实际完成数
比上年同月增长%
实际完成数
比上年同期增长%
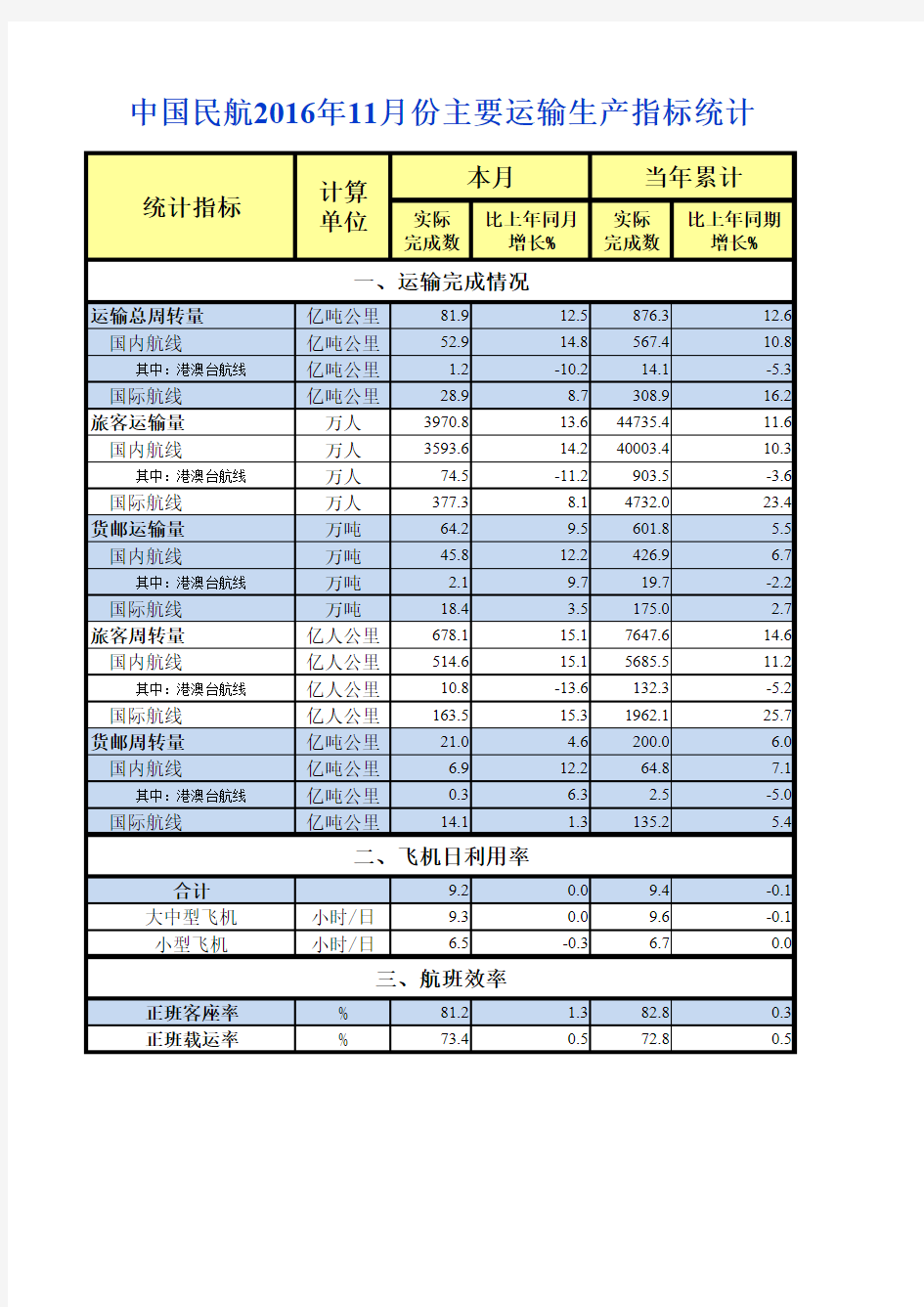
运输总周转量亿吨公里81.912.5876.312.6 国内航线
亿吨公里52.914.8567.410.8其中:港澳台航线
亿吨公里 1.2-10.214.1-5.3 国际航线亿吨公里28.98.7308.916.2旅客运输量万人3970.813.644735.411.6 国内航线
万人3593.614.240003.410.3其中:港澳台航线
万人74.5-11.2903.5-3.6 国际航线万人377.38.14732.023.4货邮运输量万吨64.29.5601.8 5.5 国内航线
万吨45.812.2426.9 6.7其中:港澳台航线
万吨 2.19.719.7-2.2 国际航线万吨18.4 3.5175.0 2.7旅客周转量亿人公里678.115.17647.614.6 国内航线
亿人公里514.615.15685.511.2其中:港澳台航线
亿人公里10.8-13.6132.3-5.2 国际航线亿人公里163.515.31962.125.7货邮周转量亿吨公里21.0 4.6200.0 6.0 国内航线
亿吨公里 6.912.264.87.1其中:港澳台航线
亿吨公里0.3 6.3 2.5-5.0 国际航线
亿吨公里
14.1
1.3
135.2
5.4
合计9.2
0.09.4-0.1大中型飞机小时/日9.30.09.6-0.1小型飞机
小时/日
6.5
-0.3
6.7
0.0
正班客座率%81.2 1.382.80.3正班载运率
%
73.4
0.5
72.8
0.5
中国民航2016年11月份主要运输生产指标统计
本月
当年累计
二、飞机日利用率
三、航班效率
统计指标
计算单位
一、运输完成情况
生产率和生产效率的计算方法 在工厂经常有人讲提高工作效率,其实这只是一个含混的概念。这里将提出生产率和生产效率两个概念,以帮助工厂科学地制定效率目标,找到达成的方法。 生产率(Productivity)和生产效率(Efficiency)在生产管理的实际运用中是两个不同的概念。 生产效率主要用来考核纯生产能力,不包括由技术、材料等其它问题所引起的能力损耗。 生产效率的计算公式: 生产效率=(产出数量 X 标准工时)/(日工作小时 X 直接人工数 - 损失工时)X100% 生产率用来考核整个生产过程中的能力,是制造成本的标示之一。 生产率=(产出数量 X 标准工时)/(日工作小时 X 直接人工数)X100% 案例分析: 如果整个车间的月度生产力和生产效率大大超过100%意味着什么?Productivity: 123% Production Efficiency: 142% Productivity = (Output Qty x Standard Time) / (Total H/C x (Working Time + Over Time)) Production Efficiency = (Output Qty x Standard Time) / (Total H/C x (Working Time - Downtime + Overtime)) 所有的乘积都是相乘相加的结果,即Excel 中的sunprodut()函数。 我想一定在什么上面出了问题? 可能的原因是: * 每个机型的标准工时定的太高了 * PCBA 和 FA中的标准工时有重复 * Oracle 中标准工时的定义是瓶颈时间*所有人数,还是每个工位时间*每个工位人数的累加 * 工作时间定低了 * Working Time 的定义,是按照劳动法的每日8小时,还是需要去除吃饭,休息时间
效率(efficiency)是指有用功率对驱动功率的比值,同时也引申出了多种含义。效率也分为很多种,比如机械效率(mechanical efficiency)、热效率(thermal efficiency )等。效率与做功的快慢没有直接关系。工厂效率的含义太广泛了,不好用统一的公式表示。而 设备的利用率可以用以下公计算: 公式一:设备利用率=每小时实际产量/ 每小时理论产量×100% 公式二:设备利用率=每班次(天)实际开机时数/ 每班次(天)应开机时数×100% 公式三:设备利用率=某抽样时刻的开机台数/ 设备总台数 ×100% 数控机床技术人员“综合素质低”。用户缺少高级编程人员、操作人员、维修人员等复合型应用型专业人才。用户若选购一台较复杂、功能齐全、较为先进的数控机床,如果没有适当人去操作使用和编程,没有熟练的维修工去维护修理,再好的机床也不可能用好。 编程“效率低”。据国外统计,手工编程时,一个零件的编程时间与机床实际加工时间之比约为30:1,而数控机床不能开动的原因中有20%~30%是由于加工程序一时编制不出而耽搁的。 维修“时间长”,维修工作跟不上。