理工类大学本科毕业设计论文 基于单片机的温湿度控制系统 目录 摘要 (2) 1、绪论 (2) 1.1课题背景 (2) 1.2立题的目的和意义 (2) 1.3植被栽培技术 (2) 温室环境的调节 (3) 1.4本系统主要研究内容 (3) 2 、系统总体分析与设计 (3) 2.1系统功能及系统的组成和工作原理 (3) 2.1.1.总体方案 (3) 2.1.2. 实施措施 (3) 2.1.3.硬件系统设计 (4) 主机与主要部件的选择: (4) 2.2温湿度采样与控制系统 (4) 2.2.1.温湿度采样系统 (5) 2.2.2.温湿度控制系统 (5) 2.3键盘显示系统 (5) 2.4报警系统 (7) 2.5硬件电路设计 (7) 2.5.1. 系统硬件配置 (7) 2.5.2. 主要组件简介 (7) 3 软件系统设计 (10) 3.1系统初始化模块 (10) 3.2键盘显示模块 (11) 3.3采样转换模块 (11) 3.4温湿度控制模块 (12) 3.5报警模块 (13) 4 硬件调试方案 (14) 4.1硬件电路的调试 (14) 4.2功能模块的调试方案 (15) 结论 (15) 致谢 (16) 参考文献 (16) 附录: (18)
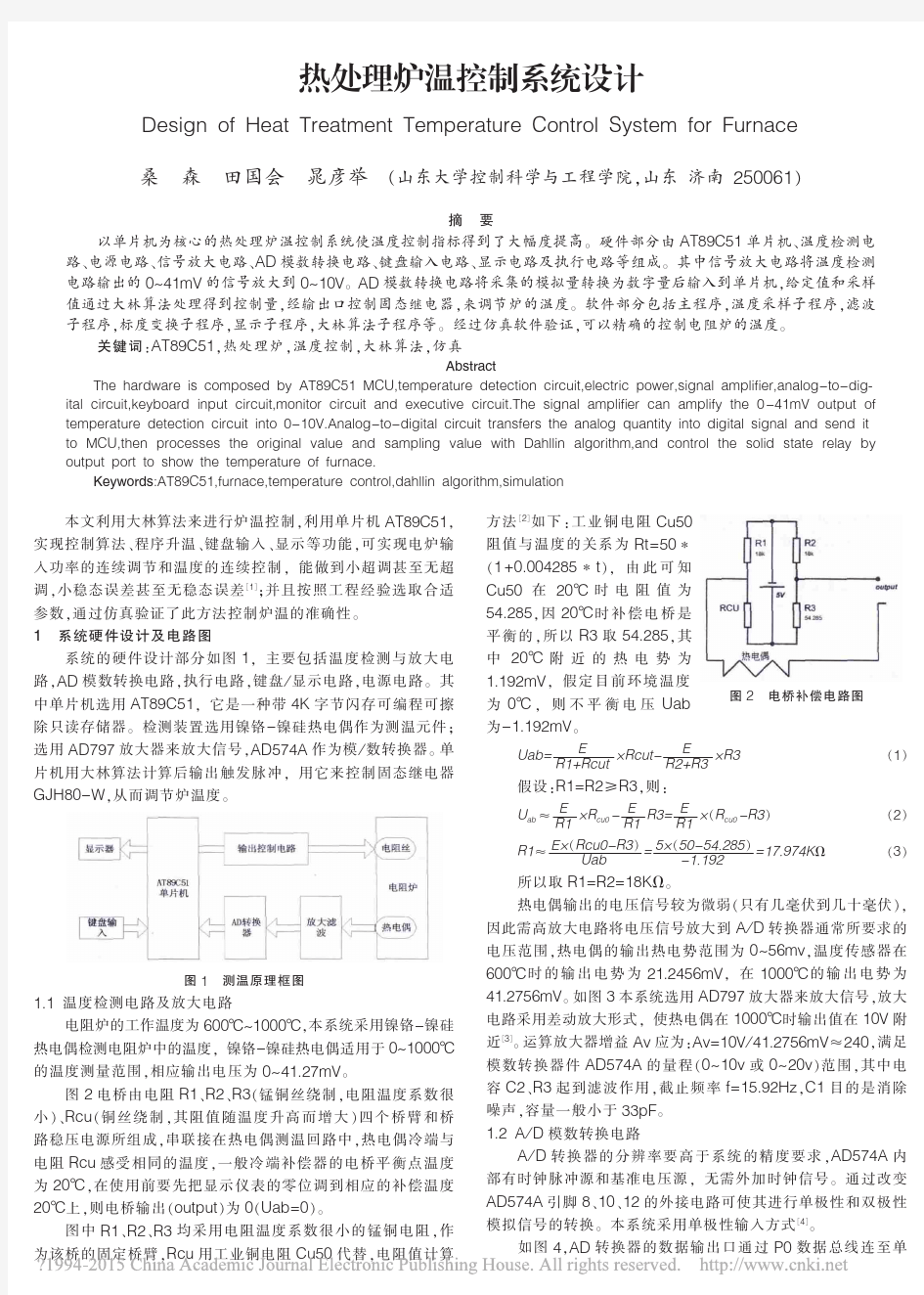
基于单片机的温湿度控制系统设计 摘要 本文利用8051单片机设计一个温室的温湿度控制系统,对给定的温湿度进行控制并实时显示,其中温湿度信号各有四路,系统采用一定的算法对信号处理以确定采取某种控制手段,在本系统中采用温度优先模式,循环处理。 关键字:89C51 8729键盘显示 LCD显示 ADC0809 1、绪论 1.1 课题背景 改革开放以来,人们对生活质量要求显著提高,对美丽的植被和花卉的需求量也急剧上升,这对以种植植被为生计的园林工人是一个机遇,同时也对传统的手工植被种植是一个挑战,而基于单片机的温湿度控制系统对解决这些问题有着非常重大的意义。 前种植植被一般都用温室栽培,为了充分的利用好温室栽培这一高效技术,就必需有一套科学的,先进的管理方法,用以对不同种类植被生长的各个时期所需的温度及湿度等进行实时的监控。温湿度控制对于单片机的应用具有一定的实际意义,它代表了一类自动控制的方法。而且其应用十分广泛。 1.2 立题的目的和意义 8051单片机是常用于控制的芯片,在智能仪器仪表、工业检测控制、机电一体化等方面取得了令人瞩目的成果,用其作为温湿度控制系统的实例也很多。使用8051单片机能够实现温湿度全程的自动控制,而且8051单片机易于学习、掌握,性价比高。 使用8051型单片机设计温湿度控制系统,可以及时、精确的反映室内的温度以及湿度的变化。完成诸如升温到特定温度、降温到特定温度、在温度上下限范围内保持恒温等多种控制方式,在湿度控制方面也是如此。将此系统应用到温室当中无疑为植被的生长提供了更加适宜的环境。 1.3 植被栽培技术 植被“设施栽培”,即“保护地栽培”。它是指在某种类型的保护设施内(如阳畦、温室、大棚等),人为地创造适宜植被生长发育的最佳环境条件,在不同季节内,尤其是不利于植被生长的季节内进行植被栽培的一种措施[1]。设施栽培是人类利用自然、改造自然的一种创造。由于设施内的条件是可以人为控制的,使得植被调节的周年生产得以实现。玻璃温室和塑料薄
课程设计退火炉温度 控制系统
课程设计设计题目:退火炉温度控制系统 学院: 专业: 班级: 姓名: 学号: 指导老师: 日期:
摘要 退火炉是金属热处理中的重要设备,它把压力容器加热到一定温度并维持一段时间,然后让其自然冷却。其目的在于消除压力容器的整体压力。提高压力容器的使用寿命。温度是退火炉的主要被控变量,是保证其产品质量的一个重要因素。退火炉温度控制的稳定性和控制精度直接影响产品的质量。 本文以AT89C51单片机为控制核心,采用模块化的设计方案,包括硬件设计与软件设计两部分。硬件设计包括温度检测模块,按键模块,执行模块,LED显示模块,单片机最小系统。本设计要求采用电热丝加热,通过A/D转换将采集到的温度数据输入单片机中,与系统给定值比较,从而对退火炉的温度进行控制,通过按键输入控制信号,三位LED显示炉温。最后设计出最少拍无纹波控制器,通过MATLAB仿真检验是否有纹波。
目录 第1章绪论 (3) 1.1设计背景与算法 (3) 第2章课程设计的方案 (5) 2.1概述 (5) 2.2系统组成总体结构 (5) 第3章程序设计与程序清单 (7) 3.1单片机最小系统设计 (7) 3.1.1单片机选择 (7) 3.1.2时钟电路设计 (8) 3.1.3复位电路设计 (9) 3.2程序清单与电路图 (11) 3.3温度控制电路 (17) 第4章控制算法 (18) 4.1程序框图 (18) 4.2算法设计 (19) 第5章课程设计总结................................................ - 22 -
基于单片机的电加热炉温度控制系统设计 2010-07-28 12:56:38 作者:王丽华郑树展来源:高等职业教育:天津职业大学学报 关键字:电加热炉控温固态继电器飞升曲线 引言 电加热炉随着科学技术的发展和工业生产水平的提高,已经在冶金、化工、机械等各类工业控制中得到了广泛应用,并且在国民经济中占有举足轻重的地位。对于这样一个具有非线性、大滞后、大惯性、时变性、升温单向性等特点的控制对象,很难用数学方法建立精确的数学模型,因此用传统的控制理论和方法很难达到好的控制效果。 单片机以其高可靠性、高性能价格比、控制方便简单和灵活性大等优点,在工业控制系统、智能化仪器仪表等诸多领域得到广泛应用。采用单片机进行炉温控制,可以提高控制质量和自动化水平。 1 单片机炉温控制系统结构 本系统的单片机炉温控制系统结构主要由单片机控制器、可控硅输出部分、热电偶传感器、温度变送器以及被控对象组成。如图1所示。 炉温信号T通过温度检测及变送,变成电信号,与温度设定值进行比较,计算温度偏差e和温度的变化率de/dt,再由智能控制算法进行推理,并得控制量u,可控硅输出部分根据调节电加热炉的输出功率,即改变可控硅管的接通时间,使电加热炉输出温度达到 理想的设定值。 2 系统硬件设计 2.1 系统硬件结构 以AT89C51单片机为该控制系统的核心,实现对温度的采集、检测和控制。该系统的工作流程如图2所示。系统由变送器经A/D转换器构成输入通道,用于采集炉内的温度信号。
