-2009 多股圆柱螺旋弹簧》 G16947《GB/T 16947-2009 螺旋弹簧疲劳试验规范》 G18983《GB/T18983-2003 油淬火-回火弹簧钢丝》 G19844《GB/T 19844-2005 钢板弹簧》 G23934《GB/T 23934-2009 热卷圆柱螺旋压缩弹簧技术条件》 G23935《GB/T 23935-2009 圆柱螺旋弹簧设计计算》 G25750《GB/T 25750-2010 可锁定气弹簧技术条件》 G25751《GB/T 25751-2010 压缩气弹簧技术条件》 G28269《GB/T 28269-2012 座椅用蛇形弹簧技术条件》 G30817《GB/T 30817-2014 冷卷截锥螺旋弹簧技术条件》 G31214.1《GB/T 31214.1-2014 弹簧喷丸第1部分:通则》 GJ3527《GJB3527-1999 弹簧用高温合金冷拉丝材规范》 GJ5259《GJB5259-2003 航空用合金弹簧钢丝规范》 GJ5260《GJB5260-2003 航空用碳素弹簧钢丝规范》 HB3-51《HB3-51~53-2008 碳素、合金钢丝制圆柱螺旋压缩弹簧》 HB3-54《HB3-54~55-2008 碳素、合金钢丝制圆柱螺旋拉伸弹簧》 HB3-56《HB3-56-2008 碳素、合金钢丝制圆柱螺旋压缩拉伸弹簧规范》 H240《HB/Z240-1993 琴钢丝制圆柱螺旋压缩、拉伸弹簧的设计与制造》 H358《HB/Z358-2005 航空钢弹簧制件热处理》 H8284《HB 8284-2002 弹簧按钮》 H8286《HB 8286-2002 圆形弹簧卡圈》 H8291《HB 8291-2002 压缩弹簧》 H8292《HB 8292-2002 压缩弹簧和拉伸弹簧规范》 WJ760《WJ760-1997 兵器用蝶形弹簧规范》 WJ2674《WJ 2674-2005 小口径火炮用环形弹簧规范》 J3338《JB/T 3338-2013 液压件圆柱螺旋压缩弹簧技术条件》 J6653《JB/T 6653-2013 扁形钢丝圆柱螺旋压缩弹簧》 J6654《JB/T6654-1993 平面涡卷弹簧技术条件》
圆柱螺旋弹簧的结构、制造、材料及许用应力 (一) 圆柱螺旋弹簧的结构形式 1. 圆柱螺旋压缩弹簧 如下左图所示,弹簧的节距为p,在自由状态下,各圈之间应有适当的间距δ,以便弹 簧受压时,有产生相应变形的可能。为了使弹簧在压缩后仍能保持一定的弹性,设计时还 应考虑在最大载荷作用下,各圈之间仍需保留一定的间距δ1。δ1的大小一般推荐为:δ 1=0.1d≥0.2mm 式中d为弹簧丝的直径。 圆柱螺旋压缩弹簧 圆柱螺旋压缩弹簧的端面圈 弹簧的两个端面圈应与邻圈并紧(无间隙),只起支承作用,不参与变形,故称为死圈。当弹簧的工作圈数n≤7时,弹簧每端的死圈约为0.75圈;n>7时,每端的死圈约为1~1.75圈。这种弹簧端部的结构有多种形式(上右图)最常用的有两个端面圈均与邻圈并紧 且磨平的YI型(图a)、并紧不磨平的YIII型(图c)和加热卷绕时弹簧丝两端锻扁且与 邻圈并紧(端面圈可磨平,也可不磨平)的YII型(图b) 三种。在重要的场合,应采用Y I型,以保证两支承端面与弹簧的轴线垂直,从而使弹簧受压时不致歪斜。弹簧丝直径d≤0.5mm时,弹簧的两支承端面可不必磨平。d>0.5mm的弹簧,两支承端面则需磨平。磨 平部分应不少于圆周长的3/4。端头厚度一般不小于d/8,端面粗糙度应低于。