目前国内除少数大厂配有专业维修队伍以外,大部分使用单位很难配备技术水平高的维修人员。 标准工时:指在正常情况下,从零件到成品直接影响成品完成的有效动作时间,其包含直接工时与间接工时。即加工每件(套)产品的所有工位有效作业时间的总和。制定方法:对现有各个工位(熟练工人)所有的有效工作时间进行测定,把所有组成产品的加工工位的工时,考虑车间生产的均衡程度、环境对工人的影响、以及工人的疲劳生产信息等因素后,计算得到标准工时。 备注: 直接工时:指直接作业的人员作业工时; 间接工时:指对现场直接作业工人进行必需的管理和辅助作业的人员,根据现车间管理组织的特点,车间除主任和直接作业人员外产生的工时; 标准人力:指在设定的产量目标前提下,根据标准工时和实际生产状况,生产单位所配置的合理的人力数量。 生产效率: 实际产量×标准工时
名次 本期完成上年同期同比增速%名次本期完成 上年同期同比增速%名次本期完成上年同期同比增速%合计1,016,357,068914,773,31111.115,104,056.714,094,002.77.29,238,2918,565,5267.9北京/首都194,393,45489,939,049 5.021,943,159.71,889,439.5 2.81606,081590,199 2.7上海/浦东266,002,41460,098,0739.813,440,279.73,275,231.1 5.02479,902449,171 6.8广州/白云359,732,14755,201,9158.231,652,214.91,537,758.97.43435,231409,679 6.2成都/双流446,039,03742,239,4689.05611,590.7556,552.19.95319,382293,6438.8昆明/长水541,980,33937,523,09811.99382,854.3355,422.87.74325,934300,4068.5深圳/宝安641,975,09039,721,619 5.741,125,984.61,013,690.511.16318,582305,461 4.3上海/虹桥740,460,13539,090,865 3.58428,907.5433,600.1-1.19261,981256,603 2.1西安/咸阳836,994,50632,970,21512.214233,779.0211,591.510.57291,027267,1029.0重庆/江北935,888,81932,402,19610.810361,091.0318,781.513.38276,807255,4148.4杭州/萧山1031,594,95928,354,43511.46487,984.2424,932.714.810251,048232,0798.2厦门/高崎1122,737,61021,814,244 4.212328,419.5310,606.6 5.713183,546180,112 1.9南京/禄口1222,357,99819,163,76816.711341,267.1326,026.5 4.712187,968166,85812.7长沙/黄花1321,296,67518,715,27813.821130,276.1122,022.1 6.818167,910153,3679.5武汉/天河1420,771,56418,942,0389.716175,294.8154,656.213.316175,669164,524 6.8郑州/新郑1520,763,21717,297,38520.07456,708.8403,339.013.214178,054154,46815.3青岛/流亭1620,505,03818,202,08512.715230,747.8208,064.010.917168,537155,4838.4乌鲁木齐/地窝堡 1720,200,76718,506,4639.217157,508.7156,469.80.719162,265153,097 6.0海口/美兰1818,803,84816,167,00416.320148,814.2135,944.69.521135,523121,82511.2三亚/凤凰1917,369,55016,191,9307.32986,846.885,369.3 1.726114,581108,532 