机械设计常用资料大全》(Mechanical design common documents daqo)1.0 这么多的机械设计用资料,对你进行机械设计或者学习,有非常大的帮助,省去了你查找资料的时间。本资源对机械设计的资料进行了分类,极大地方便了你下载需要参考的资料,同时也会对你学习机械专业知识,有一个整体性的了解,可以帮助你应该加强哪部分内容的学习! 供在校大学生或机械类工程技术人员使用。 一、手册类 机械设计课程设计手册(第三版) 机械设计手册(第五版)第1卷 机械设计手册(第五版)第2卷 机械设计手册(第五版)第3卷 机械设计手册(第五版)第4卷 机械设计手册(第五版)第5卷 机械设计手册.(新版).第1卷 机械设计手册.(新版).第2卷 机械设计手册.(新版).第3卷 机械设计手册.(新版).第4卷 机械设计手册.(新版).第5卷 机械设计手册.(新版).第6卷 [精密加工技术实用手册].精密加工技术实用手册 包装机械选用手册上-印刷实务 包装机械选用手册下-印刷实务 机电一体化专业必备知识与技能手册 机械工程师手册.第二版 机械加工工艺师手册 机械设计、制造常用数据及标准规范实用手册 机械制图手册(清晰版) 机械制造工艺设计简明手册 联轴器、离合器与制动器设计选用手册 实用机床设计手册 运输机械设计选用手册.上册 运输机械设计选用手册.下册 中国机械设计大典数据库 最新金属材料牌号、性能、用途及中外牌号对照速用速查实用手册 最新实用五金手册(修订本) 最新轴承手册 二、机构类 高等机构设计 机构参考手册 机构创新设计方法学 机构设计丛书.凸轮机构设计 机构设计实用构思图册-verygood
名称 牌号(日标)使用范围备注 45号钢45#(S45C)机架钢板,支撑板,普通连接零 件,轴杆零件,仿形件 调质硬度在(洛氏硬度) HRC20-30之间,电镀Cr,发 黑 铬12Cr12Mo1V2 (SKD11) 热处理后用于冲压模,高强度零 件,耐磨零件,冲切刀 硬化处理HRC35-62,电镀Cr P203Cr2Mo 适用于大中型精密模具,易加 工,材质匀称度高,适合抛光模 具 购买来就具备硬度HRC30-36 NAK80(NAK80)模具钢,适合做高效落料模,冲 载模及压印模, 各种切刀 购买来就具备硬度HRC37-43 ASP60ASP60超级高合金高速钢,刀具、切断 车刀、成形刀、冷作工具 良好的热处理尺寸稳定,红 硬性高,硬化处理HRC64-68 锋钢/风钢W6Mo5Cr4V2 (SKH51) 宜于制造强力切割用,耐磨,耐 冲击各种工具刀,高级冲模,螺 丝模 硬化处理HRC60-64 ,高温下 也可具备硬度 名称 牌号(日标)使用范围备注 冷轧钢板Q195钣金折弯件,镀锌板,外罩,壳 体,防护板,喷漆支架 0.5-6mm内选用 镀锌钢板镀锌钢板用于防生锈,强度要求不高,底 板,盖板,防护板,电气安装板 表面电镀有锌层,耐蚀性、 涂漆性、装饰性 不锈钢 0Cr18Ni9 (SUS304) 防锈零件,水箱,料盒,落料滑 槽,外观件 不需要电镀,快速加工使用 零件 ,比喷漆钢板更效率 不锈铁4Cr17(SUS430)紧急代替电镀件,可热处理,有 一定的防锈性能,连接件 HRC35-55,电镀Cr 软光轴45#或40cr 支撑柱,机构连接件,连杆,手 柄杆,轴承连杆 表面有硬铬,亮白,易加 工,轴外径公差g6 硬光轴GCR15直线轴承用轴杆,高耐磨高硬 度,尺寸精度要求高的零件,可 作定位销 HRC602硬化层深度:0.8- 3mm,轴外径公差g6
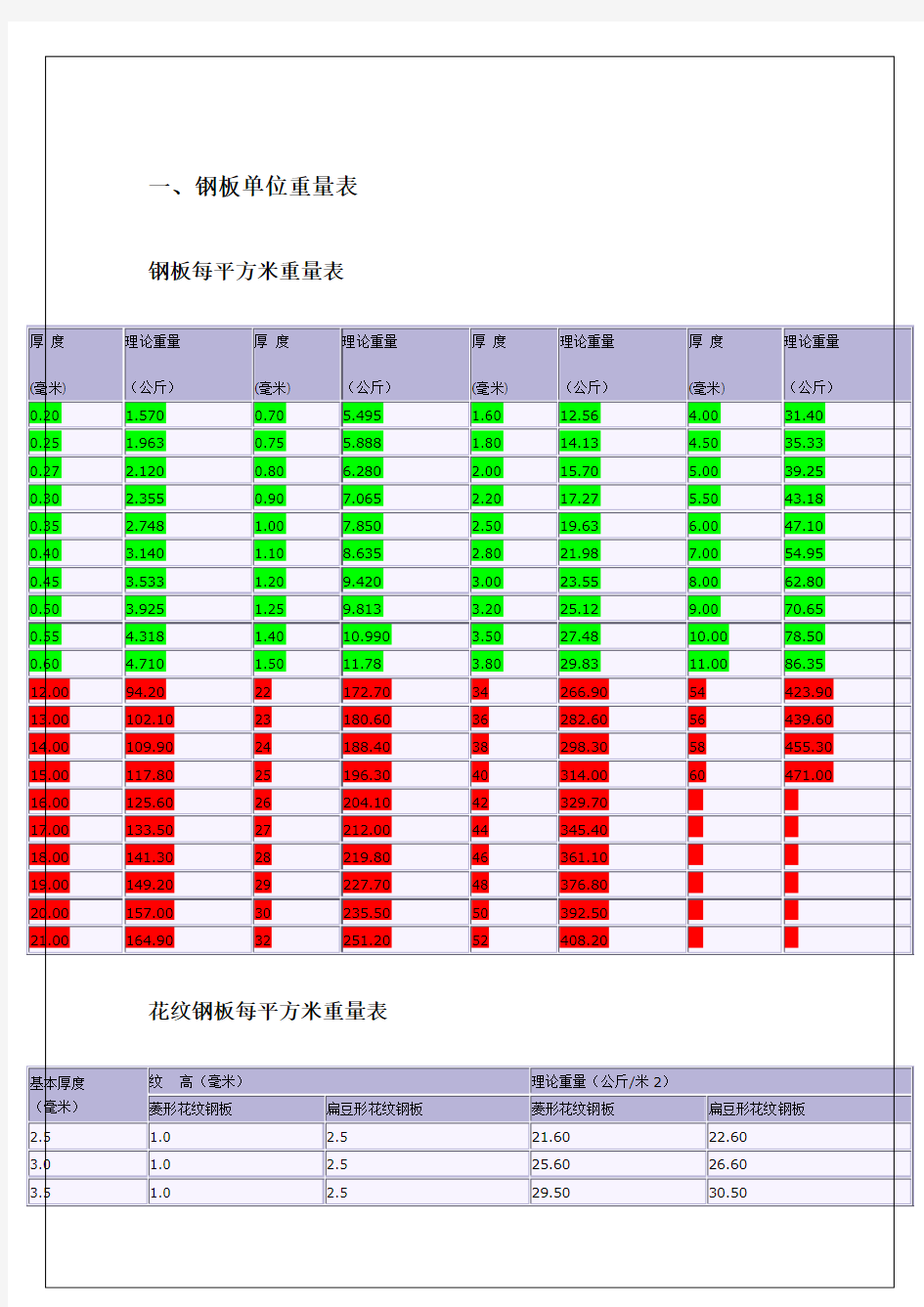
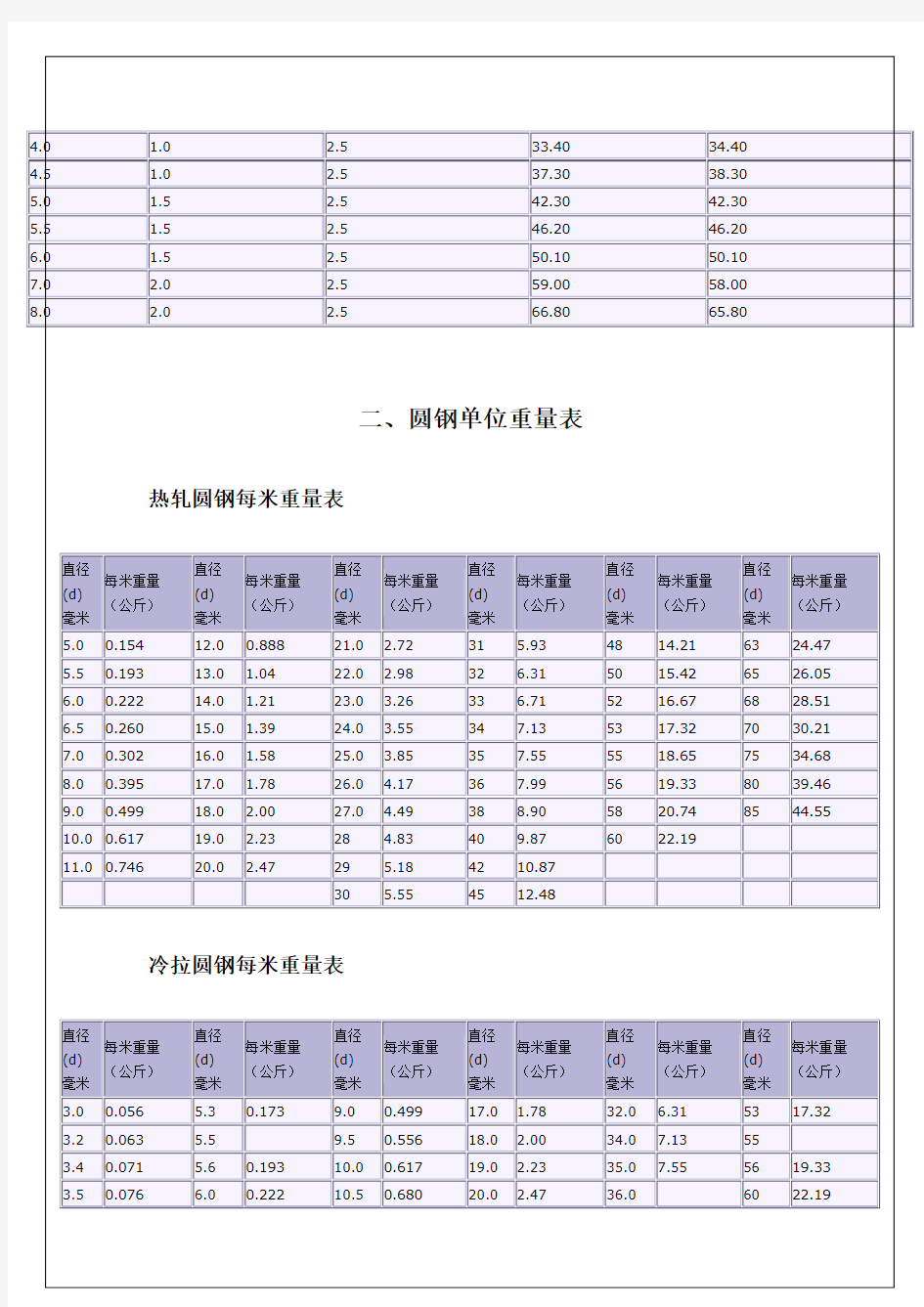