2.圆柱螺旋拉伸弹簧 如下左图所示,圆柱螺旋拉伸弹簧空载时,各圈应相互并拢。另外,为了节省轴向工作空间,并保证弹簧在空载时各圈相互压紧,常在卷绕的过程中,同时使弹簧丝绕其本身的轴线产生扭转。这样制成的弹簧,各圈相互间即具有一定的压紧力,弹簧丝中也产生了一定的顶应力,故称为有预应力的拉伸弹簧。这种弹簧一定要在外加的拉力大于初拉力P0后,各圈才开始分离,故可较无预应力的拉伸弹簧节省轴向的工作空间。拉伸弹簧的端部制有挂钩,以便安装和加载。挂钩的形式如下右图所示。其中LI型和LII型制造方便,应用很广。但因在挂钩过渡处产生很大的弯曲应力,故只宜用于弹簧丝直径d≤l0mm的弹簧中。LVII、LVIII型挂钩不与弹簧丝联成一体,故无前述过渡处的缺点,而且这种挂钩可以转到任意方向,便于安装。在受力较大的场合,最好采用LVII型挂钩,但它的价格较贵。 圆柱螺旋拉伸弹簧
圆柱弹簧设计汇总
一,圆柱螺旋压缩弹簧各部分名称及尺寸关系 此图为圆柱螺旋压缩弹簧各部分尺寸,图中尺寸的意义如下 1. 簧丝直径d 弹簧的钢丝直径(俗称线径或线径) 2. 弹簧外径D 弹簧的最大直径(俗称大径,也有的公司用OD来表示外径,知道就好,不要学这种坏习惯) 3. 弹簧内径D1弹簧的最小直径(俗称小径,也有的公司用ID来表示内径,知道就好,不要学这种坏习惯) 4. 弹簧中径D2弹簧的平均直径(俗称中心径,也有的公司用Dcen来表示外径,知道就好,不要学这种坏习惯) 5. 节距t 除两端支撑圈外,弹簧上相邻两圈在相对应两之间的轴向距离 6. 弹簧圈数弹簧圈数共有三种,即有效圈数n,支撑圈n2,和总圈数n1. 7. 自由高度H0 弹簧在不受外力时的高度(或长度),H0=nt+(n2-0.5)d 当然弹簧的参数远远不只这些,像一些疲劳特性计算,有效寿命的计算, 载荷与变形屈服曲线,弹簧刚度有限元分析等,在扫盲班中就不做解释了,放在后面提高班中再介绍. 接下来简单介绍一下弹簧的加工艺: 我们常用碳素弹簧钢、合金弹簧钢、不锈弹簧钢以及铜合金、镍合金和橡胶等材料来制作弹簧。弹簧的制造方法有冷卷法和热卷法。弹簧丝直径小于8毫米的一般用冷卷法,大于8毫米的用热卷法。有些弹簧在制成后还要进行强压或喷丸处理,可提高弹簧的承载能力。 我们回到正题,讨论一下此次扫盲题的分析及计算: 首先我们要搞清楚弹簧的刚度计算公式~ 弹簧刚度值我们用K来表示,单位是N/mm2
K=G*d^4/8*d2^3*n 其中G是指材料的切变模量(俗称弹性系数),此数据一般可通过查表获得,也可以要求供应厂商提供材料物性表获得.常见的像SUS631,SUS316,SUS304,SUS302等为70000N/mm2 弹簧刚,65Mn等等约为 80000N/mm2~ 求得K值后后,我们还需获得弹簧的作用长度L值,此长度由我们设计者来设计确 定。 作用长度指弹簧的预压长度+作用行程长度之和如一个弹簧由10压缩至6,那么它的作用长度则为4.如果还有预压高度,也要一并算入作用长度。 最后弹簧作用力P值为:P=K*L 以题目为例,(此题没有标准答案,给了很大的空间让我们去设计) 1,选用材料,这要看我们的实际产品需求去自行选择,目的就是要求学会材料的切变模量的获得 2,分析装配关系,确定我们弹簧的内外径,有效圈数,及线径的取值范围,由图面分析我们可以知道,弹簧的内径不应小于8.4 外径不应大于15 自由高度不应小于10 当产品处于ACTION STATE时,还要考虑到弹簧线径d和总圈数n1的选取.如果线径过粗,总圈数过多,就会造成干涉使产品不能到达ACTION STATE. 3.自选将相关设计参数代入公式中,获得弹簧参数 首先确定K值。假如我们选取65Mn作为弹簧材料,查表得65M材料切变模量(材料