5.6天津/滨海2016,871,88914,314,32217.913237,085.2217,279.29.120143,822125,69314.4哈尔滨/太平2116,267,13014,054,35715.722124,794.7116,103.87.524122,282108,42812.8大连/周水子2215,258,20914,154,1307.819149,008.0137,048.18.723127,680117,7948.4贵阳/龙洞堡2315,105,22513,244,98214.02895,898.687,207.010.022129,001116,91410.3沈阳/桃仙2414,967,22812,680,11818.018155,769.4142,069.69.625115,16499,56315.7济南/遥墙2511,616,9149,520,88722.026100,013.286,336.815.827100,15286,15816.2福州/长乐2611,606,44610,887,292 6.623121,657.5116,497.5 4.42897,60696,127 1.5南宁/吴圩2711,559,86010,393,72811.225104,618.195,710.39.33094,06586,8738.3兰州/中川2810,897,0258,009,04036.13259,455.250,093.818.73191,09167,83534.3太原/武宿 29 9,847,840 8,842,98711.436 49,103.8 45,463.68.035 82,64179,376 4.1 2016年民航机场吞吐量排名 2016-01-01到2016-12-31 机场旅客吞吐量(人次) 货邮吞吐量(吨) 起降架次(架次)
生产率和生产效率的计算方 法 -标准化文件发布号:(9556-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
生产率和生产效率的计算方法 在工厂经常有人讲提高工作效率,其实这只是一个含混的概念。这里将提出生产率和生产效率两个概念,以帮助工厂科学地制定效率目标,找到达成的方法。 生产率(Productivity)和生产效率(Efficiency)在生产管理的实际运用中是两个不同的概念。 生产效率主要用来考核纯生产能力,不包括由技术、材料等其它问题所引起的能力损耗。 生产效率的计算公式: 生产效率=(产出数量 X 标准工时)/(日工作小时 X 直接人工数 - 损失工时)X100% 生产率用来考核整个生产过程中的能力,是制造成本的标示之一。 生产率=(产出数量 X 标准工时)/(日工作小时 X 直接人工数) X100% 案例分析: 如果整个车间的月度生产力和生产效率大大超过100%意味着什么?Productivity: 123% Production Efficiency: 142% Productivity = (Output Qty x Standard Time) / (Total H/C x (Working Time + Over Time)) Production Efficiency = (Output Qty x Standard Time) / (Total H/C x (Working Time - Downtime + Overtime)) 所有的乘积都是相乘相加的结果,即Excel 中的sunprodut()函数。 我想一定在什么上面出了问题? 可能的原因是: * 每个机型的标准工时定的太高了 * PCBA 和 FA中的标准工时有重复 * Oracle 中标准工时的定义是瓶颈时间*所有人数,还是每个工位时间*每个工位人数的累加 * 工作时间定低了
2017年民航机场生产统计公报 一、通航城市和机场 2017年,我国境内民用航空(颁证)机场共有229个(不含香港、澳门和台湾地区,下同),其中定期航班通航机场228个,定期航班通航城市224个。 年内定期航班新通航的城市有:云南澜沧、新疆莎车、内蒙古霍林郭勒、吉林松原、吉林白城、江西上饶、河北承德、湖南邵阳、黑龙江五大连池、黑龙江建三江。陕西安康机场继续停航。 二、主要生产指标 2017年我国机场主要生产指标继续保持平稳较快增长,全年旅客吞吐量超过11亿人次,完成114786.7万人次,比上年增长12.9%。分航线看,国内航线完成103614.6万人次,比上年增长13.4% (其中内地至香港、澳门和台湾地区航线完成2710.9万人次,比上年下降1.9%);国际航线完成11172.1万人次,比上年增长9.2%。 完成货邮吞吐量1617.7万吨,比上年增长7.1%。分航线看,国内航线完成1000.1万吨,比上年增长2.7%(其中内地至香港、澳门和台湾地区航线完成99.0万吨,比上年增长5.8%);国际航线完成617.6万吨,比上年增长15.2%。 完成飞机起降1024.9万架次,比上年增长10.9%(其中运输架次为872.9万架次,比上年增长10.0%)。分航线看,国内航线完成938.0万架次,比上