变送器可以选用DBW,型号,它将热电偶信号(温度信号)变为0~5 V电压信号,以供A/D转换用。转换后的数字量与炉温数字化后的给定值进行比较,即可得到实际炉温和给定炉温的偏差及温度的变化率。炉温的设定值由BCD 拨码盘输入。由AT89C51构成的核心控制器按智能控制算法进行推算,得出所需要的控制量。由单片机的输出通过调节可控硅管的接通时间,改变电炉的输出功率,起到调温的作用。 2.2 系统硬件的选择 a)微型计算机的选择:选择AT89C51单片机构成炉温控制系统。它具有8位CPU,3 2根I/O线,4 kB片内ROM存储器,128 kB的RAM存储器。AT89C51对温度是通过可控硅调功器实现的。在系统开发过程中修改程序容易,可以大大缩短开发周期。同时,系统工作过程中能有效地保存一些数据信息,不受系统掉电或断电等突发情况的影响。AT89C51单片机内部有128 B的RAM存储器,不够本系统使用,因此,采用6264(8 kB)的RAM作为外部数据存储器。 b)热电偶的选择:本设计采用DBW型热电偶--镍络-镍硅(线性度较好,热电势较大,灵敏度较高,稳定性和复现性较好,抗氧化性强,价格便宜)对温度进行检测。由于温度是非线性输出的,而与输入的mV信号成线性关系,所以在软件上将此非线性关系加以修正,以便正确反映输入mV信号与温度之间的关系。ADC0809把检测到的连续变化的温度模拟量转换成离散的数字量,输人到单片机中进行处理。 c)键盘输入的选择:采用4片BCD拨码盘作为温度设定的输入单元,输入范围为0~9999,可满足本系统的要求。每位BCD码盘占4条线,通过上拉电阻接入8255可编程并行I/O扩展口。4片BCD码盘占8255的A、B两口,8255工作方式设为"0 模式",A、B 两口均为输入方式。开机后,CPU读8255口操作,即可将BCD码盘的设定温度读入并存人相应的存储单元。 d) 显示器的选择:采用字符型LCD(液晶显示器)模块TC1602A,并且它把LCD控制器、ROM和LCD显示器用PCB(印制板)连接到一起,只要向LCD送人相应的命令和数据便可实现所需要的显示,使用特别方便灵活。第1行显示设定温度,第2行显示实际温度,这样,温差一目了然,方便控制。 3 系统软件设计
第1章绪论 1.1 综述 在人类的生活环境中,温度扮演着极其重要的角色。温度是工业生产中常见的工艺参数之一,任何物理变化和化学反应过程都与温度密切相关,因此温度控制是生产自动化的重要任务。对于不同生产情况和工艺要求下的温度控制,所采用的加热方式,燃料,控制方案也有所不同。无论你生活在哪里,从事什么工作,无时无刻不在与温度打着交道。自18世纪工业革命以来,工业发展对是否能掌握温度有着绝对的联系。在冶金、钢铁、石化、水泥、玻璃、医药等等行业,可以说几乎80%的工业部门都不得不考虑着温度的因素。 在现代化的工业生产中,电流、电压、温度、压力、流量、流速和开关量都是常用的主要被控参数。例如:在冶金工业、化工生产、电力工程、造纸行业、机械制造和食品加工等诸多领域中,人们都需要对各类加热炉、热处理炉、反应炉和锅炉中的温度进行检测和控制。 1.2 加热炉温度控制系统的研究现状 随着新技术的不断开发与应用,近年来单片机发展十分迅速,一个以微机应用为主的新技术革命浪潮正在蓬勃兴起,单片机的应用已经渗透到电力、冶金、化工、建材、机械、食品、石油等各个行业。单片机温度控制系统是数控系统的一个简单应用,在冶金、化工、建材、机械、食品、石油等各类工业中,广泛使用于加热炉、热处理炉、反应炉等。 温度是工业对象中的一个重要的被控参数。由于炉子的种类不同,因而所使用的燃料和加热方法也不同,例如煤气、天然气、油、电等;由于工艺不同,所需要的温度高低不同,因而所采用的测温元件和测温方法也不同;产品工艺不同,控制温度的精度也不同,因而对数据采集的精度和所采用的控制算法也不同。 传统的温度采集方法不仅费时费力,而且精度差,单片机的出现使得温度的采集和数据处理问题能够得到很好的解决。不仅如此,传统的控制方式不能满足高精度,高速度的控制要求,如温度控制表温度接触器,其主要缺点是温度波动范围大,由于它主要通过控制接触器的通断时间比例来达到改变加热功率的目的,受仪表本身误差和交流接触器的寿命限制,通断频率很低。近几年来快速发展了多种先进的温度控制方式,如:PID控制,模糊控制,神经网络及遗传算法控制等。这些控制技术大大的提高了控制精度,不但使控制变得简便,而且使产品的质量更好,降低了产品的成本,提高了生产效
蔬菜大棚温湿度测控系统设计 摘要 温室大棚是设施农业的重要组成部分,大棚测控系统是实现大棚自动化、科学化的基本保证。通过对监测数据的分析,结合作物生长规律,控制环境条件,使作物达到优质、高产、高效的栽培目的。计算机应用技术的发展,也使得用计算机控制的方面也涉及到各个领域,其中在大棚内用单片机控制温度、湿度是应用于实践的主要方面之一。 对于蔬菜大棚来说,最重要的一个管理因素是温度和湿度等控制。本设计是一个专门为温室大棚温湿度测量控制而设计的系统。通过对系统的硬件部分和软件部分设计来达到监控要求。硬件部分实现了对温湿度传感器模块、显示模块、控制模块的设计;软件部分主要根据系统的设计思想设计出了主程序和子程序流程图,并通过程序实现。在系统设计过程中充分考虑到性价比,选用价格低、性能稳定的元器件。通过实践证明,系统具有性能好、操作方便等优点,能实现对温湿度等的显示、调节和控制。系统在其它领域还具有一定的推广价值。 关键词:大棚,温度,湿度,传感器