型材测量 大多数钢铁型材重量测量都为过磅,例如:工字型钢、角钢、槽钢、管材、圆钢、方管、花纹板、不锈钢钢板、薄钢板等。 需要检尺的有螺纹圆钢、厚钢板、镀锌板、镀锌钢管、H型钢等。 实际使用中称的检尺就是钢材的理论重量:按钢材的公称尺寸和密度(过去称为比重)计算得出的重量称之为理论重量.这与钢材的长度尺寸、截面面积和尺寸允许偏差有直接关系。由于钢材在制造过程中的允许偏差,因此用公式计算的理论重量与实际重量有一定出入,所以只作为估算时的参考。 检尺最重要的是厚度的测量,一般使用游标卡尺或测厚仪,游标卡尺便宜但相对误差较大,且只能测量型材边缘厚度,很薄的材料甚至无法测量;测厚仪准确度高,型材各处都可以测量但仪器价格较高(4000元——6000元) 合金钢和不锈钢因为型号众多一般都需要取样化验。 型材上面一般会有标号,但是可以作假,因此一些所需尺寸都需要实际测量 所需工具为卷尺、游标卡尺、测厚规、测厚仪等仪器。
游标卡尺 数显游标卡尺 数显测厚规
测厚仪 材料理论重量计算公式 下面是碳钢(20号钢)的理论重量计算公式 无缝钢管重量=0.02466*壁厚*(外径—壁厚)=kg 4500—6500元/吨 岩棉管立方数= (内径+壁厚)*壁厚*3.14=m3 角钢:每米重量=0.00785*(边宽+边宽-边厚)*边厚 圆钢:每米重量=0.00617*直径*直径(螺纹钢和圆钢相等) 扁钢:每米重量=0.00785*厚度*边宽镀锌扁钢相同
管材:每米重量=0.02466*壁厚*(外径-壁厚)镀锌管、螺旋焊管相同 不锈钢管:每米重量=0.02491*壁厚*(外径-壁厚) 板材:每米重量=7.85*厚度 黄铜管:每米重量=0.02670*壁厚*(外径-壁厚) 紫铜管:每米重量=0.02796*壁厚*(外径-壁厚) 铝花纹板:每平方米重量=2.96*厚度 有色金属比重:紫铜板8.9黄铜板8.5锌板7.2铅板11.37 有色金属板材的计算公式为:每平方米重量=比重*厚度 方管镀锌钢管 螺纹圆钢圆钢
1、45——优质碳素结构钢,是最常用中碳调质钢。 主要特征: 最常用中碳调质钢,综合力学性能良好,淬透性低,水淬时易生裂纹。小型件宜采用调质处理,大型件宜采用正火处理。 应用举例: 主要用于制造强度高的运动件,如透平机叶轮、压缩机活塞。轴、齿轮、齿条、蜗杆等。焊接件注意焊前预热,焊后消除应力退火。 2、Q235A(A3钢)——最常用的碳素结构钢。 主要特征: 具有高的塑性、韧性和焊接性能、冷冲压性能,以及一定的强度、好的冷弯性能。 应用举例: 广泛用于一般要求的零件和焊接结构。如受力不大的拉杆、连杆、销、轴、螺钉、螺母、套圈、支架、机座、建筑结构、桥梁等。 3、40Cr——使用最广泛的钢种之一,属合金结构钢。 主要特征: 经调质处理后,具有良好的综合力学性能、低温冲击韧度及低的缺口敏感性,淬透性良好,油冷时可得到较高的疲劳强度,水冷时复杂形状的零件易产生裂纹,冷弯塑性中等,回火或调质后切削加工性好,但焊接性不好,易产生裂纹,焊前应预热到100~150℃,一般在调质状态下使用,还可以进行碳氮共渗和高频表面淬火处理。 应用举例:调质处理后用于制造中速、中载的零件,如机床齿轮、轴、蜗杆、花键轴、顶针套等,调质并高频表面淬火后用于制造表面高硬度、耐磨的零件,如齿轮、轴、主轴、曲轴、心轴、套筒、销子、连杆、螺钉螺母、进气阀等,经淬火及中温回火后用于制造重载、中速冲击的零件,如油泵转子、滑块、齿轮、主轴、套环等,经淬火及低温回火后用于制造重载、低冲击、耐磨的零件,如蜗杆、主轴、轴、套环等,碳氮共渗处即后制造尺寸较大、低温冲击韧度较高的传动零件,如轴、齿轮等。 4、HT150——灰铸铁 应用举例:齿轮箱体,机床床身,箱体,液压缸,泵体,阀体,飞轮,气缸盖,带轮,轴承盖等 5、35——各种标准件、紧固件的常用材料 主要特征: 强度适当,塑性较好,冷塑性高,焊接性尚可。冷态下可局部镦粗和拉丝。淬透性低,正火或调质后使用 应用举例: 适于制造小截面零件,可承受较大载荷的零件:如曲轴、杠杆、连杆、钩环等,各种标准件、紧固件 6、65Mn——常用的弹簧钢 应用举例:小尺寸各种扁、圆弹簧、座垫弹簧、弹簧发条,也可制做弹簧环、气门簧、离合器簧片、刹车弹簧、冷卷螺旋弹簧,卡簧等。 7、0Cr18Ni9——最常用的不锈钢(美国钢号304,日本钢号SUS304) 特性和应用: 作为不锈耐热钢使用最广泛,如食品用设备,一般化工设备,原于能工业用设备