年增长11.3%(其中内地至香港、澳门和台湾地区航线完成19.2万架次,比上年下降5.4%);国际航线完成86.9万架次,比上年增长7.3%。 三、旅客吞吐量分布 各机场中,年旅客吞吐量1000万人次以上的机场达到32个,较上年净增4个(太原武宿、长春龙嘉、南昌昌北、呼和浩特白塔机场),完成旅客吞吐量占全部境内机场旅客吞吐量的81.0%,较上年提高1.9个百分点,其中北京、上海和广州三大城市机场旅客吞吐量占全部境内机场旅客吞吐量的 24.3%,较上年下降1.9个百分点。年旅客吞吐量200-1000万人次机场有26个,较上年净增5个,完成旅客吞吐量占全部境内机场旅客吞吐量的11.8%,较上年下降1.0个百分点。年旅客吞吐量200万人次以下的机场有171个,较上年净增2个,完成旅客吞吐量占全部境内机场旅客吞吐量的7.3%,较上年下降0.8个百分点。 国内各地区旅客吞吐量的分布情况是:华北地区占15.0%(15.3%),东北地区占6.3%(6.1%),华东地区占29.0%(29.0%),中南地区占24.2%(23.8%),西南地区占16.5%(16.9%),西北地区占6.4%(6.2%),新疆地区占2.6%(2.7%)(注:由于四舍五入的原因,各地区占比之和可能不等于100%,括号内为2016年数字,下同)。 四、机场货邮吞吐量分布 各机场中,年货邮吞吐量10000吨以上的机场有52个,较上年净增2个,完成货邮吞吐量占全部境内机场货邮吞吐量的98.5%,较上年提高0.2个百分点,其中北京、上海和广州三大城市机场货邮吞吐量占全部境内机场货邮
生产效率计算方法 一、公式: 生产效率=标准总工时÷实际总投入工时*100% 标准总工时=标准工时*实际产出数 实际总投入工时=总投入工时-损失工时-补助工时 二、定义: 生产效率:操作者按规定的作业方法工作时,他的能力或努力程度叫效率。 标准工时:根据PIE提供产能表所计算出来的工时。 总投入工时:是指当日考勤表上的总工时。 损失工时:因生产异常或其它原因使生产受影响的工时。 补助工时:每个订单在排拉时所需的工时。 三、计算时的注意事项 1、损失工时的计算 ①生产过程中出现异常时影响生产效率时所损失的工时,由生产线申请,PIE确认。 ②生产过程中因异常而停线所损失的工时,由生产线申请,PMC确认。 ③其它原因所造成的生产过程中所损失的工时,由生产线申请,责任部门确认。 2、补助工时的计算 ①新订单生产成品,排线时补助1小时,由生产线申请,PMC确认。 ②新订单生产半成品或包装排线时分别补助半小时,由生产线申请, PMC确认。
③同一订单非因本生产线原因而停线,然后又重新排线生产,按①② 进行计算补助工时,由生产线申请,PMC确认。 3、生产效率按订单进行计算,也就是说每一个订单只计算一次生产效率; 生产半成品时只需如实统 计总投入工时、损失工时、补助工时。 4、生产线生产好半成品后将半成品转至其它生产线包装时,生产效率由 生产半成品的生产线进行计 算,负责包装的生产线提供包装时所用的总投入工时、损失工时、补助工时。 5、生产好的成品因本生产线作业不良而造成重工的,重工时所用到的工 时将计算到生产该成品的实际投入总工时内进行计算生产效率,由生产该成品的线别承担工时。 6、计算损失工时和补助工时时由生产线填写<组装课损失/补助工时申请 书>,按计算时注意事项的第1、2项规定进行计算与确认。
生产率和生产效率的计算方法 生产率(Productivity)和生产效率(Efficiency )在生产管理的实际运用中是两个不同的概念。 1、生产效率: 操作者按规定的作业方法工作时,他的能力或努力程度叫效率。主要用来考核纯生产能力,不包括由技术、材料等其它问题所引起的能力损耗。 2、生产效率的计算公式: 100%-?+??=加班时间 损失时间实际人数工作时间标准工时产出数量生产效率 产出数量:生产部、财务部在计算生产效率÷生产力时以实际入库量计算。 61%100%41 25100%21-580.5/h 50≈?=?+??=生产效率 (1) 标准工时:标准工时=标准作业时间+辅助时间 指在正常情况下,从零件到成品直接影响成品完成的有效动作时间,其包含直接工时与间接工时。即加工每件(套)产品的所有工位有效作业时间的总和。 a\标准工时:标准工时=生产一个良品的作业时间。 b\标准工时=正常工时+宽放时间=正常工时×(1+宽放率) c\工厂使用的宽放率一般在10%~20%,对一些特殊的工种,如体力消耗较大的工种,宽放率可适当放宽一些 d\正常工时是人工操作单元工时+机器自动作业工时的总和。 (2)制定方法:对现有各个工位(熟练工人)所有的有效工作时间进行测定,把所有组成 产品的加工工位的工时,考虑车间生产的均衡程度、环境对工人的影响、 以及工人的疲劳生产信息等因素后,计算得到标准工时。 (3)实际产量:以实际入库量计算;PCS 损失工时:因外部门或受客观条件影响造成停线或返工工时;H 加班工时:为增加产量而延长的工作时间;H 3、计算时的注意事项 1、 损失工时的计算 2、 补助工时的计算 3、 生产效率按订单进行计算,也就是说每一个订单只计算一次生产效率;生产半成品时只需如实统计总投入工时、损失工时、补助工时。 4、 生产线生产好半成品后将半成品转至其它生产线包装时,生产效率由生产半成品的生产线进行计算,负责包装的生产线提供包装时所用的总投入工时、损失 工时、补助工时。 5、 生产好的成品因本生产线作业不良而造成返工的,返工时所用到的工时将计算到生产该成品的实际投入总工时内进行计算生产效率,由生产该成品的线别承 担工时。 6、 计算损失工时和补助工时时由生产线填写
