硫化曲线图参数详细说明(2008-12-16 13:57:59)
标签:硫化曲线说明参数杂谈分类:橡胶技术论文
硫变仪以及硫化曲线的介绍
1. 橡胶硫化测试仪,简称为硫变仪,是指在橡胶硫化过程中连续测定胶料硫化性能的全部变化,并具有较高的测试精度的仪器,生产橡胶制品的厂家可以用它进行橡胶的均匀性、重现性、稳定性的测试。并且进行橡胶配方设计和检测,目前主要应用于批量生产橡胶硫化特性的检测和管控。
2.分类:
2.1根据其有无转子分为:有转子流变仪、无转子流变仪.
2.2有转子流变仪及无转子流变仪的主要区别:
2.2.1有转子流变仪测试时试样温度达到稳定所需要时间长;而无转子则较快。
2.2.2有转子的转子与胶料产生的磨擦力也计入胶料剪切模量的数据中,而无转子则避免此摩擦力的影响。
3、硫化曲线
3.1实验原理
从流变学的观点可以说,迄今为止,各种流变仪所采用的原理本质上是一致的,即模压在模腔内的试样连续的承受恒定的小振幅和低频率的正弦剪切变形,由测力传感器测定剪切应力,以转矩单位表示,即胶料的剪切模量,当试样规格、厚度、振幅角和实验温度一定时,所测定的剪切应力与交联点密度成正比关系,记录下的剪切应力—时间的曲线便是硫化曲线。
3.2.硫化曲线
ML——最低转矩,N?m(kgf?cm)
MH——到达规定时间之后仍然不出现平坦曲线或最高转矩的硫化曲线,所达到的最高转矩N?m(kgf?cm)
TS1——从实验开始到曲线由最低转矩上升0.1 N?m(kgf?cm)时所对应的时间,MIN
TS2——从实验开始到曲线由最低转矩上升0.2 N?m(kgf?cm)时所对应的时间,MIN
TC(x)——试样达到某一硫化程度所需要的时间,即试样转矩达到ML+X(MH-ML)时
所对应的时间,MIN(注:如X取值0.5,即TC50,X取.9,即TC90)
3.4.硫检参数的意义:
ML:表示胶料的流动性,ML越低,流动性越好,反之,越差。
MH:表征胶料的胶料的剪切模数、硬度、定伸强度和交联密度,一般MH越低,硬度越低,MH越高,硬度越高。
TS2:表征胶料的操作安全性,TS2越短,表示胶料越容易发生死料,产品在生产时容易产生缺料不良。反之,TS2越长,虽然操作安全性提高,但是产效会变低,成本会增加很多,故TS2对胶料的加工、配方设计具有很重要的意义。
TC90:主要用来评估胶料在成型生产时的一次加硫条件,TC90过长表示硫化速度偏慢,会导致产品硬度低,产效低。
4. 流变仪的试验影响因素
4.1试验温度
硫化既然是一种化学反应过程,无疑温度对反应速度是一个重要因素。随着温度提高其诱导期缩短,硫化速度加快.当温度相当高时配方中原材料变量的信息受到掩盖. 胶料硫化过程是一个在一定温度和压力作用下受力的过程。如果温度或压力稍有变化,就会对测量的硫化曲线产生很大影响。目前,压力一般较容易控制。通过带有压力表的硫化仪就可以达到稳定的压力。供给硫化仪的气压必须在任何时候都高于硫化仪所设定的额定气压。而温度控制是各厂家一直强调的主要技术指标。我厂硫化仪采用进口温控表,模腔温度波动≤±0.1℃,温度恢复时间≤2min。
4.2 硫化仪的测量频率:大部分国内使用的硫化仪都采用100转/分钟的转动频率。转动速度对硫化仪的影响主要是使得测量的过程加快。相对于最早3转/分钟的设备来说,100转/分钟在测量时更加适用于高温快检等方面使用。各种频率测量的硫化数据结果不同,但都可以用于橡胶硫化的检测。
4.3硫化仪的摆动角度:
按照标准,有转子硫化仪的摆角应为1°或3°;无转子硫化仪的摆动角度应为1°或0.5°,初配置均为1°。摆动角度对于硫化数据的影响和频率相似,各种角度测量的硫化数据结果不同,但都可以用于橡胶硫化的检测。角度越大,施加于胶样上的扭矩就越大,测量得到的数据就越大。对于特别软的橡胶易采用大角度的摆动。反之,硬胶采用小一些的摆动角度就可。总之,选用不同摆角的目的都是为了能更清楚的显示测量数据。现在所有数据都是计算机或单片机计算,数据再小也可以分辨,对于一般橡胶硫化来说,变化角度的实用性不大,标配角度足以适用于所有橡胶。
硫化仪数据解析
ML——最低转矩,N?m(kgf?cm)
MH——到达规定时间之后仍然不出现平坦曲线或最高转矩的硫化曲线,所达到的最高转矩N?m(kgf?cm)
TS1——从实验开始到曲线由最低转矩上升0.1 N?m(kgf?cm)时所对应的时间,MIN
TS2——从实验开始到曲线由最低转矩上升0.2 N?m(kgf?cm)时所对应的时间,MIN
TC(x)——试样达到某一硫化程度所需要的时间,即试样转矩达到ML+X(MH-ML)时
所对应的时间,MIN(注:如X取值0.5,即TC50,X取.9,即TC90)
3.4.硫检参数的意义:
ML:表示胶料的流动性,ML越低,流动性越好,反之,越差。
MH:表征胶料的胶料的剪切模数、硬度、定伸强度和交联密度,一般MH越低,硬度越低,MH越高,硬度越高。
TS2:表征胶料的操作安全性,TS2越短,表示胶料越容易发生死料,产品在生产时容易产生缺料不良。反之,TS2越长,虽然操作安全性提高,但是产效会变低,成本会增加很多,故TS2对胶料的加工、配方设计具有很重要的意义。
TC90:主要用来评估胶料在成型生产时的一次加硫条件,TC90过长表示硫化速度偏慢,会导致产品硬度低,产效低。
硫化曲线
vulcanization curve;curing curve
在某一温度下测定橡胶在硫化过程中某一物理性能与硫化时间关系的曲线。一般情况下,用硫化胶的拉伸强度、扯断伸长率、定伸应力和硬度等分别对硫化时间作图,就可以得到硫化曲线。目前通常用硫化仪直接绘出硫化曲线,由硫化曲线可以观察胶料硫化的整个过程,按橡胶交联情况的不同可分为:硫化诱导期、热硫化阶段、平坦硫化阶段和过硫阶段。从硫化曲线可以求得胶料焦烧性能、硫化速率、最佳硫化时间、硫化平坦性以及抗过硫返原性能等。
优肯科技股份有限公司《橡胶工艺原理》杨清芝主编
硫化曲线上的参数、硫化的各个阶段及其它们之间的关系见图2-8。由田可见,在硫化温度下,开始转矩下降,也就是粘度下降,到最低点后又开始上升,这表示硫化的开始,随着硫化的进行,转矩不断上升并达到最大值。
从图2—o的硫化曲线上可见下列参数:
ML(最小转矩);
MH(最大转矩);
TH(理论正硫化时间);
M10:ML十(MH—ML)X 10%,
T10(焦烧时间);
M90:ML十(MH—ML)X 90%,
T9O(工艺正硫化时间)。
图2—8中曲线上的各硫化阶段:诱导期,热硫化期,正硫化期,过硫化期。
在硫化反应开始前,胶料必须有充分的迟延作用时间以便进行混炼、压延、压出、成型及模压时充满模型。一旦硫化开始,反应要迅速。因此,硫化诱导期对橡胶加工生产安全至关重要.是生产加工过程的一个基本参数。在热硫化阶段,橡胶与硫磺的交联反应迅速进行,曲线的斜率即硫化速率与交联键生成速度基本一致,并符合一级反应方程式。从硫化时间对交联密度关系可得下列方程式,