机械设计需要哪些知识 一,机械设计所要了解的周边知识以及所要具备的观察视角。 1,熟练翻阅机械设计手册。对于标准件以及常用件的一些技术特征要了熟于心。比如要清楚各类轴承,带传动,链传动,齿轮传动,丝杠传动,蜗轮蜗杆等的使用场合,使用方式,以及相关的技术特征。对于具体应用时的选型计算则可对照设计手册的图表和公式进行具体确定。 2,知道N家常用件供应商并熟练翻阅其产品样本。现在机械设计趋向于模块化,对于机械设备制造工厂的整体技术要求更侧重于对于一些配件和部件的组装应用。比如台湾HIWIN,日本THK,德国FAG,FESTO。。。。。对于此,要做到当你在设计某个零件或部件或要完成某个动作或功能的时候必须得知道目前是否有专业的厂商在生产或提供能实现某个部位的功能要求的成熟的零配件。 3,熟悉原材料情况。比如你要知道目前市场上有卖的冷轧或热轧铁板以及各类型材的规格尺寸,有经验的工程师往往都会知道你安排给采购的单子往往到最后是会变得面目全非的。。因为在钢材市场,普遍存在变薄,变窄,变短这些情况,采购买回来的东西往往是和你坐办公室根据设计手册里选出来的相关数据存在比较大的折扣。 4,深度了解各类常用机床的结构原理和性能特点。所谓万变不离其宗,机床亦是如此。设计一台机器的过程可类比是小孩堆积木一般,一个部件一个组件进行堆积,然后把这些具备不同功能的部件或组建遵循某种规律联系起来。在这个过程中就需要你熟练掌握一些常用机构或装置的功能和特性。而我们所常见的车,铣,钻,刨,磨,镗。。。等机床上应用的结构或原理都是经过了数十上百年的考验,对于其稳定性和可应用性我们无需过多地怀疑。比如车床的刀架结构,卡盘结构,尾座的锁紧机构,主轴轴承布置,磨床主轴密封结构,刨床的连杆机构等等。。。
常用管材(钢管)规格表(A)
常用管材(钢管)规格表(B)
常用型材的理论重量(Kg/m) 扁钢:镀锌板: -25×3-----0.59 δ0.5=7.85kg/张(2m2 ) -30×3-----0.71 δ0.6=9.42kg/张(2m2 ) -40×4-----1.76 δ0.75=11.78kg/张 (2m2 ) 角钢:δ1.0=15.7kg/张(2m2 )∟∠25×3-----1.24 δ1.2=18.84kg/张(2m2 )∠30×3-----1.373 ∠40×4-----2.422 钢板重量计算公式: ∟∠50×5-----3.77 G=L×B×H×7.85 槽钢:G:重量,L:长,B:宽,H:厚6.3#-----6.33 计算时注意保证单位一致8#-----8.05 10#----10.00 12#----12.02 圆钢: φ6----0.222 φ8----0.395 φ10---0.617 φ12---0.888 φ14---1.21 φ16---1.58