15.3 圆柱螺旋压缩(拉伸)弹簧的设计计算 (三) 圆柱螺旋压缩(拉伸)弹簧受载时的应力及变形 圆柱螺旋弹簧受压或受拉时,弹簧丝的受力情况是完全一样的。现就下图<圆柱螺旋压缩弹簧的受力及应力分析>所示的圆形截面弹簧丝的压缩弹簧承受轴向载荷P的情况进行分析。 由图<圆柱螺旋压缩弹簧的受力及应力分析a>(图中弹簧下部断去,末示出)可知,由于弹簧丝具有升角α,故在通过弹簧轴线的截面上,弹簧丝的截面A-A呈椭圆形,该截面上作用着力F及扭矩。因而在弹簧丝的法向截面B-B上则作用有横向力Fcosα、轴向力Fsinα、弯矩M=Tsinα及扭矩Tˊ= T cosα。由于弹簧的螺旋升角一般取为α=5°~9°,故sinα≈0;cosα≈1(下图<圆柱螺旋压缩弹簧的受力及应力分析b>),则截面B-B上的应力(下图<圆柱螺旋压缩弹簧的受力及应力分析c>)可近似地取为 式中C=D2/d称为旋绕比(或弹簧指数)。为了使弹簧本身较为稳定,不致颤动和过软,C值不能太大; 但为避免卷绕时弹簧丝受到强烈弯曲,C值又不应太小。C值的范围为4~16(表<常用旋绕比C值>), 常用值为5~8。 圆柱螺旋压缩弹簧的受力及应力分析 常用旋绕比C值 为了简化计算,通常在上式中取1+2C≈2C(因为当C=4~16时,2C>>l,实质上即为略去了τp),由 于弹簧丝升角和曲率的影响,弹簧丝截面中的应力分布将如图<圆柱螺旋压缩弹簧的受力及应力分析>c 中的粗实线所示。由图可知,最大应力产生在弹簧丝截面内侧的m点。实践证明,弹簧的破坏也大多由这点开始。为了考虑弹簧丝的升角和曲率对弹簧丝中应力的影响,现引进一个补偿系数K(或称曲度系数),则弹簧丝内侧的最大应力及强度条件可表示为
弹簧国家标准一览 中国的弹簧标准化工作始于60年代初期,至今已40多年历史,已经形成了较为完善的标准体系,目前已有弹簧国家标准22项、行业标准30项。1999年由国家质检总局批准成立全国弹簧标准化技术委员会(SAC/TC235),弹簧标准化工作得以全面推进。2004年国际上成立了ISO/TC 227(弹簧),我国以成员身份参与工作,这标志着中国弹簧标准化工作进入了新的阶段,即;全面跟踪、实质性参与工作阶段。 -------------------------------------弹簧标准目录: GB/T 1239.2-1989 冷卷圆柱螺旋压缩弹簧技术条件 GB/T 1239.3-1989 冷卷圆柱螺旋扭转弹簧技术条件 GB/T 1239.4-1989 热卷圆柱螺旋弹簧技术条件 GB/T 1239.6-1989 圆柱螺旋弹簧设计计算 GB/T 1973.1-1989 小型圆柱螺旋弹簧技术条件 GB/T 1973.2-1989 小型圆柱螺旋拉伸弹簧尺寸及参数 GB/T 1973.3-1989 小型圆柱螺旋压缩弹簧尺寸及参数 GB/T 2087-2001 圆柱螺旋拉伸弹尺寸及参数(半圆钩环型) GB/T 2088-1997 圆柱螺旋拉伸弹(圆钩环压中心型)尺寸及参数 GB/T 2089-1994 圆柱螺旋压缩弹簧(两端并紧磨平或锻平型)尺寸及参数 GB/T 4142-2001 圆柱螺旋拉伸弹尺寸及参数(圆钩环型) GB/T 2785-1988 内燃机气门弹簧技术条件 GB/T 2940-1982 柴油机用喷油泵、调速器、喷油器弹簧技术条件 GB/T 4036-1983 手表发条 GB/T 4037-1983 手表游丝