The Design of Greenhouse Temperature and Humidity Control System ABSTRACT Greenhouse is an important component of protected agriculture. Measuring and controlling systen is the basis of the management automation in the greenhouse. With the growth rules analyzing measurement data and controlling circumstance condition. It makes greenhouse better, and more productive and high quality. With the development of computer application technology, the computer-controlled areas are also involved, the plastic temperature using SCM and humidity is one of the main aspects used in practice. For vegetable shed speaking, one of the most important management factor is the temperature and humidity control. The thesis is about an intelligent system designed for controlling the temperature and humidity of a greenhouse. It can meet the demand of monitoring through the design of hardware and that of software in details. The former is more important in this dissertation, including the introduction of sensor of measuring temperature and humidity, demonstrating mode of data, the mode of control and the connecting part of the changing column. And according to the design thoughts the latter shows the flow chart of the main program and the subprogram, realized by program. This thesis choose the decices as full consideration of the ration between prformance and cost as possible. The system adopts quite a new integrated circuit, which makes it function better and run more conveniently when put into practice. Furthermore, not only can it achieve the goals of manifesting and regulating the temperature, but also it can be controlled. And it has much of value to apply and popularize in other fields. KEY WORDS:Vegetable, Temperature, Humidity, Sensor
Guide operators to deal with the process of things, and require them to be familiar with the details of safety technology and be able to complete things after special training.热处理电炉安全操作规程 正式版
热处理电炉安全操作规程正式版 下载提示:此操作规程资料适用于指导操作人员处理某件事情的流程和主要的行动方向,并要求参加施工的人员,熟知本工种的安全技术细节和经过专门训练,合格的情况下完成列表中的每个操作事项。文档可以直接使用,也可根据实际需要修订后使用。 1. 热处理工人在进行各种工艺操作前必须穿戴好规定的安全防护用品。 2. 加热炉在使用前需要检查其电源接头和电源线路的绝缘是否良好。 3. 操作工在进行装炉前,首先要检查炉膛后面及小车下面的几组接线铝夹头是否有熔化现象,如有,应找电工马上更新。 4. 在合上闸后,应观察炉膛后面及小车下面几组铝夹头上的固定螺栓是否发红,若发红,应找电工拧紧。合上闸后,操作工用手晃几下热电偶传导线,看表盘
上的黑针和红划线针是否上下摆动幅度较大,若大,应找电工拧紧表盘后的螺栓或拧紧热电偶上的螺栓。 5. 每次装炉前应先设定一个低温数值,来验证表盘上黑针指出的数是否和设定的温度值相符。然后按照黑针指出的数值来修正设定温度的红指针。到达恒温阶段还要摇起炉门观察小车上各炉板温度是否接近均匀,如发现个别炉板温度过高,先立即找电工查明原因。 6. 工件的装炉与出炉均不能触及电垫元件,以免断电装置失效时发生触电事故。 7. 进行热处理操作时,操作工不得离开现场,切实注意观察温度和设备运转情