φ16---1.58 商用空调各类场所应用经验 行业场所方案实例 餐厅: 空间不大,规模较小的餐厅可以使用低静压管道机组,以达到经济实惠的效果。而高档次的餐厅可以使用嵌入式空调机组,以体现整体环境的高雅大方。空间开阔和包房较多的餐厅应选择不同的空调,具体可参照娱乐场所的选择方案。 便利店: 便利店的空间有限,使用低静压管道机组和嵌入式空调机组就能很好地满足此类场所的空调要求。而且空调悬挂于空间顶部,不会占据任何营业空间。 娱乐场所: 空间开阔的娱乐场所建议使用高静压风管机组,以达到送风均匀,快速制冷的效果。而有较多包间的场所可以使用风冷热泵机组,以方便每个房间单独控制。汽车展示厅: 汽车展示厅通常可分为展示区域和办公区域,展示部分可以选用高静压管道机组,而办公部分可以使用风冷热泵机组,以分别满足两个区域不同的空调要求。小型办公楼: 建议使用风冷热泵机组以便于分层控制,或者分区域控制。 工厂: 水冷柜机由于其价格性能比高,是工厂选用空调的最佳选择。 超市及大卖场: 超市及大买场的空间开阔,客流量大,大风量设计的高静压管道机组是此类场所的最佳选择。 末端的选型 1、风机盘管的选型 风机盘管有两个主要参数:制冷(热)量和送风量,故有风机盘管的选择有如下两种方法: (1)根据房间循环风量选:房间面积、层高(吊顶后)和房间换气次数三者的乘积即为房间的循环风量。利用循环风量对应风机盘管高速风量,即可确定风机
1.轴套类零件 这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。 在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。由此注出图中所示的Ф14 、Ф11(见A-A断面)等。这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。 如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。 2.盘盖类零件 这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。 3.叉架类零件 这类零件一般有拨叉、连杆、支座等零件。由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
机械设计需要哪些知识?这是最全的一 篇文章 本人从事机械行业十年来,干过小工,也干过总工。造过锯床,3轴数控铣床,3D打印机,多线切割机,锯片磨齿机......也曾扯虎皮,造大旗,占山为王。 置场地,买机器,修机器,改机器,做夹具,做模具,搞生产,搞装配,接油 管又接电线...... 昙花一现后如今又是种地,攒钱,继续谋划扯虎皮,造大旗......近来得空, 拼凑一文,附庸风雅,抛砖引玉,与众共飨。 一,机械设计所要了解的周边知识以及所要具备的 观察视角。 1,熟练翻阅机械设计手册。对于标准件以及常用件的一些技术特征要了熟于心。
比如要清楚各类轴承,带传动,链传动,齿轮传动,丝杠传动,蜗轮蜗杆等的 使用场合,使用方式,以及相关的技术特征。对于具体应用时的选型计算则可 对照设计手册的图表和公式进行具体确定。 2,知道N家常用件供应商并熟练翻阅其产品样本。现在机械设计趋向于模块化,对于机械设备制造工厂的整体技术要求更侧重于对于一些配件和部件的组装应用。比如台湾HIWIN,日本THK,德国FAG,FESTO......对于此,要做到当你 在设计某个零件或部件或要完成某个动作或功能的时候必须得知道目前是否有 专业的厂商在生产或提供能实现某个部位的功能要求的成熟的零配件。 3,熟悉原材料情况。比如你要知道目前市场上有卖的冷轧或热轧铁板以及各 类型材的规格尺寸,有经验的工程师往往都会知道你安排给采购的单子往往到 最后是会变得面目全非的。。因为在钢材市场,普遍存在变薄,变窄,变短这 些情况,采购买回来的东西往往是和你坐办公室根据设计手册里选出来的相关 数据存在比较大的折扣。 4,深度了解各类常用机床的结构原理和性能特点。所谓万变不离其宗,机床亦是如此。设计一台机器的过程可类比是小孩堆积木一般,一个部件一个组件进 行堆积,然后把这些具备不同功能的部件或组建遵循某种规律联系起来。 在这个过程中就需要你熟练掌握一些常用机构或装置的功能和特性。