2011中国民航机场吞 吐量
1、北京 8131.91万1.1 北京首都机场 7867.45万1.2 北京南苑机场 264.46万 2、广东 7767.78万2.1 广州白云机场 4504.03万2.2 深圳宝安机场 2824.57万2.3 揭阳潮汕机场 190.19万2.4 珠海三灶机场 179.73万2.5 湛江机场 48.88万2.6 佛山沙堤机场 14.23万2.7 梅县长岗岌机场 6.15万 3、上海 7456.01万3.1 上海浦东机场 4144.77万3.2 上海虹桥机场 3311.24万 4、四川 3310.54万4.1 成都双流机场 2907.37万4.2 九寨黄龙机场 171.76万4.3 绵阳南郊机场 62.28万4.4 西昌青山机场 52.21万仅供学习与交流,如有侵权请联系网站删除谢谢2
4.5 宜宾菜坝机场 32.56万4.6 泸州蓝田机场 28.49万4.7 达州河市机场 21.59万4.8 南充高坪机场 17.09万4.9 广元盘龙机场 8.53万4.10 攀枝花保安营机场 5.90万4.11 甘孜康定机场 2.76万 5 浙江 3004.89万5.1 杭州萧山机场 1751.22万5.2 温州永强机场 559.87万5.3 宁波栎社机场 501.40万5.4 义乌机场 76.19万5.5 台州路桥机场 62.83万5. 6 舟山普陀山机场 38.49万5. 7 衢州机场 14.89万 6 云南 2869.68万6.1 昆明巫家坝机场 2227.01万6.2 丽江三义机场 218.36万6.3 西双版纳嘎洒机场 191.88万6.4 腾冲驼峰机场 51.78万仅供学习与交流,如有侵权请联系网站删除谢谢3
生产率及生产效率的定义及计算方法 生产效率讲的是快慢,是速度,它是实际产出与标准产出的比率;生产力讲的是效益,它讲的是产出与投入之比。效率可低于100%,效益低于100%时,你就等着关门破产吧。 在工厂经常有人讲提高工作效率,其实这只是一个含混的概念。这里将提出生产率和生产效率两个概念,以帮助工厂科学地制定效率目标,找到达成的方法。 生产率(Productivity)和生产效率(Efficiency )在生产管理的实际运用中是两个不同的概念。 1、生产效率: 操作者按规定的作业方法工作时,他的能力或努力程度叫效率。主要用来考核纯生产能力,不包括由技术、材料等其它问题所引起的能力损耗。 2、生产效率的计算公式: 100%-?+??=加班时间损失时间实际人数工作时间标准工时产出数量生产效率 产出数量:生产部、财务部在计算生产效率÷生产力时以实际入库量计算。 例如: 61%100%41 25100%21-580.5/h 50≈?=?+??= 生产效率 (1) 标准工时:标准工时=+ 指在正常情况下,从零件到成品直接影响成品完成的有效动作时间,其包含直接工时与间接工时。即加工每件(套)产品的所有工位有效作业时间的总和。 a\标准工时:标准工时=生产一个良品的作业时间。 b\标准工时=正常工时+宽放时间=正常工时×(1+宽放率) c\工厂使用的宽放率一般在10%~20%,对一些特殊的工种,如体力消耗较大的工种,宽放率可适当放宽一些 d\正常工时是人工操作单元工时+机器自动作业工时的总和。
(2)制定方法:对现有各个工位(熟练工人)所有的有效工作时间进行测定,把所有组成产品的加工工位的工时,考虑车间生产的均衡程度、环境对工人的影响、以及工人的疲劳生产信息等因素后,计算得到标准工时。 (3)实际产量:以实际入库量计算;(PCS) 损失工时:因外部门或受客观条件影响造成停线或返工工时;(H) 加班工时:为增加产量而延长的工作时间;(H) 3、计算时的注意事项 1、损失工时的计算 2、补助工时的计算 3、生产效率按订单进行计算,也就是说每一个订单只计算一次生产效率;生产半成品时只需如实统计总投入工时、损失工时、补助工时。 4、生产线生产好半成品后将半成品转至其它生产线包装时,生产效率由生产半成品的生产线进行计算,负责包装的生产线提供包装时所用的总投入工时、损失工时、补助工时。 5、生产好的成品因本生产线作业不良而造成返工的,返工时所用到的工时将计算到生产该成品的实际投入总工时内进行计算生产效率,由生产该成品的线别承担工时。 6、计算损失工时和补助工时时由生产线填写