式中Vut——硫化时间为,时的交联密度;
K ——交联反应速度常数;
t ——硫化时间;
ti ——硫化诱导时间;
Vu ——交联密度;
Vu∞——最大交联密度。
按照式(2—1)将Vut。对硫化时间进行标绘.可得到图2—9所示的交联反应的动力学曲线,它与图2—8的热硫化段的硫化曲线相同。从图2—9曲线可见,交联反应自ti开始,交联密度近似直线增加,最后达最大值。从理论上,胶料达到最大交联密度时的硫化状态称为正硫化,它与图2—8中的对应点是硫化仪中的最大转矩MH。所以正硫化时间是指胶料达到最大交联密度时所需要时间。显然,由交联密度来确定正硫化是比较合理的,它是现代各种硫化测量技术的理论基础。
(四)理想的橡胶硫化曲线
较为理想的橡胶硫化曲线应满足下列条件:
(1)硫化诱导期要足够长,充分保证生产加工的安全性;
(2)硫化速度要快,提高生产效率.降低能耗;
(3)硫化平坦期要长。
要实现上述条件,必须正确选择硫化条件和硫化体系。目首比较理想的是迟效性
的次磺酰胺类促进剂的硫化体系。理想的硫化曲线如图2—10所示。
硫化仪数据解析
ML——最低转矩,N?m(kgf?cm)MH——到达规定时间之后仍然不出现平坦曲线或最高转矩的硫化曲线,所达到的最高转矩N?m(kgf?cm)
TS1——从实验开始到曲线由最低转矩上升0.1 N?m(kgf?cm)时所对应的时间,
TS2——从实验开始到曲线由最低转矩上升0.2 N?m(kgf?cm)时所对应的时间,
TC(x)——试样达到某一硫化程度所需要的时间,即试样转矩达到ML+X(MH-ML)时所对应的时间,MIN(注:如X取值0.5,即TC50,X取0.9,即TC90)
ML:表示胶料的流动性,ML越低,流动性越好,反之,越差。
MH:表征胶料的胶料的剪切模数、硬度、定伸强度和交联密度,一般MH越低,硬度越低,MH越高,硬度越高。
TS2:表征胶料的操作安全性,TS2越短,表示胶料越容易发生死料,产品在生产时容易产生缺料不良。反之,TS2越长,虽然操作安全性提高,但是产效会变低,成本会增加很多,故TS2对胶料的加工、配方设计具有很重要的意义。
。TC90:主要用来评估胶料在成型生产时的一次加硫条件,TC90过长表示硫化速度偏慢,
会导致产品硬度低,产效低。
Vc1,Vc2即硫化速度指数.由式;Vc=100/(t90-tsx)得出. ts 1,ts 2即初始硫化时间.即从试验开始到
曲
硫变仪以及硫化曲线的介绍 ------ 硫变仪原理简介、硫化曲线解读(教材) 1. 硫化的定义及示意图: 图:高分子链的支化与交联示意图 (a )无规支化高分子;(b )梳形高分子;(c )星形高分子;(d )交联网络 2. 定义: 橡胶硫化测试仪,简称为硫变仪,是指在橡胶硫化过程中连续测定胶料硫化性能的全部变化,并具有较高的测试精度的仪器,生产橡胶制品的厂家可以用它进行橡胶的均匀性、重现性、稳定性的测试。并且进行橡胶配方设计和检测,目前主要应用于批量生产橡胶硫化特性的检测和管控。 3. 分类: 根据其有无转子分为:有转子流变仪、无转子流变仪. 有转子流变仪及无转子流变仪的主要区别: 有转子流变仪测试时试样温度达到稳定所需要时间长;而无转子则较快。 有转子的转子与胶料产生的磨擦力也计入胶料剪切模量的数据中,对数据的重现性有一定的影响。 4、硫化曲线 实验原理 从流变学的观点可以说,迄今为止,各种流变仪所采用的原理本质上是一致的,即模压在模腔内的试样连续的承受恒定的小振幅和低频率的正弦剪切变形,由测力传感器测定剪切应力,以转矩单位表 示,即胶料的剪切模量,当试样规格、厚度、振幅角和实验温度一定时,所测定的剪切应力与交联点密度成正比关系,记录下的剪切应力—时间的曲线便是硫化曲线。 .硫化曲线参数: ML ——最低转矩,N·m (kgf·cm )
MH——到达规定时间之后仍然不出现平坦曲线或最高转矩的硫化曲线,所达到的最高转矩N·m(kgf·cm) TS1——从实验开始到曲线由最低转矩上升N·m(kgf·cm)时所对应的时间,MIN TS2——从实验开始到曲线由最低转矩上升N·m(kgf·cm)时所对应的时间,MIN TC(x)——试样达到某一硫化程度所需要的时间,即试样转矩达到ML+X(MH-ML)时 所对应的时间,MIN(注:如X取值,即TC50,X取.9,即TC90) .硫检参数的意义: ML:表示胶料的流动性,ML越低,流动性越好,反之,越差。 MH:表征胶料的胶料的剪切模量、硬度、定伸强度和交联密度,一般MH越低,硬度越低,MH越高,硬度越高。 TS2:表征胶料的操作安全性,TS2越短,表示胶料越容易发生死料,产品在生产时容易产生缺料不良。反之,TS2越长,虽然操作安全性提高,但是产效会变低,成本会增加很多,故TS2对胶料的 加工、配方设计具有很重要的意义。 TC90:主要用来评估胶料在成型生产时的一次加硫条件,TC90过长表示硫化速度偏慢,会导致产品硬度低,产效低。 5. 流变仪的试验影响因素 试验温度 硫化既然是一种化学反应过程,无疑温度对反应速度是一个重要因素。随着温度提高其诱导期缩短,硫化速度加快.当温度相当高时配方中原材料变量的信息受到掩盖. 胶料硫化过程是一个在一定温度和压力作用下受力的过程。如果温度或压力稍有变化,就会对测量的硫化曲线产生很大影响。目前,压力一般较容易控制。通过带有压力表的硫化仪就可以达到稳定的压力。供给硫化仪的气压必须在任何时候都高于硫化仪所设定的额定气压。而温度控制是各厂家一直强调的主要技术指标。我厂硫化仪采用进口温控表,模腔温度波动≤±0.1℃,温度恢复时间≤2min。 硫化仪的振荡频率:大部分国内使用的硫化仪都采用100转/分钟的转动频率。转动速度对硫化仪的影响主要是使得测量的过程加快。相对于最早3转/分钟的设备来说,100转/分钟在测量时更加适用于高温快检等方面使用。各种频率测量的硫化数据结果不同,但都可以用于橡胶硫化的检测。 硫化仪的摆动角度: 按照标准,有转子硫化仪的摆角应为1°或3°;无转子硫化仪的摆动角度应为1°或°,初配置均为1°。摆动角度对于硫化数据的影响和频率相似,各种角度测量的硫化数据结果不同,但都可以用于橡胶硫化的检测。角度越大,施加于胶样上的扭矩就越大,测量得到的数据就越大,当增至某一临界值时,会引起产品和转子打滑,试样产生破裂。对于特别软的橡胶宜采用大角度的摆动。反之,硬胶采用小一些的摆动角度就可。总之,选用不同摆角的目的都是为了能更清楚的显示测量数据。现在所有数据都是计算机或单片机计算,数据再小也可以分辨,对于一般橡胶硫化来说,变化角度的实用性不大,标配角度足以适用于所有橡胶。 其他 除上述三个主要影响因素外,还有像试样承受压力、转子或模腔的脏污、模腔的形状、试样的体积对测量均有不同程度的影响.
