外文文献翻译(原文)_陈盛
- 格式:doc
- 大小:81.00 KB
- 文档页数:4

((英文参考文献及译文)二〇一六年六月本科毕业论文 题 目:STATISTICAL SAMPLING METHOD, USED INTHE AUDIT学生姓名:王雪琴学 院:管理学院系 别:会计系专 业:财务管理班 级:财管12-2班 学校代码: 10128 学 号: 201210707016Statistics and AuditRomanian Statistical Review nr. 5 / 2010STATISTICAL SAMPLING METHOD, USED IN THE AUDIT - views, recommendations, fi ndingsPhD Candidate Gabriela-Felicia UNGUREANUAbstractThe rapid increase in the size of U.S. companies from the earlytwentieth century created the need for audit procedures based on the selectionof a part of the total population audited to obtain reliable audit evidence, tocharacterize the entire population consists of account balances or classes oftransactions. Sampling is not used only in audit – is used in sampling surveys,market analysis and medical research in which someone wants to reach aconclusion about a large number of data by examining only a part of thesedata. The difference is the “population” from which the sample is selected, iethat set of data which is intended to draw a conclusion. Audit sampling appliesonly to certain types of audit procedures.Key words: sampling, sample risk, population, sampling unit, tests ofcontrols, substantive procedures.Statistical samplingCommittee statistical sampling of American Institute of CertifiedPublic Accountants of (AICPA) issued in 1962 a special report, titled“Statistical sampling and independent auditors’ which allowed the use ofstatistical sampling method, in accordance with Generally Accepted AuditingStandards (GAAS). During 1962-1974, the AICPA published a series of paperson statistical sampling, “Auditor’s Approach to Statistical Sampling”, foruse in continuing professional education of accountants. During 1962-1974,the AICPA published a series of papers on statistical sampling, “Auditor’sApproach to Statistical Sampling”, for use in continuing professional educationof accountants. In 1981, AICPA issued the professional standard, “AuditSampling”, which provides general guidelines for both sampling methods,statistical and non-statistical.Earlier audits included checks of all transactions in the period coveredby the audited financial statements. At that time, the literature has not givenparticular attention to this subject. Only in 1971, an audit procedures programprinted in the “Federal Reserve Bulletin (Federal Bulletin Stocks)” includedseveral references to sampling such as selecting the “few items” of inventory.Statistics and Audit The program was developed by a special committee, which later became the AICPA, that of Certified Public Accountants American Institute.In the first decades of last century, the auditors often applied sampling, but sample size was not in related to the efficiency of internal control of the entity. In 1955, American Institute of Accountants has published a study case of extending the audit sampling, summarizing audit program developed by certified public accountants, to show why sampling is necessary to extend the audit. The study was important because is one of the leading journal on sampling which recognize a relationship of dependency between detail and reliability testing of internal control.In 1964, the AICPA’s Auditing Standards Board has issued a report entitled “The relationship between statistical sampling and Generally Accepted Auditing Standards (GAAS)” which illustrated the relationship between the accuracy and reliability in sampling and provisions of GAAS.In 1978, the AICPA published the work of Donald M. Roberts,“Statistical Auditing”which explains the underlying theory of statistical sampling in auditing.In 1981, AICPA issued the professional standard, named “Audit Sampling”, which provides guidelines for both sampling methods, statistical and non-statistical.An auditor does not rely solely on the results of a single procedure to reach a conclusion on an account balance, class of transactions or operational effectiveness of the controls. Rather, the audit findings are based on combined evidence from several sources, as a consequence of a number of different audit procedures. When an auditor selects a sample of a population, his objective is to obtain a representative sample, ie sample whose characteristics are identical with the population’s characteristics. This means that selected items are identical with those remaining outside the sample.In practice, auditors do not know for sure if a sample is representative, even after completion the test, but they “may increase the probability that a sample is representative by accuracy of activities made related to design, sample selection and evaluation” [1]. Lack of specificity of the sample results may be given by observation errors and sampling errors. Risks to produce these errors can be controlled.Observation error (risk of observation) appears when the audit test did not identify existing deviations in the sample or using an inadequate audit technique or by negligence of the auditor.Sampling error (sampling risk) is an inherent characteristic of the survey, which results from the fact that they tested only a fraction of the total population. Sampling error occurs due to the fact that it is possible for Revista Română de Statistică nr. 5 / 2010Statistics and Auditthe auditor to reach a conclusion, based on a sample that is different from the conclusion which would be reached if the entire population would have been subject to audit procedures identical. Sampling risk can be reduced by adjusting the sample size, depending on the size and population characteristics and using an appropriate method of selection. Increasing sample size will reduce the risk of sampling; a sample of the all population will present a null risk of sampling.Audit Sampling is a method of testing for gather sufficient and appropriate audit evidence, for the purposes of audit. The auditor may decide to apply audit sampling on an account balance or class of transactions. Sampling audit includes audit procedures to less than 100% of the items within an account balance or class of transactions, so all the sample able to be selected. Auditor is required to determine appropriate ways of selecting items for testing. Audit sampling can be used as a statistical approach and a non- statistical.Statistical sampling is a method by which the sample is made so that each unit consists of the total population has an equal probability of being included in the sample, method of sample selection is random, allowed to assess the results based on probability theory and risk quantification of sampling. Choosing the appropriate population make that auditor’ findings can be extended to the entire population.Non-statistical sampling is a method of sampling, when the auditor uses professional judgment to select elements of a sample. Since the purpose of sampling is to draw conclusions about the entire population, the auditor should select a representative sample by choosing sample units which have characteristics typical of that population. Results will not extrapolate the entire population as the sample selected is representative.Audit tests can be applied on the all elements of the population, where is a small population or on an unrepresentative sample, where the auditor knows the particularities of the population to be tested and is able to identify a small number of items of interest to audit. If the sample has not similar characteristics for the elements of the entire population, the errors found in the tested sample can not extrapolate.Decision of statistical or non-statistical approach depends on the auditor’s professional judgment which seeking sufficient appropriate audits evidence on which to completion its findings about the audit opinion.As a statistical sampling method refer to the random selection that any possible combination of elements of the community is equally likely to enter the sample. Simple random sampling is used when stratification was not to audit. Using random selection involves using random numbers generated byRomanian Statistical Review nr. 5 / 2010Statistics and Audit a computer. After selecting a random starting point, the auditor found the first random number that falls within the test document numbers. Only when the approach has the characteristics of statistical sampling, statistical assessments of risk are valid sampling.In another variant of the sampling probability, namely the systematic selection (also called random mechanical) elements naturally succeed in office space or time; the auditor has a preliminary listing of the population and made the decision on sample size. “The auditor calculated a counting step, and selects the sample element method based on step size. Step counting is determined by dividing the volume of the community to sample the number of units desired. Advantages of systematic screening are its usability. In most cases, a systematic sample can be extracted quickly and method automatically arranges numbers in successive series.”