
挂轮架轴工艺设计
说明书
1
2020年4月19日
2 2020年4月19日 工艺设计说明书
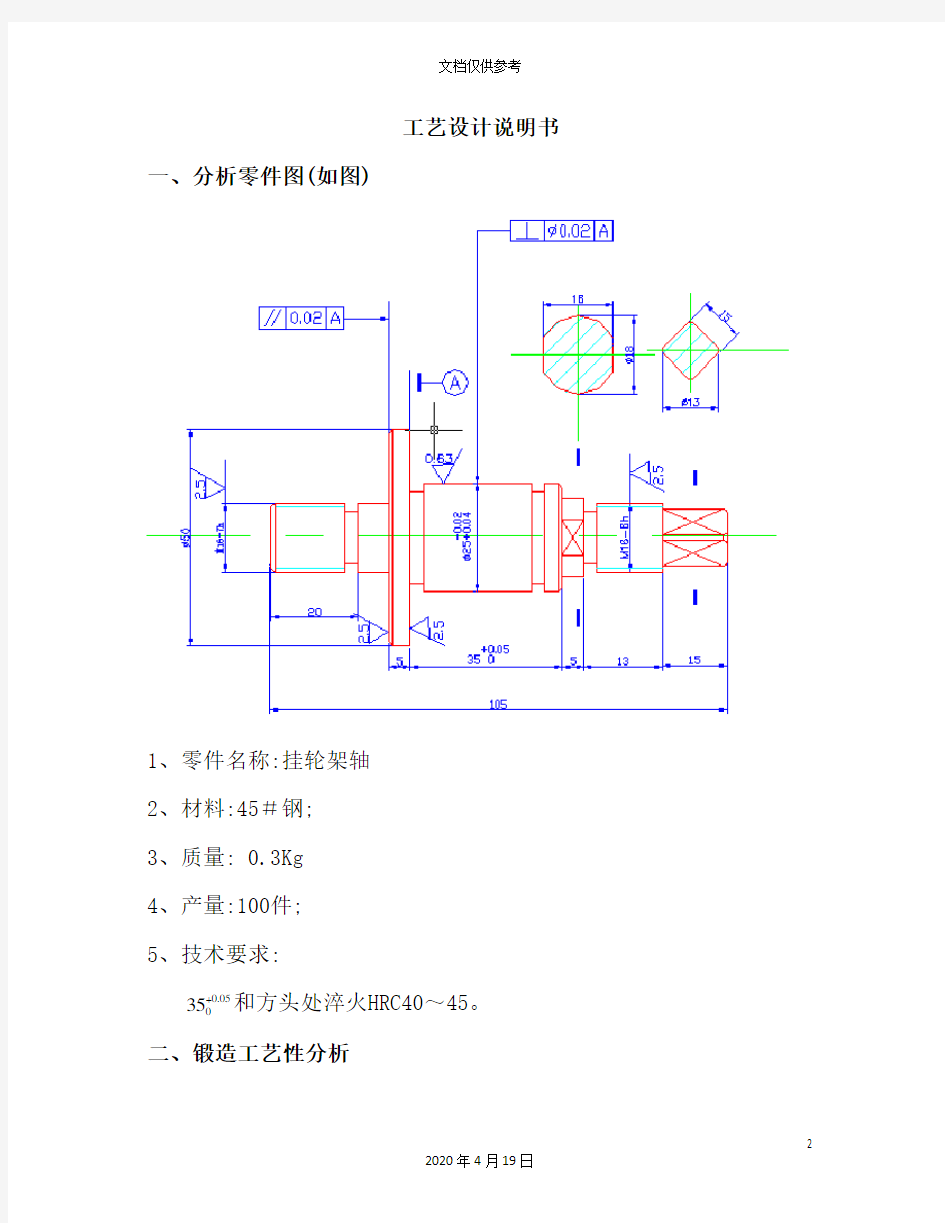
一、分析零件图(如图)
1、零件名称:挂轮架轴
2、材料:45#钢;
3、质量: 0.3Kg
4、产量:100件;
5、技术要求:
05
.0035 和方头处淬火HRC40~45。
二、锻造工艺性分析
1、加工目的、环境及锻后现象分析
零件为轴类零件,因此锻造的目的不是侧重于成形、减少加工余量,而是侧重于提高锻件的力学性能,选用自由手工锻造。锻后零件性能可能变化的趋势有坯料端部弯曲并带毛刺和脱碳等。
2、零件结构形状对锻造适应性的分析
即锻件结构工艺性分析。该零件为阶梯轴类零件,可经过手工自由锻造来完成初步成型。因锻造而产生的缺陷能够经过锻造后的热处理和切削加工来改进。
三、绘制锻件图
锻件图是根据零件图绘制的。自由锻件图是在零件图的基础上考虑了加工余量、锻造公差、工艺余块等参数后绘制而成的。根据以下步骤绘制锻件图(如下页图):
(1)确定锻件形状。
(2)用红线绘出锻件图。
(3)计算尺寸,查公差并注于图上。查<锻压手册>知,轴向机械加工余量与公差为8±3,径向机械加工余量与公差为4±1.5。
最终锻件图如下所示:
3
2020年4月19日
四、参数选择
1、工艺参数
首先选择工艺余块以简化锻件外形,然后确定加工余量和公差。
2、选择依据
选择参数应考虑锻件的材料、形状尺寸、现有设备、生产批量等因素。
3、确定方法
查有关标准进行分析,并与同类件比较,选择的公差余量可依下列条件确定:
(1)锻件数量。数量多,其值取小些,否则取大些。
(2)锻件材料。一般材料其值取小些,特殊钢取大些。
(3)表面质量。原材料的表面质量好,其值取小些,否则取大些。
(4)锻件形状尺寸。锻件形状简单,长度短,其值取小些,否则取大些。
4
2020年4月19日
(5)锻工技术水平。锻工技术水平高,其值取小些,否则取大些。
(6)工具和设备情况、企业工艺习惯等其它因素。
由于公差余量均由经验而定,在此以<锻压手册>查得的数据为最终参数。
4、数据处理
对于大型锻件尾数圆整为5或0;中小型锻件按四舍五入原则处理成整数。最后确定的工艺参数如锻件图所示。
五、确定坯料质量和锻件尺寸
1、确定坯料质量
坯料质量包括锻件本身的质量、加热时氧化烧损、切头时的损失及冲孔时的芯料损失等。
(1) 计算锻件质量根据锻件的形状和基本尺寸,可计算出锻件的质量:
m 锻= pV
式中 m锻-锻件质量;
p-锻件材料的密度( kg/dm3 )取7.85kg /dm3 ;
V -锻件的体积( dm3 );
由此计算得:m 锻= pV = 7.85 kg /dm3×0.110972dm3 = 0.87 kg
(2) 计算坯料质量坯料的质量包括锻件本身的质量、加热时氧化烧损、切头时的损失及冲孔时的芯料损失等。其计算公式为:
5
2020年4月19日