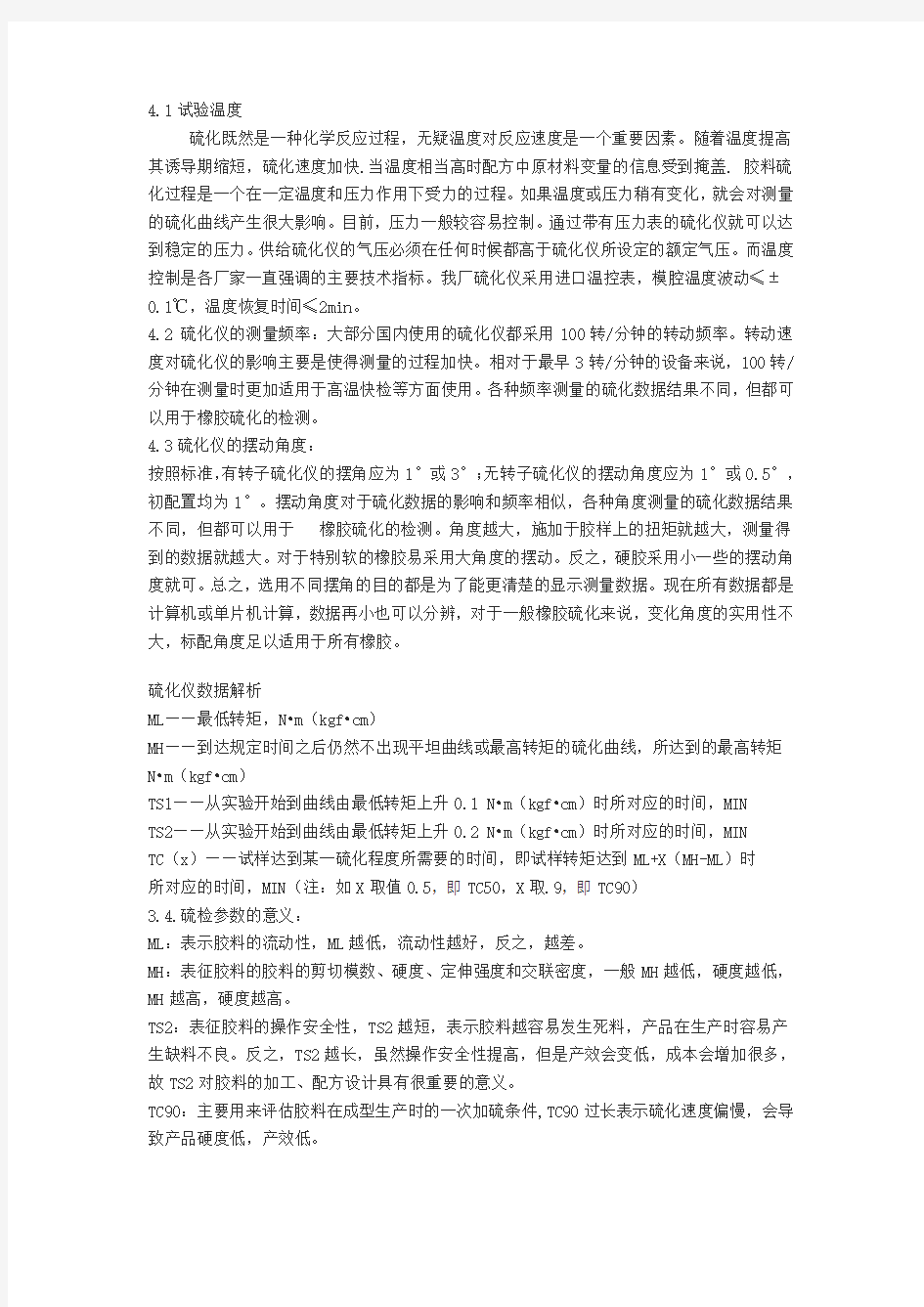
TrelleborgVibracoustic Wuxi Mixing Plant Rheometer Report MDR 300012.10.2017 / 14:47 T 185.0 ℃ 弹弹弹弹 S' [分分分] 时时 [分] 0.6 1.2 1.8 2.4 3.0 0.06.0 12.0 18.0 24.0 30.0胶胶 批批 班班 车班机机批试试时时温温 Scorch Time (TS 2) TC 10 Scorch Time (TS 1) TC 90S` Min S` Max 单单分℃分分分分分分分分分分目目目0.000.770.00 1.80 1.6519.35上上上0.00 - 0.000.67 - 0.870.00 - 0.00 1.60 - 2.000.50 - 2.8015.70 - 23.00控控上0.00 - 0.000.67 - 0.870.00 - 0.00 1.60 - 2.000.50 - 2.8015.70 - 23.00告告上 0.00 - 0.00 0.67 - 0.870.00 - 0.00 1.60 - 2.000.50 - 2.8015.70 - 23.00 F-GD7010A 171010TEST1 B1 012# 3.00185.000.880.840.71 1.89 1.5719.87F-GD7010A 171010try1 B1 012# 3.00185.000.700.620.63 1.190.9210.00F-GD7010A 171010try1 B1 012# 3.00185.000.860.840.70 1.90 1.6120.15F-GD7010A 171010try2 B1 012# 3.00185.000.920.890.75 1.95 1.6220.08F-GD7010A 171010TEST2 B1 012# 3.00185.000.890.860.73 1.93 2.1420.67F-GD7010A 171010TEST3 B1 012# 3.00185.000.900.870.73 1.93 1.8720.37F-GD7010A 171010TEST4 B1 012# 3.00 185.00 0.900.870.73 1.94 1.8720.00平平目0.8640.8270.711 1.819 1.65718.734最最目0.7000.6200.630 1.1900.92010.000最最目0.9200.8900.750 1.950 2.14020.670目标标 0.0750.0930.0390.2780.383 3.860标差差差(CV ) 0.144 0.187 0.092 0.255 23.089 20.606 MonControl analyses software , Copyright ? MonTech Werkstoffprüfmaschinen GmbH , Germany
巧用Word绘制坐标图 福建省福鼎一中肖巧玲(ukxql@https://www.doczj.com/doc/3415790876.html,) 坐标图是信息表达的一种方式,描绘在坐标图中的曲线可以表现出数量变化的规律或两个变量间的相关性等。图形分析能力是中学生生物学应该培养的重要的能力之一。在生物学科的练习和试卷的编制中,经常需要绘制坐标图。但很多的老师对坐标的绘制感到很困难,尤其是如何准确标出刻度很棘手,有的老师不得不借助其他统计软件,虽然这些统计软件可以绘制精美的图象,但它与Word软件的结合不佳。其实我们只需灵活使用word的“绘图”,就可以绘制出适合我们教学的虽不精美但很准确的坐标图。在Word中绘制的图形,还可以保存在“剪贴画”中,编辑Word文档时随时调用。下面我把绘制步骤进行简单说明: 第一步:绘坐标轴 选取绘图工具栏“箭头”工具,按住“Shift”键,在文档的空白区域拉出相互垂直的带箭头的直线,调整合适位置,使起点重合。这两直线分别表示横坐标和纵坐标。如图一。 (图一) 第二步:绘横坐标刻度线 1.选取绘图“直线”工具,画一短竖线。双击该竖线,在跳出的“设置自选图形格式”中修改大小,将“高度”设为“0.1cm”,“确定”后退出该窗口。一条刻度线绘制完毕。 如图二。 2.将已绘制好的刻度线,按我们实际需要复制粘贴多份。如图,横坐标将分成6个刻度,那么需要包括原点在内,共7条短线,所以复制粘贴6份。如图三。 3.选中这7条短线,选择“绘图”—“对齐或分布”的“顶端对齐”方式。原来随意排列的短线整齐地排列在一个水平线上。如图四。 4.将第一条短线和最后一条短线,拉开一定的距离,这个距离表示横坐标从原点到最大刻度的范围。这是给横坐标刻度定位的开始。如图五。 5.再次选中这7条短线,选择“绘图”—“对齐或分布”的“横向分布”方式。7条短线均匀分布开来,均分成6份。如图六。
硫化曲线教材Last revision on 21 December 2020
硫变仪以及硫化曲线的介绍 ------ 硫变仪原理简介、硫化曲线解读(教材) 1. 硫化的定义及示意图: 图:高分子链的支化与交联示意图 (a)无规支化高分子;(b)梳形高分子;(c)星形高分子;(d)交联网络 2. 定义: 橡胶硫化测试仪,简称为硫变仪,是指在橡胶硫化过程中连续测定胶料硫化性 能的全部变化,并具有较高的测试精度的仪器,生产橡胶制品的厂家可以用它 进行橡胶的均匀性、重现性、稳定性的测试。并且进行橡胶配方设计和检测, 目前主要应用于批量生产橡胶硫化特性的检测和管控。 3. 分类: 根据其有无转子分为:有转子流变仪、无转子流变仪. 有转子流变仪及无转子流变仪的主要区别: 有转子流变仪测试时试样温度达到稳定所需要时间长;而无转子则较快。 有转子的转子与胶料产生的磨擦力也计入胶料剪切模量的数据中,对数据的重现性有一定的影响。
4、硫化曲线 实验原理 从流变学的观点可以说,迄今为止,各种流变仪所采用的原理本质上是一致 的,即模压在模腔内的试样连续的承受恒定的小振幅和低频率的正弦剪切变 形,由测力传感器测定剪切应力,以转矩单位表示,即胶料的剪切模量,当试 样规格、厚度、振幅角和实验温度一定时,所测定的剪切应力与交联点密度成 正比关系,记录下的剪切应力—时间的曲线便是硫化曲线。 .硫化曲线参数: ML ——最低转矩,N·m (kgf·cm ) MH ——到达规定时间之后仍然不出现平坦曲线或最高转矩的硫化曲线,所达到的最高 转矩N·m (kgf·cm ) TS1——从实验开始到曲线由最低转矩上升 N·m (kgf·cm )时所对应的时间, MIN