[2].Selection by probability proportional to size - is a method which emphasizes those population units’recorded higher values. The sample is constituted so that the probability of selecting any given element of the population is equal to the recorded value of the item;Stratifi ed selection - is a method of emphasis of units with higher values and is registered in the stratification of the population in subpopulations. Stratification provides a complete picture of the auditor, when population (data table to be analyzed) is not homogeneous. In this case, the auditor stratifies a population by dividing them into distinct subpopulations, which have common characteristics, pre-defined. “The objective of stratification is to reduce the variability of elements in each layer and therefore allow a reduction in sample size without a proportionate increase in the risk of sampling.” [3] If population stratification is done properly, the amount of sample size to come layers will be less than the sample size that would be obtained at the same level of risk given sample with a sample extracted from the entire population. Audit results applied to a layer can be designed only on items that are part of that layer.I appreciated as useful some views on non-statistical sampling methods, which implies that guided the selection of the sample selecting each element according to certain criteria determined by the auditor. The method is subjective; because the auditor selects intentionally items containing set features him.The selection of the series is done by selecting multiple elements series (successive). Using sampling the series is recommended only if a reasonable number of sets used. Using just a few series there is a risk that the sample is not representative. This type of sampling can be used in addition to other samples, where there is a high probability of occurrence of errors. At the arbitrary selection, no items are selected preferably from the auditor, Revista Română de Statistică nr. 5 / 2010Statistics and Auditthat regardless of size or source or characteristics. Is not the recommended method, because is not objective.That sampling is based on the auditor’s professional judgment, which may decide which items can be part or not sampled. Because is not a statistical method, it can not calculate the standard error. Although the sample structure can be constructed to reproduce the population, there is no guarantee that the sample is representative. If omitted a feature that would be relevant in a particular situation, the sample is not representative.Sampling applies when the auditor plans to make conclusions about population, based on a selection. The auditor considers the audit program and determines audit procedures which may apply random research. Sampling is used by auditors an internal control systems testing, and substantive testing of operations. The general objectives of tests of control system and operations substantive tests are to verify the application of pre-defined control procedures, and to determine whether operations contain material errors.Control tests are intended to provide evidence of operational efficiency and controls design or operation of a control system to prevent or detect material misstatements in financial statements. Control tests are necessary if the auditor plans to assess control risk for assertions of management.Controls are generally expected to be similarly applied to all transactions covered by the records, regardless of transaction value. Therefore, if the auditor uses sampling, it is not advisable to select only high value transactions. Samples must be chosen so as to be representative population sample.An auditor must be aware that an entity may change a special control during the course of the audit. If the control is replaced by another, which is designed to achieve the same specific objective, the auditor must decide whether to design a sample of all transactions made during or just a sample of transactions controlled again. Appropriate decision depends on the overall objective of the audit test.Verification of internal control system of an entity is intended to provide guidance on the identification of relevant controls and design evaluation tests of controls.Other tests:In testing internal control system and testing operations, audit sample is used to estimate the proportion of elements of a population containing a characteristic or attribute analysis. This proportion is called the frequency of occurrence or percentage of deviation and is equal to the ratio of elements containing attribute specific and total number of population elements. WeightRomanian Statistical Review nr. 5 / 2010Statistics and Audit deviations in a sample are determined to calculate an estimate of the proportion of the total population deviations.Risk associated with sampling - refers to a sample selection which can not be representative of the population tested. In other words, the sample itself may contain material errors or deviations from the line. However, issuing a conclusion based on a sample may be different from the conclusion which would be reached if the entire population would be subject to audit.Types of risk associated with sampling:Controls are more effective than they actually are or that there are not significant errors when they exist - which means an inappropriate audit opinion. Controls are less effective than they actually are that there are significant errors when in fact they are not - this calls for additional activities to establish that initial conclusions were incorrect.Attributes testing - the auditor should be defining the characteristics to test and conditions for misconduct. Attributes testing will make when required objective statistical projections on various characteristics of the population. The auditor may decide to select items from a population based on its knowledge about the entity and its environment control based on risk analysis and the specific characteristics of the population to be tested.Population is the mass of data on which the auditor wishes to generalize the findings obtained on a sample. Population will be defined compliance audit objectives and will be complete and consistent, because results of the sample can be designed only for the population from which the sample was selected.Sampling unit - a unit of sampling may be, for example, an invoice, an entry or a line item. Each sample unit is an element of the population. The auditor will define the sampling unit based on its compliance with the objectives of audit tests.Sample size - to determine the sample size should be considered whether sampling risk is reduced to an acceptable minimum level. Sample size is affected by the risk associated with sampling that the auditor is willing to accept it. The risk that the auditor is willing to accept lower, the sample will be higher.Error - for detailed testing, the auditor should project monetary errors found in the sample population and should take into account the projected error on the specific objective of the audit and other audit areas. The auditor projects the total error on the population to get a broad perspective on the size of the error and comparing it with tolerable error.For detailed testing, tolerable error is tolerable and misrepresentations Revista Română de Statistică nr. 5 / 2010Statistics and Auditwill be a value less than or equal to materiality used by the auditor for the individual classes of transactions or balances audited. If a class of transactions or account balances has been divided into layers error is designed separately for each layer. Design errors and inconsistent errors for each stratum are then combined when considering the possible effect on the total classes of transactions and account balances.Evaluation of sample results - the auditor should evaluate the sample results to determine whether assessing relevant characteristics of the population is confirmed or needs to be revised.When testing controls, an unexpectedly high rate of sample error may lead to an increase in the risk assessment of significant misrepresentation unless it obtained additional audit evidence to support the initial