连杆孔加工工艺与夹具设计
第1章课程设计
1.1零件分析
一、整体零件分析:
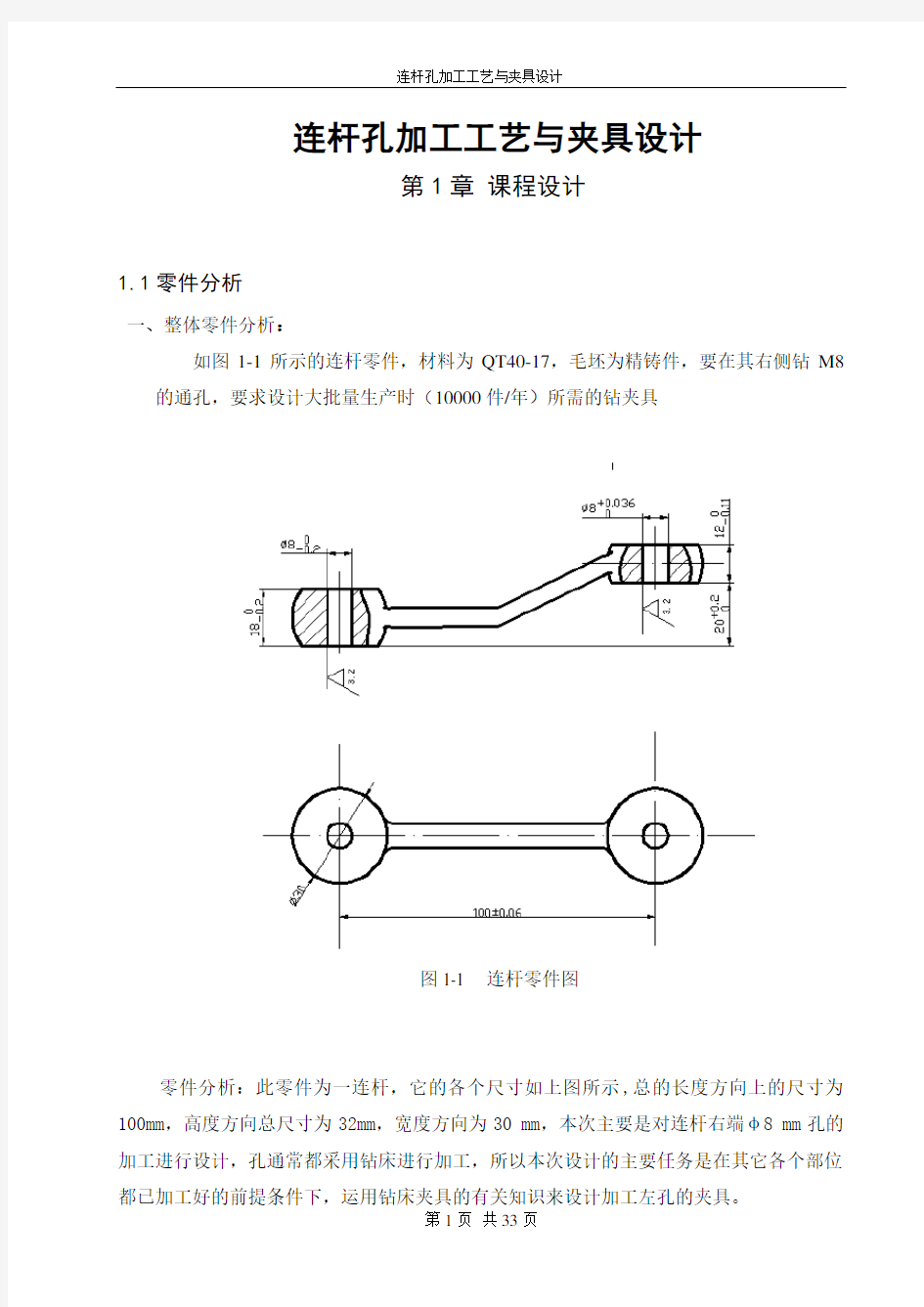
如图1-1所示的连杆零件,材料为QT40-17,毛坯为精铸件,要在其右侧钻M8的通孔,要求设计大批量生产时(10000件/年)所需的钻夹具
图1-1 连杆零件图
零件分析:此零件为一连杆,它的各个尺寸如上图所示,总的长度方向上的尺寸为100mm,高度方向总尺寸为32mm,宽度方向为30 mm,本次主要是对连杆右端φ8 mm孔的加工进行设计,孔通常都采用钻床进行加工,所以本次设计的主要任务是在其它各个部位
1.2 定位基准的选择
使用夹具安装工件时,首先要使工件在夹具中占有正确的位置,即工件的定位。通过工件的定位,使得每一个被加工的工件重复放置到夹具体中都能准确占据由定位元件规定的同一个位置,对一批工件来说,每个工件放置到夹具中都能准确占据同一位置。
一、定位原理
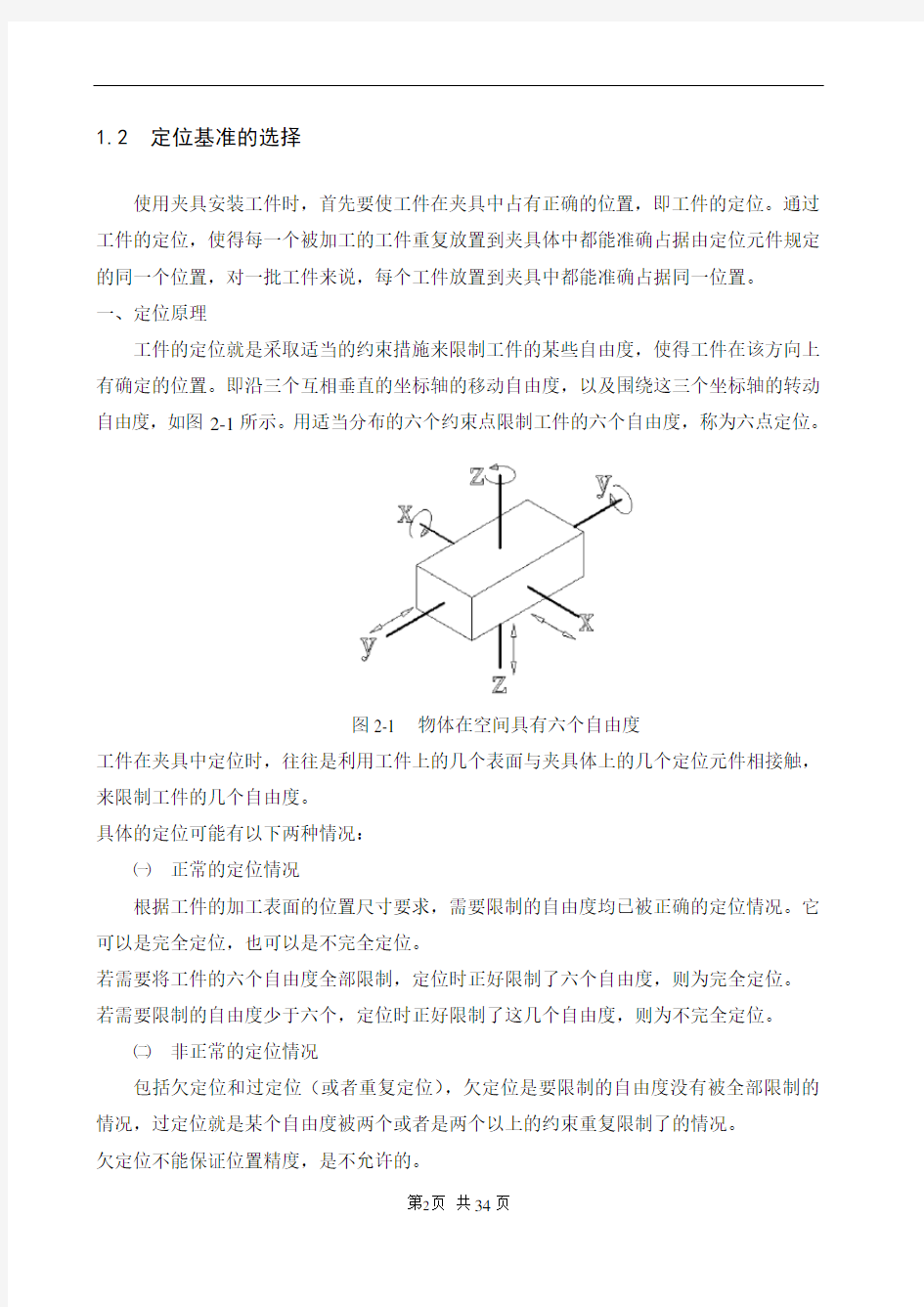
工件的定位就是采取适当的约束措施来限制工件的某些自由度,使得工件在该方向上有确定的位置。即沿三个互相垂直的坐标轴的移动自由度,以及围绕这三个坐标轴的转动自由度,如图2-1所示。用适当分布的六个约束点限制工件的六个自由度,称为六点定位。
图2-1 物体在空间具有六个自由度
工件在夹具中定位时,往往是利用工件上的几个表面与夹具体上的几个定位元件相接触,来限制工件的几个自由度。
具体的定位可能有以下两种情况:
㈠正常的定位情况
根据工件的加工表面的位置尺寸要求,需要限制的自由度均已被正确的定位情况。它可以是完全定位,也可以是不完全定位。
若需要将工件的六个自由度全部限制,定位时正好限制了六个自由度,则为完全定位。
若需要限制的自由度少于六个,定位时正好限制了这几个自由度,则为不完全定位。
㈡非正常的定位情况
包括欠定位和过定位(或者重复定位),欠定位是要限制的自由度没有被全部限制的情况,过定位就是某个自由度被两个或者是两个以上的约束重复限制了的情况。
欠定位不能保证位置精度,是不允许的。
过定位一般是不允许的,因为它可能会造成一些不良的后果,如工件与定位元件的接触点不稳定,使一批工件的位置一致性较差;会增加工件及夹具的夹紧变形;也可能导致部分工件不能顺利地与定位元件接触来实现定位。因此,通常应该采取措施避免过定位。但有时采用这种形式的定位也有一定的好处,这是只要工件定位基准和夹具定位元件都具有较高的形状和位置精度,过定位是允许的。
二、选择合理的定位基准
㈠定位基准必须与工艺基准重合,并尽量与设计基准重合,以减小定位误差,获得最大加工允许,降低夹具制造精度。当定位基准与工艺基准或设计基准不重合时,需进行必要的加工尺寸及其允差的换算。
㈡择工件上最大的平面,最长的圆柱面或圆柱轴线为定位基准,以提高定位精度,并使定位稳定、可靠。
㈢择定位元件时,要防止出现超定位现象。
㈣工件各加工工序中,力求采用同一基准,并避免因基准更换而降低工件各表面相互位置的准确度。
㈤铸、锻件以毛坯面作为第一道工序的基准时,应选择比较光滑的表面作基准面,避开冒口、浇口或分型面等凸起的不平整的部位。
图2-2 定位基准与夹紧方案图
根据定位原理以及选择定位基准的注意点,综合连杆结构的特点,连杆的定位方式如图2-2所示,选择可以限制连杆左右移动的定位元件,钻的孔为一通孔,并且这个孔又为一个中心孔,因此我们不需要完全限制工件六个自由度,我们可以忽略工件孔轴线方向上的上下两个自由度以及绕着孔轴线的旋转的两个自由度。只要限制工件左右方向上的自由度,所以连杆上下方向的约束可以解除,但是由于要加工为右面的孔,它与底座有一定的距离,为了钻夹方便以及能够承受一定的力,所以要在右孔的下平面加上一个约束。,因此采用不完全定位的方案来定位以及夹紧要加工的工件即只需限制五个自由度,Z轴向的转动在钻孔时可以忽略。
三主要标准件的选择
1、六角头螺栓GB 5782-86 (连接本体的标准元件)
螺纹规格:
d=M 6 ,公称长度L= 30 mm,
K=5mm, e=10.89mm, S=9.64mm
性能等级为8.8级,
表面氧化,A级
技术条件:1)材料钢
2)螺纹公差6g(GB196-81,GB197-8
3)机械性能d〈=39;8.8、10.9级;d 〉39;按协议(GB3098.1-82)
4)公差产品等级A级用d〈24和l〈10d或〈=150mm(按较小值);产品等B级,用于d 〉24 和l 〉10d或150mm(按较小值)(GB3103.1-82)5)表面处理氧化:镀锌钝化(GB5267-85)
6)表面缺陷按GB5779.1-86)
2、圆柱销GB 119-C4×30
规格尺寸:
公称直径d=4mm,长度L=30mm,
材料为35钢,热处理硬度28~38 HRC,
表面氧化处理的C型
技术条件:按GB 121-86的规定
3、移动压板:A10×80 GB/T2175
规格尺寸:
公称直径=10mm,L=80mm的A型移动压板
L=80mm B=30mm H=16mm l=36mm
l1=17mm b=11mm B1=10mm
配螺纹d:M10
技术条件:1)材料45钢按GB699的规定
2)热处理35~40HRC
3)其他技术条件按GB/T2259的规定
3、六角头螺栓GB5782-86-M6×40
技术条件同零件1
规格尺寸:
d=M6 公称长度L= 26 mm,性能等级8.8级
表面氧化A级
e=11.05mm K=4.25mm S=9.64mm
4夹具本体:
1)一般要求:有足够的刚度和强度,较轻的重量;安装稳定,保证装卸工件方便,工艺性好,便于清理切屑和赃物
2)本体构形本设计采用的是半封闭式的,且是型材和型材用标准元件连接的本体。3)外形尺寸本设计参考有关结构尺寸的经验数据,设计尺寸如下:
壁厚h=25mm ;长:343mm;宽131mm
4)座耳尺寸
查得:
d=8mm D=10mm
D1=20mm L=16mm
5、开槽半沉头螺钉:GB69-M4×16
规格尺寸
d=M4 公称长度L=16mm,性能等级为4.8,
不经表面处理
a=1.4m K=2.7mm t=1.6mm L=16mm
f=1mm,
技术条件1)材料钢
2)螺纹公差:6g(GB196-81 GB197-81)
3)机械性能4.8,5.8级(GB3098.1-820
4)公差产品等级A级(GB3103.1-82)
5)表面处理 不经处理,镀锌钝化(GB5267-85)
6)表面缺陷 按GB5779.1-86
6、支承板 A20×30 GB/T2236
规格尺寸
H=20mm L=30mm A 型 B=12mm l=7.5mm
A=15mm d=4.5mm
d1=8mm h=3mm 孔数n=2
技术条件
1)材料 T8按GB1298的规定
2)热处理 55~60HRC
3)其他技术条件 按GB/T2259的规定
8、六角头螺栓 GB5782-86-M6×112
技术条件同零件1
规格尺寸同零件4
9、移动V 型块 A32 GB/T2211
规格尺寸
N=32mm A 型 D=30mm B=42mm
H=16mm L=55mm l=16mm l1=13mm
b1=13mm b2=24mm b3=10mm
相配件d=M16
技术条件
1)材料 20钢按GB699的规定
2)热处理 渗碳深度
0.8~1.2mm ,58~64HRC
3)其他技术条件 按GB/T2259
10、钻套螺钉 M6×4 GB/T22
规格尺寸
d=M6 L1=4mm d1=9.5mm D=16mm
L=18mm L0=10mm n=1.5 t=2mm
技术条件
1)材料45钢按GB699的规定
2)热处理35~40HRC
3)其他技术条件按GB/T2259的规定
11、可换钻套10F7×15k6×16 GB/T2264
规格尺寸
d=10mm 公差带F7 D=15 D1=26mm D2=22mm
H=16mm h=10mm
h1=4mm r=18mm m=9mm t=0.008