弹簧参数及尺寸 一、小型圆柱螺旋拉伸弹簧尺寸及参数 1、弹簧的工作图及形式 1.1 工作图样的绘制按GB4459、4规定。 1.2 弹簧的形式分为A型和B型两种。 2、材料弹簧材料直径为0.16~0.45mm,并规定使用GB4357中B组钢丝或YB(T)11中B组钢丝。采用YB(T)11中B组钢丝时,需在标记中注明代号“S”。 3、制造精度弹簧的刚度、外径、自由长度按GB1973规定的3级精度制造。如需按2级精度制造时,加注符号“2”,但钩环开口尺寸均按3级精度制造。 4、旋向弹簧的旋向规定为右旋。如需左旋应在标记中注明“左”。 5、钩环开口弹簧钩环开口宽度a为0.25D~0.35D。注:D为弹簧中径。 6、表面处理 6.1采用碳素弹簧钢丝制造的弹簧,表面一般进行氧化处理,但也可进行镀锌、镀镉、磷化等金属镀层及化学处理。其标记方法应按GB1238的规定。 6.2采用弹簧用不锈钢丝制造的弹簧,必要时可对表面进行清洗处理,不加任何标记。 7、标记 7.1标记的组成弹簧的标记由名称、型式、尺寸、标准编号、材料代号(材料为弹簧用不锈钢丝时)以及表面处理组成。规定如下: 7.2标记示例 例1:A型弹簧,材料直径0.20mm,弹簧中径3.20mm,自由长度8.80mm,左旋,刚度、外径和自由长度的精度为2级,材料为碳素弹簧钢丝B组,表面镀锌处理。 标记:拉簧A0.20*3.20*8.80-2左GB1973.2——89-D-Zn 例2:B型弹簧,材料直径0.40mm,弹簧中径5.00mm,自由长度17.50mm,右旋,刚度、外径和自由长度的精度为3级,材料为弹簧用不锈钢丝B组。 标记:拉簧B0.40*5.00*17.50 GB1973.2--89-S 8、计算依据标准中的计算采用如下基本公式: 切应力(N/mm²):τ=(8PDK)/(πd³) 变形量(mm):F=(8PD³n)/ Gd4 弹簧钢度(N/mm):P′=P/ F=(Gd4)/(8D³n) 曲度系数:K =(4C-1)/(4C-4)+ (0.615)/C 旋转比:C =D/d 自由长度(mm):H。=(n+1.5)d+ 2Dι 弹簧钢丝展开长度(mm):L≈(n + 2)πD 弹簧单件质量(mg):m≈(πd²/4)Lρ 注:ρ为弹簧材料密度,取ρ=7.85mg/mm³。初拉力P的计算公式与初应力τ。的选取范围:P。=(πd³/8D)τ。 ∵P。=(πd³/8D)π。取π。C≈60, 则:P。=(πd³/8D)·(60/C)=(23.56d4)/D² 式中:D为弹簧的中径。 当选取初拉力时,推荐初拉力τ。值在图A1阴影区域内选取。本标准中的τ。是按照关系式τ。C≈60确定的,即取τ。上下限的近似中点而算出P。值。 二、小型圆柱螺旋压缩弹簧尺寸及参数 1、弹簧的工作图及型式 1.1 工作图样的绘制按GB 4459.4的规定。 1.2 弹簧的形式分为两端圈并紧不模型(YⅡⅠ)和两端圈并紧磨平型(YⅠ)两种。
圆柱螺旋弹簧设计计算 一.弹簧的参数名称及代号 GB/T 1239.6-93 二.基本计算公式 弹簧的强度和变形的基本计算公式 1.材料切应力:P d c k P d D 2388ππτ==. 2.弹簧变形量:P Gd n c P Gd n D F 34 388==