assessment. For control tests, an error is a deviation from the performance of control procedures prescribed. The auditor should obtain evidence about the nature and extent of any significant changes in internal control system, including the staff establishment.If significant changes occur, the auditor should review the understanding of internal control environment and consider testing the controls changed. Alternatively, the auditor may consider performing substantive analytical procedures or tests of details covering the audit period.In some cases, the auditor might not need to wait until the end audit to form a conclusion about the effectiveness of operational control, to support the control risk assessment. In this case, the auditor might decide to modify the planned substantive tests accordingly.If testing details, an unexpectedly large amount of error in a sample may cause the auditor to believe that a class of transactions or account balances is given significantly wrong in the absence of additional audit evidence to show that there are not material misrepresentations.When the best estimate of error is very close to the tolerable error, the auditor recognizes the risk that another sample have different best estimate that could exceed the tolerable error.ConclusionsFollowing analysis of sampling methods conclude that all methods have advantages and disadvantages. But the auditor is important in choosing the sampling method is based on professional judgment and take into account the cost / benefit ratio. Thus, if a sampling method proves to be costly auditor should seek the most efficient method in view of the main and specific objectives of the audit.Romanian Statistical Review nr. 5 / 2010Statistics and Audit The auditor should evaluate the sample results to determine whether the preliminary assessment of relevant characteristics of the population must be confirmed or revised. If the evaluation sample results indicate that the relevant characteristics of the population needs assessment review, the auditor may: require management to investigate identified errors and likelihood of future errors and make necessary adjustments to change the nature, timing and extent of further procedures to take into account the effect on the audit report.Selective bibliography:[1] Law no. 672/2002 updated, on public internal audit[2] Arens, A şi Loebbecke J - Controve …Audit– An integrate approach”, 8th edition, Arc Publishing House[3] ISA 530 - Financial Audit 2008 - International Standards on Auditing, IRECSON Publishing House, 2009- Dictionary of macroeconomics, Ed C.H. Beck, Bucharest, 2008Revista Română de Statistică nr. 5 / 2010Statistics and Audit摘要美国公司的规模迅速增加,从第二十世纪初创造了必要的审计程序,根据选定的部分总人口的审计,以获得可靠的审计证据,以描述整个人口组成的帐户余额或类别的交易。

TEXT 31The 20th centuryTime's mortuary时代的殓房(陈继龙编译)Jun 1st 2006From The Economist print editionWHAT was the20th century'smost distinctivefeature? It is ahistorians' parlorgame[1], but therecan be nodefinitive answer.For some, it wouldbe getting men tothe moon,discoveringpenicillin, splittingthe atom or someother greatscientifica________①. Forothers, it would bethe fastest and most sustained period of economic growth in history. Or the end of the age of empires, which had dominated the politics and economics of the world for centuries. For Niall Ferguson, however, only this last description comes close and even then only as background. In his view, the century's most distinctive feature was violence: the slaughter, and not only in war, of millions upon millions of people. His new book seeks to describeand, as far as possible, explain why this happened.二十世纪最鲜明的特征是什么?这是一个历史学家们讨论的问题,但可能谁也无法准确回答。

英⽂⽂献参考格式英⽂⽂献参考格式 各类外⽂⽂献的⽂后参考⽂献格式与中⽂⽰例相同,其中题名的⾸字母及各个实词的⾸字母应⼤写,以下是⼩编为⼤家带来的英⽂⽂献参考格式,希望⼤家喜欢。
⼀、参考⽂献的类型 参考⽂献(即引⽂出处)的类型以单字母⽅式标识,具体如下: [M]--专著,著作 [C]--论⽂集(⼀般指会议发表的论⽂续集,及⼀些专题论⽂集,如《xx⼤学研究⽣学术论⽂集》 [N]--报纸⽂章 [J]--期刊⽂章:发表在期刊上的论⽂,尽管有时我们看到的是从⽹上下载的(如知⽹),但它也是发表在期刊上的,你看到的电⼦期刊仅是其电⼦版 [D]--学位论⽂:不区分硕⼠还是博⼠论⽂ [R]--报告:⼀般在标题中会有。
关于xx*报告。
字样 [S]--标准 [P]--专利 [A]--⽂章:很少⽤,主要是不属于以上类型的⽂章 [Z]--对于不属于上述的⽂献类型,可⽤字母。
Z。
标识,但这种情况⾮常少见。
、 常⽤的电⼦⽂献及载体类型标识: [DB/OL]--联机⽹上数据(databaseonline) [DB/MT]--磁带数据库(databaseonmagnetictape) [M/CD]--光盘图书(monographonCDROM) [CP/DK]--磁盘软件(computerprogramondisk) [J/OL]--⽹上期刊(serialonline) [EB/OL]--⽹上电⼦公告(electronicbulletinboardonline) 很显然,标识的就是该资源的英⽂缩写,/前⾯表⽰类型,/后⾯表⽰资源的载体,如OL表⽰在线资源 ⼆、参考⽂献的格式及举例 1.期刊类 【格式】[序号]作者.篇名[J].刊名,出版年份,卷号(期号)起⽌页码. 【举例】 [1]周融,任志国,杨尚雷,厉星星.对新形势下毕业设计管理⼯作的思考与实践[J].电⽓电⼦教学学报,2003(6):107-109. [2]夏鲁惠.⾼等学校毕业设计(论⽂)教学情况调研报告[J].⾼等理科教育,2004(1):46-52. [3]Heider,E.R.&。
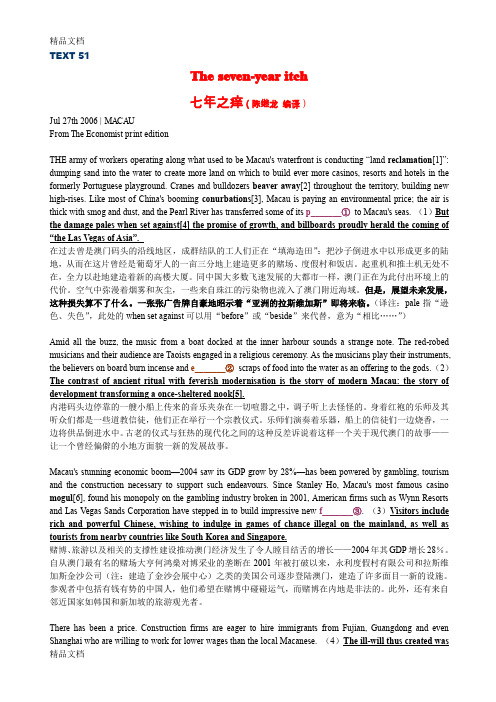
TEXT 51The seven-year itch七年之痒(陈继龙编译)Jul 27th 2006 | MACAUFrom The Economist print editionTHE army of workers operating along what used to be Macau's waterfront is conducting “land reclamation[1]”: dumping sand into the water to create more land on which to build ever more casinos, resorts and hotels in the formerly Portuguese playground. Cranes and bulldozers beaver away[2] throughout the territory, building new high-rises. Like most of China's booming conurbations[3], Macau is paying an environmental price; the air is thick with smog and dust, and the Pearl River has transferred some of its p_______①to Macau's seas. (1)But the damage pales when set against[4] the promise of growth, and billboards proudly herald the coming of “the Las Vegas of Asia”.在过去曾是澳门码头的沿线地区,成群结队的工人们正在“填海造田”:把沙子倒进水中以形成更多的陆地,从而在这片曾经是葡萄牙人的一亩三分地上建造更多的赌场、度假村和饭店。

本门课程要求:1. 期末卷面考试成绩占80%,平时成绩占20%;2. 平时成绩由出勤、作业、课堂测验、课堂表现构成;3. 一学期不定期点名六次,缺课一次期末卷面成绩扣5分(迟到三次相当于缺课一次),累计6次缺课者取消考试资格;4. 一学期可以请假三次(短信或电话),请在上课前十分钟请假,事后请假无效;5. 上考研班、病假、事假均需提供相关证明且需事先经过老师本人同意;上考研班者请提供上课证,病假者请提供医院开具的医疗证明,事假者请提供系部盖有公章的事假条;6. 本课程期末考试不划重点;7. 未经允许拷贝老师带答案课件者、迟到早退缺乏礼貌报告者,酌情扣分。
8. 严格按课程要求执行,谢绝一切说情或求情;9. 对于本课程或本人教学和工作有任何建议或意见,欢迎致电本人或发邮件至rg.peng@。
10. 祝学习、生活愉快。
《英汉双语翻译理论与实践》参考书目(迷你版):[1]陈宏薇、李亚丹. 新编汉英翻译教程(第二版)上外教, 2010年[2]邓炎昌、刘润清. 语言与文化. 外语教学与研究出版社, 1989.[3]古今明. 英汉翻译基础. 上海外语教育出版社,1997年版[4]华先发、邵毅. 新编大学英译汉教程. 上外教出版社,2004年版[5]柯平. 英汉与汉英翻译教程. 北京大学出版社,1993.[6]李长栓. 非文学翻译理论与实践. 中国对外翻译出版公司, 2004.[7]李运兴. 英汉语篇翻译(第二版). 清华大学出版社, 2003.[8]连淑能. 英汉对比研究. 高等教育出版社, 1993.[9]吕瑞昌等编著. 汉英翻译教程. 陕西人民出版社,1983.[10]邵志洪. 汉英对比翻译导论. 华东理工大学出版社, 2005.[11]孙致礼. 新编英汉翻译教程. 上海外语教育出版社, 2003.[12]叶子南. 高级英汉翻译理论与实践. 清华大学出版社,2001.[13]余光中. 余光中谈翻译. 中国对外翻译出版公司, 2002.[14]张培基. 英汉翻译教程. 上海外语教育出版社, 1983.英汉翻译讲义Instructor: Mr. Peng第一章翻译的性质、标准及过程1.1 “翻译”古今称呼之由来。

大连民族学院国际商学院英文翻译2007级毕业论文外文翻译资料Microfinance's Latest Growing Pains小额信贷业的发展阵痛《Knowledge Wharton》February 2nd 2011《沃顿知识》杂志 2011年2月2日译者:刘颖会大连民族学院国际商学院国际经济与贸易072班2011年6月小额信贷业发展阵痛近期的小额信贷危机源于印度南部城市安得拉邦,当地过度负债、暴力催款和借款者被迫自杀等问题引发了民众对小额信贷行业的广泛指责,并强烈呼吁政府加强监管。
10月,印度政府对损害信贷、强行控制回款天数并拖累印度最大的盈利性小额信贷公司SKS股价暴跌的小额信贷机构实施管制。
1月19日,印度储备银行发布Malegam委员会报告,建议对印度小额信贷机构施加一系列新的监管措施,包括设置利率上限、贷款限额以及对借款人的收入进行规定。
有些观察家对此表示欢迎,而悲观人士则认为此举难以避免信贷紧缩和行业崩溃。
尽管现在要分析行业前景还为时尚早,但安得拉邦的危机着实引发了民众对全球小额信贷行业的热烈讨论和深刻反省。
近期在沃顿阿瑞斯高级管理教育学院小额信贷管理培训班上,讨论的焦点集中在过度信贷、高速的行业增长以及如何在追求利润的同时更好地实现小额信贷的设立宗旨。
小额信贷业经历了一场由坏账“大地震”所引发的“痛苦的觉醒”,26名来自全球各地的社会财富计划参与者之一Kamran Azim在一堂主题为小额信贷业的增长与可持续发展的讨论中如此比喻道。
Azim是创立于1996年的巴基斯坦拉合尔小额信贷机构Kashf 基金的运营总监。
他指出,过去20到30年间,小额信贷的方式方法几乎都没有发生过变化。
但现在,突然之间,这个行业经历了一场地震。
正如该培训计划中一门课程的导言所说:“面对不断加速的变革,人们趋向于依赖传统的方式进行商业发展。
然而,正是在这样的时刻,创新方显得尤为重要。
”此外,几名学员也指出,小额信贷行业必须在兼顾客户需求的同时通过创新的方式来巩固发展。
陈承德哲学诗集《當代五命題》英文版序D. 吉利斯*这本诗集中的诗很不寻常,它们可谓之“哲学诗”,因为每一首都是以诗的形式作出的哲学论证。
其作者陈承德是职业哲学家出身,八十年代时他是上海大学的哲学副教授,并对玻普(Karl Popper)哲学有特殊的兴趣。
陈于九十年代初到牛津大学研究哲学,期间他写了一篇叫做“正负不对称思维”的论文,对玻普的思想作了发展。
玻普指出:对一事物从正面看与从负面看是不同的。
譬如伦理学的功利主义,通常被正面地表述为:善就是把人类的幸福最大化,而玻普建议将它改为把人类的痛苦最小化。
这个负面表述给出了看问题的不同角度。
陈在其论文中以玻普的这个例子及其他例子为基础,概括出从正面看问题不同于从负面看问题的一般逻辑形式。
我在许多年前曾是玻普的研究生,当我看到陈的论文,感到非常有意思,这就使我们认识了。
在我们相识后一年左右,陈从对哲学的常规搞法转到写作哲学诗。
初看起来,用诗的形式讨论哲学很怪,但到历史上一看,原来是有先例的。
例如,古希腊前苏格拉底时代的巴门尼德(Parmenides),就以诗的形式写了他的关于“真理之路”与“意见之路”的主要哲学著作《论自然》。
诗是这样开头的:载我的马把我载到我的心所能企及的远方,它们曾把我带到著名的女神之路,女神领着智者穿过每个城镇。
我在那路上被运载,那智慧的马在运载我,它们拖着我的车,少女们引着路。
*伦敦大学国王学院哲学教授(Donald Gillies, Professor of Philosophy, King’s College London)在这个典型的诗的开头之后,读者会吃惊地发现自己被领入一个比任何哲学著作都更严密的逻辑论证。
然而,西方哲学没有取巴门尼德的诗的模式,而是以幸存的亚里斯多德著作为范本,取了刻板枯燥的哲学论文的模式。
到了我们的时代,T·S·艾略特(Eliot)可算一位哲理型诗人。
事实上他是B。
罗素(Bertrand Russell)在哈佛任教时的研究生。
TEXT 35Blogging off走出博客(陈继龙编译)Jun 15th 2006 | NEW YORKFrom The Economist print edition“I LOVE Microsoft and Microsoft did notlose me,” protested Robert Scoble, alittle too loudly, on his blog last week,in a bid to end feverish speculation inthe blogosphere about why, exactly, hehad decided to leave Microsoft. The software g_______①'s “technical evangelist”, Mr Scoble has become the best-known example of a corporate blogger. On his blog, called Scobleizer, which he started in 2000, he writes about Microsoft's products, and has sometimes criticised them fiercely—(1)thereby both establishing his credibility and, by its willingness to tolerate him, helping to humanise his employer.“我热爱微软,微软也没有失去我。