配螺钉M6
技术条件1)材料d〈26mm,T10A按GB1298的规定
2)热处理T10A为58~64HRC,20钢渗碳深度为0.8~1.2mm,58~64HRC
3)其他技术条件GB/T2259的规定
12、钻套用衬套A15×16 GB/T2263
规格尺寸
d=15mm H=16mm
F7极限偏差D=22
D1=26mm t=0.012
技术条件1)材料d〈26mm T10A按GB1298的规定
2)热处理T10A为58~64 HRC,20钢渗碳深度0.8~1.2mm,58~64HRC
3)其他技术条件按GB/TT2259的规
定
13、双头螺柱GB900-BYM10-M10×50 -8.8-Zn
规格尺寸:
旋入机体一端为过盈配合螺纹,旋螺母的一端为粗
牙普通螺纹,d=10mm l=50mm,性能等级为8.8级,
镀锌钝化,B型Bm=2的双头螺柱
Bm=16mm Ds=8mm
技术条件1)材料钢
2)螺纹公差普通螺纹公差6g
3)机械性能4.8,5.8,6.8,8.8,10.9 ,12.9级(GB3098.1-82)
4)公差产品等级B级(GB3103.1-820
5)表面处理不经处理,氧化,镀锌钝化
6)表面缺陷按GB5779.1-86 GB5779.3-86
1.3夹具设计
1.3.1 钻床夹具的特点
各种钻床所使用的夹具,通常称为钻具或钻模。使用钻具的工序,一般是用钻头、惚刀、铰倒和丝锥等刀具来进行加工的。在大多数情况下,加工工程的特点是刀具和机床主轴一起做旋转运动和送给运动,而工件和钻具则固定不动。因此,工件少年宫被加工孔是与刀具旋转轴线同心的,其位置分布可以是同轴线的一些表面,也可以是不同轴线的互相平行或成任意角度的表面。
针对我们所要加工的工件为一个孔,因此要选择使用钻床进行加工。本章的重点就是设计在钻床上所使用的夹具。
㈠机床夹具的组成
夹具的基本组成有以下几个部分:
⒈定位元件及定位装置
用于确定工件在夹具中的正确位置。
⒉夹紧元件及夹紧装置
用于夹紧工件,保持工件定位后的位置在加工过程中不变。
⒊导向或对刀元件
用于确定夹具与刀具的相对位置。如钻夹具中的钻套等。
⒋夹具体
用于将各种元件、装置安装。
⒌其它元件及装置
根据加工需求而设置的其它元件或装置。
㈡本次夹具设计的主要特点:
钻具作为生产上应用的最广泛的机床夹具,型式特多,这主要是由于被加工孔的位置相对与定位基准来说,比较分散的而且几何关系变化较多所决定的,其夹具设计的主要特点和要求有:
⒈正确选择钻具的结构型式
钻具的结构型式主要是根据工件的形状和尺寸大小、被加工孔相对于定位基准的位置被加工能够孔的数目、精度要求以及工件生产的批量大小所决定的。
按照工序进行过程中钻具在机床上的位置变化情况,钻具分为以下几类:
⑴固定式钻具——多用为大型钻具;被加工表面轴线相同,或相平行,钻具需要,固
定在机床工作台上的情况;本次设计所采用的即是此类型。
⑵移动式钻具——多用个被加工表面的轴线平行,用钻具移动来变换工位的情况。
⑶翻转式钻具——用于方向不同的几个孔,整个钻具可以翻转的情况。
⑷回转式钻具——用于加工方向不同的几个孔,工件装在钻具的回转部分相对于钻具
底座可以转动或分度。
⒉为保证被加工表面的位置精度,除了钻套应有较高的精度要求外,还应正确选择引导方式和钻套的结构型式。
钻具的作用主要是使工件被加工表面的轴线位于机床主轴轴线的方向上,并保持刀具的旋转对工件的定位基准有正确的相互位置。
为了实现这一作用钻具上通常都有钻套,以确定刀具和夹具的相互位置,并用定位件和夹紧件来确定工件在夹具上的位置,钻套则安装在与本体相连的钻模板上,是钻套在夹具上的位置得以确定。因此,钻套与钻模板都是钻具特有的元件。各钻套之间的相互位置,影响着加工表面之间的相互位置精度。钻套相对于定位表面的位置则影响着各被加工表面对于定位基准的位置精度。正因为钻套对于所加工孔的精度有直接的影响,所以在设计时都特别注意它的位置精度,并妥当选择钻套的结构型式,一般而言钻套的基本类型有:固定钻套、可换钻套、快换钻套、回转导套以及特殊钻套。在本设计中我们采用的可换钻套,它便于在钻套磨损后,可以迅速更换。且适合大批量生产。另外,还应注意钻套和刀具的配合精度,进行误差分析和计算,以保证工件原始尺寸公差的要求。
而钻模板的结构形式主要有:整体式、固定式、可卸式、铰链式、悬挂式、滑柱式,本设计中选用的是固定式,它和钻模家具体的联结采用的是销钉定位,用螺钉紧固成一整体,结构刚度好,加工孔的位置精度较高。在使用钻具的工序中,刀具的轴线一般都与机床工作台垂直,故钻具上应有垂直与钻套轴线的底平面,使钻具能稳定地安放在机床的工
作台上,以保证被加工孔的正确方向并承受轴向切削力。
⒊要注意装卸工件方便,安装无误,便于排屑与冷却刀具。
⑴应是切屑能靠自身的重量或靠其运动是所具有的离心力无障碍地离开钻具。
⑵有是可以在钻具本体壁上开窗口或通槽以利于切屑的通过和排除。
⑶切屑通过的地方边面要平整,光洁度一般为6
5?
?。
~
⑷避免有切屑不易通过的内部棱角和凸台等。
⑸定位面和安装面应略高于周围的平面,这样,周围即使有切屑存在,也不致于影响工件的正确定位和安装。
⑹定位面和安装面的面积不必太大,只要能稳定地支持工件和夹具即可。
⑺配合表面的根部转接处,应开有空刀槽,这样既可密合也可便于清除残存的切屑。
⑻钻具上应有清除切屑所需要的操作空间,便于工人进行清除。
⒋当钻斜孔、盲孔、沉头孔是,为了保证深度公差,在钻具上需对刀面。一般可利用带台钻套的端面或设置专用对刀块及支承销等。
⒌由于钻孔或钻、铰孔工序的激动时间一般较短,所以要尽可能采用快速夹紧装置,以缩短辅助时间。
⒍夹紧装置的安排要恰当,使钻模或定位销不因弯曲力矩而影响加工的精度
如图a所示的钻具,压紧螺钉设在铰链式钻模板上(右端插销拔出后可以打开钻模板),虽然这种夹紧机构比较简单,但夹紧是钻模板要发生弯曲变形,会影响加工孔的位置精度,并且还会发生钻套卡住刀具的现象,所以不能设计成这样。
如图b所示是将上图A-A截面中的夹紧螺钉改成装在钻具底座上的压板,这可避免上图
的缺点。
图a(左)
图b(右)
⒎由于刀
具相对于钻
具的位置是
由钻套来确定的,故当切屑扭拒不大时,钻具可以不与机床的工作台固定。
⒏对于位置精度要求较高的孔,应采用半箱式或箱式钻具。因为这一类钻具中,钻套相对定位表面无活动环节,因此,可保证被加工孔有较高的位置精度。
这种钻具的优点是:钻模板与夹具的相对位置在加工过程中不会改变,因此被加工孔的位置精度较高。
⒐工件孔距公差较小(一般不大于0.05毫米)是,应采用固定钻套(即不宜采用快换钻套),此时钻头和绞刀应采用同一尺寸的后引导,分别与固定钻套孔相配,并严格控制其配合间隙,以保证工件的孔距公差。
1.3.2 定位方法及其定位元件
定位方法和定位元件的选择,包括定位元件的结构、形状、尺寸及布置形式等,主要决定于工件的加工要求,工件定位基准和外力的作用状况等因素。
㈠定位方法:
⒈平面定位以平面定位
工件以平面定位,即指工件的定位基准为平面的情况。作为定位基准的平面不可能是理想的几何平面,而是凹凸不平的。一个平面对正确几何平面的误差,可以分为平面度和光洁度两个方面。虽然表面的平面度和光洁度之间,并无绝对的数值关系,但一般情况下,光洁度愈高,平面度也愈好,因次、此可以根据光洁度来判断表面的好坏。
根据基准表面的好坏不同,定位方法和定位件的设计原则也将不同。一般可把平面定位基准分成未经机械加工的和已经机械加工的两类。在第二类中。光洁度的等级不同,平面的好坏还会有些差异,但相差很小,对于定位方法和定位件的设计不会引起原则性的差别。
图3-1 连杆以平面定位示意图
本文设计的钻夹具的定位基准以连杆零件的左圆柱孔底部端面为基准,限制工件的三个自由度,即工件以平面定位,并且此端面是已经机械加工过的,如图3-1所示。
工件用已经机械加工过的平面定位