3.弹簧的刚度:n c GD n D Gd F P P 434' 88=== 4.弹簧变形量:2 22 'F D PF U == 5.弹簧材料直径:] [6 .1τKPC d = 6.弹簧的中径:D=Cd 7.弹簧的有效圈数:P c GD P D F Gd n 4 3488== 8.曲度系数:c c c K 615.04414+--= 9.弹簧特性:为了保证指定的负荷,弹簧变形量应在试验负荷下变形量Fs 的 20%~80%之间: 0.2Fs ≤F 1,2,3~n ≤0.8Fs 10.在特殊需要保证刚度时,其刚度按试验负荷下变形量Fs 的30%~70%之间,由两负荷点的负荷差之比来确定:1 21 2F F P P P ,--= 11.试验负荷Ps 为测定弹簧特性时,弹簧允许承受的最大负荷,其值可按其曲度系数K=1,导出: s D d Ps τπ83 = 式中τs 为试验切应力,其最大值取表3和 表4中的Ⅲ类负荷下的许用切应力值。 12.压并负荷Pb 为弹簧压并时的理论负荷,对应的压并变量为Fb 。切变模量G 值按弹簧常用材料表查取,当工作温度超过60度时,就对常温下的G 值进行修正:Gt=KtG 。 Kt 温度修正系数表 13.弹簧中径:2)(21D D D += 14弹簧内径:D 1=D -d 15.弹簧外径:D 2=D+d a .当弹簧两端固定时,从自由高度到并紧时,中径增大为: D D d t D )05.0(2 2 2-=?
设计弹簧时,除选择材料及规定热处理要求外,主要是根据最大工作载荷、最大变形以及结构要求等来确定弹簧的钢丝直径d 、中径D 、工作圈数n 、节距t 或螺旋升角α和高度H 等,通常取弹簧钢丝直径d 、中径D 、工作圈数n 为最优化设计的设计变量,即 123x d X x D n x ????????==??????? ????? (1) 目标函数可根据弹簧的工作特点和对它的专门要求来建立。例如,由于因工作特点极易导致疲劳损坏的弹簧,则应以疲劳安全系数最大作为最优化设计的目标;对于受到高速运转机构变载作用的弹簧,则应以其一阶自振频率最大或最小作为最优化设计的目标,使自振频率值远离载荷变化频率值,以避免共振;对于安装空间很紧、要求尽量减少轮廓尺寸的弹簧,则应以其外径或高度最小,从而得到最小安装尺寸作为最优化设计的目标;当价格成为主要问题时,也可以以弹簧的成本最小作为目标;还有按满应力原则建立目标函数的。对于一般弹簧,通常以质量或钢丝的体积最小作为最优化设计的目标,这时目标函数可表达为: 2 2()4f X d Dn πρ= (2) 式中,ρ为弹簧钢丝材料的密度,67.6410ρ-=?kg/mm 3 将ρ值及式(1)代入式(2),得以弹簧工作部分(除支撑圈外)的质量为目标的函数表达式: 42123()0.1885110f X x x x -=? (3) 约束条件可根据对弹簧功能的要求和结构限制列出: (1)根据对弹簧刚度的要求范围:min max k k k ≤≤(438Gd k D n =),得约束条件 411min 323 ()08Gx g X k x x =-≤ (4) 412max 323 ()08Gx g X k x x =-≤ (5) 式中G 为弹簧材料的剪切弹性模量。 (2)根据弹簧钢丝的产品尺寸规格,给出弹簧钢丝直径d 的限制范围: min max d d d ≤≤,从而得约束条件 3min 1()0g X d x =-≤ (6) 41max ()0g X x d =-≤ (7) (3)根据弹簧安装空间对其中径D 的限制而有 5min 2()0g X D x =-≤ (8)
圆柱螺旋压缩(拉伸)弹簧的设计计算
圆柱螺旋压缩(拉伸)弹簧的设计计算 (一)几何参数计算普通圆柱螺旋弹簧的主要几何尺寸有:外径D、中径D2、内径D1、节距p、螺旋升角α及弹簧丝直径d。由下图圆柱螺旋弹簧的几何尺寸参数图可知,它们的关系为: 式中弹簧的螺旋升角α,对圆柱螺旋压缩弹簧一般应在5°~9°范围内选取。弹簧的旋向可以是右旋或左旋,但无特殊要求时,一般都用右旋。 圆柱螺旋弹簧的几何尺寸参数 普通圆柱螺旋压缩及拉伸弹簧的结构尺寸计算公式见表([color=#0000ff 普通圆柱螺旋压缩及拉伸弹簧的结构尺寸(mm)计算公式)。