”罗伯特·斯考伯上周在他的博客上义正词严地说。
他这么说是希望博客界不要再对他为何决定离开微软妄加臆测。
作为这一软件巨头的“技术专员”,斯考伯先生已经成为企业博客最知名的典范。
他的博客名叫Scobleizer,始建于2000年,主要写一些与微软产品有关的文章,有时候也会对其提出严厉批评——如此一来,不但树立了他的声望,也藉微软对他的宽容大度体现了微软的人性化。
INTERNATIONAL JOURNAL OF PRECISION ENGINEERING AND MANUFACTURING Vol. 14, No. 6, pp. 925-936JUNE 2013 / 925© KSPE and Springer 2013Power Consumption and Tool Wear Assessment when Machining Titanium AlloysSalman Pervaiz 1,2, Ibrahim Deiab 1, and Basil Darras 1,#1 Department of Mechanical Engineering, College of Engineering, American University of Sharjah, Sharjah, United Arab Emirates, 266662 Department of Production Engineering, KTH Royal Institute of Technology, S-100 44 Stockholm, Sweden# Corresponding Author / E-mail: bdarras@, TEL: +971-6-515-2590, FAX: +971-6-515-2979KEYWORDS: Machinability, Wear mechanisms, Energy consumption, TitaniumTitanium alloys are of interest for aerospace industries due to their high strength to weight ratio, outstanding corrosion and erosion properties and ability to operate at higher temperature. They are classified as difficult to cut materials because of their low thermal conductivity, high chemical reactivity and high strength at elevated temperature. The machinability rating of titanium alloys is low compared to other materials from many aspects. This study focuses on studying the cutting tool wear and power consumption when machining Titanium alloys under different cutting conditions. Design of experiments was used to develop a test matrix that cover the range of cutting conditions recommended for machining titanium alloys. Cutting forces, power consumption, tool wear and surface roughness were measured and analyzed. Tool wear mechanisms were also studied using scanning electron microscopy.Manuscript received: November 12, 2012 / Accepted: April 3, 20131. IntroductionTitanium alloys are being used extensively for the manufacturing of air-crafts, aero-engines, biomedical equipment and chemical processing units. Titanium alloys exhibit very good strength at high temperature and low density. Titanium alloys offer good corrosion resistance making them suitable for marine industry.1 H owever, titanium alloys show poor machinability rating. Main causes of poor machinability are low thermal conductivity, high strength at elevated temperature, high chemical reactivity and low young’s modulus.2Concept of environmental conscious machining has been spread all over the world. Minimizing the power consumption in the machining phase of a product can save cost and reduce the global warming potential associated with machining. More energy usage in machining phase means more CO2 equivalent emissions in environment. Several researchers have worked in the area of machining to minimize power consumption. Gutowski et al.3 performed an environmental examination of a machining process. The study revealed that out of total energy very less amount of energy is required for cutting. Munoz et al.4 developed an analytical approach to demonstrate the environmental impacts of the machining operations. The study was based on power consumption,cutting mechanics and coolant flow. This study exposed that power consumption utilized by a machining process depends upon complexity involved in geometry, material and coolant selection.Kordonowy 5 performed energy calculations for various machine tools. This work was based on injection molding, manual milling,automated milling and automated lathe machine. The study presented a complete examination of power consumption utilized in different phases of machine. Drake et al.6 suggesed a framework to describe power consumption in machine tools. The framework suggested a six steps process to characterize energy consumption. The study concluded that most of the energy consumption was used in machine controller and 35% of the total energy was used by spindle.Diaz et al.7 conducted an analysis of machine tool to develop more efficient energy consumption strategy. The study developed a method of using specific energy as a function of process rate. The proposed method provides accurate energy consumption without actually measuring power demand. In another study Diaz et al.8 presented design and operation strategies to reduce energy consumption. The study was conducted using kinetic energy recovery system (KERS),process parameter selection strategy and web-based energy estimation tool. The study exposed that KERS has potential of saving 25% of energy. Kara et al.9 developed an empirical model to establish the relationship between energy consumption and process parameters. This model was verified on different milling and turning machines. The proposed model predicts energy consumption with an accuracy of 90%.DOI: 10.1007/s12541-013-0122-yShan et al.10 presented energy saving and emission reduction strategies by focusing on energy involved in mechanical equipment.Jawaid et al.11 conducted an experimental investigation to evaluate the machinability of Ti-6246 alloy under dry condition. Experimentation was conducted at constant depth of cut with four different levels of cutting speed using uncoated cemented carbide tools. The study revealed that finer grain size tools performed better than the tools with coarser grain size. Abrasion wear mechanism was observed at the flank face of the cutting insert. Corduan et al.12 examined the wear mechanisms of PCD (polycrystalline diamond), CBN (carbon boron nitride) and TiB2 coated carbides for the machining of titanium-based alloys. The study pointed out that the PCD tools performed best at cutting speed of 150m/min. CBN tools were suitable for finishing cutting conditions. Whereas, TiB2 coated inserts worked well under 100m/min cutting speed. It has been observed that adhesion and diffusion were the dominant wear mechanisms. Hwang et al.13 evaluated machinability of Al 6061 using vegetable oil based MQL (Minimum Quantity Lubrication) machining and water soluble wet machining. The study utilized Taguchi method and revealed that cutting conditions have significant role on cutting forces generated during machining. Elmagrabi et al.14 conducted an experimental study to investigate the performance of the coated and uncoated carbide tools under dry conditions. The experimentation was focused on slot milling of Ti 6Al 4V. The study revealed that PVD coated carbide tool has high life. Surface roughness was more dependent on feed rate and depth of cut.This paper presents an experimental study and analysis to evaluate the performance of coated and uncoated carbide inserts under different machining environments. In literature, there is very limited research work available with respect to the power consumption in machining Titanium alloys. In the presented study; performance of cutting inserts based on the tool wear were examined carefully with respect to the energy consumption during each machining test. This contribution of energy consumption can be a useful source of information for sustainability computations.2. Experimental SetupMachining tests were carried out on a CNC Turning Center. Titanium alloy Ti 6Al 4V was selected as a workpiece material. The nominal chemical composition of the workpiece material is given in Table 1. Experiments were conducted utilizing two types of cuttinginserts. The nominal specifications for these inserts are given in Table 2. Experiments were performed under the conditions shown in Table 3 by utilizing a constant depth of cut and machining length. Dimensions of raw material work piece are 300mm in length and 95mm in diameter.Mitutoyo Roughness Tester SJ 201P was used for the measurement of surface roughness. To minimize the experimental error each measurement of surface roughness was repeated four times and only the average values were reported. Tool flank wear was measured with a toolmaker microscope. Scanning electron microscopy was utilized to study the major wear mechanisms. Kistler Multi Channel Dynamometer was utilized for measuring the cutting forces generated during drilling operations. PS3500 power data logger has been used to capture the power utilized during each cutting test. Fig. 1 shows schematic representation of the experimental setup.3. Results and Discussion3.1. Surface roughness analysisSurface roughness values were recorded for all of the turning tests performed by using both coated and uncoated inserts. Surface roughness values, average of three measurements, have been plotted for both cases as shown in following Figs. below. Figs. 2 and 3 compares the roughness values for coated and uncoated tools at feed 0.1mm/ rev under dry, mist and flood environments.Table 1 Nominal chemical composition of Ti 6Al 4V (wt. %) Element %Element %CAlFeV<0.085.5–6.75<0.43.5–4.5HNOTi< 0.05< 0.01< 0.2Balance Table 2 Cutting Inserts propertiesCutting Inserts1.Coated Carbide - TCMT 16 T3 04-MM 1105•The substrate consists of a hard fine-grained WC with 6% Co for high hot hardness and good resistance against plastic deformation •The new thin PVD TiAlN coating with excellent adhesion, also on sharp edges, guarantees toughness, even flank wear and outstanding performance in heat resistant super alloys2.Uncoated Carbide - TCMT 16 T3 04-KM H13A •Combines good abrasive wear resistance and toughness for medium to rough turning of heat resistance steel and titanium alloysTable 3 Cutting ConditionsMachining ParametersDepth of cut (mm)Cutting Speed (m/min)Feed (mm/ rev)Length to machine (mm)0.8mm ConstantThree levels (30-60-90)Two levels (0.1-0.2)120Machining Environment-Dry-Mist-FloodFig. 