1 Identification Test- Drop colorimetric test
1.1 Reagent and apparatus
Dithizone:mass fractio n≥99.0%
Dithizone neutral solution:1g/kg Dithizone chloroform solution
Acid Dithizone solution:2mL Dithizone neutral solution+0.25mL glacial acetic acid, diluted with chloroform to 10ml.
NaOH solution:40g/L;
Filter paper:whatman No.1;
Dropper: Melting point determination capillary.
1.2 Determination
1.2.1 “Spot” production
Experiment 1 “Spot”: Weight 0.5g sample, add distilled water 2~3mL, Stir to full dispersion. Prepared sample droped to the filter paper with the dropper, the codes are respectively as 1-1,1-2. “Spot” requirement: Center point powder about 5mm diameter, outside the point of circular ring diameter about 20mm. open-air drying.
Experiment 2 “Spot” Weight 0.5g sample, add chloroform 2~3mL, Stir to full dispersion. Prepared sample droped to the filter paper with the dropper, the codes are respectively as 2-1,2-2. “Spot” requirement: Center point powder about 5mm diameter, outside the point of circular ring diameter about 20mm. open-air drying.
1.2.2 Identification
Experiment 1:Use Dropper absorbed Acid Dithizone solution, then drop to the spot 1-1, the central powder spot should be yellow, outer ring should be pink(repeat one more time, drop to 1-2).
Experiment 2: Use Dropper absorbed Dithizone neutral solution, then drop to the spot 2-1, the central powder spot should be yellow at the begning, then rapidly turn into strong brilliant violet (repeat one more time, drop to 2-2).
If the test results meet the test 1 and test 2 at the same time, that the sample believe to be Mancozeb.
2 Determination of the mass fraction of mancozeb
2.1 Outline of Methods
Sample decomposed with the boiling HI-glacial acetic acid solution, generated Ethylenediamine salt, carbon disulfide and hydrogen sulfide gas which can be interfere the analysis. First , H2S was absorbed with CH3COOPb solution, then carbon disulfide was absorbed with KOH-CH3OH solution and generated Potassium methyl anthate, after the carbon bisulfide absorption solution uses the ethanoic acid neutral, immediately titrate by the iodine standard titrate solution.
Reaction as follows
(C4H6N3S4Mn)x(Zn)y+4xH++2xI-xIH3NCH2NH3I+2xCS2+xMn2++yZn2+
CS2+CH3OK CH3OCSSK
2CH3OCSSK+I2CH3OC(S)SSC(S)OCH3+2KI
2.2 Reagent and Solution
CH3OH;
45%HI;
36% glacial acetic acid;
KOH- CH3OH Solution:110g/L, pre-prepared before use;
HI- glacial acetic acid Solution: 45%HI mix with glacial acetic acid according 13:87 pre-prepared before use;
CH3COOPb Solution:100g/L;
Sodium diethyldithiocarbamate trihydrate: Check the purity as following:0.5g Sodium diethyldithiocarbamate trihydrate dissolved in 10ml water, titrate by the iodine standard titrate solution, indicated with the starch, 1mL iodine solution is equivalent to Sodium diethyldithiocarbamate trihydrate 0.02253g.
Iodine standard titrate solution:c(1/2 I2)=0.1mol/L preparated and calibrated according GB601.
Starch indicator:10g/L
phenolphthalein indicator:10g/L
2.3 Determination of equipment recovery
Weight the known content Sodium diethyldithiocarbamate trihydrate 0.2g(Accurate to 0.0002g), Other steps see 2.5. Sodium diethyldithiocarbamate trihydrate -test to complete the process of determination which to check the apparatus and reagents. If the determination is correct, recovery will be range 99% to 101%.