普通圆柱螺旋压缩及拉伸弹簧的结构尺寸(mm)计算公式 参数名称及代号 计算公式 备注压缩弹簧拉伸弹簧 中径D2D2=Cd 按普通圆柱螺旋弹簧尺寸系列表取标准值 内径D1D1=D2-d 外径D D=D2+d 旋绕比C C=D2/d 压缩弹簧长细比 b b=H0/D2 b在1~5.3的范 围内选取 自由高度或长度 H0H0≈pn+(1.5~2)d (两端并紧,磨 平) H0≈pn+(3~3.5)d H0=nd+钩环轴向长 度
质量m s m s= γ为材料的密度,对各种钢,γ=7700kg/; 对铍青 ?(二)特性曲线 弹簧应具有经久不变的弹性, 且不允许产生永久变形。因此在设 计弹簧时,务必使其工作应力在弹 性极限范围内。在这个范围内工作 的压缩弹簧,当承受轴向载荷P 时,弹簧将产生相应的弹性变 形,如右图a所示。为了表示弹簧 的载荷与变形的关系,取纵坐标表 示弹簧承受的载荷,横坐标表示弹 簧的变形,通常载荷和变形成直线 关系(右图b)。这种表示载荷与变 形的关系的曲线称为弹簧的特性曲 线。对拉伸弹簧,如图<圆柱螺旋 拉伸弹簧的特性曲线>所示,图b 为无预应力的拉伸弹簧的特性曲 线;图c为有预应力的拉伸弹簧的 特性曲线。 右图a中的H0是压缩弹簧在 没有承受外力时的自由长度。弹簧 在安装时,通常预加一个压力 F min,使它可靠地稳定在安装位置 上。F min称为弹簧的最小载荷(安 装载荷)。在它的作用下,弹簧的 长度被压缩到H1其压缩变形量为 λmin。F max为弹簧承受的最大工 作载荷。在F max作用下,弹簧长 度减到H2,其压缩变形量增到 λmax。λmax与λmin的差即为 弹簧的工作行程h,h=λmax- λmin。F lim为弹簧的极限载荷。 在该力的作用下,弹簧丝内的应力 达到了材料的弹性极限。与F lim 圆柱螺旋压缩弹簧的特性曲线
中国的弹簧标准化工作始于60年代初期,至今已40多年历史,已经形成了较为完善的标准体系,目前已有弹簧国家标准22项、行业标准30项。1999年由国家质检总局批准成立全国弹簧标准化技术委员会(SAC/TC235),弹簧标准化工作得以全面推进。2004年国际上成立了ISO/TC 227(弹簧),我国以成员身份参与工作,这标志着中国弹簧标准化工作进入了新的阶段,即;全面跟踪、实质性参与工作阶段。 GB/T 1239.2-1989 冷卷圆柱螺旋压缩弹簧技术条件 GB/T 1239.3-1989 冷卷圆柱螺旋扭转弹簧技术条件 GB/T 1239.4-1989 热卷圆柱螺旋弹簧技术条件 GB/T 1239.6-1989 圆柱螺旋弹簧设计计算 GB/T 1973.1-1989 小型圆柱螺旋弹簧技术条件 GB/T 1973.2-1989 小型圆柱螺旋拉伸弹簧尺寸及参数 GB/T 1973.3-1989 小型圆柱螺旋压缩弹簧尺寸及参数 GB/T 2087-2001 圆柱螺旋拉伸弹尺寸及参数(半圆钩环型) GB/T 2088-1997 圆柱螺旋拉伸弹(圆钩环压中心型)尺寸及参数 GB/T 2089-1994 圆柱螺旋压缩弹簧(两端并紧磨平或锻平型)尺寸及参数 GB/T 4142-2001 圆柱螺旋拉伸弹尺寸及参数(圆钩环型) GB/T 2785-1988 内燃机气门弹簧技术条件 GB/T 2940-1982 柴油机用喷油泵、调速器、喷油器弹簧技术条件 GB/T 4036-1983 手表发条 GB/T 4037-1983 