工件经过机械加工后,基准平面的误差比较小。可以直接放在平面上定位。但是为了提高定位的稳定性和定位精度,对于刚度较好,而基准面的光洁度以及平面度不是很高。轮廓尺寸又较大的工件,应将定位平面的中间部分挖低一些。对于刚度较差的工件,或基准平面的光洁度和平面度都很高时,它们之间的接触面积可以大一些,但为了便于排除切屑,定位平面上往往开有若干窄槽。
定位平面的轮廓尺寸最好小于基准面的轮廓尺寸。否则经过长期的磨损之后定位平面上将出现不平的痕迹,以后定位工件时,可能因此造成倾斜。
⒉工件以外圆柱面定位及其定位元件
在第一章零件分析中提到,连杆左孔的加工,由于它是一个中心孔又是一个通孔,所以理论上只要限制它左右方向上的两个自由度即可,由于该连杆的左右两端都为已经加工好的圆柱面,因此最好就使用圆柱面来定位。定位方案如图3-2所示。
图3-2 外圆柱面定位图
工件以外圆柱面定位时,夹具上常用的定位元件是V形块。
图3-3固定V形块图3-4 活动V形块
V形块有固定式和活动式两种,固定V形块一般由2个定位销和2~4个螺钉与夹具体联结,如图3-3所示。活动V形块的应用如图3-4中的V形块限制了工件左右方向上的移
动自由度,同时还兼有夹紧作用。
使用V形块定位的特点是对中性好,能使工件的定位基准轴线对中在两工作面的对称平面上,而不受定位基准直径误差的影响。V形块使用范围广,不论定位基准是否经过加工,是完整的圆柱面还是局部的圆弧面,都可以用它来定位。
㈡定位元件
定位元件的选择原则:
⒈工件定位基准与定位元件接触或配合后,能限制住必须由其限制的工件的自由度。
⒉由其产生的定位误差最小。
⒊定位表面应具有较高的尺寸精度、配合精度、表面光洁度和硬度。
⒋定位元件结构应尽量简单,便于装卸工件。
⒌具有足够的强度和刚度。
⒍无产生超定位的可能性。
⒎对尺寸大的定位件表面,从结构上采取措施,在不影响定位精度的前提下,尽量
减少与工件定位表面的接触面积。
⒏清除定位表面的切屑方便
定位元件分析:
⒈组成同一平面的两个支承板使用于光基准,支承板用螺钉紧固在夹具体上,若受力较大或支承板有移动的趋势时,应将支承板嵌入夹具体槽内,且因为是两个支承板,装配后应磨平工作表面,以保证等高性。具体的零件见第一章的单个零件分析第七。
⒉移动V型块在其未夹紧时可以消除一个自由度,便于取走工件。具体的零件见第一章零件分析第九。
1.3.3 定位误差的计算
一批工件分别在夹具中定位时,各个工件所占据的位置并不完全一致。由于工件在夹
表示。
具中定位不准确所引起的加工误差,称为定位误差,用
D
定位误差主要是有基准不重合或基准位移误差所造成。
所以如果采用试切法加工,一般不需要考虑定位误差。在成批生产中采用调整法加工时,需要作定位误差的分析计算。定位误差是工件加工误差的一部分,在分析定位方案时根据实际生产经验,定位误差应控制在工件对应公差的1/3~1/5以内。
定位误差的计算可以采用几何方法,也可以采用微分方法。几何方法又有合成法和极限置
法两种。但不同的计算方法所得的结果相同。
按合成法计算定位误差D ?时,先分别算出基准不重合误差B ?和基准位移误差Y ?,然后将两者组合而得。当0≠?Y 、0=?B 时D ?=Y ?。当0=?Y 、0≠?B 时,D ?=B ?。当0≠?Y 、0≠?B 时,如果工序基准不在定位基准面上,则D ?=Y ?+B ?;如果工序基准在定位基准面上,则D ?=Y ?±B ?,当由于基准位移和基准不重合分别引起加工尺寸作相同方向变化(即同时增大或同时减小)时,取“+”号,
而当引起加工尺寸作相反方向变化时,取“—”号
1.3.4 夹紧机构分析及夹紧力的计算
夹具上实现夹紧的夹紧机构是否正确合理,对于保证加工质量,提高生产率、减轻工人
的劳动强度有很大的影响。
㈠ 工件的夹紧应满足以下基本要求:
⒈夹紧是不能破坏工件定位时所获得的正确位置
⒉夹紧应可靠和适当。既要保证加工过程中工件不发生松动或振动,又不允许工件产生不适当的变形和表面损伤。
⒊夹紧操作应方便、省力、安全。
⒋夹紧机构的自动化程度和复杂程度应与工件的生产批量及工厂的生产条件相适应。
⒌夹紧机构应有良好的结构工艺性,尽量使用标准件。
㈡ 对夹紧元件的要求:
⒈工件在加工过程中,能产生克服切削力所需要的夹紧力。施于夹紧元件上的力不宜过大。 ⒉不会使工件偏移正确定位的位置。
⒊偏心轮、凸轮或斜锲在夹紧工件后,在加工过程中应能保持自锁,防止因切削力的作用而使夹紧失效。
⒋与工件的接触面积应尽量大,以避免应力集中和单位面积压力过大。
⒌采用螺旋夹紧时,尽量避免螺旋端面直接作用在工件上。
⒍两点或两点以上同时夹紧工件的夹紧元件应设计成浮动的。
⒎压向工件毛坯侧面的夹紧元件端部应具有与垂直平面呈7度左右的斜角。
⒏具有必要的强度、刚度和与工件接触表面的硬度。
本设计采用的是螺旋夹紧机构,由螺钉、螺母、螺栓或螺杆等带有螺旋结构的元件
与垫圈、压板等组成的夹紧机构称为螺旋夹紧机构。如图所示本设计采用的是螺旋压板夹
紧机构。
根据受力简图可得:
φ2)] =W0 ×[r1tanφ1+rztan(α+
φ2)] ×L/lη0
(三)、夹紧力的计算
确定夹紧力首先应先分析夹紧力的大小、方向和作用点。它必须结合工件的结构和加工
要求、定位元件的结构和布置方式、切削条件和切削力的大小等具体情况进行。
A 夹紧力方向的确定
⒈力的方向应有利于工件的定位,而不能破坏定位。为此一般要求主夹紧力应垂直指向第
一定位基准面
⒉力的方向应尽量与工件刚度大的方向一致,以减小工件的变形。
③夹紧力的方向应尽可能与切削力、工件重力方向一致,一减小所需要的夹紧力。
B 夹紧力作用点的选择
⒈力的作用点应正对支承元件或位于支承元件所形成的稳定受力区内,以保证工件已获得
的定位不变。
⒉力作用点应处在工件刚性较好的部位,以减小工件的夹紧变形。
⒊力作用点和支承点应尽量靠近切削部位,以提高工件切削部位的刚度和抗振性。
⒋力作用点应尽量使各支承处的接触变形均匀,以减小加工误差。
C 夹紧原则
⒈在夹紧过程中,不至于因工件重力的影响而破坏正确定位。
⑴确定定位方案及设置定位支承是,应尽量使工件重心位于支承范围内,避免因支承反力
与工件重力构成力偶而破坏正确定位。
⑵工件重力与主基面或双导向基面垂直,而工件的重心位置不在各支承范围内,应使主要
夹紧力与基准或双导向基准垂直,并处在各支承范围内。同时在夹具的适当位置上设置初
定位件。
⑶由于工件或加工等条件的限制,使主夹紧力不能与主基准或双导向基准垂直,可在夹
紧前对工件施加预夹紧力。该力应垂直于主基准或双导向基准,并处在支承范围内。
待夹紧后可将预夹紧力撤出,并在适当位置设置初定位件。
⑷重力与主基准或双导向基准平行而与止动基准垂直时,则应在夹具的适当位置处定位
件。
⒉在夹紧过程中,夹紧力不应使已经获得正确定位的工件脱离正确的位置
⑴制定夹紧方案时,应尽量避免夹紧力与支承反力构成力偶。
⑵主夹紧力的方向最好压向主基准或双导向基准,其作用点应在定位支承范围内
⑶夹紧力只能压向导向基准时,则应合理选择夹紧力的作用点或设置预夹紧力:
①为避免侧向压紧时工件发生转动,侧压力作用点离侧支承的垂直距离a应尽量小。
②预压紧力不宜太大,只要能保证工件在主夹紧力作用时不致转动即可。
⑷紧力处于支承范围内,则应采取结构上的措施,使工件不脱离正确的位置:
③若两个以上的平行夹紧力对称分布于支承两侧,此时可以采用浮动夹紧机构,使各夹紧力同时作用于工件上。
④若夹紧力(单个或多个)位于支承一侧,可采用辅助支承。
⒊在夹紧过程中,应使工件不产生超出表面形状精度(如平行度、垂直度、圆柱度等)允
许范围的变形
⑴夹紧方案时,对于刚性较差的工件,应尽量减少或避免由夹紧力而产生弯曲变形力应力求通过或靠近定位基准与定位支承的接触面
⑵夹紧力无法通过或靠近定位基准与定位支承的接触面时,应在与夹紧力相对应的位置设置辅助支承
⑶夹紧力作用于工件的斜面上时,若其分力能够在工件上产生弯曲力矩,则应避免在斜面上施加夹紧力。
⑷单方向夹紧所需要的夹紧力过大,致使弯曲力矩过大而造成工件变形较大时,可采用多向夹紧的方法
⑸夹紧力应避免压向超定位件
⒋在切削过程中,应避免工件产生不能允许的振动
⑴制定夹进方案时,对于刚性差的工件,应尽可能减少或避免由切削力而产生的振动力要尽可能靠近工件被加工表面,以减少工件的悬臂长度。