而我们所 常见的车,铣,钻,刨,磨,镗等机床上应用的结构或原理都是经过了数十上 百年的考验,对于其稳定性和可应用性我们无需过多地怀疑。比如车床的刀架 结构,卡盘结构,尾座的锁紧机构,主轴轴承布置,磨床主轴密封结构,刨床 的连杆机构等等。 其实说这么多,想表述的就两字,对于这些稳定的常用的结构我们要学会在设 计新机床时“借鉴”或者说是“参照”。从另一方面来说了解各类常用机床的 结构原理和性能特点是出一张零件图纸的前提基础。举个例子来说就是当你完 成一张图纸时最起码你自己要知道这张图纸上的这个零件的大体加工过程。 这个所谓的大体了解楼主个人认为是好比要加工一条常见的轴类零件,当你了 解车床,铣床,磨床的一些特性后就不会在图纸上出现没有了螺纹退刀槽,砂 轮越程槽等情况,同时也不会对轴类零件的长度方向尺寸随意标注个IT6,IT7 的公差要求。 5,具备一定的机床装配能力。很多人会问,这完全是装配工的活了,我做为一个设计人员过多地了解这方面知识干什么?当然,会这么问的往往都是些刚入 行的新手。 当你永远不去了解这方面的知识时就永远理解不了针对一条长轴进行过渡或过 盈装配时因为你那图纸上的左轴承位和右轴承位相距太大而轴承却只能从左到 右或从右到左装配时,那两轴承位之间那么长一段装配距离所带来的痛苦。
附录常用型钢规格表普通工字钢型号:H+# 符号:h—高度;b—宽度; tw—腹板厚度;t—翼缘平均厚度;I—惯性矩;W—截面模量i—回转半径; Sx—半截面的面积矩; 长度: 型号10~18,长5~19m; 型号20~63,长6~19m。 型号尺寸(mm) 截面面积 (cm2) 理论重量 (kg/m) x-x轴y-y轴 h mm b mm t w mm t mm R mm I x cm4 W x cm3 i x cm I x/S x cm I y cm4 W y cm3 I y cm 10100682454933 1267457488771147 141408********* 161608868112714193 18180941699185123 20a 200 1007 9 2369237158 b10292502250169 22a 220 110333406310226 b1123583326240 25a 250 1168 1310 5017401280 b11810425278422297 28a 280 1227115508344 b12461748153424364 32a 320 130 15 11080692459 b13211626727484 c13412173761510 36a 360 13610 12 601579687831555 b1381216574921584 c1401417351964614 40a 400 142217141086660 b144227811139693 c146102238471192727 45a 450 150 18 102322411433855114 b152111337591500895118 c154120352781568938122 50a 500 15812 2014 1194647218591122142 b160141291014855619421171146 c162161391095063920261224151 56a 560 166 21 135106655762342221366165 b1681471156850324471424170 c1701581247143025511485175 63a 630 17613 2215 1551229400429841702194 b178151671319817131171771199 c7801718014110233932491842205