手表游丝 GB/T 1972-2005 碟形弹簧 GB/T 10867-1989 弹簧减振器 GB/T 13828-1992 多股圆柱螺旋弹簧 GB/T 9296-1988 地弹簧 GB/T 1805-2001 弹簧术语 GB/T 1358-1993 圆柱螺旋弹簧尺寸系列 JB/T 6655-1993 耐高温弹簧技术条件 JB/T 10416-2004 汽车悬架用螺旋弹簧技术条件 JB/T 10417-2004 摩托车减震弹簧技术条件 JB/T 10418-2004 气弹簧设计计算 JB/T 6653-1993 扁钢丝圆柱螺旋压缩弹簧 JB/T 6654-1993 平面涡卷弹簧技术条件 JB/T 7366-1994 平面涡卷弹簧设计计算 JB/T 8584-1997 橡胶—金属螺旋复合弹簧 JB/T 9129-2000 60Si2Mn钢螺旋弹簧金相检验 JB/T 9127-2000 圆柱螺旋弹簧喷丸技术规范 JB/T 3338.1-1993 液压件圆柱螺旋压缩弹簧技术条件 JB/T 3338.2-1993 液压件圆柱螺旋压缩弹簧设计计算 JB/T 8046.1-1996 压缩气弹簧 JB/T 8046.2-1996 可锁定气弹簧 JB/T 7367.1-2000 圆柱螺旋压缩弹簧超声波探伤方法 JB/T 7757.1-1995 机械密封用圆柱螺旋弹簧 JB/T 7283-1994 农业机械钢板弹簧技术条件 JB/T 50022-1994 农业机械钢板弹簧产品质量分等
圆柱螺旋压缩弹簧计算示例 圆柱螺旋压缩弹簧计算示例之一 项目单位公式及数据 原始条件最小工作载荷P1N P1=60 最大工作载荷P n N Pn=240 工作行程h mm h=36±1 弹簧外径D2mm D2≤45 弹簧类别N=103~106次 端部结构端部并紧、磨平,支承圈数为1圈弹簧材料碳素弹簧钢丝C级 参数计算 初算弹簧刚度P/N/mm 5 36 60 240 1 /= - = - = h P P P n 工作极限载荷Pj N 因是II类载荷:Pj≥1.25Pn 顾Pj=1.25×210=300 弹簧材料直径d及弹簧中径 D与有关参数 根据Pj与D条件从表11-2-19得: d D Pj fj P d/ 3.5 38 306.97 11.37 27 有效圈数n 圈 4.5 5 27 P / / d= = = P n 按照表11-2-10取标准值n=5.5 总圈数n1圈n1=n+2=5.5+2=7.5 弹簧刚度P/N/mm 9.4 5.5 27 P / /= = = n P d 工作极限载荷下的变形量Fj mm Fj=nfj=5.5×11.37=14.95 节距t mm 95 . 14 5.3 5.5 63 = + = + =d n Fj t 自由高度H0mm H0=nt+1.5d=5.5×14.95+1.5×3.5=87.47 取标准值H0=90 弹簧外径D2mm D2=D+d=38+3.5=41.5 弹簧内经D1mm D1=D-d=38-3.5=34.5 螺旋角a (°) 14 .7 38 95 . 14 arctan arctan= ? = = c D t a π π 展开长度L mm 902 14 .7 cos 5.7 38 cos 1= ? ? = = π π a Dn L 验算最小载荷时高度H1mm 76 . 77 9.4 60 90 / 1 1 = - = - = P P H H