1 Experimental SetupAt low cutting speed of 30m/min under dry conditions the observed roughness (Ra) values for both coated and uncoated inserts were approximately the same. H owever, at cutting speed of 30m/min uncoated insert showed better surface quality for both mist and flood conditions. At cutting speed of 60m/min for dry condition both inserts performed in a similar manner. But at 60m/min coated inserts provided more roughness than the uncoated inserts for both mist and flood environments. At 60m/min the lowest value of surface roughness was obtained using uncoated insert under mist condition. Similar trends but with better surface finish were observed at 90m/min for both coated and uncoated inserts. Klocke,15 Zhang,16 and Jiang 17 pointed out that at higher cutting speed, cutting force decreases and cutting temperature increases. Uncoated carbides cannot withstand high temperature and results in rapid adhesion and diffusion wear. TiAlN coating resists heat to extend tool life by lowering coefficient of friction.Figs. 4 and 5 represents the comparison of the roughness (Ra)values for coated and uncoated tool at higher feed of 0.2mm/ rev for dry, mist and flood environments. Similar trend was noted before.18,19For dry condition coated tool performed better than uncoated tool for all cutting speeds of 30, 60 and 90m/min. For mist and flood environments coated tool gave high roughness values at low cutting speed i.e. 30m/min. Coated inserts gave good result at cutting speeds of 60 and 90m/min. Uncoated inserts performed better than coated inserts at low cutting speed for both mist and flood condition.It can be seen that coated inserts provides comparatively fair results at higher cutting speeds this might be because of the wear and heatresistant nature of TiAlN coating. H owever, uncoated inserts were found superior for low cutting speeds because of relatively low cutting temperature at low cutting speed. Better surface finish was obtained under dry condition for both coated and uncoated inserts. Similar trends were onserved by Seah et al.20 when machining steel alloys. Their study revealed that coolant shifted crater wear towards the cutting edge.3.1.1 Statistical analysis of surface roughnessThe surface roughness data was also analysed by using analysis of variance (ANOV A) method. ANOV A technique is very useful statistical method for efficient decision-making. ANOV A divides total variation into responsible sources. The study utilized Design Expert 8to analyse surface roughness data statistically. ANOV A was implemented to determine the percentage contribution of process parameters on surface roughness. Outcome of ANOV A results in F value that makes results significant from each other. H igher F value shows that variation in that parameter causes significant change in the response parameter.21 Table 4 shows that except for feed rate none of the factors contributed considerably towards the surface roughness. The model F value of 140.06 implies that the model is significant. In the present study A, B, C, D, AB, AC, AD, CD, ABC, ABD and ABCD were significant model terms.Fig. 6 shows different statistical graphs obtained from surface roughness data. H alf-normal probability plot is a powerful graphical tool that points out at important factors and their interactions.22 As shown in Fig. 6(a), a list of effects and their interactions were reportedbased on their magnitudes. Insignificant factors appear on or close toFig. 2 Surface roughness, f =0.1mm/rev, Coated tools under dry, mist and flood environmentsFig. 3 Surface roughness, f =0.1mm/rev, Uncoated tools under dry,mist and flood environmentsFig. 4 Surface roughness, f =0.2mm/ rev, Coated tools under dry, mist and flood environmentsFig. 5 Surface roughness, f =0.2mm/ rev, Uncoated tools under dry,mist and flood environmentsthe near zero line. It was observed that factor B (feed rate) is the most important factor for the presented study.The normal probability plot graphically represents normal distribution of data set. Fig. 6(b) represents normal distribution of surface roughness data set. A straight line shows data followed normal distribution approximately. Residual vs. run plot is a special scatter plot that shows different drifts in data. In residual vs. run plot each residual is plotted against experimental run order. Fig. 6(c) shows residual values of surface roughness data against experimental runs. Residual data was found randomly distributed over experimental runs.3.2 Cutting Force AnalysisThe cutting forces significantly control cutting temperature, tool wear, tool life, surface integrity and distortions in workpiece, fixtures and cutting tool due to instabilities in machining dynamics. In Fig. 7, It was observed as a general trend that cutting forces decrease with increasing cutting speed up to a certain range, and after passing that range cutting force again starts increasing.Table 4 Results of ANOV A for surface roughnessCutting Parameters Sum of Squares df Mean Square F-Test Contribution (%) Model149.6135 4.27140.0698.55 A-Cutting Speed 1.1220.5618.350.74B-Feed142.611142.614672.8393.94 C-Coolant0.4020.20 6.470.26 D-Cutting Tool Material0.5510.5518.130.36AB0.3520.18 5.780.23AC0.6240.16 5.110.41AD 1.0620.5317.380.70BC0.1820.09 3.000.12BD0.0210.020.750.02CD0.2120.10 3.430.14ABC0.3140.08 2.500.20ABD0.8620.4314.070.57ACD0.1140.030.890.07BCD0.0720.03 1.120.05ABCD0.3940.10 3.200.26 Error 2.20720.03-- 1.45 Total151.81107----100.00Fig. 6 Statistical analysis of surface roughness (a) Half-normal plot (b) Normal plot of residuals (c) Residuals vs. runFigs. 7(a) and (b) show that at low feed of 0.1mm/rev cutting force reduced slightly for both uncoated and coated tools when cutting speed was increased from 30m/min to 60m/min. H owever cutting force increased again when cutting speed was raised from 60m/min to 90 m/min. This variation in cutting force can be attributed to built up edge (BUE) phenomenon and cutting temperature behavior. Previous studies 16,17 revealed that temperature in cutting zone is directly related to the cutting speed. H igher cutting velocities generate elevated temperatures in cutting zone that enhances thermal softening of workpiece material. Built up edge (BUE) formation is based on cutting conditions and combination of workpiece and cutting tool material.Reduction in cutting forces points out that built up edge increases effective rake angle resulting in lower cutting forces. Fang and Wu 23also observed reduction in cutting forces with increase in cutting speed for machining Ti6Al4V and Inconel 718. Other studies 15,24 also revealed that cutting force decreases with increase in cutting speed. The present study also revealed that the cutting force was lower, when cutting speed was close to the range of 60m/min. Komanduri and Reed 25 also found that uncoated carbides exhibit excessive tool wear above 60m/min. The cutting force increased at higher cutting speed of 90m/min because at higher cutting speed there is no built up edge (BUE) formation.The cutting force measurement in Fig. 7(a) and (b) also revealed that uncoated inserts have generated less cutting forces than the coated inserts at low cutting speed of 30m/min and feed of 0.1mm/rev. This higher magnitude of cutting force points out at potential of high tool wear in coated inserts at low cutting speeds. H owever less cutting forces were observed for coated inserts at cutting speeds of 60-90m/min. This shows that coated inserts performed comparatively