橡胶件硫化的三大工艺参数是:温度、时间和压力。其中硫化温度是对制品性能影响最大的参数,硫化温度对橡胶制品的影响的研究也比比皆是。但对硫化压力比较少进行试验。 硫化压力是指,橡胶混炼胶在硫化过程中,其单位面积上所承受的压力。一般情况下,除了一些夹布件和海绵橡胶外,其他橡胶制品在硫化时均需施加一定的压力。 橡胶硫化压力,是保证橡胶零件几何尺寸、结构密度、物理机械的重要因素,同时也能保证零件表面光滑无缺陷,达到橡胶制品的密封要求。作用主要有以下几点: 防止混炼胶在硫化成型过程中产生气泡,提高制品的致密性; 提供胶料的充模流动的动力,使胶料在规定时间内能够充满整个模腔; 提高橡胶与夹件(帘布等)附着力及橡胶制品的耐曲绕性能; 4)提高橡胶制品的物理力学性能。 硫化压力的选取需要考虑如下几个方面的因素: 1)胶料的配方; 2)胶料可塑性的大小; 3)成型模具的结构形式(模压,注压,射出等); 4)硫化设备的类型(平板硫化机,注压硫化机,射出硫化机,真空硫化机等); 5)制品的结构特点。 硫化压力选取的一般原则: 1)胶料硬度低的(50-Shore A以下或更低),压力宜选择小,硬度高的选择大; 2)薄制品选择小,厚制品选择大; 3)制品结构简单选择小,结构复杂选择大; 4)力学性能要求高选择大,要求低选择小; 5)硫化温度较高时,压力可以小一些,温度较低时,压力宜高点。 对硫化压力,国内外一些橡胶厂家有如下一些经验值供参考: 1)模压及移模注压的硫化方式,其模腔内的硫化压力为:10~20Mpa; 2)注压硫化方式其模腔内的硫化压力为:0~150Mpa; 3)硫化压力增大,产品的静态刚度也随之增大,而收缩率随之逐渐减小;(在国内的减振橡胶行业内,对于调整产品的刚度,普遍采用的依然是增加或者降低产品所使用的胶料硬度,而在国外,已经普遍采用了提高或者降低产品硫化时的胶料硫化压力来调整产品的静态刚度。) 4)随着硫化压力的不断提高,产品胶料的收缩率会出现一个反常的现象,即当产品胶料的硫化压力达到83Mpa时,产品胶料的收缩率为0,若产品胶料的硫化压力继续不断上升,产品胶料的收缩率会出现负值,也就是说,在这种超高的产品胶料硫化压力下,产品硫化出来经停放后,其橡胶部分的尺寸比模具设计的尺寸还要大; 5)在模压和注压方式下,模腔内胶料的硫化压力随着时间的延长,总是先增高后减少,并最终处于平坦状态; 6)随着胶料硫化压力的提高,其胶料的300%定伸和拉伸强度均随之提高,其胶料的扯断
2011高中生物曲线图形类型(1) 一.常见单曲线类型: 1.升降曲线: 曲线递变规律: 在一定范围内,纵坐标变量随着横坐标变量的增大而增大,超过某一值时,纵坐标变量随着横坐标变量的增大而减小。该变化趋势可以表示:(1)温度或PH值对酶活性的影响;(2)生长素浓度与植物生长的关系;(3)温度对呼吸强度、光合强度的影响;(4)叶中可被再利用的矿质元素含量与叶龄的关系;(5)叶片中叶绿素的含量与叶龄的关系;(6)绿色植物体内干物质积累量与叶面积指数;(7)根吸收矿质离子与温度的关系;(8)质壁分离及复原的细胞中细胞液浓度与时间的关系;(9)种群增长率与时间的关系;(10)微生物的生长曲线等。 2.升平曲线: 曲线递变规律: 在一定范围内,纵坐标变量随着横坐标变量的增大而增大,超过某一值时,纵坐标变量随着横坐标变量的增大而趋于稳定。如:(1)酶促反应速率与底物浓度(酶量一定)的关系;(2)O2浓度与有氧呼吸速率、ATP产生速率的的关系;(3)O2浓度与矿质离子的吸收速率的关系;(4)光合作用强度与CO2浓度、光照强度、矿质元素、水分的关系;(5)质壁分离后进行复原的细胞重量与时间的关系;(6)叶中不可被再利用的矿质元素含量与叶龄的关系;(7)杂合子自交后代中纯合子所占比例;(8)自然状态下种群密度与时间的关系等。 3.降曲线: 曲线递变规律: 在一定范围内,纵坐标变量随着横坐标变量的增大而减小。如:(1)O2浓度与乳酸菌无氧呼吸强度的关系(O2存在时发酵作用受抑制);(2)发生质壁分离的细胞重量与时间的关系;(3)发生渗透作用失水的细胞重量与时间的关系;(4)杂合子自交后代中杂合子所占比例;(5)生态系统恢复力稳定性与营养结构的复杂程度的关系;(6)恒温动物耗氧量与环境温度的关系等。4.升曲线: 曲线递变规律: 在一定范围内,纵坐标变量随着横坐标变量的增大而增加。如:(1)卵裂中DNA总量与时间的关系;(2)理想状态下种群密度与时间的关系;(3)生态系统抵抗力稳定性与营养结构的复杂程度的关系;(4)变温动物耗氧量与环境温度的关系等。
硫化曲线图参数详细说明(2008-12-16 13:57:59) 标签:硫化曲线说明参数杂谈分类:橡胶技术论文 硫变仪以及硫化曲线的介绍 1. 橡胶硫化测试仪,简称为硫变仪,是指在橡胶硫化过程中连续测定胶料硫化性能的全部变化,并具有较高的测试精度的仪器,生产橡胶制品的厂家可以用它进行橡胶的均匀性、重现性、稳定性的测试。并且进行橡胶配方设计和检测,目前主要应用于批量生产橡胶硫化特性的检测和管控。 2.分类: 2.1根据其有无转子分为:有转子流变仪、无转子流变仪. 2.2有转子流变仪及无转子流变仪的主要区别: 2.2.1有转子流变仪测试时试样温度达到稳定所需要时间长;而无转子则较快。 2.2.2有转子的转子与胶料产生的磨擦力也计入胶料剪切模量的数据中,而无转子则避免此摩擦力的影响。 3、硫化曲线 3.1实验原理 从流变学的观点可以说,迄今为止,各种流变仪所采用的原理本质上是一致的,即模压在模腔内的试样连续的承受恒定的小振幅和低频率的正弦剪切变形,由测力传感器测定剪切应力,以转矩单位表示,即胶料的剪切模量,当试样规格、厚度、振幅角和实验温度一定时,所测定的剪切应力与交联点密度成正比关系,记录下的剪切应力—时间的曲线便是硫化曲线。 3.2.硫化曲线 ML——最低转矩,N?m(kgf?cm) MH——到达规定时间之后仍然不出现平坦曲线或最高转矩的硫化曲线,所达到的最高转矩N?m(kgf?cm) TS1——从实验开始到曲线由最低转矩上升0.1 N?m(kgf?cm)时所对应的时间,MIN TS2——从实验开始到曲线由最低转矩上升0.2 N?m(kgf?cm)时所对应的时间,MIN TC(x)——试样达到某一硫化程度所需要的时间,即试样转矩达到ML+X(MH-ML)时 所对应的时间,MIN(注:如X取值0.5,即TC50,X取.9,即TC90) 3.4.硫检参数的意义: ML:表示胶料的流动性,ML越低,流动性越好,反之,越差。 MH:表征胶料的胶料的剪切模数、硬度、定伸强度和交联密度,一般MH越低,硬度越低,MH越高,硬度越高。 TS2:表征胶料的操作安全性,TS2越短,表示胶料越容易发生死料,产品在生产时容易产生缺料不良。反之,TS2越长,虽然操作安全性提高,但是产效会变低,成本会增加很多,故TS2对胶料的加工、配方设计具有很重要的意义。 TC90:主要用来评估胶料在成型生产时的一次加硫条件,TC90过长表示硫化速度偏慢,会导致产品硬度低,产效低。 4. 流变仪的试验影响因素