⑵当夹紧力无法靠近工件被加工表面,而工件被加工面悬臂又较长时,可在切削过程中对
工件刚性较差的部位设置辅助支承,或在辅助支承上还加一个夹紧力。
⒌在切削过程中,切削力不应破坏工件的正确位置,并使平衡切削力所需的夹紧力最小 ⑴定夹紧方案时,切削力最好由定位支承反力平衡,尽可能避免用夹紧力及由夹紧力产生的摩擦力平衡
⑵ 定位支承反力平衡最大切削力,此时所需要夹紧力最小
⑶ 用夹紧力平衡最大切削力,此时所需夹紧力较大
⑷ 用夹紧力产生的摩擦力以平衡切削力,此时所需夹紧力最大。
D 夹紧力计算
开始计算夹紧力的大小时,一般将工件视为分离体,以最不利于夹紧时的状况为工件
受力状况,分析作用在工件上的各种力,列出工件的静力平衡方程式,求出理论夹紧力,再乘以安全系数,作为实际所需的夹紧力。
F J =KF
式中 F J ——实际所需的夹紧力,单位为N ;
K ——安全系数,一般取1.5到2.5;
F ——由静力平衡计算出的理论夹紧力,单位为N 。
分析工件的受力情况时,除了夹紧力、切削力外,大工件还应考虑重力,运动速度较大
时还必须考虑离心力和惯性力的影响。
从上
图我们可以看出由于螺旋可以看作是一斜楔绕在圆柱体上而形成的。因此可从斜楔的夹紧力计算公式直接导出螺旋夹紧力的计算公式: FLJQ
d2t
an(αφr)tanφ
式中FJ——沿螺旋轴线作用的夹紧力,单位为N;
FQ——作用在扳手上的原始力,单位为N;
L——原始作用力的力臂,单位为㎜;
d 0——螺纹中径,单位为㎜;
α——螺纹升角,单位为(°)
φ1——螺纹副的当量摩擦角,单位为(°)
φ2——螺杆(或螺母)端部与压块的摩擦,单位为(°)
r ——螺杆(或螺母)端部与工件(或压块)的当量摩擦半径,单位为㎜
V型块夹持工件钻孔是所需的夹紧力
(四)、夹具图上技术要求的制定
㈠夹具装配图上应标注的尺寸和公差
⒈夹具外形轮廓尺寸如平面图所示,尺寸界限应在598×420mm。
⒉保证工件定位精度的有关尺寸和公差。如定位元件与工件的配合尺寸和配合代号,各定位元件之间的位置尺寸和公差等。
⒊保证刀具导向精度或对刀精度的有关尺寸和公差。如导向元件与刀具之间的配合尺寸和配合代号,各导向件之间、导向元件与定位元件之间的位置尺寸和公差,或者对刀用塞尺的尺寸,对刀块工作面到定位表面之间的位置尺寸和公差。
⒋保证夹具安装精度的有关尺寸和公差。
⒌其他影响工件加工精度的尺寸和公差。主要指夹具内部各组成元件之间的配合尺寸和配合代号,如本设计中的衬套与夹具体的配合应为H7/g6
㈡夹具装配图上应标注的技术要求
⒈钻套轴心线对本体底面的垂直度;
⒉钻套轴心线对定位件的同轴度或位置度;
⒊定位表面对本体底面的平行度或垂直度;
⒋活动定位件V形块的轴心线对定位件或钻套轴线的位置度;
1.3.5 夹具装配图
A-A
第2章综合训练
2.1 夹具设计AutoCAD三维造型
2.1.1 夹具休及定位元件的造型
一、三维实体造型软硬件设备
1、硬件:CPU至少PentiumⅡ450以上;内存64MB以上;显卡显存16MB以上;硬
盘空余空间应在600MB以上;显示器15英寸以上
2、软件:AutoCAD 2004
二、使用步骤及实际造型
首先打开AUTOCAD绘图工具,右击工具栏选择出“实体”,“实体编辑”,“绘图”,“曲面”,“渲染”等三维视图工具。如下图所示:
1、设置图形界限
命令:limits↓
指定左下角点或[开(ON)/关(OFF)]〈0.0000,0.0000〉:↓
指定右上角点〈420.0000,297.00000〉:598,420↓
2、生成底座(如图所示)
命令:Box↓
— 题目:轴承座加工工艺及夹具设计 — 班级:工程机械1102班 学号: 学生姓名: 完成日期: 、 目录 序言 (5) 一、零件加工工艺设计 (6)
1、零件的工艺性审查 (6) 2、基准选择原则 (7) 3、定位基准选择 (7) 4、< 5、拟定机械加工工艺路线 (8) 6、确定机械加工余量,工序尺寸以及公差 (8) 7、选择机床设备及工艺设备 (9) 8、确定切削用量 (9) 二、夹具设计 (12) 1、问题提出 (12) 2、家具设计 (13) 三、小节 (15) > 四、参考文献 (17) ^
一、零件加工工艺设计 (1)零件的工艺性审查: 1){ 2)零件的结构特点 轴承座如附图1所示。该零件是起支撑轴的作用。零件的主要工作表面为Φ40的孔内表面。主要配合面是Φ22的轴孔。零件的形状比较简单,属于较简单的零件,结构简单。 3)主要技术要求: 零件图上主要技术要求:调质至HB230-250,锐边倒角,未注倒角°,表面作防锈处理。 4)加工表面及其要求: a)总宽:为18±。 b)轴孔:Φ22的孔径:Φ22+ 0mm,表面粗糙度, c)} d)Φ34的外圆:直径为Φ,表面粗糙度为,外圆与内孔的同轴度不超过., 轴肩距为12mm。 e)左端面:外圆直径为Φ52,上下边面距离38mm。 f)螺纹孔:大径为4mm,轴心距离左轴肩3mm。 g)通孔:左端面均布Φ通孔,左右中心距36mm,上下中心距27mm。 h)退刀槽:距离右端面12mm,尺寸为Φ 5)零件的材料: 零件在整个机器当中起的作用一般,不是很重要。选用45#。 毛坯选择: * 1)确定毛坯的类型及制造方法 零件为批量生产,零件的轮廓尺寸不大,为粗加工后的产品。
轴类零件机械加工工艺规程设计 零件图七
摘要 本设计所选的题目是有关轴类零件的设计与加工,通过设计编程,最终用数控机床加工出零件,数控加工与编程毕业设计是数控专业教学体系中构成数控加工技术专业知识及专业技能的重要组成部分,它是运用数控原理,数控工艺,数控编程,制图软件和数控机床实际操作等专业知识对零件进行设计,是对所学专业知识的一次全面训练。熟悉设计的过程有利于对加工与编程的具体掌握,通过设计会使我们学会相关学科的基本理论,基本知识,进行综合的运用,同时还会对本专业有较完善的系统的认识,从而达到巩固,扩大,深化知识的目的。 此次设计也是我们走出校园之前学校对我们的最后一次全面的检验以及提高我们的素质和能力。毕业设计和完成毕业论文也是我们获得毕业资格的必要条件。 设计是以实践为主,理论与实践相结合的,通过对零件的分析与加工工艺的设计,提高我们对零件图的分析能力和设计能力。达到一个毕业生应有的能力,使我们在学校所学的各项知识得以巩固,以更好的面对今后的各种挑战。 此次设计主要是围绕设计零件图七的加工工艺及操作加工零件来展开的,我们在现有的条件下保证质量,加工精度及以及生产的经济成本来完成,对我们来说具有一定的挑战性。其主要内容有:分析零件图,确定生产类型和毛坯,确定加工设备和工艺设备,确定加工方案及装夹方案,刀具选择,切削用量的选择与计算,数据处理,对刀点和换刀点的确定,加工程序的编辑,加工时的实际操作,加工后的检验工作。撰写参考文献,组织附录等等。 关键词 加工工艺、工序、工步、切削用量:切削速度(m/min)、切削深度(mm)、进给量(mm/n、mm/r)。