机械制造常用技术要求汇总 一、一般技术要求 1.零件须去除氧化皮。 2.零件加工表面上,不应有划痕、擦伤等损伤零件表面的缺陷。 3.去除毛刺飞边。 4.去除毛刺,抛光。 二、公差要求 1.未注线性尺寸公差应符合GB/T1804-2000的要求。 2.未注长度尺寸允许偏差±0.5mm。 3.铸件尺寸公差与机械加工余量按GB/T6414-1999的要求。 4.未注公差原则按GB/T4249-2009的要求。 5.未注角度公差按GB/T1804-2000的要求。 6.其它未注要求请参照样品为准; 7.未注形位公差应符合GB/T1184-1996的要求。 三、切削加工件要求 1.零件应按工序检查、验收,在前道工序检查合格后,方可转入下道工序。 2.加工后的零件不允许有毛刺、飞边。 3.精加工后的零件摆放时不得直接放在地面上,应采取必要的支撑、保护措施。加工面不允许有锈蛀和影响性能、寿命或外观的磕碰、划伤等缺陷。
4.滚压精加工的表面,滚压后不得有脱皮现象。 5.最终工序热处理后的零件,表面不应有氧化皮。经过精加工的配合面、齿面不应有退火、发蓝、变色的现象。 6.加工的螺纹表面不允许有黑皮、磕碰、乱扣和毛刺等缺陷。 7.零件去除氧化皮。 8.零件加工表面上,不应有划痕、擦伤等损伤零件表面的缺陷。 四、材料要求 1.材料:Q235-A,除有特殊说明。 五、模具要求 1.未注拔模斜度2°-3°; 六、涂装要求 1.所有需要进行涂装的钢铁制件表面在涂漆前,必须将铁锈、氧化皮、油脂、灰尘、泥土、盐和污物等除去。 2.除锈前,先用有机溶剂、碱液、乳化剂、蒸汽等除去钢铁制件表面的油脂、污垢。 3.经喷丸或手工除锈的待涂表面与涂底漆的时间间隔不得多于6h。 4.铆接件相互接触的表面,在连接前必须涂厚度为30~40μm防锈漆。搭接边缘应用油漆、腻子或粘接剂封闭。由于加工或焊接损坏的底漆,要重新涂装。 5.表面涂装按照相应的标准要求。 七、热处理要求 1.零件经淬火处理后,硬度应达到50~55HRC。
机械设计常用基础知识 一:金属材料及相关工艺 1、钢的分类 (1)按化学成分分类有: ①碳素钢:根据含碳量多少又分为: 低碳钢:含C量﹤0.25%,强度低,但塑性、焊接性好。中碳钢: 0.25~0.60%之间,强度高塑性、焊接性差。 高碳钢:含C量﹥0.6%,塑性及焊接性都差,热处理后有较高强度和硬度。 ②合金钢:加入一种或数种合金元素的钢称合金钢,比碳素钢有较高强度和韧性,或 有特殊性能。 (2)按质量分类: 碳素钢质量的高低是根据钢中杂质——磷、硫的含量来区分的 普通钢:钢中磷、硫的含量较高;优质钢:钢中磷、硫的含量较低; 高级优质钢:钢中磷、硫的含量很低。 (3)按用途分类: ①结构钢——制造多种机械零件和工程结构。②工具钢——制造多种刃具、量具和模具。 ③特殊性能钢——特殊的物理化学性能、如不锈钢,耐热、耐磨钢等
2、钢的热处理 钢的热处理是将固态金属或合金在一定介质中加热,保温和冷却,以改变其整体或表面组织,获得所需性能的工艺方法。重要的零件要进行热处理,以提高金属材料的强度和硬度,改善材料的逆性和韧性等,充分发挥材料的潜力。大多数的热处理都要将钢加热到相变温度以上,使其组织由铁素体和渗碳体的混合物转变为均匀的奥氏体。只有奥氏体状态才能通过不同的冷却方式转变成不同的组织,从而使钢获得所需要的性能。钢的热处理工艺主要有退火、正火、淬火、回火和表面热处理等。 1、退火: 将组织偏离平衡状态的金属或合金加热到适当温度保持一定时间,然后缓慢冷却(一般随炉冷却),以达到接近平衡状态组织。根据退火目的将退火分为以下两种:(1)完全退火:使用最广泛,主要用于亚共析钢(C﹤0.77%)锻件,轧件和铸件退火,其目的是通过重结晶使晶粒细化,均匀组织,消除残余应力。 (2)球化退火:使钢中碳化物呈球化,用于过共析钢(含碳0.77%﹤C﹤2.11%)和工具钢,使渗碳体球化,降低硬度提高韧性,改善工件切削加工性能,减少工件淬火时产生变形和开裂。 