看准趋势比较关系 ——坐标图解题思路 刘彦强 提要:坐标图试题是对文科考生和数学底子较差的政治老师而言都感到非常棘手的一类试题。本文提出了“依据坐标看趋势,比较曲线看关系”读懂坐标图表、五步解析坐标图题的简单实用且准确又有效的方法,并以2015年出现的所有做标题为例做了解析示例。 关键词:自变量因变量曲线 坐标图是近年来高考试题中经常出现的题型。此类试题对文科考生和数学底子较差的政治老师而言都感到非常棘手,属于拉开优等考生与一般考生差距的试题。实践表明,无论是考生还是政治老师,对此类试题感到棘手的地方集中在读懂坐标图,以及从坐标图中提取有效信息上。为此,本文想集中讨论如何认识坐标图,如何从坐标图中提取有效信息的问题。 例一: (2015年海南卷)2.市场上某款运动鞋的价格上涨后,其供应量发生了相应的变化。下列图示正确反映这一变化的是B A.① B. ② C.③ D.④ 解析思路:
本题相对比较简单,但麻雀虽小,肝胆俱全,依然属于典型的坐标图试题。我就一这道题为“麻雀”,通过对这只麻雀的解剖来把握坐标图题这一类“飞鸟”的解题思路。 坐标图的基本要素是纵、横坐标和曲线。按照这三个要素及其关系,解析坐标图的基本思路如下: 第一:弄清坐标含义。弄清坐标含义是解坐标图类试题的基础。在例一的四个坐标图中,纵坐标为价格,横坐标为商品数量。 第二:判别两个坐标中的自变量和因变量。依据例一题意,价格即纵坐标是自变量,供应量(数量)即横坐标为因变量。这是解题的关键。 第三:认准曲线内容。搞清楚曲线所代表的实际内容,这是解析坐标图的前提。在例一的四个坐标图中,曲线都代表的是商品需求。 第四:依据自变量引起因变量的变化理论,把握曲线变化趋势。这是解析坐标图试题的数学基础。在例一中,价格上涨,引起供应量的增加,是正相关关系。 第五:比较不同曲线差异。判别那一条曲线符合自变量引起因变量的变化趋势。这是解析坐标图试题的直接要素。此题的四个坐标图中,①曲线表示负相关关系,③的两条曲线都是负相关关系,两个都应排除。④的两个曲线虽都是正相关关系,但两曲线反映的曲线位移并没有反映出价格上涨(箭头与横坐标平行),②准确的反映了价格上涨,供应量增加的正相关关系,故答案为B。 分析上面的五步解题思路,前四步都说的是如何读懂坐标图。将其高度概括,四步又可以归纳为两句话,即: 依据坐标看趋势,比较曲线看关系。 “依据坐标看趋势”是看图中曲线的变化趋势。用数学语言说,就是坐标分
实验7 硫化特性试验 一.实验目的 1.深刻理解橡胶的硫化特性及其意义。 2.熟悉橡胶硫化仪的结构及工作原理。 3.熟练操作硫化仪和准确处理硫化曲线。 二.实验设备 硫化是橡胶加工中最重要的工艺过程之一。硫化胶性能随硫化时间的长短有很大变化,正硫化时间的选取,决定了硫化胶性能的好坏。测定正硫化程度的方法有3类:物理-化学法、物理性能测定法和专用仪器法。专用仪器法可用门尼粘度计和各种硫化仪等进行测试,由于门尼粘度计不能直接读出正硫化时间,因此大多采用硫化仪来测定正硫化时间。 硫化仪是近年出现的专用于测试橡胶硫化特性的实验仪器,类型有多种,按作用原理可分为流变仪和硫化仪两大类,本实验所用设备是MM4130C2型无转子硫化实验机。 三.实验原理 实验时,下模腔作一定角度的摆动,在温度和压力作用下,胶料逐渐硫化,其模量逐渐增加,模腔摆动所需要的转矩也成比例增加,这个增加的转矩值由传感器感受后,变成电信号再送到纪录仪上放大并记录。因此硫化仪测定记录的是转矩值,由转矩值的大小来反映胶料的硫化程度,其原理归纳如下: 1.由于橡胶的硫化过程实际上是线性高分子材料进行交联的过程,因此用交联点密度的大小(单位体积内交联点的数目)可以检测出橡胶的交联程度。根据弹性统计理论可知: G=νRT (4-1) 式中:G为剪切模量;ν为交联密度;R为气体常数;T为绝对温度。 上式中R、T是常数,故G与ν成正比,只要求出G就能反映交联程度。 2.G与转矩M也存在一定的线性关系,因为从胶料在模腔中受力分析中可知,转子由于作一定角度的摆动,对胶料施加一定的力使之形变,与此同时胶料将产生剪切力、拉伸力、扭力等。这些力的合力F对转子将产生转矩M,阻碍转子的运动,而且随胶料逐渐硫化,其G也逐渐增加,转子的摆动在定应变的情况下所需的转矩也成比例增加。 因此,由于M与F、F与G、G与V都存在着线性关系,故M与V也存在线性关系,因此测定橡胶转矩的大小就可反映胶料的交联密度。 四.试样准备 1.未硫化胶片在室温下停放2小时即可进行实验(不准超过10天)。 2.从无气泡的胶片上裁取直径约30毫米、厚度约2毫米的圆片。 3.试样不应有杂质、灰尘等。 五.操作步骤
聚 合 物 加 工 实 验 报 告 班级:12高分子材料与工程1班 学号:1214121013 姓名:矢名 实验一PP/EPDM共混改性及挤出造粒、注塑实验二PE吹塑薄膜成型 实验三EPDM橡胶的开炼及密炼 实验四PP/EPDM性能测定 实验五EPDM橡胶硫化曲线的测定
实验五 EPDM橡胶硫化特性曲线的测定 一、实验目的 (1)理解橡胶硫化特性曲线测定的意义; (2)了解CL-2000E型无转子硫化仪的结构原理及操作方法; (3)掌握橡胶硫化特性曲线测定和正硫化时间确定的方法。 二、实验原理 硫化是橡胶制坯生产中最重要的工艺过程。在硫化过程中,橡胶经历了一系列的物理和化学变化,其物理机械性能和化学性能得到了改善,使橡胶材料成为有用的材料,因此硫化对橡胶及其制品是十分重要的。 硫化是在一定温度、压力和时间条件下使橡胶大分子链发生化学交联反应的过程。 橡胶在硫化过程中.其各种性能随硫化时间增加而变化。橡胶的硫化历程可分为焦烧、预硫、正硫化和过硫叫个阶段。如图28-1所示。 图 28-1 橡胶硫化历程 A 起硫快速的胶料: B 有延迟特性的胶料; C 过硫后定伸强度继续上升的胶料; D 具有反原件的胶料; a1-操作焦烧时间;a2-剩余焦烧时间;b-模型硫化时间