连杆孔加工工艺及夹具设计 摘要:连杆是柴油发动机传动部件之一,本文重点讨论了连杆加工工艺及相应夹具的设计。其位置精度、形状精度以及尺寸精度的要求都非常高,刚性相对较差,容易发生变形,所以在安排工艺过程时,必须将各主要表面的粗、精加工工序分开进行。逐渐降低内应力、切削力和加工余量,并校正加工后产生的变形,最终达到零件的技术要求。 关键词: 连杆;变形;加工工艺;夹具设计 Abstract:The connecting rod is one of the primary transmission parts of diesel engine. This article focuses on the link process and the corresponding fixture design.Its positional accuracy, shape accuracy and dimensional accuracy requirements are very high, and the rigidity of the connecting rod is not enough, easy to deform, so when arranging process, it must be rough, finishing operations of the major surface separately. Gradually reduce stress, force and allowance, and after the deformation correction process, and ultimately meet the technical requirements of the part. Keyword: Connecting rod ; Deformination ; Processing technology ;Design of clamping device 1.汽车连杆加工工艺 1.1 连杆的结构特点 连杆在发动机内起着非常关键且占有重要地位,是一个关键的传动件,连杆在发动机内把施加在活塞上面膨胀气体的力量传给发动机内的曲轴部件,同时被曲轴控制并随同它一起运动再牵连活塞使缸内气体变大和变小。在实际操作进行中它被发生快速变化的动态负载施加影响。它的盖和体构成了整个连杆。尺寸大的圆孔通过螺栓以及螺母然后和曲轴主轴颈安装一块。尺寸大的圆孔中安装了不是很厚的铁质轴瓦这样可以减少破坏和易于维护。工件的小端以及活动塞子通过活动塞子的销结合起来,把衬套放入工件尺寸小的圆孔内这样可以减少活动塞子销和尺寸小的圆孔之间破坏和伤害,并易于破坏和伤害后的维修及替代。 汽车中的连杆在实际操作中不仅需要担负膨胀气体来回变化压力的影响还
摘要 零件的加工工艺编制,在机械加工中占有非常重要的地位,零件工艺编制得合不合理,这直接关系到零件最终能否达到质量要求;夹具的设计也是不可缺少的一部分,它关系到能否提高其加工效率的问题。因此这两者在机械加工行业中是至关重要的环节。 套筒零件的主要加工表面为孔和外圆表面。外圆表面加工根据精度要要求可选择车削和磨削。孔加工方法的选择比较复杂,需要考虑零件的结构特点、孔径大小、长径比、精度和粗糙度要求以及生产规模等各种因素。对于精度要求较高的孔往往还要采用几种不同的方法顺次进行加工。本次设计的油缸,为保证孔的精度和表面质量将先后经过粗镗、半精镗、精镗和滚压等四道工序加工。 在机床上对零件进行机械加工时,为保证工件加工精度,首先要保证工件在机床上占有正确的位置,然后通过夹紧机构使工件在正确位置上固定不动,这一任务就是由机床夹具完成。对于单件、小批量生产,应尽量使用通用夹具,这样可以降低工件的生产成本。但是由于通用夹具适用各种工件的装夹,所以夹紧时往往比较费时间,并且操作复杂,生产效率低,也难以保证加工精度,为此需设计专用夹具。 关键词:工艺设计、基准选择、切削用量、定位误差
A BSTRCT Is the components craft establishment, holds the very important status in the machine-finishing, the components craft establishes reasonable, whether do this direct relation components achieve the quality requirement finally; Jig's design is also an essential part, whether does it relate raises its processing efficiency the question. Therefore this both in the machine-finishing profession are the important links. Sleeve components main processing surface for hole and outer annulus surface. The outer annulus face work needs to request according to the precision to be possible to choose the turning and the grinding. The hole processing method's choice is quite complex, needs to consider the components the unique feature, the aperture size, the length to diameter ratio, the precision and roughness request as well as the scale of production and so on each kind of factor. Often must use several different methods regarding the accuracy requirement high hole to carry on the processing in order. This design's cylinder, will pass through half finished boring, the finished boring, the fine articulation and the trundle successively for the guarantee hole's precision and the surface quality and so on four working procedure processings When the engine bed carries on the machine-finishing to the components, is guaranteed that the work piece working accuracy, first needs to guarantee the work piece holds the correct position on the engine bed, then causes the work piece in the correct position through the clamp organization fixed motionless, this duty is completes by the engine bed jig. Regarding the single unit, the small batch production, should use the universal jig as far as possible, like this may reduce the work piece the production cost. But because the universal jig is suitable each kind of work piece the attire to clamp, therefore time clamp often compares spends the time, and operates complex, the production efficiency is low, also guarantees the working accuracy with difficulty, for this reason must design the unit clamp. Key word: Craft, datum, cutting specifications, localization datum, position error.