1)应用范围 在图纸上有要求时,应使用本标准。 如有特别说明或附加说明,应标注在图纸和/或有关标准上。 2)在图纸上的标注 2.1 必须遵守的规定 ●标准7413 2.2 可以采用的规定 ●喷丸处理(Pallinatura) ●保护性涂料 3.产品鉴定说明 按下面各段的规定,进行元件的验证和试验,并将试验结果与图纸规定进行比较。 3.1试验环境(除特别规定者外) 温度: 23°± 5° 大气压力:860~1060毫巴 相对湿度:45~70% 4.一般特性 4.1外观检查 无保护性涂料的弹簧,其表面应无锈蚀和氧化皮,螺旋的内部不得有卷绕工具所造成的痕迹。 表面检查应用2X放大镜进行;如有怀疑,应用电磁式测量仪检查。 在经喷丸处理或带涂料的弹簧上,即使弹簧内部的表面层亦应完整。 除图纸上另外有规定者外,弹簧有效段的节距应均匀,从有效段至弹簧的端部应均匀过渡。 4.2标志 如会影响弹簧的疲劳寿命,弹簧上的标志通常可以省去。通常可只用油漆点作为标志以方便安装,此时安装工作必须按图纸说明进行。 4.3尺寸与公差 尺寸和公差应按图纸和标准加以检查;弹簧的标准数值见附件5及主要参数图。 所规定的自由长度(Lo)仅为参考值,供应商可以作必要的变化,以满足负荷和挠性方面的规定公差。弹簧的压紧长度(Lb)只在图纸上有规定时才须作为最高要求加以检验。 4.3.1平行度和垂直度 支承面的平行度误差和弹簧轴线相对于支承面的垂直度误差之最大允许值按图纸规定。 4.3.2尺寸测量
试验应用3个弹簧进行: ●按“试验结果”表(附件1)进行特性尺寸测量并将结果记录在表内。 ●按表上规定的检验负荷(Pc)进行这些弹簧的试验,共8次。 ●在气阀关闭和打开的高度上进行负荷检查。 ●将测得的数值记入附件1的表格内。 ●对任一弹簧进行挠性计算,将结果记入附件1的表格内。 ●用计量学方法测定支承面的平行度误差和弹簧轴线相对于支承面的垂直度误差,并将结果 记入附件1的表格内。 如实测值或计算值不在规定范围内,样品便属不及格。 4.4材料 图纸上规定使用之钢丝,其成分和状态应符合标准2368LT的规定。如图纸上规定要采用喷丸处理,应按标准2457L.T.的规定在成品上进行规定的试验。 4.5脱碳 试验应按标准2457L.T.进行。脱碳深度检查应按标准2368L.T.进行。 4.6质量(重量) 元件理论质量(重量)的测定应按供应商与定货人的商定,用以下办法之一进行: ●根据图纸规定的尺寸和公差、材料表规定的体积重量以及造型上的技术必要性,进行数学 计算。 ●计算10个合格元件的重量之算术平均值。 5) 弹性特性 5.1 热态粘滞性屈服(cedimento viscoso a caldo) 非破坏性:关于整个试验循环,参照附件2的表。 5.1.1 试验说明 1.给6个弹簧作上1~6的编号。 2.将1号弹簧放在天平的下盘上。 3.通过合适的手轮,使弹簧与天平的上盘接触并加上0.2kg的预负荷。 4.在此情况下通过位移传感器测量弹簧的自由高度,将结果记录在表格的“收货状态”(pervenuto)栏内。 5.将弹簧压缩至表格的第一部分规定的“阀门关闭”高度。 6.测量相应的负荷并记入表格内。 7.将弹簧压缩至表格的第一部分规定的“阀门打开”高度。 8.测量相应的负荷并记入表格内。 9.将弹簧压缩至表格的最后一行规定的负荷Pc为止,共进行8次。 10、重复进行步骤4~8,将实测数值记入表格内的“8次检验负荷循环后”那栏内。 11、对所有其它弹簧重复步骤2~10。 12、用合适的工具将6个弹簧压缩至“阀门打开”的高度。 13、将工具锁定并将之连同弹簧一起放入130±2°C的恒温炉内48±1小时。 14、将弹簧从工具内取出并在常温下冷却约30分钟。如由于任何原因弹簧要在工具内冷却,