焦烧阶段又称硫化诱导期,是指橡胶在硫化开始前的延迟作用时间,在此阶段胶料尚未开始交联,胶料在模型内有良好的流动性。对于模型硫化制品,胶料的流动、充模必须在此阶段完成,否则就发生焦烧。 预硫化阶段是焦烧期以后橡胶开始交联的阶段。随着交联反应的进行,橡胶的交联程度逐渐增加,并形成网状结构,橡胶的物理机械性能逐渐上升.但尚未达到顶期的水平。 正硫化阶段,橡胶的交联反应达到一定的程度,此时的各项物理机械性能均达到或接近最佳值,其综合性能最佳。 过硫化阶段是正硫化以后继续硫化,此时的各项物理机械性能均达到或接近最佳值,其综合性能最佳。 过硫化阶段是正硫化以后继续硫化,此时往往氧化及热断链反应占主导地位,胶料会出现物理机械性能下降的现象。 由硫化的历程可以看到,橡胶处在正硫化时,其物理机械性能或综合性能达到最佳值,预硫化或过硫化阶段胶料性能均不好。达到正硫化装填所需的最短时间为理论正硫化时间。也成正硫化点,而正硫化时一个阶段。在正硫化阶段中,胶料的各项物理机械性能保持最高值,但橡胶的各项性能指标往往不会再同一时间达到最佳值,因此准确测定和选取正硫化点就成为确定硫化条件和获得产品最佳性能能的决定因素。 从硫化反应动力学原理来说,正硫化应是胶料达到最大交联密度时的硫化状态,正硫化时间应由胶料达到最大交联密度所需的时间来确定比较合理。在实际应用中是根据某些主要性能指标(与交联密度成正比)来选择最最佳点,确定正硫化时间。 日前用转子旋转振荡式硫化仪来测定和选取正硫化点最为广泛。这类硫化仪能够连续地测定与加工性能和硫化性能有关的参数,包括初始粘度、最低粘度、焦烧时间、硫化速度、正硫化时间和活化能等。实际上硫化仪测定记录的是转距值,以转矩的大小来反映胶料的硫化程度,其测定的基本原理根据弹性统计理论: G RT ρ= 28-1 式中 G —剪切模量,MPa ρ-交联密度,mol/ml;
硫化曲线教材 Company number:【0089WT-8898YT-W8CCB-BUUT-202108】
硫变仪以及硫化曲线的介绍 ------ 硫变仪原理简介、硫化曲线解读(教材) 1. 硫化的定义及示意图: 图:高分子链的支化与交联示意图 (a)无规支化高分子;(b)梳形高分子;(c)星形高分子;(d)交联网络 2. 定义: 橡胶硫化测试仪,简称为硫变仪,是指在橡胶硫化过程中连续测定胶料硫化性 能的全部变化,并具有较高的测试精度的仪器,生产橡胶制品的厂家可以用它 进行橡胶的均匀性、重现性、稳定性的测试。并且进行橡胶配方设计和检测, 目前主要应用于批量生产橡胶硫化特性的检测和管控。 3. 分类: 根据其有无转子分为:有转子流变仪、无转子流变仪. 有转子流变仪及无转子流变仪的主要区别: 有转子流变仪测试时试样温度达到稳定所需要时间长;而无转子则较快。 有转子的转子与胶料产生的磨擦力也计入胶料剪切模量的数据中,对数据的重现性有一定的影响。
4、硫化曲线 实验原理 从流变学的观点可以说,迄今为止,各种流变仪所采用的原理本质上是一致 的,即模压在模腔内的试样连续的承受恒定的小振幅和低频率的正弦剪切变 形,由测力传感器测定剪切应力,以转矩单位表示,即胶料的剪切模量,当试 样规格、厚度、振幅角和实验温度一定时,所测定的剪切应力与交联点密度成 正比关系,记录下的剪切应力—时间的曲线便是硫化曲线。 .硫化曲线参数: ML ——最低转矩,N·m (kgf·cm ) MH ——到达规定时间之后仍然不出现平坦曲线或最高转矩的硫化曲线,所达到的最高 转矩N·m (kgf·cm ) TS1——从实验开始到曲线由最低转矩上升 N·m (kgf·cm )时所对应的时间, MIN
NBR/AT 硫化曲线 配方 硫化配方:ZnO 5g SA 1g DM 1.5g TT 0.5g S 2g 4010NA 1g 硫化工艺:145℃×T 90 0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 扭矩/N .M 时间/min
硫化曲线ML——最低转矩,N/m(kgf/cm) 硫化曲线MH——到达规定时间之后仍然不出现平坦曲线或最高转矩的硫化曲线,所达到的最高转矩N/m(kgf/cm) 硫化曲线TS1——从实验开始到曲线由最低转矩上升0.1 N/m(kgf/cm)时所对应的时间,MIN 硫化曲线TS2——从实验开始到曲线由最低转矩上升0.2 N/m(kgf/cm)时所对应的时间,MIN 硫化曲线TC(x)——试样达到某一硫化程度所需要的时间,即试样转矩达到ML+X (MH-ML)时 所对应的时间,MIN(注:如X取值0.5,即TC50,X取.9,即TC90) 3.4.硫检参数的意义: 硫化曲线ML:表示胶料的流动性,ML越低,流动性越好,反之,越差。 硫化曲线MH:表征胶料的胶料的剪切模数、硬度、定伸强度和交联密度,一般MH越低,硬度越低,MH越高,硬度越高。 橡胶信息网,https://www.doczj.com/doc/3415790876.html, 硫化曲线TS2:表征胶料的操作安全性,TS2越短,表示胶料越容易发生死料,产品在生产时容易产生缺料不良。反之,TS2越长,虽然操作安全性提高,但是产效会变低,成本会增加很多,故TS2对胶料的加工、配方设计具有很重要的意义。 硫化曲线TC90:主要用来评估胶料在成型生产时的一次加硫条件,TC90过长表示硫化速度偏慢,会导致产品硬度低,产效低。
硫变仪以及硫化曲线的介绍 1. 橡胶硫化测试仪,简称为硫变仪(也叫硫化仪),是指在橡胶硫化过程中连续测定胶料硫化性能的全部变化,并具有较高的测试精度的仪器,生产橡胶制品的厂家可以用它进行橡胶的均匀性、重现性、稳定性的测试。并且进行橡胶配方设计和检测,目前主要应用于批量生产橡胶硫化特性的检测和管控。 2.分类: 2.1硫变仪根据其有无转子分为:有转子流变仪、无转子流变仪. 2.2有转子流变仪及无转子流变仪的主要区别: 2.2.1有转子流变仪测试时试样温度达到稳定所需要时间长;而无转子则较快。 2.2.2有转子的硫变仪转子与胶料产生的磨擦力也计入胶料剪切模量的数据中,而无转子硫变仪则避免此摩擦力的影响。 3、硫化曲线 3.1实验原理https://www.doczj.com/doc/3415790876.html, 从流变学的观点可以说,迄今为止,各种流变仪所采用的原理本质上是一致的,即模压在模腔内的试样连续的承受恒定的小振幅和低频率的正弦剪切变形,由测力传感器测定剪切应力,以转矩单位表示,即胶料的剪切模量,当试样规格、厚度、振幅角和实验温度一定时,所测定的剪切应力与交联点密度成正比关系,记录下的剪切应力—时间的曲线便是硫化曲线。 橡胶技术网 3.2.硫化曲线 硫化曲线ML——最低转矩,N?m(kgf?cm) 硫化曲线MH——到达规定时间之后仍然不出现平坦曲线或最高转矩的硫化曲线,所达到的最高转矩N?m(kgf?cm) 硫化曲线TS1——从实验开始到曲线由最低转矩上升0.1 N?m(kgf?cm)时所对应的时间,MIN 硫化曲线TS2——从实验开始到曲线由最低转矩上升0.2 N?m(kgf?cm)时所对应的时间,MIN 硫化曲线TC(x)——试样达到某一硫化程度所需要的时间,即试样转矩达到ML+X(MH-ML)时 所对应的时间,MIN(注:如X取值0.5,即TC50,X取.9,即TC90) 3.4.硫检参数的意义: 硫化曲线ML:表示胶料的流动性,ML越低,流动性越好,反之,越差。 硫化曲线MH:表征胶料的胶料的剪切模数、硬度、定伸强度和交联密度,一般MH越低,硬度越低,MH越高,硬度越高。