效率@fficiency )是指有用功率对驱动功率的比值,同时也引申出了多种含义。效率也分为很多种,比如机械效率(mechanical efficiency )、热效率(thermal efficiency )等。效率与做功的快慢没有直接关系。工厂效率的含义太广泛了,不好用统一的公式表示。而 设备的利用率可以用以下公计算:公式一:设备利用率=每小时实际产量/每小时理论产量X100% 公式二:设备利用率=每班次(天)实际开机时数/每班次(天)应开机时数X100% 公式三:设备利用率=某抽样时刻的开机台数/设备总台数X100% 1.1标准工时:指在正常情况下,从零件到成品直接影响成品完成的有效动作时间,其 包含直接工时与间接工时。即加工每件(套)产品的所有工位有效作业时间的总和。制定方法: 对现有各个工位(熟练工人)所有的有效工作时间进行测定,把所有组成产品的加工工位的工时,考虑车间生产的均衡程度、环境对工人的影响、以及工人的疲劳生产信息等因素后,计算得到标准工时。备注:直接工时:指直接作业的人员作业工时;间接工时:指对现场直接作业工人进行必需的管理和辅助作业的人员,根据现车间管理组织的特点,车间除主任和直接作业人员外产生的工时; 1.2标准人力:指在设定的产量目标前提下,根据标准工时和实际生产状况,生产单位所配置的合理的人力数量。 1.3生产效率: 实际产量M标准工时 实际人力£00小时一挡产工时+加班工时备注: 实际产量:生产部、财务计算生产效率/生产力时以实际入库量计算;挡产工时:因外部门或受客观条件影响造成停线或返工工时;加班工时:为增加产量而延长的工作时间; 生产效率=(实际产量x标准工时)/(实际人力疋.00小时一挡产工时+加班工时)生产效率讲的是快慢,是速度,它是实际产出与标准产出的比率;生产力讲的是效益,它讲的是产出与投入之比。效率可低于100%,效益低于100%时,你就等着关门破产吧。 生产效率=(当天实际产量淋准工时)/(当天出勤工时一除外时间-人力支援时间) 在工厂经常有人讲提高工作效率,其实这只是一个含混的概念。这里将提出生产率和生产效率两个概念,以帮助工厂科学地制定效率目标,找到达成的方法。 生产率(Productivity)和生产效率(Efficiency )在生产管理的实际运用中是两个不同的概念。 生产效率主要用来考核纯生产能力,不包括由技术、材料等其它问题所引起的能力损耗。生产率的计算公式: 生产效率=(产出数量X标准工时)/(日工作小寸X直接人工数-损失工时)X100% 生产率用来考核整个生产过程中的能力,是制造成本的标示之一。 生产率=(产出数量X标准工时)/(日工作小寸X直接人工数)X100% *标准工时:指在正常情况下,从零件到成品直接影响成品完成的有效动作时间,其包含直接工时与间接工时。即加工每件(套)产品的所有工位有效作业时间的总和。制定方 法:对现有各个工位(熟练工人)所有的有效工作时间进行测定,把所有组成产 品的加工工位的工时,考虑车间生产的均衡程度、环境对工人的影响、以及工人的疲劳生产信息等因素后,计算得到标准工时。 备注: 直接工时:指直接作业的人员作业工时;
生产效率计算方法集团标准化工作小组 #Q8QGGQT-GX8G08Q8-GNQGJ8-MHHGN#
生产效率计算方法 一、公式: 生产效率=标准总工时÷实际总投入工时*100% 标准总工时=标准工时*实际产出数 实际总投入工时=总投入工时-损失工时-补助工时 二、定义: 生产效率:操作者按规定的作业方法工作时,他的能力或努力程度叫效率。 标准工时:根据PIE提供产能表所计算出来的工时。 总投入工时:是指当日考勤表上的总工时。 损失工时:因生产异常或其它原因使生产受影响的工时。 补助工时:每个订单在排拉时所需的工时。 三、计算时的注意事项 1、损失工时的计算 ①生产过程中出现异常时影响生产效率时所损失的工时,由生产线申请,PIE确认。 ②生产过程中因异常而停线所损失的工时,由生产线申请,PMC确认。 ③其它原因所造成的生产过程中所损失的工时,由生产线申请,责任部门确认。 2、补助工时的计算 ①新订单生产成品,排线时补助1小时,由生产线申请,PMC确 认。
②新订单生产半成品或包装排线时分别补助半小时,由生产线申 请,PMC确认。 ③同一订单非因本生产线原因而停线,然后又重新排线生产,按① ②进行计算补助工时,由生产线申请,PMC确认。 3、生产效率按订单进行计算,也就是说每一个订单只计算一次生产效 率;生产半成品时只需如实统 计总投入工时、损失工时、补助工时。 4、生产线生产好半成品后将半成品转至其它生产线包装时,生产效率 由生产半成品的生产线进行计 算,负责包装的生产线提供包装时所用的总投入工时、损失工时、补助工时。 5、生产好的成品因本生产线作业不良而造成重工的,重工时所用到的 工时将计算到生产该成品的实际投入总工时内进行计算生产效率,由生产该成品的线别承担工时。 6、计算损失工时和补助工时时由生产线填写<组装课损失/补助工时申 请书>,按计算时注意事项的第1、2项规定进行计算与确认。