大批生产的汽车变速器左侧盖加工工艺及指定工序夹具设计 摘要:本设计要求“以质量求发展,以效益求生存”,在保证零件加工质量的 前提下,提高了生产率,降低了生产成本,是国内外现代机械加工工艺的主要发展方面方向之一。通过对该变速器左侧盖零件图的分析及结构形式的了解,从而对变速器进行工艺分析、工艺说明及加工过程的技术要求和精度分析。然后再对变速器左侧盖结合面加工进行夹具设计与精度和误差分析,该工艺与夹具设计结果能应用于生产要求。 Abstract This Paper requires that" with quality beg development, with benefits seek to live on to store ", under the prerequisite of guaranteeing the quality of element processing , have raised productivity and reduced production cost, is one of mainly direction of domestic and international modern machining technology developing. Through knowing and analysis the the left side transmission cover part drawing for transmission, so as to analysis the process, make process explanation and analysis the technical requirement and the precision of the left side transmission cover. Then, carry out the design of clamping apparatus and analysis the precision and error for the processing of the contact plane of left side transmission cover, this technology and the design result of clamping apparatus can apply in production requirement. 关键词:变速器左侧盖加工工艺定位夹具设计
附件3 新乡职业技术学院 毕业设计(论文)开题报告书 题目名称:连杆的机械加工工艺及夹具设计 学生姓名: 学号:1002010125 系部:机械制造系 专业年级: 2010级机械设计与制造1班 指导教师: 填写时间:2013年11月28日
新乡职业技术学院毕业设计(论文)开题报告 一、选题的根据:1)本选题的理论、实际意义 2)综述国内有关本选题的研究动态和自己的见解 (一)、毕业设计是一个总结性的教学环节,是全面系统地融会所学理论知识和专业见解,培养综合分析和处理问题的能力以及设计创新精神。本课题结合自身将来所要 设计、毛坯的选择、零件各表面加工方法及加工路线、零件加工路线的选择、设备、 设计要求在指导老师的指导下,独立系统的完成一项机械设计,解决与之有关的所 综合性强的显著特点。因此毕业设计对于培养我初步的科学研究能力,提高其综合运用所学知识分析问题、解决问题能力有着重要意义。 (二)、随着科学技术的发展,人类文明已经达到了空前的发展,机械化取代手工生产已经成为全球公认的趋势,社会的各行各业都离不开各种各样的机械设备,而所有的这些设备都是由机械制造工业提供的,在机械制造学科领域的知识体系中,以目前形势,是要从零部件的自主知识产权逐步向整体设计自主知识产权过渡。这应该是较齐全、具有较大规模的制造体系。基础工业部门80%以上的生产能力是由国内设备提供的;农业装备几乎全部由国内提供;部分重要产品的产量已跃居世界前列。但外国发达国家比较先进。投资大、自主知识产权的比重小、无核心技术是急需改变的局面。因此,提高连杆锻造成型精度及强度,节约设备投入,提高材料利用率,提高生产效率、增大自主创新是主要的发展方向。
课程设计与综合训练 说明书 杠杆(CA1340自动车床) 加工工艺及夹具设计 学院名称: 机械工程学院 专 业: 机械设计制造及其自动化 班 级:08机制2Z 姓 名:朱健 学 号:08321220 指导教师姓名: 范真 指导教师职称: 教授 2011年 12 月 JIANGSU TEACHERS UNIVERSITY OF TECHNOLOGY
机械制造技术基础课程设计任务书 题目:杠杆(CA1340自动车床)加工工艺规程及夹具设计 内容:1.零件图 1张 2.毛坯图 1张 3.机械加工工艺过程卡片 1份 4.机械加工工序卡片 1套 5.夹具装配图 1张 6.夹具零件图 1张 7.课程设计说明书 1份
录目 第1章课程设计 (1) 1.1零件分析 (1) 1.1.1、零件的作用 (1) 1.1.2.零件的工艺分析 (2) 1.1.3、尺寸和粗糙度的要求 (2) 1.2毛坯的设计 (2) 1.2.1选择毛坯 (2) 1.2.2确定毛坯尺寸 (3) 1.3选择加工方法,拟定工艺路线……………………………… 31.3.1基面的选择 (3) 1.3.2、粗基准的选择 (3) 1.3.3、精基准的选择 (3) 1.3.4、零件表面加工方法的选择 (3) 1.3.5、制定机械加工工艺路线 (4) 1.4加工设备及刀具、夹具、量具的选择 (6) 1.4.1、根据不同的工序选择不同的机床 (6) 1.4.2、刀具选择 (7) 1.4.3、选择量具 (7) 1.5确定切削用量及基本时间…………………………………… 81.5.1、切削用量确定 (8) 1.5.2、基本时间的确定 (9) 1.6夹具设计 (18) 1.6.1、提出问题 (18)
半轴机械加工工艺及工装设计 专业名称:机械设计制造及其自动化 班级: 学生姓名: 指导教师: 摘要:半轴是汽车的轴类中承受扭矩最大的零件,它是差速器和驱动轮之间传递扭矩的实心轴,其内端一般通过花键与半轴齿轮连接,外端与轮毂连接,该零件在机械设备中具有传动性,在进行半轴的工艺和工装设计时,首先对半轴的工艺性进行了详细的分析,设计出了加工的工艺过程,根据加工要求设计专用夹具设计,一付是用来车削半轴的外圆,一付是用来钻削半轴圆盘上均匀分布的小孔,在设计中注意的夹具的经济性和使用性,尽量降低加工时的成本,减少工人的劳动强度,除此还进行了组合量具的设计,用来检查6个均匀分布的小孔的位置度公差。 关键词:工艺工装设计夹具设计组合量具设计 Abstract:The half stalk is in automotive stalk the acceptance twist the biggest spare parts of sqire , it is bad soon machine and drive the round of delivers to twist the of solid stalk, it inside carry generally pass to spend the key and half stalk wheel gears to connect, carry outside with a conjunction, that spare parts is in the machine equipments have to spread to move sex, at carry on the half stalk of craft and work equip to account, the half axial craft carried on the detailed analysis first, designing processed craft process, according to process to request to design the appropriation tongs design, a pay is to use to come to car to pare the outside circle of the half stalk, on pay is use to drill to pare a dish of the half stalk up even distribute of eyelet, in the design the economy of the advertent tongs and usage, as far as possible lower to process of cost, reduce the worker of labor strength, in addition to this still carried on the design that the combination quantity have, use to check 6 even distribute of a business trip of position of the eyelet. Key Words:The craft work packs the design The tongs design Combine the quantity has the design
题目:专用镗床夹具设计 班级: 姓名: 专业:机械设计 指导教师: 答辩日期:
专用镗床夹具设计 摘要 机床夹具是机械加工工艺系统的重要组成部分,是机械制造中的一项重要工艺装备。机床夹具在机械加工中起着重要的作用,它直接影响机械加工的质量、生产率和生产成本以及工人的劳动强度等。因此机床夹具设计是机械加工工艺准备中的一项重要工作。 在专用夹具的设计中,根据设计任务主要就连杆、泵体的装用镗床夹具进行了设计,完成了对夹具用的定位件、导向件对刀件、导引件等夹具中用到的零件的设计,并用Soidworks进行了三维建模。夹具的设计,根据所设计出的工件外形及加工要求,设计出合适的夹具。考虑到泵体的外形较大,故应在选用夹具的定位件时使用支承板,而连杆的工件尺寸较小,但加工精度要高。 本文设计的夹具,基本上可以满足工程需要,本文使用的设计方法,也可为同类夹具的设计提供参考。 关键词:镗床夹具;Solid Works;专用夹具;泵体;连杆
