
车、镗孔类切削力和切削功率计算
黄色部分自动计算,无需填写
刀具直径齿数平均切削速度主轴转速切削截面面积 A [mm2] D[mm]Z Vc[m/min]n[1/min]每齿进给量 fz [mm]切削深度 ap [mm] 4611208300.153
4611208300.153
1601751490.253
6311608080.253
01150#DIV/0!0.23
铣加工类切削功率及扭距计算
黄色部分自动计算,无需填写
刀具直径齿数切削速度主轴转速每齿进给量校核平均切削厚度D[mm]Z Vc[m/min]n[1/min] fz [mm]ae/D<30% hm[mm] 250362202800.30.255
40316012730.150.150
41.8318013710.10.022
12571924890.10.094
49317511370.30.061
hm 典型值
hm =0.15~0.25(钢、铸钢、灰铸铁、球墨铸铁)
hm =0.08~0.15(CrNi钢、钛合金)
hm =0.05~0.08(非铁金属)
注:1、表格中紫色区域为需输入的参数,红色区域为所得计算结果,蓝色区域为校核数
2、需输入的参数在车加工、铣加工培训资料中查找。
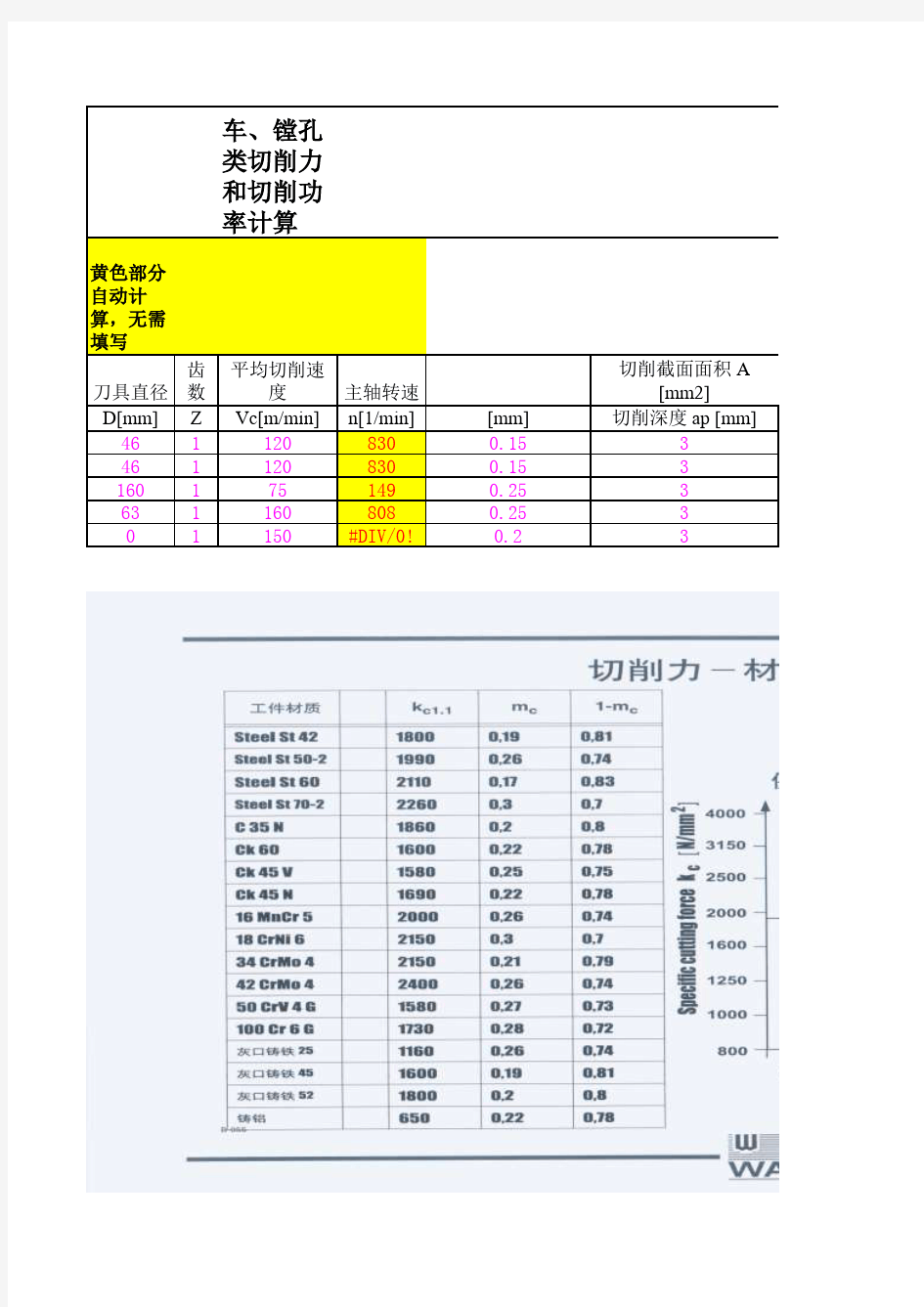
A [mm2]进给量切削厚度切削宽度切削力增长系数材料修整系数
主偏角Kr[ °]Vf [mm/min]h [mm] b [mm]1-mc Kc1.1 177.2124.560.0161.410.742400
90124.560.15 3.000.742400
177.237.300.0161.410.742400
90202.100.25 3.000.741800
75#DIV/0!0.19 3.110.741160
校核平均切削厚度切削深度 切削宽度进给量材料修整系数可用功率系数ae/D≥30% hm[mm]ap [mm]ae[mm]Vf[mm/min]Kc 0.7~0.9
0.331803025.2212000.8
0.092840572.9615800.8
0.1202411.2115800.8
0.1 2.5110342.2515800.8
0.3221023.1416600.8
算结果,蓝色区域为校核数据。
单刃主切削力单刃进给力刀片磨损系数Kv系统效率η单刃所需功率单刃所需扭距Fc[N] Ff [N] 1.25~1.40.7~0.85Pmot [Kw]Mc [N.m] 3877.3562326.413 1.250.812.12139.484 1768.6421061.185 1.250.8 5.5363.625 5658.5313395.119 1.250.811.05708.035 1935.8401161.504 1.250.88.0795.376 1067.225640.335 1.300.8 4.34#DIV/0!