生产效率计算方法 标准化文件发布号:(9312-EUATWW-MWUB-WUNN-INNUL-DQQTY-
生产效率计算方法 一、公式: 生产效率=标准总工时÷实际总投入工时*100% 标准总工时=标准工时*实际产出数 实际总投入工时=总投入工时-损失工时-补助工时 二、定义: 生产效率:操作者按规定的作业方法工作时,他的能力或努力程度叫效率。标准工时:根据PIE提供产能表所计算出来的工时。 总投入工时:是指当日考勤表上的总工时。 损失工时:因生产异常或其它原因使生产受影响的工时。 补助工时:每个订单在排拉时所需的工时。 三、计算时的注意事项 1、损失工时的计算 ①生产过程中出现异常时影响生产效率时所损失的工时,由生产线申请,PIE确认。 ②生产过程中因异常而停线所损失的工时,由生产线申请,PMC确认。 ③其它原因所造成的生产过程中所损失的工时,由生产线申请,责任部门确认。 2、补助工时的计算 ①新订单生产成品,排线时补助1小时,由生产线申请,PMC确 认。
②新订单生产半成品或包装排线时分别补助半小时,由生产线申 请,PMC确认。 ③同一订单非因本生产线原因而停线,然后又重新排线生产,按① ②进行计算补助工时,由生产线申请,PMC确认。 3、生产效率按订单进行计算,也就是说每一个订单只计算一次生产效 率;生产半成品时只需如实统 计总投入工时、损失工时、补助工时。 4、生产线生产好半成品后将半成品转至其它生产线包装时,生产效率由 生产半成品的生产线进行计 算,负责包装的生产线提供包装时所用的总投入工时、损失工时、补助工时。 5、生产好的成品因本生产线作业不良而造成重工的,重工时所用到的工 时将计算到生产该成品的实际投入总工时内进行计算生产效率,由生产该成品的线别承担工时。 6、计算损失工时和补助工时时由生产线填写<组装课损失/补助工时申请 书>,按计算时注意事项的第1、2项规定进行计算与确认。
常用施工机械生产效率计算 ㈠单斗挖掘机生产效率计算 ⑴小时成产率 P h=3600qK/t P h—单斗挖掘机小时成产率,单位m3/h; q—铲斗容量; K—土斗利用系数,与土的松散系数和土斗的充盈系数有关,对沙土取0.8-0.9,对粘土为0.85-0.95; t—挖土机每一循环延续时间,根据经验W1-100正铲为25-40s;W1-100拉铲为45-60s ⑵台班生产率 P=8 P h K B P—单斗挖掘机台班生产率(m3/台班) K B—工作时间利用系数。汽车装土时为0.68-0.72,;侧向堆土是为0.78-0.88;开松动挖爆后的岩石为0.60。
㈡推土机生产效率计算 ⑴小时成产率 P h=3600q/tK p=1800H2b/t·K p·tgψ P h—推土机小时成产率,单位m3/h; q—推土机每一循环完成的推土量; t—推土机每一循环延续时间; K p—土的可松性系数; H—铲刀高度;b—铲刀宽度; ψ—土堆自然坡脚; ⑵台班生产率 P=8 P h K B P—推土机台班生产率(m3/台班) P h—推土机小时成产率,单位m3/h;
K b—工作时间利用系数,一般在0.72-0.75; ㈢混凝土搅拌机生产效率计算 ⑴小时成产率 P h=60qK/t P h—混凝土搅拌机小时成产率,单位m3/h; q—搅拌机容量,单位m3; K—搅拌机容量利用系数,一般为0.9; t—混凝土自搅拌到出料一个循环延续时间,一般为5-2.5min; ⑵台班生产率 P=8 P h K B
P—混凝土搅拌机台班生产率(m3/台班); K B—工作时间利用系数。取K B =0.9。 ㈣混凝土泵或泵车生产效率计算 ⑴小时成产率 P h=60q·Z·n·K c·α P h—混凝土泵或泵车小时成产率,单位m3/h; q—混凝土缸的容积,单位m3。q=0.25πD2L,D:混凝土的缸径(m),L:混凝土缸内活塞的冲程(m); Z—混凝土缸数量;
生产统计报表的编制 统计员的工作汇报就是及时、准确、完善的向相关部门呈递《生产统计报表》。尽量让我们高层管理人员对所管辖的下属部门的工作情况了如指掌,及时地发现问题作出决策,并使管理工作得以顺利进行。通过我们详细的汇报中了解生产计划的执行情况,了解生产进度、材料供应、计划执行状况,机器设备的运转状况等,可以及时掌握生产动态和异常情况,可以了解人员的思想变化等。可以及时发现工作中存在的困难和问题,生产中不可避免会出现这样或那样的问题,通过定期或不定期的工作汇报,可以及时了解这些困难或问题,并及时加以研究和解决,并把可能造成的各种损失降低到最小的程度。统计一般是交叉统计为最佳,例如生产的数据,由仓库监督统计;报表上的统计,审核必须是对口的人员。即生产上的数据是由仓库进行监督统计的,就是反应了交叉统计。 