一、设计任务书 题目:设计一台中温箱式热处理电阻炉; 生产能力:160 kg/h ; 生产要求:无定型产品,小批量多品种,周期式成批装料,长时间连续生产; 要求:完整的设计计算书一份和炉子总图一张。 二、炉型的选择 根据生产特点,拟选用中温箱式热处理电阻炉,最高使用温度650℃,不通保护气氛。 三、确定炉体结构及尺寸 1.炉底面积的确定 因无定型产品,故不能用实际排料法确定炉底面积,只能用加热能力指标法。已知生产率p 为160 kg/h ,按照教材表5-1选择箱式炉用于退火和回火时的单位面积生产率p 0为 100 kg/(m 2﹒h ),故可求得炉底有效面积: F 1=P P 0=160100 =1.6m 2 由于有效面积与炉底总面积存在关系式F 1F ?=0.60~0.85,取系数上限,得炉底实际面积: F = F 10.85=1.6 0.85 =1.88m 2 2.炉底长度和宽度的确定 由于热处理箱式电阻炉设计时应考虑出料方便,取L B ?=2,因此,可求得: L =√F 0.5?=√1.880.5?=1.94m B =L 2?=1.942?=0.97 m 根据标准砖尺寸,为便于砌砖,取L =1.970 m ,B =0.978 m ,如总图所示。 3.炉膛高度的确定 按照统计资料,炉膛高度H 与宽度B 之比H B ?通常在0.5~0.9之间,根据炉子工作条件,取H B ?=0.654m 。 因此,确定炉膛尺寸如下: 长 L =(230+2)×8+(230×1 2+2)=1970 m 宽 B =(120+2)×4+(65+2)×2+(40+2)×3+(113+2)×2=978mm 高 H =(65+2)×9+37=640 mm 为避免工件与炉内壁或电热元件搁砖相碰撞,应使工件与炉膛内壁之间有一定的空间,确定工作室有效尺寸为: L 效=1700 mm B 效=700 mm H 效=500 mm 4.炉衬材料及厚度的确定 由于侧墙、前墙及后墙的工作条件相似,采用相同炉衬结构,即113mm QN ?0.8轻质粘土砖,+80 mm 密度为250 kg m 3?的普通硅酸铝纤维毡,+113mm B 级硅藻土砖。 炉顶采用113 mmQN ?1.0轻质粘土砖,+80 mm 密度为250 kg m 3?的普通硅酸铝纤维毡,+115 mm 膨胀珍珠岩 。 炉底采用三层QN ?1.0轻质粘土砖(67×3)mm ,+50 mm 密度为250 kg m 3?的普通硅酸铝
湖南理工学院南湖学院 课程设计 题目:电加热炉温度控制系统设计专业:机械电子工程 组名:第三组 班级:机电班 组成员:彭江林、谢超、薛文熙
目录 1 意义与要求 (2) 1.1 实际意义 (2) 1.2 技术要求 (2) 2 设计内容及步骤 (2) 2.1 方案设计 (2) 2.2 详细设计 (3) 2.2.1 主要硬件介绍 (3) 2.2.2 电路设计方法 (4) 2.2.3 绘制流程图 (7) 2.2.4 程序设计 (8) 2.3 调试和仿真 (8) 3 结果分析 (9) 4 课程设计心得体会 (10) 参考文献 (10) 附录............................................................ 10-27
1 意义与要求 1.1 实际意义 在现实生活当中,很多场合需要对温度进行智能控制,日常生活中最常见的要算空调和冰箱了,他们都能根据环境实时情况,结合人为的设定,对温度进行智能控制。工业生产中的电加热炉温度监控系统和培养基的温度监控系统都是计算机控制系统的典型应用。通过这次课程设计,我们将自己动手设计一个小型的计算机控制系统,目的在于将理论结合实践以加深我们对课本知识的理解。 1.2 技术要求 要求利用所学过的知识设计一个温度控制系统,并用软件仿真。功能要求如下: (1)能够利用温度传感器检测环境中的实时温度; (2)能对所要求的温度进行设定; (3)将传感器检测到得实时温度与设定值相比较,当环境中的温度高于或低于所设定的温度时,系统会自动做出相应的动作来改变这一状况,使系统温度始终保持在设定的温度值。 2 设计内容及步骤 2.1 方案设计 要想达到技术要求的内容,少不了以下几种器件:单片机、温度传感器、LCD显示屏、直流电动机等。其中单片机用作主控制器,控制其他器件的工作和处理数据;温度传感器用来检测环境中的实时温度,并将检测值送到单片机中进行数值对比;LCD显示屏用来显示温度、时间的数字值;直流电动机用来表示电加热炉的工作情况,转动表示电加热炉通电加热,停止转动表示电加热炉断
目录 第一章设计背景及设计意义 (2) 第二章系统方案设计 (3) 第三章硬件 (5) 3.1 温度检测和变送器 (5) 3.2 温度控制电路 (6) 3.3 A/D转换电路 (7) 3.4 报警电路 (8) 3.5 看门狗电路 (8) 3.6 显示电路 (10) 3.7 电源电路 (12) 第四章软件设计 (14) 4.1软件实现方法 (14) 4.2总体程序流程图 (15) 4.3程序清单 (19) 第五章设计感想 (29) 第六章参考文献 (30) 第七章附录 (31) 7.1硬件清单 (31) 7.2硬件布线图 (31)
第一章设计背景及研究意义 机械制造行业中,用于金属热处理的加热炉,需要消耗大量的电能,而且温度控制是纯滞后的一阶惯性环节。现有企业多采用常规仪表加接触器的断续控制,随着科技进步和生产的发展,这类设备对温度的控制要求越来越高,除控温精度外,对温度上升速度及下降速度也提出了可控要求,显而易见常规控制难于满足这些工艺要求。随着微电子技术及电力电子技术的发展,采用功能强、体积小、价格低的智能化温度控制装置控制加热炉已成为现实。 自动控制系统在各个领域尤其是工业领域中有着及其广泛的应用,温度控制是控制系统中最为常见的控制类型之一。随着单片机技术的飞速发展,通过单片机对被控对象进行控制日益成为今后自动控制领域的一个重要发展方向。在现代化的工业生产中,电流、电压、温度、压力、流量、流速和开关量都是常用的主要被控参数。例如:在冶金工业、化工生产、电力工程、造纸行业、机械制造和食品加工等诸多领域中,人们都需要对各类加热炉、热处理炉、反应炉和锅炉中的温度进行检测和控制。对工件的处理温度要求严格控制,计算机温度控制系统使温度控制指标得到了大幅度提高。采用MCS-51单片机来对温度进行控制,不仅具有控制方便、组态简单和灵活性大等优点,而且可以大幅度提高被控温度的技术指标,从而能够大大提高产品的质量和数量。因此,单片机对温度的控制问题是一个工业生产中经常会遇到的问题。 ,
温室大棚温湿度测控系统设计 [摘要]随着计算机应用技术的发展,用计算机控制的方面也涉及到各个领域,其中在塑料大棚内用单片机控制温度、湿度是应用于实践的主要方面之一。这对于农作物的生长发育有非常大的促进作用,它可以避免因为外面气候的剧烈变化对农作物造成的伤害,而使农作物能够在一个最适合它的温度、湿度的环境中生长发育,从而可以促进作物健康生长,抑制微生物的危害,提高产量,增加经济效益。本设计由AT89S52单片机,温度检测电路,湿度检测电路,控制系统,报警电路,采用LCD12864作为显示电路组成;温度检测和湿度检测采用DHT90温湿度传感器采集信息,将其采集到的数字信号传入AT89S52单片机,单片机通过比较输入温度与设定温度来控制风扇或电炉驱动电路,当棚内温度在设定范围内时,单片机不对风扇或电炉发出动作,实现了对大棚里植物生长温度及土壤和空气湿度的检测、监控,并能对超过正常温度、湿度范围的状况进行实时处理,使大棚环境得到了良好的控制。 该设计还具有对温度和湿度的显示功能,对大棚内环境温度和湿度的预设功能。 [关键词]温度检测、湿度检测、控制系统、报警系统
Design in Greenhouse Temperature and Humidity Monitoring System XX Tutor: xxx Abstract: With the development of computer application technology, the computer-controlled areas are also involved, including the plastic canopy temperature using SCM and humidity is one of the main aspects used in practice. This crop growth and development of a very large role in promoting, it could avoid severe climate change outside the damage to crops, Er Shi crops it can be one of the most suitable temperature and humidity of the environment, growth and development, which can promote healthy crop growth, inhibition of microbial hazards, increase productivity, increase economic benefits. The design by the AT89S52 microcontroller, temperature detection circuit, humidity detection circuit, control system, alarm circuit, as shown by LCD12864 circuit; temperature measurement and humidity detected by DHT90 temperature and humidity sensors to collect information, its collection to the digital signal incoming A T89S52 SCM, SCM by comparing the input temperature and set temperature to control fan or electric drive circuit, when the studio, the set temperature range, the microcontroller does not send fan or electric action, realized in the canopy and the plant growth and soil and air temperature humidity detection, monitoring, and can exceed the normal temperature and humidity range of state of real-time processing, so a good greenhouse environment control. The design also features display of temperature and humidity, ambient temperature and humidity of the shed by default. Key words: temperature testing, humidity testing, control system, alarm system.
电阻加热炉温度控制精 选文档 TTMS system office room 【TTMS16H-TTMS2A-TTMS8Q8-
微型计算机控制技术 课程设计 ----电阻加热炉温度控制 学院:信息工程学院 专业班级:自动化0703班 姓名:唐凯 学号:07001139
目录 一、摘要 二、总体方案设计 1、设计内容及要求 2、工艺要求 3、要求实现的系统基本功能 4、对象分析 5、系统功能设计 三、硬件的设计和实现 四、数字控制器的设计) 五、软件设计) 1、系统程序流程图 2、程序清单 六、完整的系统电路图 七、系统调试 八、设计总结 九、参考文献
一、摘要 温度是工业对象中主要的被控参数之一。特别是在冶金、化工、机械各类工业中,广泛使用各种加热炉、热处理炉、反应炉等。由于炉子的种类不同,所采用的加热方法及燃料也不相同,如煤气、天然气等。但就控制系统本身的动态特性而言,均属于一阶纯滞后环节,在控制算法上基本相同,可采用PID 控制或其他纯滞后补偿算法。 为了保证生产过程正常安全地进行,提高产品的质量和数量,以及减轻工人的劳动强度,节约能源,对加热用的各种电炉要求在一定条件下保持恒温,不能随电源电压波动或炉内物体而变化,或者有的电炉的炉温根据工艺要求按照某个指定的升温或保温规律而变化,等等。 因此,在工农业生产或科学实验中常常对温度不仅要不断地测量,而且要进行控制。 二、总体方案设计 设计任务 用一台计算机及相应的部件组成电阻炉炉温的自动控制系统,并使系统达到工艺要求的性能指标。 1、设计内容及要求 电阻加热炉用于合金钢产品热力特性实验,电加热炉用电炉丝提供功率,使其在预定的时间内将炉内温度稳定到给定的温度值。在本控制对象电阻加热炉功率为8KW,有220V交流电源供电,采用双向可控硅进行控制。
热处理箱式电阻炉课程设计 一、设计任务 1、炉型:箱式炉 2、设计要求:(1)生产率或一次装炉量:100kg/h (2)零件尺寸:长、宽、高尺寸最大不超过150mm (3)零件材料:中、低碳钢、低合金钢及工具钢 (4)零件热处理工艺:淬火加热 3、任务分析: (1)生产率或一次装炉量为100kg/h ,属小型炉; (2)生产长、宽、高尺寸最大不超过150mm 的零件,选择箱式炉合理; (3)淬火加热工艺表明所设计的箱式炉属于中温范畴。 二、电阻炉的炉体结构设计 1、炉型选择:由于所生产的零件尺寸较小,都不大于150mm ,且品种较多,热处理 工艺为淬火加热,具体品种的淬透性不同,工艺有所差别,故采用周期作业中温箱式热处理炉进行设计。(额定温度为950℃) 2、炉膛设计 (1)典型零件的选定 参照设计任务的要求,选用40Cr 钢齿轮模拟设计 ①齿轮参数:分度圆mm d 128= 齿顶圆mm d a 136= 齿数32=z 模数 4=m 齿宽mm b 70= 全齿高mm h 9= 齿根圆mm d f 118= 齿轮孔径mm d 40=孔 ②设定工艺曲线: 加热时间 t=a ×k ×D (a :加热系数,k :工件装炉条件修正系数,D :工件 《热处理手册》第四版第二卷,机械工业出版p55 工艺周期为5h 《热处理设备》p117表5-4
有效厚度) 查表得:a 为1.2-1.5min/mm 取1.3 min/mm k 取1.8 故时间 t=1.3×1.8×70=163.8min 取加热时间3h ,保温时间2h 工艺周期为5h (2)确定炉膛尺寸 一次装炉量=生产率×周期=100kg/h ×5h=500kg 单位重量 kg kg d d 337.6108.7b ])2 ( )2[(m 322 =???-=孔π 零件个数 809.78337 .6500 ≈== n 个 查表可知,炉底单位面积生产率 h m kg P ?=20100 有效面积 22 01100 100m m P P F === 有效 由于工件之间距离为工件高度的0.3-0.5,故取工件之间距离为30mm 设计每次装炉80个零件,分两层分布,每层40个,纵向8个,横向5个 实际炉底面积 224.125.18 .01 m m K F F ≈== = 有效实 (K 为炉底利用系数,通常为0.8-0.85) 取 长 L=1.4m , 宽 B=1.0m 炉子高度一般为(0.52-0.90)B ,取0.6B ,故H=0.6m 3、炉体各部分结构 (1)炉衬:分为内层耐火层和外层保温层 内层:用QN —1.0的轻质耐火粘土砖 外层:B 级硅藻土砖,热导率为t 1023.0131.03 -?+,最高使用温度为900℃ (2)炉墙: 耐火层:QN —1.0轻质耐火粘土砖,规格为230×113×65mm ,热导率为 t 3110256.029.0-?+=λ,厚度 mm 1131=δ 保温层:B 级硅藻土砖,规格为230×113×65mm ,热导率为 t 1023.0131.03 -2?+=λ,厚度 mm 2302=δ 炉膛尺寸: L=1.4m B=1.0m H=0.6m 《热处理设备课程设计指导书》附表2
过程控制系统课程设计 设计题目加热炉温度控制系统 学生姓名 专业班级自动化 学号 指导老师 2010年12月31日 目录 第1章设计的目的和意义 (2) 第2章控制系统工艺流程及控制要求 (2) 2.1 生产工艺介绍
2.2 控制要求 第3章总体设计方案 (3) 3.1 系统控制方案 3.2 系统结构和控制流程图 第4章控制系统设计 (5) 4.1 系统控制参数确定 4.2 PID调节器设计 第5章控制仪表的选型和配置 (7) 5.1 检测元件 5.2 变送器 5.3 调节器 5.4 执行器 第6章系统控制接线图 (13) 第7章元件清单 (13) 第8章收获和体会 (14) 参考文献 第1章设计的目的和意义 电加热炉被广泛应用于工业生产和科学研究中。由于这类对象使用方便,可以通过调节输出功率来控制温度,进而得到较好的控制性能,故在冶金、机械、化工等领域中得到了广泛的应用。 在一些工业过程控制中,工业加热炉是关键部件,炉温控制精度及其工作稳定
性已成为产品质量的决定性因素。对于工业控制过程,PID 调节器具有原理简单、使用方便、稳定可靠、无静差等优点,因此在控制理论和技术飞跃发展的今天,它在工业控制领域仍具有强大的生命力。 在产品的工艺加工过程中,温度有时对产品质量的影响很大,温度检测和控制是十分重要的,这就需要对加热介质的温度进行连续的测量和控制。 在冶金工业中,加热炉内的温度控制直接关系到所冶炼金属的产品质量的好坏,温度控制不好,将给企业带来不可弥补的损失。为此,可靠的温度的监控在工业中是十分必要的。 这里,给出了一种简单的温度控制系统的实现方案。 第2章控制系统工艺流程及控制要求 2.1 生产工艺介绍 加热炉是石油化工、发电等工业过程必不可少的重要动力设备,它所产生的高压蒸汽既可作为驱动透平的动力源,又可作为精馏、干燥、反应、加热等过程的热源。随着工业生产规模的不断扩大,作为动力和热源的过滤,也向着大容量、高参数、高效率的方向发展。 加热炉设备根据用途、燃料性质、压力高低等有多种类型和称呼,工艺流程多种多样,常用的加热炉设备的蒸汽发生系统是由给水泵、给水控制阀、省煤器、汽包及循环管等组成。 本加热炉环节中,燃料与空气按照一定比例送入加热炉燃烧室燃烧,生成的热量传递给物料。物料被加热后,温度达到生产要求后,进入下一个工艺环节。 加热炉设备主要工艺流程图如图2-1所示。
The Daily Operation Mode, It Includes All The Implementation Items, And Acts To Regulate Individual Actions, Regulate Or Limit All Their Behaviors, And Finally Simplify Management Process. 编订:XXXXXXXX 20XX年XX月XX日 热处理箱式炉安全操作规 程简易版
热处理箱式炉安全操作规程简易版 温馨提示:本操作规程文件应用在日常的规则或运作模式中,包含所有的执行事项,并作用于规范个体行动,规范或限制其所有行为,最终实现简化管理过程,提高管理效率。文档下载完成后可以直接编辑,请根据自己的需求进行套用。 1遵守一般热处理工安全操作规程。仔细检测温度仪表、热电偶电气设备、接地线等是否完好。 2检查炉膛内是否有异工件,炉底板、电阻丝是否完好。 3工件进出炉应断电操作,并注意工件或工具不得与电阻丝相碰撞接触。装、出炉时不得砸撞炉底板,不得撞击阁砖。 4电炉通电前应首先合闸,再开控制柜电钮。停炉时应首先关控制柜电钮,再拉闸。 5每两周必须清理一次炉底上的杂物,发现问题应及时处理好。
6使用温度不得超过950℃。每次大修理后,在使用前需经过电热烘干,升温到300℃到400℃时取出炉底板,打开炉门八小时烘,然后关闭炉门再升温到500℃到600℃烘干8小时。 7发现仪表失灵,电阻丝相互接触烧坏,电阻丝加热时不平衡,应停炉并通知维修人员进行修理。 8发生事故要保持现场,并报告有关部门。 该位置可填写公司名或者个人品牌名 Company name or personal brand name can be filled in this position
北华航天工业学院 《热处理工艺设计》 课程设计报告 报告题目:CA8480轧辊车床主轴 和淬火量块 热处理工艺的设计 作者所在系部:材料工程系 作者所在专业:金属材料工程 作者所在班级:B10821 作者学号:20104082104 作者姓名:倪新光 指导教师姓名:翟红雁 完成时间:2013.06.27
课程设计任务书 课题名称 CA8480轧辊车床主轴和淬火量块 热处理工艺的设计 完成时间06.27 指导教师翟红雁职称教授学生姓名倪新光班级B10821 总体设计要求 一、设计要求 1.要求学生在教师指导下独立完成零件的选材; 2.要求学生弄清零件的工作环境。 3.要求学生通过对比、讨论选择出最合理的预先热处理工艺和最终热处理工艺方法; 4.要求学生分别制定出预先热处理和最终热处理工艺的正确工艺参数,包括加热方式、加热温度、保温时间以及冷却方式; 5.要求学生写出热处理目的、热处理后组织以及性能。 工作内容及时间进度安排 内容要求时间备注 讲解并自学《金属热处理工艺》课本第六章;收集资料, 分析所给零件的工作环境、性能要求, 了解热处理工艺设计的方法、内容和步骤; 通过对零件的分析,选择合适的材料以及技术要 求 0.5天 热处理工艺方法选择和工艺路线的制定 确定出几种(两种以上)工艺 线及热处理 方案,然后进行讨论对比优缺点, 确定最佳工艺 路线及热处理工艺方案 1.5天 热处理工艺参数的确定及热处理后组织、性能 查阅资料,确定出每种热处理工艺的参数, 包括加热方式、温度和时间,冷却方式等,并绘 出相应的热处理工艺曲线 1.5天 编写设计说明书按所提供的模板 0.5天 答辩1天 课程设计说明书内容要求 一. 分析零件的工作环境,确定出该零件的性能要求,结合技术要求,选出合适的材料,并阐述原因。 二. 工艺路线和热处理方案的讨论。要求两种以上方案进行讨论,条理清晰,优缺点明确。 三. 每种热处理工艺参数的确定(工序中涉及到的所有热处理工艺)。写出确定参数的理由和根据,(尽可能写出所使用的设备)要求每一种热处理工艺都要画出热处理工艺曲线; 四. 写出每个工序的目的以及该零件热处理后常见缺陷。
课程设计设计题目: 退火炉温度控制系统 学院: 专业: 班级: 姓名: 学号: 指导老师: 日期:
摘要 退火炉是金属热处理中的重要设备,它把压力容器加热到一定温度并维持一段时间,然后让其自然冷却。其目的在于消除压力容器的整体压力。提高压力容器的使用寿命。温度是退火炉的主要被控变量,是保证其产品质量的一个重要因素。退火炉温度控制的稳定性和控制精度直接影响产品的质量。 本文以AT89C51单片机为控制核心,采用模块化的设计方案,包括硬件设计与软件设计两部分。硬件设计包括温度检测模块,按键模块,执行模块,LED显示模块,单片机最小系统。本设计要求采用电热丝加热,通过A/D转换将采集到的温度数据输入单片机中,与系统给定值比较,从而对退火炉的温度进行控制,通过按键输入控制信号,三位LED显示炉温。最后设计出最少拍无纹波控制器,通过MATLAB 仿真检验是否有纹波。
目录 第1章绪论 (3) 1.1设计背景与算法 (3) 第2章课程设计的方案?5 2.1概述?5 2.2系统组成总体结构 (5) 第3章程序设计与程序清单 (7) 3.1单片机最小系统设计 (7) 3.1.1单片机选择 (7) 3.1.2时钟电路设计 (8) 3.1.3复位电路设计?9 3.2程序清单与电路图 (11) 3.3温度控制电路................................ 错误!未定义书签。第4章控制算法?18 4.1程序框图? 18 4.2算法设计 (19) 第5章课程设计总结?错误!未定义书签。
第1章 绪论 1.1 设计背景与算法 背景:退火炉是冶金和机械行业常用的热处理工业设备。一般说来,退货处理工艺师冶金和机械产品的最后处理工序,它的处理效果将直接影响产品的质量。因此,对退火炉的基本要求就是根据退火处理工艺曲线,提供准确的升温,保温及降温操作,同时保证颅内各处的温度均匀。在目前实际生产中,退火炉的种类很多,按燃料分有燃油炉、燃气炉、电炉等。电炉按台数计算占80%,燃油炉和燃气炉占20%。 退火是金属热处理中的重要工序,它是将金属缓慢加热到一定温度,保持足够时间,然后以适宜速度冷却(通常是缓慢冷却,有时是控制冷却)的一种金属热处理工艺。目的是使经过铸造、锻轧、焊接或切削加工的材料或工件软化,改善其塑性和韧性,使其化学成分均匀化,并去除其参与应力,或得到预期的物理性能。温度控制是热处理质量控制的重要技术措施,是退火控制的核心。智能温控将大大提高热处理质量,消除认为的不稳定因素,提高温度控制的精确程度,满足特殊材料的热处理要求。 同时,退火炉采用自动化技术控制温度,对保护生态环境方面也具有重要意义。退火炉的炉温动态特性直接影响产品的质量,生产过程中对钢材的温升曲线有较高的要求,温度过低,达不到退火的预期目的;温度过高将导致过热,甚至过烧。通过对退火炉中生产过程的优化控制和自动工艺管理控制,不但可以缩短生产周期,提高产量和质量,还可以减少人为因素造成的废品率。热处理后产生的废气对自然环境的污染很大,退火炉的燃料如果是欠氧燃烧,燃料燃烧不充分,则会产生大量黑烟,而过氧燃烧又会产生氮氧化合物等有害气体。若通过对燃烧过程进行有效控制,使燃烧在合理的空燃比下运行,则可以极大的减少退火炉对周边环境的污染,对构建科持续发展型社会就有积极的意义。 目前世界各国对能源消耗和大气环境的污染越来越重视,而我国既是钢铁大国又是能源大国,因此研究高性能退火炉温度控制系统具有极为重要的现实意义。 算法:在数字随动控制系统中,要求系统的输出值尽快地跟踪给定值的变化,最少拍控制是满足这一要求的一种离散化设计方法。 最少拍控制是一种直接数字设计方法。所谓最少拍,就是要求闭环系统对于某种特定的输入在最少个采样周期内达到无静差的稳态,是系统输出值尽快地跟踪期望值的变化。 闭环Z传函具有形式 z z z z N N ---+++=Φφφφ 221)(1