一. 流变仪之各种曲线之原理: 1. S*粘弹曲线的原理:根据转子或转盘转动时,因胶料架桥作用所产生之扭矩变化曲线。 S*= S’2+S”2 δ=ab-ac 2. S’弹性曲线的原理:S’=S* X cos δ,S’ 可得到相关之加硫条件参数。 3. S”粘性曲线的原理:S”=S* X sin δ ,S” 可得到相关之粘性参数。粘性曲线可看出橡胶之加工性。 4. Loss Angle 动的损失角曲线的原理:δ=ab-ac 5. tan δ粘弹性比值曲线:tan δ=S”/S’ 6. 上、下模温度曲线:测试进行中温度变化记录曲线。 7. 硫化速率曲线:架桥过程中相邻两点间之斜率值之曲线。 8. 粘弹综合曲线:S*= S’2+S”2 二. 流变仪图形及数据之判读及运用: 流变仪之标准硫化曲线如下: 其中共分为三大区: 1. 第一区为加工区:在此一时间内橡胶具有可塑性。此段时间愈长愈易于加工,但产能将降低,扭力值愈低橡胶流动性愈好。 2. 第二区为硫化区:在此一时间内为架桥过程。以相同的材料而言此段时间愈长,物性通常会较佳。 3. 第三区为物理性质区:此一区段可判读成品之物理性质。 由曲线中可得数据说明如下: 1. 焦烧时间(TS – Time of Scorch):一般而言国人的习惯此数据取2,这个时间通常称之为加工安全时间,也就是超过此时间橡胶已架桥失去了流动性,这是衡量模内流动时间的尺度,在低温下,它是衡量加工性能的指数,它与门尼焦烧相似。事实上,如果流变仪和门尼试验的温度相同时,流变仪的TS2和门尼的TS35有密切关系。以TS2为例,其定义为最低扭力值加2个单位所对应的时间: MS2=ML+2 此点所对应的时间(TS) 2. 硫化时间(TC – Time of Curing):一般而言国人的习惯此数据取90,这个时间通常称之为最适加 硫时间,也就是说当加硫至此一时间就可自模具中将成品取出,其定义为加硫至90%所需之时间,其计算公式为: MC90=(MH-ML)*90%+ML 此点所对应之时间(TC) 3. 最低扭力值(ML – Min Torque):此数据可作为加工特性之参考。最低扭力与在同样试验温度下之门尼粘度成正比,通常此值愈低愈易于加工,但也容易产生毛边。 4. 最高扭力值(MH – Max Torque):此数据可作为成品物性之参考。最高扭力值是衡量在试验温度下,只改变促进剂时,胶料剪切模数或硬度的尺度,也是衡量定伸强度和交联密度变化的有效S* S’ S” δ ab ac δ a c b 扭力 时间 加工特性区 硫化区 物性质区 TS MH ML MS MC 扭 力 时间 TC
硫化曲线介绍精编 Document number:WTT-LKK-GBB-08921-EIGG-22986
一. 流变仪之各种曲线之原理: 1. S*粘弹曲线的原理:根据转子或转盘转动时,因胶料架桥作用所产生之扭矩变化曲线。 S*= S’2+S”2 δ=ab-ac 2. S’弹性曲线的原理:S’=S* X cosδ,S’ 可得到相关之加硫条件参 数。 3. S”粘性曲线的原理:S”=S* X sinδ ,S” 可得到相关之粘性参数。 粘性曲线可看出橡胶之加工性。 4. Loss Angle 动的损失角曲线的原理:δ=ab-ac 5. tan δ粘弹性比值曲线:tan δ=S”/S’ 6. 上、下模温度曲线:测试进行中温度变化记录曲线。 7. 硫化速率曲线:架桥过程中相邻两点间之斜率值之曲线。 8. 粘弹综合曲线:S*= S’2+S”2 二. 流变仪图形及数据之判读及运用: 流变仪之标准硫化曲线如下: S* S’ S ” δ ab ac δ a c b
其中共分为三大区: 1. 第一区为加工区:在此一时间内橡胶具有可塑性。此段时间愈长愈易于 加工,但产能将降低,扭力值愈低橡胶流动性愈好。 2. 第二区为硫化区:在此一时间内为架桥过程。以相同的材料而言此段时 间愈长,物性通常会较佳。 3. 第三区为物理性质区:此一区段可判读成品之物理性质。 由曲线中可得数据说明如下: 时间 扭力
1.焦烧时间(TS – Time of Scorch):一般而言国人的习惯此数据取2, 这个时间通常称之为加工安全时间,也就是超过此时间橡胶已架桥失去了流动性,这是衡量模内流动时间的尺度,在低温下,它是衡量加工性能的指数,它与门尼焦烧相似。事实上,如果流变仪和门尼试验的温度相同时,流变仪的TS2和门尼的TS35有密切关系。以TS2为例,其定义为最低扭力值加2个单位所对应的时间: MS2=ML+2 ?此点所对应的时间(TS) 2.硫化时间(TC – Time of Curing):一般而言国人的习惯此数据取 90,这个时间通常称之为最适加硫时间,也就是说当加硫至此一时间就可自模具中将成品取出,其定义为加硫至90%所需之时间,其计算公式为: MC90=(MH-ML)*90%+ML?此点所对应之时间(TC) 3.最低扭力值(ML – Min Torque):此数据可作为加工特性之参考。最低 扭力与在同样试验温度下之门尼粘度成正比,通常此值愈低愈易于加工,但也容易产生毛边。 4.最高扭力值(MH – Max Torque):此数据可作为成品物性之参考。最高 扭力值是衡量在试验温度下,只改变促进剂时,胶料剪切模数或硬度的尺度,也是衡量定伸强度和交联密度变化的有效尺度。 5.加硫指数(CRI – Cure Rate Index):总加硫时间,即CRI=100/(T90- T2)。这是计算硫化反应速度的指针。 6.动的损失角(Loss Angle):橡胶粘弹性比值之Tanδ,高分子本身具有 粘弹特性,举例来说,一条橡皮筋原本长度为1公分当施以一外力时长度变为5公分,当外力消失时长度并非变为原来的1公分,而是是变为公分,而这公分的差值在流变机上,由于是作摇摆运动所以称之为动的损失角,详细说明可参考第四大项。一般而言高能量吸收(如橡胶振动吸收器)的材料其tanδ值需愈高,高弹力(如橡胶带)的材料其tanδ值需低一点。 7.新的硫变仪提供新的粘性曲线及弹性曲线,此分离出之两种曲线可更明 确的看出材料之加工特性及,产品之物理性,下列几例说明这种特性:
实验4 橡胶硫化特性实验 一、实验目的 1.理解橡胶硫化特性曲线测定的意义。 2.了解LH-90型橡胶硫化仪的结构原理及操作方法。 3.掌握橡胶硫化特性曲线测定和正硫化时间确定的方法。 二、实验原理 硫化是橡胶制品生产中最重要的工艺过程,在硫化过程中,橡胶经历了一系列的物理和化学变化,其物理机械性能和化学性能得到了改善,使橡胶材料成为有一定使用价值的材料,因此硫化对橡胶及其制品的应用有十分重要的意义。硫化是在一定温度、压力和时间条件下橡胶大分子链发生化学交联反应的过程。如何制定这些硫化条件以及在生产中实施硫化条件是各种硫化工艺的重要技术内容。 橡胶在硫化过程中,其各种性能随硫化时间增加而变化。橡胶的硫化历程可分为焦烧、预硫、正硫化和过硫四个阶段。如图4-1所示。 图4-1 橡胶硫化历程 A-起硫快速的胶料B-有延迟特性的胶料 C-过硫后定伸强度继续上升的胶料D-具有返原性的胶料 a1-操作焦烧时间a2-剩余焦烧时间b-模型硫化时间
焦烧阶段又称硫化诱导期,是指橡胶在硫化开始前的延迟作用时间,在此阶段胶料尚未开始交联,胶料在模型内有良好的流动性。对于模型硫化制品,胶料的流动、充模必须在此阶段完成,否则就发生焦烧。 预硫阶段是焦烧期以后橡胶开始交联的阶段。在此阶段,随着交联反应的进行,橡胶的交联程度逐渐增加,并形成网状结构,橡胶的物理机械性能逐渐上升,但尚未达到预期的水平。 正硫化阶段,橡胶的交联反应达到一定的程度,此时的各项物理机械性能均达到或接近最佳值,其综合性能最佳。 过硫阶段是正硫化以后继续硫化,此时往往氧化及热断链反应占主导地位,胶料会出现物理机械性能下降的现象。 由硫化历程可以看到,橡胶处在正硫化时,其物理机械性能或综合性能达到最佳值,预硫或过硫阶段胶料性能均不好。达到正硫化状态所需的最短时间为理论正硫化时间,也称正硫化点,而正硫化是一个阶段,在正硫化阶段中,胶料的各项物理机械性能保持最高值,但橡胶的各项性能指标往往不会在同一时间达到最佳值,因此准确测定和选取正硫化点就成为确定硫化条件和获得产品最佳性能的决定因素。 从硫化反应动力学原理来说,正硫化应是胶料达到最大交联密度时的硫化状态,正硫化时间应由胶料达到最大交联密度所需的时间来确定比较合理。在实际应用中是根据某些主要性能指标(与交联密度成正比)来选择最佳点,确定正硫化时间。 目前用转子旋转振荡式硫化仪来测定和选取正硫化点最为广泛。这类硫化仪能够连续地测定与加工性能和硫化性能有关的参数,包括初始粘度、最低粘度、焦烧时间、硫化速度、正硫化时间和活化能等。实际上硫化仪测定记录的是转矩值,以转矩的大小来反映胶料的硫化程度,其测定的基本原理是根据弹性统计理论: G=ρRT (4-1)式中G-剪切模量,MPa; ρ-交联密度,mol/mL; R-气体常数,Pa·L/(mol·K);
曲线桥墩台中心坐标计算 与直线桥相比,曲线桥墩台中心坐标的计算要复杂的多,涉及的内容也较多,下面就有关内容分述如下。 1. 梁和桥台在曲线上的布置形式 桥梁位于曲线上,线路中线为具有一定半径的圆曲线或缓和曲线,而预制梁的中线为直线,这就要求梁中线必须随着线路中线的弯曲形成与线路曲线基本相符的连续折线,如图16—11所示。这条连续折线称为曲线桥梁的工作线,其顶点为相邻两梁中线的交点,相邻两交点之间的水平距离,称为交点距,亦称墩中心距或跨距,以L 表示。 E 1L 1L 2 L 3 图 16—11 E 2 E 3 E 4 α 1 α 2 α 3 α 4 在曲线桥上,桥梁工作线为折线,线路中线为曲线,两者并不重合,列车通过时,桥梁必然承受偏心荷载。为了使桥梁承受较小的偏心荷载,桥梁设计中,每孔梁中心线的两个端点并不位于线路中心线上,而必须将梁的中线向曲线外侧移动一段距离。根据跨长及曲线半径,梁中线向曲线外侧所移动的距离,可以等于以梁长为弦线的中矢值,此布置方式称为切线布置,如图16—12(a )所示;也可以等于该中矢值的一半,称为平分中矢布置,如图16—12(b )所示。两种布置形式比较,平分中矢布置较为有利,铁路曲线桥基本上都采用这种布置形式。 (a ) (b ) 图 16—12 L L E E 桥台在曲线上的布置形式与梁稍有不同,如果将桥台的中心线和与其相邻的梁跨中线布置在同一条直线上,则台尾中心必然偏离到线路中线的外侧,如图16—13所示。设其偏距为d ,如果d ≤10cm 时,则桥台就采用这种布置形式;否则,应旋转桥台,使台前的偏距与相邻梁跨的偏距相同,台尾的偏距为0,如图16—14所示。前者布置形式称为直线布置,后者称为折线布置。 当采用折线形式布置桥台时,台尾偏角可能会出现负值,如图16—15(a )所示,如果出现这种情况,则台前和台尾采用相同的偏距,如图16—15(b )所示。 2. 偏距E 的计算 在曲线桥上,梁的中线由弦线位置,向曲线外侧移动的一段距离称为偏距,并以E 表示。由于曲线半径很大,相邻两跨梁中线的偏转角很小,故可以认为偏距E 就是桥梁工作线各转折点相对线路中线外移的距离。
橡胶流变仪及硫化曲线解读 1.橡胶硫化测试仪,简称为硫变仪(也叫硫化仪) 是指在橡胶硫化过程中连续测定胶料硫化性能的全部变化,并具有较高的测试精度的仪器,生产橡胶制品的厂家可以用它进行橡胶的均匀性、重现性、稳定性的测试。并且进行橡胶配方设计和检测,目前主要应用于批量生产橡胶硫化特性的检测和管控。 2、流变仪的分类: 2.1硫变仪根据其有无转子分为:有转子流变仪、无转子流变仪. 2.2有转子流变仪及无转子流变仪的主要区别: 2.2.1有转子流变仪测试时试样温度达到稳定所需要时间长;而无转子则较快。 2.2.2有转子的硫变仪转子与胶料产生的磨擦力也计入胶料剪切模量的数据中,而无转子硫变仪则避免此摩擦力的影响。 3、硫化曲线 3.1实验原理 从流变学的观点可以说,迄今为止,各种流变仪所采用的原理本质上是一致的,即模压在模腔内的试样连续的承受恒定的小振幅和低频率的正弦剪切变形,由测力传感器测定剪切应力,以转矩单位表示,即胶料的剪切模量,当试样规格、厚度、振幅角和实验温度一定时,所测定的剪切应力与交联点密度成正比关系,记录下的剪切应力—时间的曲线便是硫化曲线。 3.2.硫化曲线
硫化曲线ML ——最低转矩,N ?m (kgf ?cm ) 硫化曲线MH ——到达规定时间之后仍然不出现平坦曲线或最高转矩的硫化曲线,所达到的最高转矩N ?m (kgf ?cm ) 硫化曲线TS1——从实验开始到曲线由最低转矩上升0.1 N ?m (kgf ?cm )时所对应的时间,MIN 硫化曲线TS2——从实验开始到曲线由最低转矩上升0.2 N ?m (kgf ?cm )时所对应的时间,MIN 硫化曲线TC (x )——试样达到某一硫化程度所需要的时间,即试样转矩达到ML+X (MH-ML )时 所对应的时间,MIN (注:如X 取值0.5,即TC50,X 取.9,即TC90) 3.4.硫检参数的意义: 硫化曲线ML :表示胶料的流动性,ML 越低,流动性越好,反之,越差。