没有统计软件的情况下,最简单的理解就是输入与输出平行,例如总输入的用料单与总产成的进仓单,进仓不单是产品的数量进仓,还要重量进仓(因为重量是要和你的输入材料做对比的),还有废品进仓(也是数量与重量登记)。有入必有出。 统计的人员首先要明白数据怎么来的,要学会利用数据,而不是为数据打工。 一、工作汇报的内容,工作汇报的内容很多,现只就生产、质量、物料方面的内容做一个简单的介绍。 1、生产方面的汇报 (1)各类生产计划的完成情况 (2)各项工作的落实与执行情况 (3)生产进度状况与工时投入,生产跟踪情况。 (4)现场作业状况 (5)各类生产异动情况:包括进度异动、工艺异动、其它异动。 (6)生产人员工作情况 (7)各订单完成情况 (8)产品交货状况 2、质量方面的汇报 (1)各道工序、各车间(班组)的产品质量情况 (2)质量问题及质量异动 (3)各种产品的不合格率机造成因素 (4)内部质量事故的调查处理及质量问题的追溯 (5)质量问题的处理汇报 (6)质量目标达成情况 (7潜在的质量隐患
生产效率计算方法 一、公式: 生产效率=标准总工时÷实际总投入工时*100% 标准总工时=标准工时*实际产出数 实际总投入工时=总投入工时-损失工时-补助工时 二、定义: 生产效率:操作者按规定的作业方法工作时,她的能力或努力程度叫效率。 标准工时:根据PIE提供产能表所计算出来的工时。 总投入工时:就是指当日考勤表上的总工时。 损失工时:因生产异常或其它原因使生产受影响的工时。 补助工时:每个订单在排拉时所需的工时。 三、计算时的注意事项 1、损失工时的计算 ①生产过程中出现异常时影响生产效率时所损失的工时,由生产线申请,PIE确认。 ②生产过程中因异常而停线所损失的工时,由生产线申请,PMC确认。 ③其它原因所造成的生产过程中所损失的工时,由生产线申请,责任部门确认。 2、补助工时的计算 ①新订单生产成品,排线时补助1小时,由生产线申请,PMC确认。 ②新订单生产半成品或包装排线时分别补助半小时,由生产线申 请,PMC确认。
③同一订单非因本生产线原因而停线,然后又重新排线生产,按①②进 行计算补助工时,由生产线申请,PMC确认。 3、生产效率按订单进行计算,也就就是说每一个订单只计算一次生产效率; 生产半成品时只需如实统 计总投入工时、损失工时、补助工时。 4、生产线生产好半成品后将半成品转至其它生产线包装时,生产效率由生 产半成品的生产线进行计 算,负责包装的生产线提供包装时所用的总投入工时、损失工时、补助工时。 5、生产好的成品因本生产线作业不良而造成重工的,重工时所用到的工时 将计算到生产该成品的实际投入总工时内进行计算生产效率,由生产该成品的线别承担工时。 6、计算损失工时与补助工时时由生产线填写<组装课损失/补助工时申请 书>,按计算时注意事项的第1、2项规定进行计算与确认。
劳动生产率应该如何计算 1、劳动生产率:指员工在生产劳动过程中从事劳动的效率,即活劳动效率。劳动生产率的2种算法: (1)劳动生产率的直(接)算法:以单位时间内生产的产品数量或销售额为单位进行计算,即: 工业企业的劳动生产率=产品数量/生产时间 商业企业的劳动生产率=销售额/销售人数 (2)劳动生产率的逆算法:以工人生产单位产品所消耗的工时为单位进行计算,即: 劳动生产率=生产时间/产品的数量 说明:直(接)算法的数值越大,即单位时间生产的产品越多,劳动生产率也就越高 逆算法结果越小,说明生产一个产品所消耗的工时越少,当然劳动生产率也就越高
2、工时利用率 工时利用率=(实际工作工时-加班工时)/工作工时*100% =实际工作工时/工作工时*100% 3、工作效率=工作总量/工作时间 4、设备利用率=全部设备实际工作时数/设备工作总能力(时数))*100% 劳动生产率 劳动生产率概述 劳动者生产某种产品的劳动效率。劳动生产率水平可以用单位时间内所生产的产品的数量来表示,也可以用生产单位产品所耗费的劳动时间来表示。单位时间内生产的产品数量越多,劳动生产率就越高,反之,则越低;生产单位产品所需要的劳动时间越少,劳动生产率就越高,反之,则越低。
影响劳动生产率高低主要因素 劳动生产率的状况是由社会生产力的发展水平决定的。具体说,决定劳动生产率高低的因素主要有: ?①劳动者的平均熟练程度。劳动者的平均熟练程度越高,劳动生产率就越高。劳动者的平均熟练程度不仅指劳动实际操作技术,而且也包括劳动者接受新的生产技术手段,适应新的工艺流程的能力。 ?②科学技术的发展程度。科学技术越是发展,而且越是被广泛地运用于生产过程,劳动生产率也就越高。 ?③生产过程的组织和管理。主要包括生产过程中劳动者的分工、协作和劳动组合,以及与此相适应的工艺规程和经济管理方式。 ?④生产资料的规模和效能。主要指劳动工具有效使用的程度,对原材料和动力燃料等利用的程度。 ?⑤自然条件。主要包括与社会生产有关的地质状态、资源分布、矿产品位、气候条件和土壤肥沃程度等。 劳动生产率分类 劳动生产率按其计算的范围可分为: