注塑缺陷原因分析及改善对策
- 格式:pdf
- 大小:267.28 KB
- 文档页数:4

表面起膜树脂的添加剂流经产品表面时,形成的白色、灰色的蔓延现象被称为表面起膜。
产生的主要原因:1、树脂内部的添加剂是主要原因1、造成过度应力的注塑条件等也是引发原因飞边产生的主要原因1、注塑机加工不良2、注塑机容量不足3、加工条件不良4、锁模力不足5、模具贴得不紧6、模具的变形7、树脂流动太好8、Gas V ent过大9、注塑压力较大10、模具面上存在异物透明性低下PPS、SAN等透明产品出现的透明性低下的现象产生的主要原因1、脱模剂使用过多2、混入其它树脂3、混入其它型号4、模具的加工状态,模具温度等加工条件不合适。
异色、褪色产品的颜色与标准颜色不同的现象。
树脂颜色不同为异色;注塑后颜色发生改变的现象为变色。
产生的主要原因1、着色错误2、树脂污染3、过多使用粉碎品4、注塑机污染5、树脂的热化等表面突起产生的主要原因1、原料内混入异物2、颜料未分散3、模具加工状态4、使用再利用原料未填满树脂没有填满Cavity的全部,冷却凝固后成型品的一部分出现不足的现象。
1.进料调节不当A缺料B多料2.注射压力不妥3.料量过低4.模具温度低或温度分布不合理5.塑料流动性高6.喷嘴配合不良7.塑料熔块堵塞加料通道8.喷嘴冷料入模9.模具设计不合理10.模具浇注系统有缺陷流痕树脂的流动痕迹在产品表面表现出来的现象。
产生的主要原因1、绝大部分是由于树脂填充到模具内时树脂温度降低。
2、混入其它树脂。
3、树脂的分解。
4、模具的排气不良。
黑线产品表面形成黑色线条的现象挥发物润滑剂或脱膜剂树脂的热化黑色颜料注塑要清洁不良模具表面受到污染(油、油脂等异物)排气不良成型机的老化及损伤过多使用再利用原料成型收缩对成型品的尺寸产生影响的因素多种多样,其主要变数有模具、产品形状、成型条件及后工程、树脂的种类等。
(a)随模具的设计及成型品的形状而产生的差异。
随Gate的位置、形状、面积、尺寸会有所不同通常Gate附近所承受的注塑压较高,因此收缩较小。

注塑缺陷原因分析与解决方案一、缺陷原因分析在注塑过程中,可能会出现各种缺陷,如短射、气泡、翘曲、脱模等。
这些缺陷的产生原因可能涉及材料、模具、注塑机、工艺参数等多个方面。
下面将分析常见的注塑缺陷原因。
1.材料原因材料的质量和性能对注塑产品的质量起着决定性的影响。
常见的材料问题包括:(1)原料质量不合格:原料中可能含有杂质、水分过高等问题,导致注塑产品出现气泡、色差等缺陷。
(2)材料熔体流动性差:材料的熔体流动性差,容易导致短射、翘曲等缺陷。
2.模具原因模具的设计和制造质量对注塑产品的质量有着重要影响。
常见的模具问题包括:(1)模具设计不合理:模具的结构设计不合理,可能导致产品出现翘曲、脱模等缺陷。
(2)模具制造精度不高:模具的制造精度不高,可能导致产品尺寸不准确、表面粗糙等缺陷。
3.注塑机原因注塑机的性能和调试对注塑产品的质量也有着重要影响。
常见的注塑机问题包括:(1)注射压力不稳定:注射压力不稳定可能导致产品出现短射、气泡等缺陷。
(2)注射速度过快或过慢:注射速度过快或过慢都可能导致产品出现短射、翘曲等缺陷。
4.工艺参数原因工艺参数的设置对注塑产品的质量起着决定性的影响。
常见的工艺参数问题包括:(1)注射温度不合适:注射温度过高或过低都可能导致产品出现短射、变形等缺陷。
(2)冷却时间不足:冷却时间不足可能导致产品出现翘曲、脱模等缺陷。
二、缺陷解决方案针对不同的缺陷原因,可以采取相应的解决方案来改善注塑产品的质量。
1.材料问题解决方案(1)严格控制原料质量:选择合格的原料供应商,进行严格的原料检测,确保原料质量符合要求。
(2)合理调整材料熔体流动性:根据产品要求和注塑机性能,合理调整材料的熔体流动性,确保注塑过程顺利进行。
2.模具问题解决方案(1)优化模具设计:根据产品的结构和要求,进行模具设计优化,确保产品形状准确、结构合理。
(2)提高模具制造精度:采用高精度的数控机床和加工工艺,提高模具制造的精度,确保产品尺寸准确、表面光洁。

注塑缺陷原因分析与解决方案注塑是一种常见的塑料加工方法,广泛应用于各个行业。
然而,在注塑过程中,可能会出现各种缺陷,如气泡、翘曲、短射等问题,影响产品的质量和性能。
为了解决这些问题,我们需要进行缺陷原因分析,并提出相应的解决方案。
一、缺陷原因分析1. 气泡缺陷气泡是注塑过程中常见的缺陷之一。
其主要原因可能包括以下几个方面:- 塑料材料中含有挥发性物质,如水分、溶剂等,这些物质在高温下蒸发产生气泡。
- 注塑机温度设置不当,过高的温度会使塑料材料中的气体膨胀形成气泡。
- 注塑模具设计不合理,存在气孔或死角,导致塑料充填不均匀,形成气泡。
2. 翘曲缺陷翘曲是注塑产品常见的缺陷之一,其主要原因可能包括以下几个方面:- 注塑机温度不均匀,导致塑料材料在冷却过程中收缩不均匀,引起产品翘曲。
- 注塑模具设计不合理,存在过于薄弱的部位,无法承受注塑过程中的压力,导致产品变形。
- 注塑过程中冷却时间不足,使得产品在脱模后还未完全固化,导致变形。
3. 短射缺陷短射是指注塑产品未能充填满模具而产生的缺陷,其主要原因可能包括以下几个方面:- 注塑机温度设置不当,导致塑料材料粘度过高,无法充填满模具。
- 注塑模具设计不合理,存在过于狭窄的充填道或浇口,导致塑料流动受阻,无法充填满模具。
- 注塑过程中注射速度过快,导致塑料材料无法充填满模具。
二、解决方案1. 气泡缺陷的解决方案- 检查塑料材料的质量,确保其含水量和挥发性物质含量符合要求。
- 调整注塑机的温度,确保塑料材料在注塑过程中不会过热。
- 优化注塑模具的设计,避免气孔和死角的存在,确保塑料充填均匀。
2. 翘曲缺陷的解决方案- 调整注塑机的温度分布,确保塑料材料在冷却过程中收缩均匀。
- 优化注塑模具的设计,增加产品的结构强度,避免过于薄弱的部位。
- 增加注塑过程中的冷却时间,确保产品完全固化后再进行脱模。
3. 短射缺陷的解决方案- 调整注塑机的温度,降低塑料材料的粘度,促进充填。

注塑缺陷原因分析与解决方案一、引言注塑成型是一种常见的塑料加工方法,广泛应用于各个行业。
然而,在注塑过程中,常常会出现一些缺陷,如短斑、气泡、翘曲等问题,严重影响产品质量。
因此,进行注塑缺陷原因分析与解决方案的研究具有重要意义。
二、注塑缺陷原因分析1. 原料问题注塑过程中使用的塑料原料可能存在质量问题,如杂质、含水量过高等。
这些问题会导致注塑成型时出现缺陷。
2. 注塑机参数设置不当注塑机的温度、压力、注射速度等参数设置不当,会导致注塑过程中出现缺陷。
例如,温度过高会引起熔体流动性过强,导致翘曲等问题。
3. 模具设计问题模具设计不合理、模具磨损等问题会导致注塑过程中出现缺陷。
例如,模具设计不合理会导致产品短斑等问题。
4. 注塑工艺控制不严注塑工艺控制不严,操作不规范,也会导致注塑过程中出现缺陷。
例如,注塑过程中的冷却时间不足会导致产品翘曲等问题。
三、注塑缺陷解决方案1. 原料选择与质量控制选择质量可靠的塑料原料供应商,并建立严格的原料质量控制流程。
对原料进行检测,确保无杂质、含水量符合要求。
2. 注塑机参数优化根据产品的特性和要求,合理设置注塑机的温度、压力、注射速度等参数。
通过试验和实践不断优化参数,提高注塑过程的稳定性和产品质量。
3. 模具设计与维护合理设计模具结构,避免出现短斑、翘曲等缺陷。
定期对模具进行维护和保养,及时更换磨损严重的部件,确保模具的稳定性和精度。
4. 注塑工艺控制与操作规范建立严格的注塑工艺控制流程,确保操作规范。
对注塑过程中的温度、压力、冷却时间等参数进行严格控制,避免出现缺陷。
5. 质量检测与反馈建立完善的质量检测体系,对注塑过程中的产品进行全面检测,及时发现和解决问题。
同时,建立反馈机制,将问题及时反馈给相关部门,进行改进和优化。
四、结论注塑缺陷是注塑成型过程中常见的问题,但通过对原因的分析和解决方案的实施,可以有效地提高产品质量,减少缺陷的发生。
因此,注塑缺陷原因分析与解决方案的研究具有重要的实际意义,并为注塑行业的发展提供了有益的参考。

注塑缺陷原因分析与解决方案注塑是一种常用的塑料加工方法,通过将熔融的塑料注入模具中,经过冷却和凝固,最终得到所需的塑料制品。
然而,在注塑过程中,可能会出现一些缺陷,影响产品的质量和性能。
本文将对注塑缺陷的原因进行分析,并提出相应的解决方案。
一、气泡缺陷气泡是注塑过程中常见的缺陷之一。
其主要原因包括以下几点:1. 塑料材料中的挥发性成分:在注塑过程中,塑料材料中的挥发性成分可能会释放出气体,形成气泡。
解决方案是使用低挥发性的塑料材料或在注塑前进行充分干燥。
2. 注塑机的温度控制不当:注塑机的温度过高或过低都可能导致气泡的产生。
解决方案是根据材料的熔点和热稳定性,调整注塑机的温度参数。
3. 模具设计不合理:模具中存在死角或过于复杂的流道设计可能导致塑料流动不畅,从而产生气泡。
解决方案是优化模具设计,确保塑料能够顺利流动。
二、短射缺陷短射是指注塑过程中塑料未完全填充模具的情况,导致制品出现缺陷。
以下是可能导致短射的原因及解决方案:1. 注塑机的射胶压力不足:射胶压力不足会导致塑料无法充分填充模具,造成短射。
解决方案是调整注塑机的射胶压力,确保塑料能够完全填充模具。
2. 注塑机的射胶时间不合理:射胶时间过短会导致塑料未能充分填充模具,造成短射。
解决方案是根据材料的熔化特性和模具的尺寸,调整注塑机的射胶时间。
3. 模具设计不合理:模具中存在过小的流道或过于复杂的结构可能导致塑料无法充分填充模具,造成短射。
解决方案是优化模具设计,确保塑料能够顺利流动。
三、热胀冷缩缺陷热胀冷缩是指注塑制品在冷却过程中由于热胀冷缩不一致而产生的缺陷。
以下是可能导致热胀冷缩的原因及解决方案:1. 注塑机的冷却时间不足:冷却时间不足会导致塑料未能充分冷却固化,造成热胀冷缩缺陷。
解决方案是延长注塑机的冷却时间,确保塑料能够完全固化。
2. 注塑机的冷却温度不合理:冷却温度过高或过低都可能导致热胀冷缩缺陷。
解决方案是根据材料的热稳定性和冷却速率,调整注塑机的冷却温度。
注塑缺陷原因分析与解决方案引言概述:注塑工艺是一种常见的塑料成型工艺,但在实际生产中常常会出现一些缺陷,如翘曲、气泡等。
本文将分析注塑缺陷的原因,并提供解决方案。
一、材料选择不当1.1. 材料质量不合格:材料质量是影响注塑成型的关键因素之一。
如果选择的材料质量不合格,如杂质含量过高、熔体流动性不佳等,就容易导致注塑缺陷。
解决方案:选择质量可靠的供应商,进行材料质量检测,确保材料符合要求。
1.2. 材料配比不当:材料的配比不合理也会导致注塑缺陷。
例如,过多的填充剂可能会导致产品强度不足,而过多的添加剂可能会影响材料的流动性。
解决方案:进行材料配比的试验和优化,确保配比合理。
1.3. 材料储存不当:材料在储存过程中容易吸湿,吸湿后的材料会导致注塑过程中产生气泡等缺陷。
解决方案:储存材料时应采取密封防潮的措施,避免材料吸湿。
二、模具设计问题2.1. 模具结构不合理:模具结构不合理是引起注塑缺陷的常见原因之一。
例如,模具中存在死角或过于复杂的结构,会导致材料流动不畅,产生翘曲等缺陷。
解决方案:优化模具结构,确保材料流动畅通。
2.2. 模具温度控制不当:模具温度对注塑成型过程有着重要影响。
如果模具温度不均匀或温度过高,会导致产品表面糊化或变形等缺陷。
解决方案:采用合适的冷却系统,确保模具温度均匀稳定。
2.3. 模具磨损严重:模具长时间使用后会出现磨损,磨损严重的模具会导致产品尺寸不准确或表面粗糙等缺陷。
解决方案:定期检查和维护模具,及时更换磨损严重的模具部件。
三、注塑工艺参数设置不当3.1. 注射压力过高或过低:注射压力是影响注塑成型的关键参数之一。
如果注射压力过高,会导致产品变形或开裂,而注射压力过低则会导致产品表面光洁度不高。
解决方案:根据产品要求和材料特性,合理设置注射压力。
3.2. 注射速度不合理:注射速度对产品的充填和冷却过程有着重要影响。
如果注射速度过快,会导致产品内部产生气泡或短射,而注射速度过慢则会导致产品表面瑕疵。
注塑缺陷描述及解决方案注塑是一种常用的塑料加工方法,通过将熔化的塑料材料注入模具中,经过冷却固化后得到所需的塑料制品。
然而,在注塑过程中,可能会出现一些缺陷,影响产品的质量和性能。
本文将详细描述常见的注塑缺陷,并提供相应的解决方案。
一、缺陷描述1. 短射(Short Shot):指注塑过程中塑料未充满模具腔体,导致制品缺少某些部分或整体不完整。
解决方案:可能的原因包括模具温度过低、注塑速度过快、塑料材料不足等。
解决方法包括增加模具温度、调整注塑速度、增加塑料材料供给量等。
2. 翘曲(Warping):指注塑制品在冷却后产生变形,失去原本的平整形状。
解决方案:可能的原因包括模具温度不均匀、冷却时间不足、注塑压力过大等。
解决方法包括优化模具设计、增加冷却时间、减小注塑压力等。
3. 气泡(Air Traps):指注塑制品中出现气泡或空洞。
解决方案:可能的原因包括塑料材料中含有水分、注塑压力不稳定、模具排气不畅等。
解决方法包括使用干燥的塑料材料、调整注塑压力、改善模具排气系统等。
4. 热缩(Shrinkage):指注塑制品在冷却后出现尺寸缩小的现象。
解决方案:可能的原因包括模具温度过高、冷却时间不足、塑料材料收缩率不合理等。
解决方法包括降低模具温度、增加冷却时间、选择合适的塑料材料等。
5. 热裂纹(Hot Cracks):指注塑制品在冷却过程中出现裂纹。
解决方案:可能的原因包括注塑温度过高、冷却速度过快、塑料材料选择不当等。
解决方法包括降低注塑温度、控制冷却速度、选择合适的塑料材料等。
二、解决方案1. 优化模具设计:合理设计模具结构,确保充模充型均匀,避免短射、翘曲等缺陷的发生。
2. 控制注塑工艺参数:包括模具温度、注塑速度、注塑压力等。
通过调整这些参数,可以解决短射、翘曲、气泡等缺陷。
3. 选择合适的塑料材料:不同的塑料材料具有不同的性能和特点,选择合适的材料可以避免热缩、热裂纹等缺陷的发生。
4. 增加冷却时间:适当延长注塑制品的冷却时间,有助于避免翘曲、热缩等缺陷的产生。
注塑产品缺陷产生原因及处理方法(五篇模版)第一篇:注塑产品缺陷产生原因及处理方法注塑产品缺陷产生原因及处理方法在注塑成型加工过程中可能由于原料处理不好、制品或模具设计不合理、操作工没有掌握合适的工艺操作条件,或者因机械方面的原因,常常使制品产生注不满、凹陷、飞边、气泡、裂纹、翘曲变形、尺寸变化等缺陷。
对塑料制品的评价主要有三个方面,第一是外观质量,包括完整性、颜色、光泽等;第二是尺寸和相对位置间的准确性;第三是与用途相应的机械性能、化学性能、电性能等。
这些质量要求又根据制品使用场合的不同,要求的尺度也不同。
生产实践证明,制品的缺陷主要在于模具的设计、制造精度和磨损程度等方面。
但事实上,塑料加工厂的技术人员往往苦于面对用工艺手段来弥补模具缺陷带来的问题而成效不大的困难局面。
生产过程中工艺的调节是提高制品质量和产量的必要途径。
由于注塑周期本身很短,如果工艺条件掌握不好,废品就会源源不绝。
在调整工艺时最好一次只改变一个条件,多观察几回,如果压力、温度、时间统统一起调的话,很易造成混乱和误解,出了问题也不知道是何道理。
调整工艺的措施、手段是多方面的。
例如:解决制品注不满的问题就有十多个可能的解决途径,要选择出解决问题症结的一、二个主要方案,才能真正解决问题。
此外,还应注意解决方案中的辨证关系。
比如:制品出现了凹陷,有时要提高料温,有时要降低料温;有时要增加料量,有时要减少料量。
要承认逆向措施的解决问题的可行性。
1.6.1 塑料成型不完整这是一个经常遇到的问题,但也比较容易解决。
当用工艺手段确实解决不了时,可从模具设计制造上考虑进行改进,一般是可以解决的。
一、设备方面:(1)注塑机塑化容量小。
当制品质量超过注塑机实际最大注射质量时,显然地供料量是入不敷出的。
若制品质量接近注塑机实际注射质量时,就有一个塑化不够充分的问题,料在机筒内受热时间不足,结果不能及时地向模具提供适当的熔料。
这种情况只有更换容量大的注塑机才能解决问题。
注塑缺陷原因分析与解决方案一、引言注塑是一种常见的塑料加工方法,广泛应用于各个行业。
然而,在注塑过程中,可能会出现一些缺陷,影响产品的质量和性能。
本文将对注塑缺陷的原因进行分析,并提出相应的解决方案,以帮助企业改进注塑工艺,提高产品质量。
二、注塑缺陷原因分析1. 模具问题模具是注塑过程中的重要因素之一。
模具的设计和制造质量直接影响产品的成型质量。
常见的模具问题包括模具磨损、模具材料选择不当等。
这些问题可能导致产品表面粗糙、尺寸不准确等缺陷。
2. 塑料材料问题塑料材料的选择和质量也会对注塑产品的质量产生影响。
塑料材料的熔体流动性、热稳定性等性能与产品的成型质量密切相关。
如果选择的塑料材料不合适或质量不过关,可能会导致产品出现缺陷,如短斑、气泡等。
3. 注塑工艺参数问题注塑工艺参数的设置对产品的质量起着至关重要的作用。
常见的注塑工艺参数包括注射速度、保压时间、射胶压力等。
如果这些参数设置不当,可能会导致产品出现缺陷,如翘曲、收缩等。
4. 操作人员问题操作人员的技术水平和操作规范也会对注塑产品的质量产生重要影响。
如果操作人员操作不当,可能会导致产品出现缺陷,如烧焦、变形等。
三、注塑缺陷解决方案1. 模具问题解决方案针对模具问题,可以采取以下解决方案:- 定期检查和维护模具,及时修复磨损部位,确保模具的精度和质量。
- 选择合适的模具材料,确保模具的耐磨性和使用寿命。
2. 塑料材料问题解决方案针对塑料材料问题,可以采取以下解决方案:- 选择合适的塑料材料,根据产品的要求选择具有良好流动性和热稳定性的材料。
- 严格控制塑料材料的质量,确保供应商提供的材料符合产品的要求。
3. 注塑工艺参数问题解决方案针对注塑工艺参数问题,可以采取以下解决方案:- 根据产品的要求和塑料材料的性能,合理设置注塑工艺参数,确保产品的成型质量。
- 进行工艺参数的优化和调整,通过试模和实验,找到最佳的注塑工艺参数。
4. 操作人员问题解决方案针对操作人员问题,可以采取以下解决方案:- 加强操作人员的培训和技术水平提升,确保操作人员具备良好的注塑操作技能和操作规范。
注塑缺陷描述及解决方案引言概述注塑是一种常见的塑料加工方法,但在生产过程中常常会出现一些缺陷,影响产品质量和生产效率。
本文将介绍注塑缺陷的常见描述和解决方案。
一、短射1.1 描述:短射是指注塑成型时,塑料材料未充满模具腔体,导致产品表面或内部出现缺陷。
1.2 原因:可能是注射压力不足、模具温度不稳定、料斗内塑料不足等。
1.3 解决方案:增加注射压力、调整模具温度、确保料斗内塑料充足等。
二、气泡2.1 描述:气泡是指产品表面或内部出现的气体孔洞,影响产品的外观和性能。
2.2 原因:可能是注塑过程中塑料材料中含有水分、注射速度过快、模具排气不畅等。
2.3 解决方案:使用干燥塑料材料、减慢注射速度、改进模具结构以提高排气效果等。
三、热缩3.1 描述:热缩是指产品在冷却后尺寸缩小,导致尺寸不稳定或变形。
3.2 原因:可能是模具温度不均匀、冷却时间不足、塑料材料热胀冷缩系数不匹配等。
3.3 解决方案:调整模具温度均匀性、延长冷却时间、选择合适的塑料材料等。
四、毛刺4.1 描述:毛刺是指产品表面出现的细小突起,影响产品的外观和手感。
4.2 原因:可能是模具间隙过大、注射速度过快、模具表面粗糙等。
4.3 解决方案:调整模具间隙、减慢注射速度、提高模具表面光洁度等。
五、色差5.1 描述:色差是指同一批次产品颜色不一致,影响产品的整体美观度。
5.2 原因:可能是塑料材料颜色不均匀、注射温度不稳定、色母添加不均匀等。
5.3 解决方案:使用均匀颜色的塑料材料、稳定注射温度、充分混合色母等。
结论通过对注塑缺陷的描述和解决方案的介绍,可以有效提高注塑产品的质量和生产效率。
在实际生产中,需要根据具体情况采取相应的措施,及时解决问题,确保产品质量和客户满意度。
作者简介:陆宝山(1981— ),男,江苏泰州人,苏州工业职业技术学院机电工程系助教,在职硕士研究生,研究方向为机械设计制造及其自动化、模具设计与制造等。
注塑缺陷原因分析及改善对策陆宝山(苏州工业职业技术学院,江苏苏州215104)摘 要:注塑生产过程中经常会出现各种品质缺陷和异常现象。
长期以来,大多数注塑工作者仅凭经验处理,盲目调机时间长,原料浪费大,对一些问题缺乏科学系统的分析。
针对注塑过程中出现的各种常见注塑缺陷进行分析,并提出切实可行的解决办法,以期最大限度地减少注塑缺陷,提高注塑制品的品质。
关键词:注塑缺陷;分析;对策中图分类号:TH6;T Q05 文献标识码:B 文章编号:167125276(2009)0420084204D efect Ana lysis and I m proved M ethods of I n jecti on M old i n gsLU Bao 2shan(S uzho u I n s titu te o f I ndu stri a l Techno l o gy,Suzho u 215104,C h i na )Abstract:The de fe c ts and abno r m iti e s of i n j e c ti o n m o l d i ng s ofte n appe a r duri ng p r o duc i ng.The i n j e c ti ng wo rke rs ge ne ra ll y de a ltw ith them by wo rki ng e xpe ri ence be fo re.A l o t o f ti m e and m a te ri a l is w a s ted duri ng de bugg i ng the m a ch i ne be cau se the wo rke rs ca nno t sc i en ti fi ca ll y a na l yze the p r ob l em s.I n this p ape rm a ny defec ts and a bno r m iti e s o f i n j e c ti o n m o l d i ng a re a na l yze d,a nd the co r 2re spo nd i ng m e thod s a re p ut f o r w a rd.So the defec ts w ill be re duce d grea tl y a nd the p r o duc t qua lity w ill be i m p r ove d obvi o u sl y .Key words:de fe c t o f i nj e c ti o n m o l d i ng s;a na l ys is;m e thod s0 前言随着各行各业的发展,塑料制品的应用越来越普遍,对其品质的要求也越来越高,然而如何给客户提供高档、精密、能够满足各种功能要求的优质产品,这就要不断地研究以提高注塑技术来获得高品质的产品,而在现实生产中,注塑制品往往还存在着很多缺陷,如填充不足、缩瘪、乱流痕等。
为此从注塑制品出现的各种常见注塑缺陷和异常问题入手,分析其中产生的原因,并从材料、成型工艺、模具设计及制品设计几个方面,提出相应的解决办法。
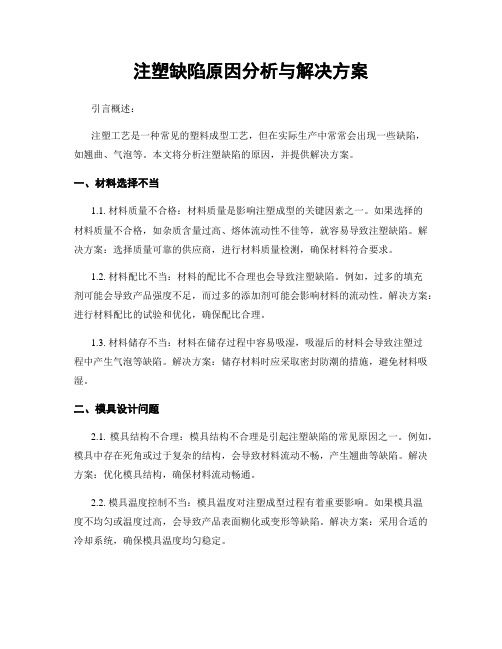
1 常见缺陷原因分析1.1 填充不足填充不足是指模具填充不满的状态(图1)。
在达到目的形状之前,冷却固化则完全成为废品,不能得到所设图1 填充不足计的制品的形状。
原因主要是缺料和注塑压力与速度不妥(包括阻力造成压力过于耗损),如熔体的流程过大,充填型腔时夹入空气形成的反压,在多模型腔中各个型腔的流动不平衡等。
另外,从注塑设备方面讲,注塑设备的塑化量或加热率小,螺杆与料筒等的磨损会造成回料而出现实际充模量不足;热电偶或发热圈等加热系统故障造成料筒的实际温度过低;注射油缸的密封元件磨损造成漏油或回流而不能达到所需的注塑压力;射嘴内孔过小或射嘴中心度调节不当造成阻力过大而使压力消耗等因素均会导致制品的充填不足。
1.2 收缩(缩瘪)在成形品表面发生的不良现象属于最多的一类,因热收缩造成体积变化引起的,多发生在部件厚的部分,可以看作是属于渐微的填充不足(图2)。
图2 缩瘪但收缩发生在填充结束之后,大多是因保压效果不充分引起的。
因此,首先应检查成型条件中的保压是否合适,也包括检查模具。
经常出现的情况是因浇口过小和模具温度过低,浇口首先固化,在保压阶段不能对收缩部分进行补充。
收缩产生的原因:1)塑料收缩率偏大。
2)塑料流动性不好,不能及时补塑。
3)注塑速度太慢、注塑压力太低,虽然料流充满型腔但制品表面不平整。
料温太高、冷却时间太短、制品未能充分冷却就已脱模,也会造成制品表面不平整。
4)浇道或浇口太小,过早冻结,无法完成保压补塑过程。
5)浇口位置设计不当,浇口应设计在型厚壁处,否则前端料流无法完成补塑过程。
另外,未留有保压残余量,则造成收缩,或是对应装止逆环的树脂未使用止逆环等小失误也时有所见。
1.3 乱流痕、喷射痕乱流痕是在制品表面以浇口为中心出现不规则流线的现象[图3(a )],在射出过程中或保压时会产生这种现象。
产生的原因是注人型腔的材料与模壁时而接触、时而脱离造成的不均匀冷却所致,或者是由于流动过程中,熔体前锋冷料被卷人形成流动波纹而致。
喷射痕是在制品上浇口附近出现如蚯蚓状的流线,一般在模具浇口为侧式浇口(边缘浇口)时出现[图3(b )]。
乱流痕与喷射痕产生的原因主要有以下几种情况:1)材料流动性差,流速过慢。
熔体温度太低,模具表面太冷都会导致物料流动性差。
2)浇口尺寸过小而注射速度过快或喷嘴与模口R 值不一致时,熔体细射流射入模腔,细射流经过一段时间表面已经冷却,再与后续熔体熔合时出现此缺陷。
3)浇口位置设计不合理也容易出现此缺陷。
4)冷料不及时排出使物料流动受阻,也容易使制品表面出现此类缺陷。
图3 乱流痕、乱喷痕1.4 银条系指在成形品表面产生沿树脂流动方向形成银白色条带的现象(图4)。
银条产生的几种情形:1)材料热稳定性差,受热分解,则产生这种现象。
2)树脂干燥不足,受热时产生的水蒸汽会使制品表面出现银条。
3)混入空气,有时也会产生这种现象,遇到这种情况,首先可以提高背压。
料筒后部温度设定得过高,有时也会妨碍空气排出。
4)脱模图4 银条剂、润滑剂使用不当造成制品表面出现银条。
5)注射速度过快,也会产生银条,其原因在于模具注入口过小,则产生高剪切热,喷嘴孔径过小,亦呈现同样现象。
6)其他方面,与模具有关的因素包括模具温度过低,排气不良,模腔表面沾有水分或脏东西等,均有可能导致形成银条。
1.5 黑条、烧痕系指在成形品中形成的黑色条纹(图5),起因于料筒不干净,或是因树脂材料热分解形成的烧焦物。
遇到这种情况,应尽量清扫螺杆料筒,不采用不良材料。
特别是当树脂热分解烧结到螺杆上之后,只要不进行分解清除,就怎么也不能彻底弄干净。
另外,塑料中若混有易分解的着色剂,则烧痕都位形成黑条,显现在成形表面。
有树脂形成烧痕的原因如下:1)最多的原因是螺杆料筒温度设定的过高,树脂在螺杆料筒内滞留时间过长;2)注射速度快,进料口过小,则树脂在进料口部分热分解,于是在成型品上形成烧痕;3)螺杆旋转过快,会引起树脂过热;4)偶尔成型品有点填充不足,该填充不足部分有时被烧黑,这是因模具排气不足,把这种现象叫作黑条也不一定合适,但可以看作是类似现象。
图5 黑条1.6 翘曲变形注塑制品发生翘曲变形、弯曲、扭曲现象是注塑生产中常见的缺陷之一(图6)。
这些现象的发生主要是由于塑料成型时流动方向的收缩率比垂直方向的大,使制件各向收缩率不同而翘曲,但由于注射充模时不可避免地在制件内部残留有较大的内应力而引起翘曲。
所以从根本上说,塑件与模具的结构设计决定了制件的翘曲倾向,通过改变注射工艺条件来控制这种现象是不太可靠的,最终解决问题必须从模具设计和改良着手。
图6 翘曲变形1.7 合流痕在塑料熔料填充型腔时,如果两股或更多的熔料在相遇时前沿部分已经冷却,使他们不能完全融合,便在汇合处产生线性凹槽,形成合流痕(图7)。
一般情况下,主要影响外观,对涂装、电镀产生影响,严重时,对制品强度产图7 合流痕的形成过程生影响。
1)材料流动性差,流速过慢,料流前锋温度较低,使几股料流汇合时不能充分融合而产生合流痕;2)模具排气不良,使模腔压力过大,料流不畅;3)模具浇注系统设计不合理,浇口位置设计不当或浇口过多,流程过长,前锋料流不能充分融合;浇口太小,使流道阻力过大;4)冷料使熔体流动受阻;5)接近接缝面模具表面上的冷凝和润滑剂过量,熔体不能很好融合;6)熔体温度过低,模具温度过低,注射压力太低,注射速度太慢都会使料流前锋温度降低加快,不能充分融合;7)制品结构设计不合理,如果制品太薄或薄厚相差悬殊或嵌件太多,都会引起熔接不良;8)此外,模具冷却系统设计不好,模具冷却过快;材料干燥不好,各种挥发物含量太高;喷嘴温度太低;嵌件未预热等也都会使熔接不好。
1.8 龟裂、开裂在成形品表面生成的细小裂纹称之为龟裂,生成的大裂纹叫作开裂。
产生这种现象的原因有两个,一是硬行顶出,模具上有咬边的地方、顶出力不足或不平衡、顶杆数目不够,特别是对有格条的制品,其开裂与顶出密切相关。
二是成型品内部应力。
1)为了在顶出时不施加过分的力,应检查模具的起脱模斜度及光洁度,同时设计小顶杆的个数及其直径等,应考虑与该成型品的形状相符合;2)象潜伏式浇口那样,阻碍顶出时,应尽可能用粗大的顶杆插入注入口的一端,这样可以将力平均地施加到成型品上;3)注射压力过高,保压压力过高,保压时间过长都可能引起内部应力;4)树脂温度过低,在模腔内处于勉强流动的状态,则应力残留并固化在制件上;5)模具温度过低也会造成和前一节相同的效果。
当必须施加高压向模腔填充时,有时会导致内部应力。
刚成型之后,尽管看不出有什么异常,但过几天会发生裂纹,为防止这种不良现象发生,采用退火处理十分有效。
所谓退火系将这种具有内部应力的成型品加热,消除其应力的方法。
2 常见缺陷改善对策以上列举的仅是一些最常见的注塑缺陷,有缺陷的产品一般都与塑料材料、成型工艺和模具密切相关,只有找出缺陷产生的原因,才能确定克服缺陷的具体措施。
每种缺陷的修正方法见表1。
表1 缺陷修正方法表制品缺陷修 正 方 法成型材料注塑机及成型条件模具设计制品设计充填不足 1.成型物整体有缩瘪倾向改用流动性较好的材料1.提高塑料的注射温度2.提高注射压力3.提高注射速度4.加大从注射到保压的变换时间5.提高保压压力6.提高模具温度7.调整喷嘴逆流阀1.改变浇口设计2.使浇口变短3.加大浇口4.使流道变短5.加宽流道6.加大冷料穴7.模具口要和注塑机喷嘴配合完全L /δ要适当注:L ———树脂流动长度T ———成型物壁厚2.使用多工件模具发生部分工件腔不能充填时把浇口充满前的注射速度减少;把通过浇口充填型腔时的注射速度加大1.尽量使各分流道长度相等2.把充填不足的工件的浇口适当加大3.成型物的形状完整但某一特定的部分充填不足改用不易分解的材料 1.把最后一级注射速度降低2.降低注射温度1.改变浇口的位置2.加排气槽,在型腔侧开小于0.02mm 的小槽,并将槽的外侧适当加大续表1 缺陷修正方法表制品缺陷修 正 方 法成型材料注塑机及成型条件模具设计制品设计收缩(缩瘪)选择收缩率小的材料1.提高注射压力2.增大保压压力3.降低模具温度4.降低注射温度1.加大浇口2.缩短浇口3.加宽流道4.改变浇口位置5.减少流动阻力6.喷嘴和模具注射口吻合完好1.把筋突出部分变细,并加R角2.减少其壁厚3.把筋条设计成实心体4.表面设计成花纹以掩盖缩痕乱流痕、喷射痕改用流动性好的材料1.提高注射温度2.提高模具温度3.把出现流痕部分所对应的注射速度适当降低4.加大保压压力1.改变浇口位置2.改为护耳式浇口3.加大冷料穴4.在浇口附近设阻碍柱5.喷嘴与模具接触好银条1.更充分地干燥材料2.改用热稳定性好的材料1.不要让料斗有水气2.降低注射3.减少滞留时间黑条烧痕1.改用热稳定性好的材料2.改用润滑性好的材料3.不要用回收材料1.降低注射温度2.减少在注塑机料筒中的滞留时间3.改用较小容量的注塑机4.使注塑机处于良好的温控状态5.清理喷嘴外侧6.降低最后一级注射速度7.降低注射压力8.适当加大背压1.加大浇口2.改短浇口(减少分解)3.开排气槽(减少热分解气体)翘曲变形1.改用流动性好的材料2.改用收缩率各向异性小的材料1.提高注射温度2.降低注射压力3.采用适当的模具温度(或设定温度差)4.延长冷却时间5.逐渐降低保压压力6.冷却取件的机械手等装置1.改变浇口位置2.采用适当的模具冷却方式3.改善顶出方式4.改善模具表面光泽等在设计上考虑使制品不易发生翘曲、扭曲等(如加加强筋等)合流痕改用流动性好的材料1.提高注射温度2.高熔接痕所对应部分的注射速度3.提高模具温4.提高注射压力5.停止使用脱模剂1.加大浇口2.改短浇口3.改变浇口位置4.加大冷却穴5.改进浇口设计6.设排气槽7.在熔接痕前部设护耳龟裂开裂1.改用分子量大的材料2.改用强度大的材料3.减少回收料的比例或不同回收料1.降低注射压力2.减低最后一级的注射速度3.降低保压压力4.降低顶出速度5.延长冷时间1.改进浇口设计2.改变浇口位置3.加大脱模斜度4.去掉模具上有咬边(即易挂件.的地方5.加大顶出面积6.增加顶杆数目3 结语在实际生产中,注塑件的品质缺陷还有很多,与设计、原材料、成型工艺过程、注塑机、模具等都有关系,涉及的范围比较广泛。