Design of Special Boring Fixture Abstract Tool fixture machining process is an important component of the system is an important mechanical manufacturing technology and equipment. Tool fixture in machining plays an important role, which directly affect machining quality, productivity and production costs and labor intensity and so on. Therefore, the design of jigs and fixtures machining process is an important work in preparation. Dedicated fixture design, based mainly on the connecting rod design task, the pump's installation jig boring machine has been designed with complete fixture with the positioning of parts, pieces of guidance documents on the knife, guidance documents and other parts used in fixtures design, and conducted a three-dimensional modeling with Soidworks. Fixture design, based on the design of the workpiece shape and processing requirements, design a suitable fixture. Taking into account the shape of a larger pump, it should be in the selection of the positioning fixture used parts bearing plates, and connecting rod workpiece size smaller, but higher precision. This fixture was designed to basically meet the engineering needs of the design used in this method can also be designed for similar reference fixture. Key Words:boring fixture;Solid Works;special fixtures;pμmp;link
3.1 三孔连杆零件图介绍 三孔连杆的零件图如图1所示。经检查之后,视图足够并正确,所需要的尺寸、公差、表面粗糙度、和技术要求全部齐全、合理,而且零件的表面质量、表面精度和技术要求在现有的技术条件和生产条件下能够达到。 图3-1 三孔连杆零件图 3.2 零件的工艺分析 参考机械制造工艺设计中的零件的工艺分析方法,对三孔连杆的工艺进行分析 (1)铣平面后,立即确定大头孔平面为以下各序加工的主基准面,这样可确保 加工质量的稳定。
(2)铣平面时,应保证小头孔及耳部孔平面厚度与大头孔平面厚度的对称性。 (3)由于连杆三个孔平面厚度不一致,因此,加工中要注意合理布置辅助支承及应用。 (4)连杆平面加工也可以分为粗、精两序,这样可更好的保证三个平面相互位置及尺寸精度。 (5)粗、精镗三孔也可改用专用工装或组合夹具装夹。 (6)当加工连杆尺寸较小时,粗、精加工三孔也可采用镗削加工方法。三孔的精度要求较高,可以分为粗、精两工序。 (7)连杆三孔平行度的检验;连杆三孔圆柱度的检验。 3.3 毛坯的选择 连杆是发动机的五大主关件之一,其在发动机中的地位是显而易见。它是发动机传递动力的主要运动件,在机体中做复杂的平面运动,连杆小头随活塞作上下往复运动连杆大头随曲轴作高速回转运动连杆杆身在大、小头孔运动的合成下作复杂的摆动[3]。连杆在承受往复的惯性力之外,还要承受高压气体的压力,在气体的压力和惯性力合成下形成交变载荷,这就要求连杆具有耐疲劳、抗冲击,并具备足够的强度、刚度和较好的韧性。在今天随着汽车工业的高速发展,“ 小体积、大功率、低油耗”的高性能发动机对连杆提出更新、更高的要求作为高速运动件重量要轻,减小惯性力,降低能耗和噪声强度、刚度要高,并具有较高的韧性连杆比要大,连杆要短。这也就意味着对连杆的设计和加工有更高的要求。 3.3.1 选择毛坯时应考虑的因素 在选择毛坯的时候应考虑以下因素[4]: (1)毛坯的种类和特点,设计图纸规定的材料和机械性能;零件结构形状和外形尺寸;不同的毛坯的制造方法对结构和尺寸有特定的要求;企业现有的生产条件;新工艺,新材料新技术的应用。 (2)毛坯结构形状和尺寸,毛坯形状应力求接近零件形状,以减少机械加工劳动量。毛坯尺寸是在原有零件尺寸基础上,考虑后续加工切除余量确定。毛坯形状也有几种特殊情况。如尺寸小而薄的零件,多个工件连在一起由一个毛坯制造出;某些零件如车床开合螺母外壳,两件合为一个毛坯,加工至一个阶段后再切开;为加工时安装方便,毛坯上留有工艺搭子。 (3)毛坯制造精度,毛坯制造精度高,材料利用率高,后续加工费用低,但相应设备投入大。因此,确定毛坯制造精度时,需要综合考虑毛坯制造成本和后续加工成本。
目录 第一章概述 1.1工艺和夹具设计的特点及意义 1.2国内外研究现状与发展方向 1.3课题研究 第二章汽车连杆加工工艺 2.1任务分析 2.2连杆的结构特点 2.3连杆的主要技术要求 2.4连杆的材料和毛坯 2.5连杆的机械加工工艺过程 2.6连杆的机械加工工艺过程分析 2.7连杆加工工艺设计应考虑的问题 2.8切削用量的选择原则 2.9确定各工序的加工余量、计算工序尺寸及公差2.10连杆的检验 第三章夹具设计 3.1铣剖分面夹具设计 3.2扩大头孔夹具 第四章汽车连杆工装夹具总体设计 4.1 连杆专用夹具设计的思路 4.2 夹具的设计 第五章总结 第六章参考文献
第一章概述 1.1工艺和夹具设计的特点及意义 1.2国内外研究现状与发展方向 1.3课题研究 1.1机床专用夹具的分类与组成 1.1.1机床夹具的分类 机床夹具是一种能够使工件按一定的技术要求准确定位和夹紧的装置,它的种类繁多,为了设计、制造和管理的方便,可以从不同的角度对机床的夹具进行分类。 按夹具的使用特点分类,机床夹具可分为通用夹具、专用夹具、可调夹具、组合夹具和随行夹具等五大类: (1)通用夹具 通用夹具是指结构、尺寸已规格化,且具有一定通用性的夹具,如三爪自定心卡盘、四爪单动卡盘、台虎钳、万能分度头、中心架、电磁吸盘等。其特点是适用性强、不需调整或稍加调整即可装夹一定形状范围内的各种工件。这类夹具已商品化,且成为机床附件。采用这类夹具可缩短生产准备周期,减少夹具品种,从而降低生产成本。其缺点是夹具的加工精度不高,生产率也较低,且较难装夹形状复杂的工件,故适用于单件小批量生产中。 (2)专用夹具 专用夹具是针对某一工件的某一工序的加工要求而专门设计和制造的夹具。其特点是针对性极强,没有通用性。在产品相对稳定、批量较大的生产中,常用各种专用夹具,可获得较高的生产率和加工精度。专用夹具的设计制造周期较长,随着现代多品种及中、小批生产的发展,专用夹具在适应性和经济性等方面已产生许多问题。 (3)可调夹具 可调夹具是针对通用夹具和专用夹具的缺陷而发展起来的一类新型夹具。对不同类型和尺寸的工件,只需调整或更换原来夹具上的个别定位元件和夹紧元件便可使用。它一般又分为通用可调夹具和成组夹具两种。通用可调夹具的通用范围大,适用性广,加工对象不太固定。成组夹具是专门为成组工艺中某组零件设计的,调整范围仅限于本组内的工件。可调夹具在多品种、小批量生产中得到广泛应用。 (4)组合夹具
机械制造工艺学 课程设计说明书 设计题目:十字轴零件的机械加工工艺规程及典型夹具设计(年度生产纲领为8000件)
机械制造工艺学课程设计任务书 题目:十字轴零件的机械加工工艺规程 及典型夹具设计(年产量为8000件) 内容: 1.零件图1张4# 2.毛坯图1张4# 3.机械加工工艺过程综合卡片1张4# 4.夹具装配图1张2# 5.夹具零件图1张1# 6.课程设计说明书1份
摘要 这次设计的是十字轴机械加工工艺规程及工艺装备设计,包括零件图、毛坯图、装配图各一张,机械加工工艺过程卡片和与工序卡片各一张。首先我们要熟悉零件和了解其作用,它位于车床变速机构中,主要起换档作用。然后,根据零件的性质和零件图上各端面的粗糙度确定毛坯的尺寸和械加工余量。最后拟定拨差的工艺路线图,制定该工件的夹紧方案,画出夹具装配图。 就我个人而言,我希望能通过这次课程设计,了解并认识一般机器零件的生产工艺过程,巩固和加深已学过的技术基础课和专业课的知识,理论联系实际,从中锻炼自己分析问题、解决问题的能力,为今后的工作打下一个良好的基础,并且为后续课程的学习打好基础。
一、零件的工艺分析 零件的材料为20GrMoTi,需要模锻,模锻性能优良,工艺较复杂,但尺寸精确,加工余量少,为此以下是十字轴需要加工的表面以及加工表面之间的位置要求: 1、四处Φ25外圆及四个Φ8、Φ4的内孔、 2、右端面Φ50×60°内孔及M8丝孔。 3、Φ25外圆的同轴度为0.007,位置度为Φ0.02,两端的对称度均为0.05. 由上面分析可知,可以先上四爪卡盘粗车,然后上弯板采用专用夹具压紧、找正进行加工,并且保证形位公差精度要求。并且此零件没有复杂的加工曲面,所以根据上述技术要求采用常规的加工工艺均可保证。 二.机械加工工艺设计 1、确定生产类型 已知此十字轴零件的生产纲领为5000件/年,零件的质量是083Kg/个,查参考书可确定该拨叉生产类型为中批生产,所以初步确定工艺安排为:加工过程划分阶段;工序适当集中;加工设备以通用设备为主。 2、确定毛坯 零件材料为20GrMnTi,考虑到零件在工作过程中承受经常性的交变载荷,因此选用锻件,从而使金属纤维尽量不被切断,保证零件