2、正火: 将工件加热后,保温适当时间后在自由流通的空气中冷却得到球光体组织。对低碳钢或低碳合金钢,正火目的是提高硬度改善切削加工性能。对过共析钢或合金工具钢,正火目的是减少渗碳体数量,便于球化退火。对不太重要的工件,目的是细化晶粒,使组织均匀化,提高机械性能,可作为工件的最终热处理。 3、淬火: 将合金加热到相变温度以上,保温,快速冷却,获得不稳定组织。淬火后的工件再配合适当的回火,使金属材料达到使用要求。如刃具和模具要求高的硬度和耐磨性,多种轴类和齿轮要求较好的韧性都是通过淬火和回火来达到的。 钢件淬火通常用水、油和盐、碱的水溶液作为淬火介质,使用什么介质取决于钢的化学成分及对工件的技术要求,形状简单,截面较大的碳素钢件多在水中淬火,合金钢和复杂的碳素钢件多在油中淬火。 4、回火: 为消除残余应力及获得所要求的组织和性能,将淬火后的工件加热到一定温度保温,然后冷却到室温。淬火后的工件应及时回火,这是由于淬火马氏体是不稳定的组织,回火促使其组织结构稳定,保持工件使用过程中不再发生形状和尺寸的改变,其次回火可降低淬火工件的脆性,减少和消除内应力,最后回火可获得要求的强度,硬度和韧性,以满足工件使用
9 常用设计数据 9.1 常用数据 9.1.1机械传动和轴承的效率 表9.1 机械传动和轴承的效率概略值
片式关节链 0.95 单级圆锥齿轮减速器 0.95~0.96 滚子链 0.96 双级圆锥-圆柱齿轮减速器 0.94~0.95 齿形链 0.97 无级变速器 0.92~0.95 摩 擦 传 动 平摩擦传动 0.85~0.92 摆线-针轮减速器 0.90~0.97 槽摩擦传动 0.88~0.90 轧机人字齿轮座(滑动轴承) 0.93~0.95 卷绳轮 0.95 轧机人字齿轮座(滚动轴承) 0.94~0.96 卷 筒 0.96 轧机主减速器(包括主接手和电机接手) 0.93~0.96 9.1.2 常用传动型式的性能 传动型式 性能指标 V 带传动 同步齿形带传动 链传动 阿基米德蜗杆传动(ZA 闭式) 圆弧圆柱蜗杆传动(ZC ) 齿轮传动 NGW 型传动 传动功率(KW ) 中(≤100) 中(≤100) 中(≤100) 偏小(≤50) 中(≤100) 大(达50000) 大(达50000) 常用单级传动比(最大值) 2~4(15) ≤10(20) 2~5(10) 10~40(80) 8~50(80) 圆柱 3~5(10) 锥 2~3(6~10) 3~9 容许速度(m/s) ≤25~30 ≤40 ≤10 15~35 15~35 直齿≤18 6级非直齿≤36 5级非直齿≤100 基本同齿轮 工作平稳性 好 好 较差 较好 较好 一般 一般 缓冲吸振能力 好 好 中等 差 差 差 差 9.1.3锥度与锥角系列(摘自GB/T 157-2001) 表9.3 一般用途圆锥的锥度与锥角 给定截面圆锥直径 -==-= x d C L d D C 2 cot 21: 12tan 2αα
型号截面尺寸(mm)截面面积理论重量(高度 * 宽度)H*B t1t2r cm2kg/m 175*90175*90581023.2118.2 200*100198*99 4.571323.5918.5 200*100200*100 5.581327.5721.7 250*125248*124581332.8925.8 250*125250*125691337.8729.7 300*150298*149 5.581641.5532.6 300*150300*150 6.591647.5337.3 350*175346*174691653.1941.8 350*175350*1757111663.6650 400*150400*1508131671.1255.8 400*200396*1997101472.1651.9 