better at higher cutting speeds. Adhesion and abrasion mechanisms were found at lower cutting speeds. H igher cutting speeds and elevated cutting temperature favors diffusion to be a dominant tool wear mechanism.Diffusion wear limits the performance of uncoated carbides at higher cutting speeds. Slightly higher cutting force was observed in uncoated tool at cutting speed of 90m/min indicating unstable wear rate. Similar behavior was observed in case of coated inserts. Higher cutting speeds can produce elevated temperature at cutting zone but TiAlN coating is heat and wear resistant in nature. Groover 26 also commented on the relationship of cutting force with shear area in the cutting zone. Low cutting forces for coated carbide tools point at less shear area in cutting zone. Less shear area means high value of shear plane angle that is favorable for easy machining because of less power consumption and temperature in cutting zone. Figs. 7(a), (b), (c) and (d) states that increase in feed results in higher cutting forces for both uncoated and coated carbides.Figs. 7(a) and (b) shows cutting force for coated and uncoated inserts under dry, mist and flood conditions. At low feed of 0.1mm/rev and cutting speed of 30m/min forces produced in dry conditions were lower than forces obtained in mist and flood conditions. Similar cutting force behavior was observed for flood cooling at feed of 0.2mm/rev.The findings related to negative impact of flood cooling was against the common belief of coolant application. A possible explanation of this finding could be that by introducing the coolants in cutting zone reduces the temperature of cutting tool as well as workpiece material.This cooling effect of workpiece material reduces thermal softening tendency. As a result higher cutting forces are generated in order to cut material. Seah et al.20 also found similar behavior of flood cooling when machining AISI 1045 and AISI 4340 steel grades using uncoated tungsten carbides. H is study revealed that flood cooling favors crater wear to grow near the cutting tip that makes it much weaker. Beno et al.27 also found similar results of increasing cutting force under MQL for machining Wasaloy.Figs. 7(a) and (b) show that coated inserts generated less cuttingforce at higher cutting speeds. The lowest cutting force was observedFig. 7 Cutting force at different cutting speeds under dry, mist and flood cooling strategies (a) Uncoated inserts, f =0.1mm/rev (b) Coated inserts,f =0.1mm/rev (c) Uncoated inserts, f =0.2mm/rev, and (d) Coated inserts, f =0.2mm/revwith coated insert under dry condition at 60m/min cutting speed.H ighest cutting force was observed with coated insert under mist condition at 30m/min cutting speed. It concludes that TiAlN coated inserts were better for higher cutting speed selection. H igher cutting speed generates high cutting temperature in the cutting zone that allows diffusion wear mechanism to start rapidly. TiAlN coated tools performed better at higher cutting speeds due to the formation of highly dense Al 2O 3 protective layer. This protective layer prevents diffusion wear mechanism at higher cutting speeds. Figs. 7(c) and (d) depict the generated cutting forces at constant feed of 0.2mm/rev for three different levels of cutting speed. It states that uncoated inserts generated more cutting force at all levels of cutting speeds. However,performance was equally good for uncoated at 90m/min cutting speed under flood environment when compared with coated inserts. At higher feed level of 0.2mm/rev the lowest cutting force was observed with coated insert under dry condition at 60m/min cutting speed. The general trend of cutting force was that it decreased with increasing cutting speed in both uncoated and coated inserts, whereas it increased with further increase in cutting speed.3.3 Power and Energy ConsumptionPower and energy consumption has also been observed for both coated and uncoated inserts. Energy consumption was compared for both inserts to examine which tool is more energy efficient. Fig. 8displays a sample calculation of power and energy consumed during a turning experiment for specific cutting conditions under dry condition. Based on the sample calculation shown in Fig. 8 energy consumption has been computed for all of the cutting tests. Fig. 8 also shows that power demand increases with increase in cutting speed butmachine time reduces due to variation in workpiece diameter. For the current study, the cutting speeds were kept constant by varying spindle speed, RPM, to compensate for the reduction in workpiece diameter.The change in RPM changed the machining time for different cutting speeds. In present study machining length was kept constant for cutting experiments. It can be observed that change in spindle speed influences machining time.For appropriate energy comparison in machining tests specific energy consumption was calculated with respect to material removal rate (mm 3/min). Figs. 9, 10 and 11 show that more energy was consumed at low feed of 0.1mm/rev. Machining with low feed ratetakes more time because of slower tool movement, however similarFig. 8 Power and Energy consumption in Dry cutting (a) Uncoated tool, f =0.1mm/min (b) Coated tool , f =0.1mm/min (c) Uncoated tool, f =0.2mm/min (d) Coated tool, f =0.2 mm/minFig. 9 Specific energy consumption by uncoated and coated inserts at cutting speed of 30m/min under dry, mist and flood conditionslength can be machined in less time using higher feed rates. As less time was involved in machining at high feed rate that result in reduced energy consumption. Lower cutting speeds resulted in high energy consumption when constant machining length was used. It was observed that this reduction in energy consumption was attributed to machining time. The machining time was reduced due to variation of workpiece diameter in order to adjust spindle speed, RPM. At cutting speed of 30m/min, coated inserts consumed more power than the uncoated inserts.At cutting speed of 30m/min and feed of 0.1mm/rev it was observed that mist and flood consumed more power. H igher power consumption for mist and flood is due to higher cutting forces and power drawn by hydraulic pump. At cutting speed of 60m/min dry environment consumed minimum energy for both feed levels. At higher cutting speed of 90m/min mist environment showed potential of better heat dissipation from the cutting zone at both feed levels. Flood environment gave higher energy consumption in most of the cases which shows that high cutting forces were produced under flood conditions. Comparatively less energy consumption was observed for coated inserts at cutting speeds of 60m/min and 90m/min. This is linked with cutting forces produced by coated inserts. H oweveruncoated inserts showed comparatively better performance at low cutting speed of 30m/min.The general trends obtained for energy consumption can be summarized as follows: higher energy consumption was obtained at low cutting speed due to variation in diameter when machining length was kept constant. It is because machining time reduced when workpiece diameter changed. The coated carbides under mist condition provided comparatively less energy consumption because of efficient control of friction in cutting zone. TiAlN coating is also helpful in reducing coefficient of friction. TiAlN coated tools showed comparatively less energy consumption in all cases, especially at higher cutting speeds. H igher feed rate results in less energy consumption.3.4 Tool Wear AssessmentThe interaction between tool, workpiece and chip results in different types of tool wear. The literature classifies these types as adhesive wear, abrasive wear, delamination wear, diffusion wear, microchipping,fatigue, notch, gross wear and plastic deformation.28,29 These wear mechanisms are dominant on the rake face as a crater wear and flank wear on the flank face. Under normal machining conditions flank wear predominate crater wear and defines the failure criteria for cutting tools.Maximum values of flank wear were measured using a tool maker microscope. The values obtained for uncoated and coated inserts under dry condition are plotted in Fig. 12. It can be observed that flank wear rate is very rapid for coated carbides. H igher flank wear rate was observed for higher feed rate under all cutting environments. Tool coatings are useful in reducing the coefficient of friction between chip and tool. By reducing, the friction coefficient heat generation during metal cutting operation can also be reduced. This phenomenon can increase the tool performance and tool life. Higher flank wear rate in uncoated insert at high cutting speed and feed points out at high amount of heat generation for these cutting conditions. Improved heat transfer can be obtained using mist and flood environments.The coated insert provided the highest flank wear at high cutting speed of 90m/min and feed of 0.2mm/rev. This points out the fact that titanium alloys have low thermal conductivity as a result the heat generated during the machining operation stays in the region of cutting.As the cutting environment was dry there were less chances of heat dissipation. Due to the excessive heat generation and friction phenomenon coating delamination and abrasion were responsible for large wear zone at flank face of the coated insert Experimentationshowed good results for the same cutting condition under mist andFig. 10 Specific energy consumption by uncoated and coated inserts at cutting speed of 60m/min under dry, mist and flood conditionsFig. 11 Specific energy consumption by uncoated and coated inserts at cutting speed of 90m/min under dry, mist and flood conditionsFig. 12 Flank wear, Coated and Uncoated tool under Dry environmentflood environments. The experiments revealed that improved heat dissipation could reduce the coating delamination, which can result in low flank wear.Fig. 13 represents the plotted results for flank wear of coated and uncoated inserts under mist conditions. Under mist condition results obtained for flank wear were better than the dry conditions. Another observation was related to the coated inserts that they performed better than uncoated tools at higher cutting speed of 60 and 90m/min.However, uncoated tools were good for low cutting speed of 30m/min. The micrographs shown in Figs. 15-20 point out at the underlying wear mechanisms for both uncoated and coated tools. The particles of workpiece material were found attached at the nose and flank face ofthe cutting tool. These small welded particles have potential to form built up edge (BUE).Fig. 14 shows flank wear of coated and uncoated inserts under flood conditions. Flank wear results at low cutting speed 30m/min for flood environment were better than mist especially for coated inserts. Coated inserts comparatively performed better than uncoated tools at higher cutting speed of 90m/min. Scanning electron microscopy presented in the later part of the paper is in agreement with the values obtained in Fig. 14. The particles of workpiece material were found attached at the nose and flank face of the cutting tool for both coated and uncoated tools. Similar behavior of workpiece material was reported for flood environment.3.4.1 Wear mechanisms in uncoated and coated carbides at cutting speed of 30m/minIt has been observed that adhesion, diffusion and abrasion were the main wear mechanisms for Ti-6Al-4V alloy, as was reported earlier,11,12Scanning electron microscope (SEM) has been utilized to study the underlying wear mechanisms present in turning of titanium alloys. Fig.15 shows the SEM micrographs of wear at flank face of uncoated insert under cutting speed of 30m/min and feed of 0.1mm/rev using dry,mist and flood environments. Adhesion and abrasion were found as major wear mechanisms in uncoated carbide tools. It was also observed that wear rate was much higher for dry environment. The combination of high temperature and chemical reactivity creates a friendly environment for the adhesion and diffusion to start at rapid rate. Fig. 17shows that diffusion was also present in coated inserts under dry conditions. But for mist and flood environment diffusion was not observed clearly. As titanium, alloys have very high chemical reactivity that results in an extreme wear at flank face. The particles of workpiece material were found attached at the nose and flank face of the cutting tool. The main wear mechanism responsible for this behavior is adhesion. Adhesive forces between the tool and workpiece material result in adherence of small particles at cutting edge. These small welded particles have potential to form built up edge (BUE). Built up edge (BUE) was observed in the shown micrographs.SEM micrographs of coated and uncoated inserts revealed thatFig. 15 SEM images of wear at uncoated carbide tool at Vc =30m/min and f =0.1mm/rev, (a) Dry (b) Mist (c) FloodFig. 13 Flank wear, Coated and Uncoated tool under Mist environmentFig. 14 Flank wear, Coated and Uncoated tool under Flood environment。
关于“论经济发展机制”的综述原文英文名:On the mechanics of economic development原文作者:Robert E. Lucas, Jr.原文刊载于Journal of Monetary Economics 22(1988)3-42综述人:陈体标目录第一部分:导言第二部分:重述了新古典理论第三部分:新古典理论的评论第四部分:人力资本模型第五部分:干中学和比较优势第六部分:城市和增长第七部分:结论论经济发展机制这篇文章的主要目的是将拓展新古典增长理论。
新古典增长理论能很好地解释21世纪以来美国经济增长的主要特征,但是无法说明不同国家之间的收入差异和不同的经济增长速度。
Lucas 引入Schultz 和Becker 所提出的人力资本理论,运用Uzawa (1965)的分析框架,建立了一个以人力资本内部效应为基础的内生增长模型,人力资本增长模型对各国之间人均收入水平的差异给出了解释。
进一步,Lucas 给出一个两商品的干中学模型,模型中人力资本积累方式全部通过干中学获得,解释广泛存在的增长率的跨国差异或一国在不同时期的增长率差异。
同时,在本模型基础上,分析存在多种消费品情况下,国际贸易和经济增长之间的相互作用。
本文主要论述了三个模型1、 重述新古典模型2、 人力资本模型3、干中学模型第一部分introduction主要内容是:经济发展和增长的事实,收入水平不同,经济增长率不同,存在差异性,这些现象需要一个统一的理论来解释。
第二部分重述了新古典理论考虑一个由竞争性构成的封闭经济,代表性个体的偏好由下式来表示:101max [()1]()1t e c t N t dt ρσσ∞----⎰ --------------------(1)1..()()()()()()s t N t c t K t A t K t N t ββ•-+=--------------------(2)()()N t AA N t μλ••==贴现率ρ和风险规避系数σ都为正。
毕业设计外文资料译文(原文)专业名称网络工程班级学号060623 05学生姓名陈盛指导教师周之平填表日期2010 年03 月24 日A introduction to Database Management System——Raghu Ramakrishnan and Johannes GehrkeA database (sometimes spelled data base) is also called an electronic database , referring to any collection of data, or information, that is specially organized for rapid search and retrieval by a computer. Databases are structured to facilitate the storage, retrieval , modification, and deletion of data in conjunction with various data-processing operations .Databases can be stored on magnetic disk or tape, optical disk, or some other secondary storage device.A database consists of a file or a set of files. The information in these files may be broken down into records, each of which consists of one or more fields. Fields are the basic units of data storage , and each field typically contains information pertaining to one aspect or attribute of the entity described by the database . Using keywords and various sorting commands, users can rapidly search , rearrange, group, and select the fields in many records to retrieve or create reports on particular aggregate of data.Complex data relationships and linkages may be found in all but the simplest databases .The system software package that handles the difficult tasks associated with creating ,accessing, and maintaining database records is called a database management system(DBMS).The programs in a DBMS package establish an interface between the database itself and the users of the database.. (These users may be applications programmers, managers and others with information needs, and various OS programs.)A DBMS can organize, process, and present selected data elements form the database. This capability enables decision makers to search, probe, and query database contents in order to extract answers to nonrecurring and unplanned questions that aren’t available in regular reports. These questions might initially be vague and/or poorly defined ,but people can “browse” through the database until they have the needed information. In short, the DBMS will “manage” the stored data items and assemble the needed items from the common database in response to the queries of those who aren’t programmers.A database management system (DBMS) is composed of three major parts:(1)a storage subsystem that stores and retrieves data in files;(2) a modeling and manipulation subsystem that provides the means with which to organize the data and to add , delete, maintain, and update the data;(3)and an interface between the DBMS and its users. Several major trends are emerging that enhance the value and usefulness of database management systems;Managers: who require more up-to-data information to make effective decisionCustomers: who demand increasingly sophisticated information services and more current information about the status of their orders, invoices, and accounts.Users: who find that they can develop custom applications with database systems in a fraction of the time it takes to use traditional programming languages.Organizations : that discover information has a strategic value; they utilize their database systems to gain an edge over their competitors.The Database ModelA data model describes a way to structure and manipulate the data in a database. The structural part of the model specifies how data should be represented(such as tree, tables, and so on ).The manipulative part of the model specifies the operation with which to add, delete, display, maintain, print, search, select, sort and update the data.Hierarchical ModelThe first database management systems used a hierarchical model-that is-they arranged records into a tree structure. Some records are root records and all others have unique parent records. The structure of the tree is designed to reflect the order in which the data will be used that is ,the record at the root of a tree will be accessed first, then records one level below the root ,and so on.The hierarchical model was developed because hierarchical relationships are commonly found in business applications. As you have known, an organization char often describes a hierarchical relationship: top management is at the highest level, middle management at lower levels, and operational employees at the lowest levels. Note that within a strict hierarchy, each level of management may have many employees or levels of employees beneath it, but each employee has only one manager. Hierarchical data are characterized by this one-to-many relationship among data.In the hierarchical approach, each relationship must be explicitly defined when the database is created. Each record in a hierarchical database can contain only one key field and only one relationship is allowed between any two fields. This can create a problem because data do not always conform to such a strict hierarchy.Relational ModelA major breakthrough in database research occurred in 1970 when E. F. Codd proposed a fundamentally different approach to database management called relational model ,which uses a table as its data structure.The relational database is the most widely used database structure. Data is organized into related tables. Each table is made up of rows called and columns called fields. Each record contains fields of data about some specific item. For example, in a table containing information on employees, a record would contain fields of data such as a person’s last name ,first name ,and street address.Structured query language(SQL)is a query language for manipulating data in a relational database .It is nonprocedural or declarative, in which the user need only specify an English-like description that specifies the operation and the described record or combination of records. A query optimizer translates the description into a procedure to perform the database manipulation.Network ModelThe network model creates relationships among data through a linked-list structure in which subordinate records can be linked to more than one parent record. This approach combines records with links, which are called pointers. The pointers are addresses that indicate the location of a record. With the network approach, a subordinate record can be linked to a key record and at the same time itself be a key record linked to other sets of subordinate records. The network mode historically has had a performance advantage over other database models. Today , such performance characteristics are only important in high-volume ,high-speed transaction processing such as automatic teller machine networks or airline reservation system.Both hierarchical and network databases are application specific. If a new application is developed ,maintaining the consistency of databases in different applications can be very difficult. For example, suppose a new pension application is developed .The data are the same, but a new database must be created. Object ModelThe newest approach to database management uses an object model , in which records are represented by entities called objects that can both store data and provide methods or procedures to perform specific tasks.The query language used for the object model is the same object-oriented programming language used to develop the database application .This can create problems because there is no simple , uniform query language such as SQL . The object model is relatively new, and only a few examples of object-oriented database exist. It has attracted attention because developers who choose an object-oriented programming language want a database based on an object-oriented model.Distributed DatabaseSimilarly , a distributed database is one in which different parts of the database reside on physically separated computers . One goal of distributed databases is the access of information without regard to where the data might be stored. Keeping in mind that once the users and their data are separated , the communication and networking concepts come into play .Distributed databases require software that resides partially in the larger computer. This software bridges the gap between personal and large computers and resolves the problems of incompatible data formats. Ideally, itwould make the mainframe databases appear to be large libraries of information, with most of the processing accomplished on the personal computer.A drawback to some distributed systems is that they are often based on what is called a mainframe-entire model , in which the larger host computer is seen as the master and the terminal or personal computer is seen as a slave. There are some advantages to this approach . With databases under centralized control , many of the problems of data integrity that we mentioned earlier are solved . But today’s personal computers, departmental computers, and distributed processing require computers and their applications to communicate with each other on a more equal or peer-to-peer basis. In a database, the client/server model provides the framework for distributing databases.One way to take advantage of many connected computers running database applications is to distribute the application into cooperating parts that are independent of one anther. A client is an end user or computer program that requests resources across a network. A server is a computer running software that fulfills those requests across a network . When the resources are data in a database ,the client/server model provides the framework for distributing database.A file serve is software that provides access to files across a network. A dedicated file server is a single computer dedicated to being a file server. This is useful ,for example ,if the files are large and require fast access .In such cases, a minicomputer or mainframe would be used as a file server. A distributed file server spreads the files around on individual computers instead of placing them on one dedicated computer.Advantages of the latter server include the ability to store and retrieve files on other computers and the elimination of duplicate files on each computer. A major disadvantage , however, is that individual read/write requests are being moved across the network and problems can arise when updating files. Suppose a user requests a record from a file and changes it while another user requests the same record and changes it too. The solution to this problems called record locking, which means that the first request makes others requests wait until the first request is satisfied . Other users may be able to read the record, but they will not be able to change it .A database server is software that services requests to a database across a network. For example, suppose a user types in a query for data on his or her personal computer . If the application is designed with the client/server model in mind ,the query language part on the personal computer simple sends the query across the network to the database server and requests to be notified when the data are found.Examples of distributed database systems can be found in the engineering world. Sun’s Network Filing System(NFS),for example, is used in computer-aided engineering applications to distribute data among the hard disks in a network of Sun workstation.Distributing databases is an evolutionary step because it is logical that data should exist at the location where they are being used . Departmental computers within a large corporation ,for example, should have data reside locally , yet those data should be accessible by authorized corporate management when they want to consolidate departmental data . DBMS software will protect the security and integrity of the database , and the distributed database will appear to its users as no different from the non-distributed database .本材料来自著作《Database Management Systems( 3th Edition )》(2004)P5~P12作者:Ramakrishnan , Johannes Gehrke。