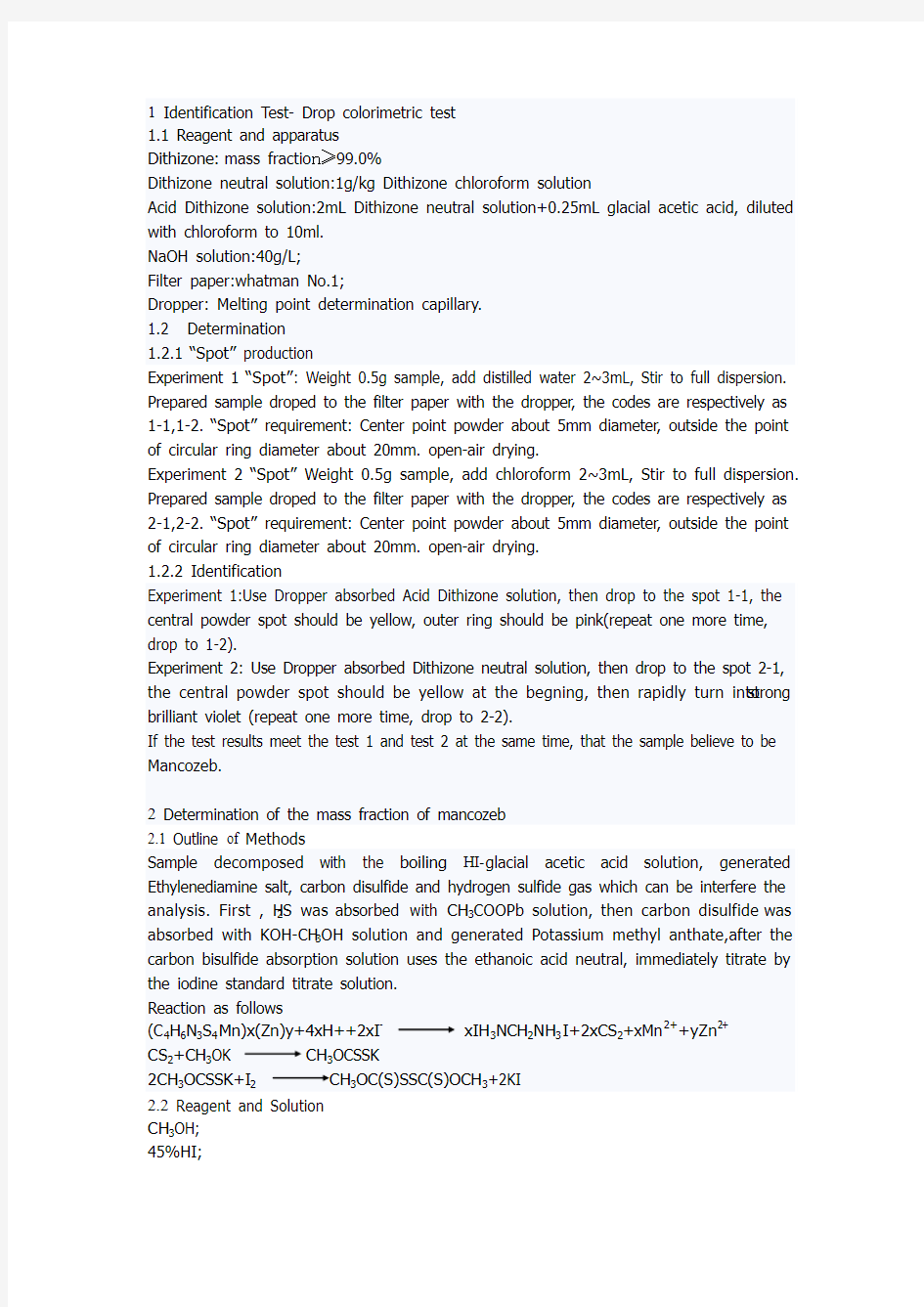
2.4 Apparatus
1—150 mL flask
2—Direct-Condenser
3—Long-necked funnel(Control acid)
4—The first absorption tube
5—The second absorption tube
2.5 Determination Steps
Weight 0.2 mancozeb sample (Accurate to 0.0002g), and put it in the dry round flask. Added 50mL CH3COOPb Solution through The first absorption tube. Added 50mL KOH- CH3OH Solution through The second absorption tube. Then connected to the
decomposition and absorption devices, checked tightness of the device. Opened the cooling water, the opened ventilation device, control exhaust speed, so that bubbles through the absorption tube with uniform and stable.
Adds the 50ml HI- glacial acetic acid Solution through the long neck funnel to the round flask, shaking, simultaneously heats up the flask, the careful control prevents the response fluid rise to the specimen handling tube, maintains micro boils 50min,
Disassembles device, and stops heating, takes down the second absorption tube, enters in 500mL conical flasks the contents with the 200ml water laundering, in by the phenolphthalein indicator inspection absorber tube, washes to the tube in does not have remnant, with 36% glacial acetic acid neutral to phenolphthalein fade, added excessive 3-4 drops, titrate with the iodine standard titrate solution immediately, simultaneously shakes unceasingly, when near end point adds the 3ml starch indicator, continues the titrate to assume the light gray purple to the solution. Simultaneously makes the blank determination.
2.6 Calculation
Mancozeb in samples of mass fraction W1 (%)by (1) Calculation
W1= C(V1-V2)×M
×100 (1)
V1 Titrated sample consumption standard solution titrate solution volume. Unit:mL
V2 Titrated blank consumption standard solution titrate solution volume. Unit:mL
M Mancozeb [1/2(C4H6N2S4Mn)x(Zn)y] Moore's value Unit:g/mol (M=135.5)
m Sample weight
C Iodine standard solution titration of the actual concentration. Unit:mol/L
2.7 Maximum allowed deviation
Two parallel determination of the difference between the results of not more than 1.5%
3 Determination of the mass fraction of manganese
3.1 Outline of Methods
Sample decompoed with Concentrated nitric acid , with the ammonium persulfate oxidized two price manganese to the septivalency manganese, titrated with the Ferrous ammonium sulfate standard solution, determines the manganese mass fraction. The excessive ammonium persulfate through the heating boils, silver ion catalyzes two price manganese the oxidation.