ABSTRACT The design is based on the body parts of the processing order of the processes and some special fixture design. Body parts of the main plane of the surface and pore system. In general, the plane guarantee processing precision than that of holes machining precision easy. Therefore, this design follows the surface after the first hole principle. Plane with holes and the processing clearly divided into roughing and finishing stages of holes to ensure machining accuracy. Datum selection box input shaft and the output shaft of the supporting hole as a rough benchmark, with top with two holes as a precision technology reference. Main processes arrangements to support holes for positioning and processing the top plane, and then the top plane and the supporting hole location hole processing technology. In addition to the follow-up processes individual processes are made of the top plane and technological hole location hole and plane processing. Supported hole processing using the method of coordinate boring. The whole process of processing machine combinations were selected. Selection of special fixture fixture, clamping means more choice of pneumatic clamping, clamping reliable, institutions can not be locked, so the production efficiency is high, suitable for large batch, line processing, can meet the design requirements. Key words: Angle gear seat parts; fixture;
课程设计说明书课程设计题目:连杆的机械加工工艺及夹具设计 (教务处制表) 连杆加工说明书 目录 一、绪论-------------------------------------------------- -----------------------3 1.1 本课题的意义、目的--------------------------------------------------------- 3 1.2 机械制造工艺在国内的发展概况----------------------------------------------- 3 1.3 机械制造工艺在国外的发展概况----------------------------------------------- 3 1.4 机床夹具的定义及发展趋势--------------------------------------------------- 3 1.4.1 机床夹具的定义--------------------------------------------------------- 3 1.4.2 机床夹具的发展趋势----------------------------------------------------- 3 1.5本课题应解决的主要问题及技术要求------------------------------------------- 4 1.5.1本课题的主要问题------------------------------------------------------- 4 1.5.2本课题的技术要求------------------------------------------------------- 4 二、零件的工艺分析-------------------------------------------------------------- 4 2.1零件的作用----------------------------------------------------------------- 4 2.2零件的工艺分析------------------------------------------------------------- 4 三、工艺规程的设计--------------------------------------------------------------- 6 3.1 确定毛坯的制造形式--------------------------------------------------------- 6 3.2 基准的选择----------------------------------------------------------------- 6 3.2.1 粗基准的选择----------------------------------------------------------- 6
毕业设计论文 论文题目:潍坊LW-7连杆零件加工工艺规程及专用夹具设计 系部 专业 班级 学生姓名 学号 指导教师 20**年5月08日
毕业设计选题、审题表 系选 题 教 师姓名 专业专业技术 职务 高级中级 申报课题名称潍坊LW-7连杆零件加工工艺规程及专用夹具设计 课题类别设计论文其它 课题来源 生产实践科研实验室建设自拟√√ 课题简介 通过本毕业设计使学生熟悉连杆零件的机械加工工艺及夹具的设计,重点是工序的划分和定位基准的选择以及夹具的夹紧力计算和误差分析。培养学生查阅科技方面资料、使用各种标准手册以及自学和独立工作的能力,掌握制定机械加工工艺规程以及在实际设计中使用的手册、图册等工具书的方法,提高综合应用所学的专业理论知识分析和解决实际工艺问题的能力,并锻炼学生理论联系实际,综合运用知识的能力。 设计要求(包括应具备的条件) 说明书内容包括:零件工艺分析以及确定各表面加工方案;确定定位基准以及拟订工艺路线;计算切削用量、加工余量以及工时定额;专用夹具设计中定位基准选择、切削力及夹紧力的计算以及误差分析。 技术要求:连杆毛坯制造方法为铸造生产,加工工序严格按照工艺规程进行加工,满足各加工表面的精度要求,并满足其使用要求。 课题预计工作量大小大适中小课题预计 难易程度 难一般易是否是新 拟课题 是否√√√ 所在专业审定意见: 负责人(签名):年月日
毕业设计(论文)任务书 1.本毕业设计(论文)课题来源及应达到的目的: 在这次设计中主要设计了连杆的工艺规程、每道工序的工装选择、粗铣连杆两端面和钻扩铰小头孔夹具,通过设计既让我们复习了所学知识,又让我们对工艺规程有了更深入的了解,更重要的事培养了我们查阅资料、综合分析、比较优化、逻辑思维团结协作等能力。 2.本毕业设计(论文)课题任务的内容和要求(包括原始数据、技术要求、工作要求等): 一、原始数据: 1.该零件图样一张; 2.生产纲领为10000件/年; 二、设计任务: 1.零件工艺分析以及确定各表面加工方案; 2.确定定位基准以及拟订工艺路线; 3.计算切削用量、加工余量以及工时定额; 4.专用夹具设计中定位基准选择、切削力及夹紧力的计算以及误差分析 三.工作要求: 1.毕业设计说明书一份(不少于25页) 2.零件——毛坯合图 3.夹具装配图 4.夹具体零件图 所在专业审查意见: 负责人: 年月日系部意见: 系领导: 年月日
本设计所需图纸请联系QQ380752645 加Q时请说明是一柱香推荐 机械制造技术基础课程设计说明书 设计者:06405100319 指导教师:机设064 2009年12月10日
. 目录 机械制造工艺及夹具课程设计任务书 (3) 序言 (4) 零件的分析 (4) 零件的作用 (5) 零件的工艺分析 (5) 工艺规程设计 (6) 确定毛坯的制造形式 (6) 基准面的选择 (6) 制定工艺路线 (6) 机械加工余量、工序尺寸及毛坯尺寸的确定 (7) 确定切削用量及基本工时 (8) 夹具设计 (9) 问题提出 (9) 夹具设计 (9) 参考文献 (11)
课程设计任务书 2009—2010学年第一学期 机械工程学院(系、部)机械设计制造及自动化专业机设063 班级 课程名称:《机械制造装备设计》 设计题目:金属切削机床夹具设计 起止日期:自2010 年 1 月 3 日至2010 年 1 月9 日共 1 周 内容及任务一、设计任务: 底板座架零件,如图所示,进行夹具设计,生产批量为中等批量生产。 二、要求: 1、加工图中标注为“III”的部位,应保证相关的技术和精度要求; 2、加工机床根据需要自己选择 3、如图形不够清晰,请查阅《机械制造装备设计课程设计》(陈立德编,高等教育出版社, ISBN978-7-04-022625-6) 三、设计工作量
1、设计计算说明书一份, 非标准零件图1-2张,专用夹具装配总图1张,夹具爆炸图1张 (3D图);图纸工作量应大于一张A0图; 2、设计说明书及图纸必须为计算机输出稿; 3、上交作业应包括电子稿以及打印稿,设计说明书文件格式为word2003版本,平面图纸 文件格式为autocad2007或以下版本文件格式,3D图为step文件格式(图纸要求包括原始零件模型数据)。 *3D图可根据学生个体情况选择。 进度安排(仅供参考)起止日期工作内容 2010.1.3 1、设计准备工作:熟悉设计任务书,明确设计的内容 与要求;2、熟悉设计指导书、有关资料、图纸等 3、结构方案分析; 2010.1.4 机构(夹具)草图设计; 2010.1.5 机构(夹具)分析计算; 2010.1.6 装配图绘制; 2010.1.7 夹具零件图绘制; 2010.1.8 编写设计计算说明书; 2010.1.9-16 答辩 主要参考资料1.《机械制造装备设计》冯辛安等著机械工业出版社 2.《机械制造装备设计课程设计》陈立德编高等教育出版社 3.《机械制造装备设计》陈立德编高等教育出版社 4.《金属切削机床夹具设计手册》浦林详等编机械工业出版社 5.《金属切削机床设计》戴曙著机械工业出版社 指导教师(签字):2009 年12月02日 系(教研室)主任(签字):年月日