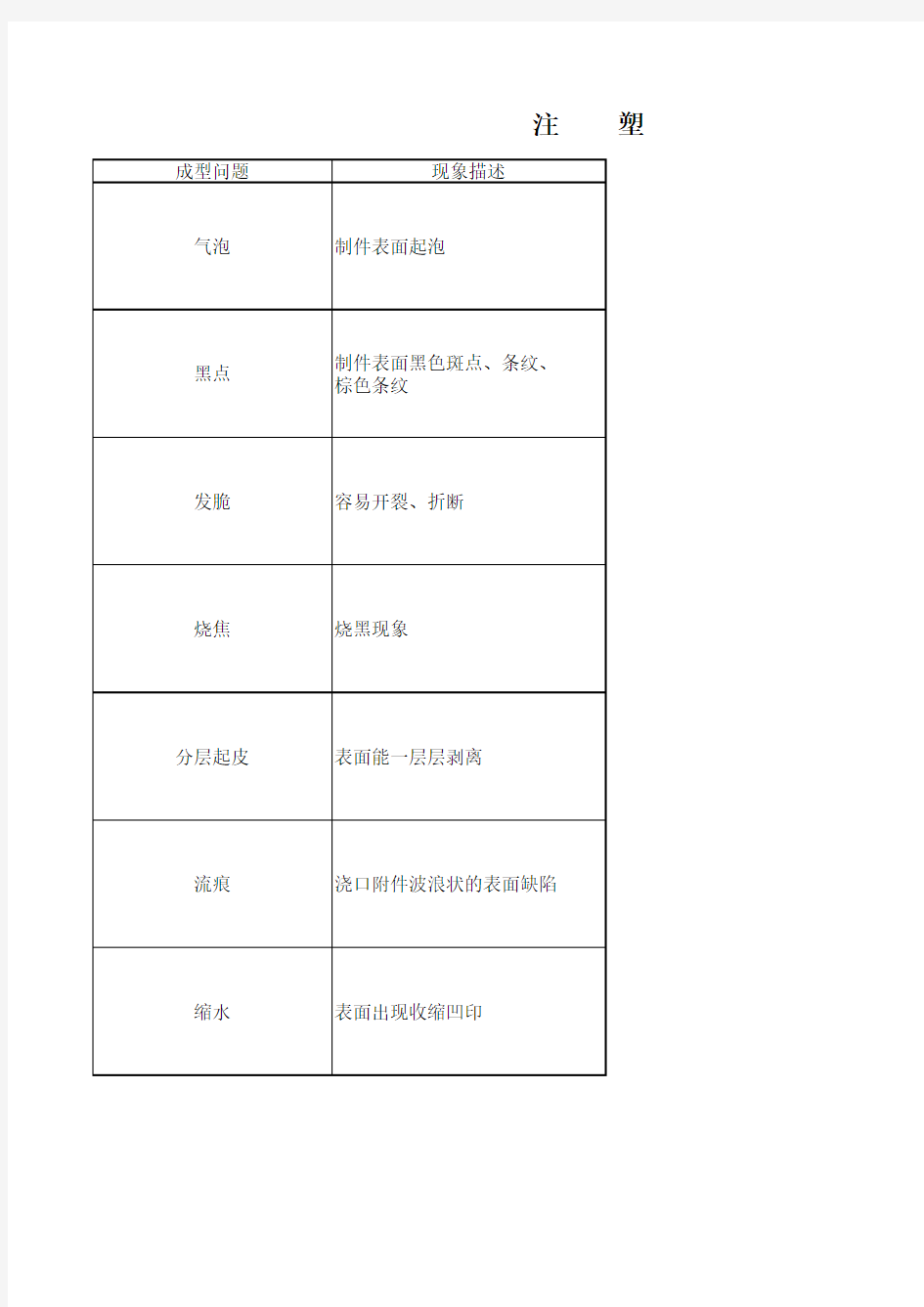

注 塑
产生原因(部分)备注
设计薄厚不均
缺少排气口,气体无法排出
一般透明材料产品
材料降解:塑胶过热分解(碳化降解)
材料污染:脏的回收料
容易出现白色产品
注塑温度设置不对
使用过多的回收材料
浇口及流道系统设置不恰当
型腔空气不能及时排走
材料降解
浇口及流道系统设置不恰当
结合线旁,产品末端等位置
混人不相容的其他高分子聚合物
成型时使用过多的脱模剂
型腔内熔体温度过低
水分过多
树脂温度不一致
熔体、模温、注塑速度、压力过低
浇口、流道尺寸过小
肉厚不均
排气不良,浇口小
注射速度低,保压小,料温低容易出现在柱子背面、胶厚出侧壁
塑 问 题 总 结
结构设计强度问题
保压太大,时间过长,冷却时间短顶出不均匀
注射速度、保压、料温过高锁模力不足,模具间有间隙易出现在分型面、结合线行位夹线、镶件位置
射压小、射胶不足、锁模力不足、排气不
良、浇口小
易出现在偏薄胶位,角落处
材料污染
注塑量不足
背压偏小,射速偏高
射速、温度、保压小,模温低,排气不良
浇口位置不合理
顶出速度过快
拔模角度不够
冷却时间不够
顶针截面积偏小
转角处强度不够
拔模角度不够
顶针设置不对
一般处于薄壁根部
案例图片