400*200400*2008131684.1266 450*150450*1509142083.4165.5 450*200446*1198122084.9566.7 450*200450*2009142097.4176.5 500*150500*150********.2377.1 500*200496*199********.379.5 500*200500*200101620114.289.6 500*200506*201111920131.3103 600*200596*199101524121.295.1 600*200600*200111724135.2106 600*200606*201122024153.3120 700*300692*300132028211.5166 700*300700*300132428235.5185
普通工字钢附录常用型钢规格表 型号:H+# 符号:h—高度; b —宽度;tw —腹板厚度;t —翼缘平均厚度; I—惯性矩;W—截面模量i—回转半径; Sx—半截面的面积矩;长度:型号10?18,长5?19m; 型号20?63,长6?19m。 型号尺寸( mm) 截面面积 (cm2) 理论重量 (kg/m) x-x轴y-y轴 h mm b mm t w mm t mm R mm I x cm4W x cm3i x cm I x/S x cm I y cm4W y cm3I y cm 10 100 68 245 49 33 126 74 5 7 488 77 11 47 14 140 80 712 102 64 16 160 88 6 8 1127 141 93 18 180 94 1699 185 123 a 100 7 2369 237 158 20 b 200 102 9 9 2502 250 169 a 110 r 33 P 3406 310 P 226 22 b 220 112 3583 326 240 a 116 8 5017 401 280 25 b 250 118 10 13 10 42 5278 422 297 a 122 7115 508 344 28 b 280 124 61 7481 534 24 364 a 130 11080 692 459 32 b 320 132 15 11626 727 484 c 134 12173 761 510 a 136 10 60 15796 878 31 555 36 b 360 138 12 12 16574 921 584 c 140 14 17351 964 614 a 142 21714 1086 660 40 b 400 144 22781 1139 693 c 146 102 23847 1192 727 a 150 102 32241 1433 855 114 45 b 450 152 18 111 33759 1500 895 118 c 154 120 35278 1568 938 122 a 158 12 119 46472 1859 1122 142 50 b 500 160 14 20 14 129 101 48556 1942 1171 146 c 162 16 139 109 50639 2026 1224 151 a 166 135 106 65576 2342 22 1366 165 56 b 560 168 21 147 115 68503 2447 1424 170 c 170 158 124 71430 2551 1485 175 a 176 13 155 122 94004 2984 1702 194 63 b 630 178 15 22 15 167 131 98171 3117 1771 199 c 780 17 180 141 102339 3249 1842 205