Reaction as follows
5S2O82-+2Mn2++8H2O Ag+2MnO4-+10SO42-+16H+
S2O82-+H2O 2HSO42-+1/2O2
MnO4-+5Fe2++8H+5Fe3++Mn2++4H2O
3.2 Reagent and Solution
Nitric acid;
Phosphoric acid;
NaHPO4 solution:200g/L;
Ammonium persulfate solution:150g/L
AgNO3 solution: 20g/L
NaCl solution:5g/L
Ferrous ammonium sulfate standard titrate solution:c[(NH4)2Fe(SO4)2]=0.1mol/L,
In accordance with GB/T 601 preparation and calibration
N-Phenylanthranilic acid indicator:2g/L
3.3 Apparatus
Electric cooker
3.4 Determination Steps
Weight 0.02g Manganese mancozeb sample (Accurate to 0.0001g), and put it into 250mL iodine flask. Added 5mL aquafortis made the sample decomposition, when in the bottle the non-brown gas produces, stops the heating and cooling with natural air. Washing bottles with 70mL water, added phosphate 15mL, NaHPO4 solution20mL, AgNO3 solution 10mL and Ammonium persulfate solution 20mL. Shake the mixture well. Titrated with Ferrous ammonium sulfate standard titrate solution immediately, when the solution turn light red, add N-Phenylanthranilic acid indicator 3-4 drops, to continue titration until solution from purple to green-yellow.
3.5 Calculation
Manganese in samples of mass fraction W2 (%)by (2) Calculation
W2=
C.×V×M
×100 (2)
m×W1×1000
V Titrated sample consumption Ferrous ammonium sulfate standard titrate solution volume. Unit:mL
W1 Mancozeb in samples of mass fraction
m Sample weight Unit:g
C Ferrous ammonium sulfate standard titrate solution of the actual concentration. Unit:mol/L
M Manganese (1/5Mn) Moore's value Unit:g/mol (M=135.5)
3.6 Maximum allowed deviation
Two parallel determination of the difference between the results of not more than 0.3%
4 Determination of the mass fraction of Zinc
4.1 Outline of Methods
sample decomposed by concentrated nitric acid, with sodium hydroxide neutral, adds
8-hydroxyquinoline into the acetic acid - sodium acetate buffer solution to carry on the precipitation, filted by glass sand filter core crucible, constant weight after the siliceous sand stone core crucible filted. Joins the antiscorbutic acid to prevent the manganese hydrolisis separation
Reaction as follows
4.2 Reagent and Solution
Nitric acid;
Ascorbic acid;
NaOH solution:80g/L,400g/L
8-hydroxyquinoline alcohol solution: 10g/L
acetic acid - sodium acetate buffer solution:(CH3COONa.3H2O)136g dissolved in the right amount of water, add the 108mL glacial acetic acid, dilutes to 1000mL.
4.3 Apparatus
siliceous sand stone core crucible:G2,G4;
Thermostatic waterbath;
Electric cooker
Oven
4.4 Determination Steps
Weight 0.02g Zinc mancozeb sample (Accurate to 0.0001g), and put it into 250mL iodine flask. Added 20mL aquafortis, then slow heating to the non-brown gas production, prevents the storm to boil, cooling, added 50ml water.
The solution filted with the G2 siliceous sand stone core crucible to the 500ml beaker, with the 150ml water with 5 times washes, adds the 0.5g antiscorbutic acid, after the dissolution, with the 400g/L NaOH neutral to PH=2, uses the 80g/L NaOH again neutral to PH=4, joins the 20ml buffer solution, heats up to 80 degrees, mixes while joins the 15ml 8-hydroxyquinoline solution, under 80 degrees protections 25min, stirring from time to time, with the constant weight G4 siliceous sand stone core crucible filtration, each time uses the 10ml hot water, the agitation precipitation to wash 7 times, in 110-115 degrees drying ovens to constant weight.
4.5 Calculation
Zinc in samples of mass fraction W3 (%)by (3) Calculation
W3= m2×0.1717
×100 (3)
m1×W1
V Titrated sample consumption Ferrous ammonium sulfate standard titrate solution volume. Unit:mL
W1 Mancozeb in samples of mass fraction
m1 Sample weight Unit:g
m2 Sediment weight Unit:g
4.6 Maximum allowed deviation
Two parallel determination of the difference between the results of not more than 0.2%
元素分析知识总结 第一章.原子吸收光谱 1·共振线,第一共振线 共振吸收线:原子由基态跃迁到激发态所吸收的谱线。 第一共振线:由基态跃迁到能量最低的激发态所吸收的谱线。这条谱线强度最大, 灵敏度最高。 2·原子吸收谱线的自然宽度、中心频率、半峰宽 原子吸收线并非是一条严格的几何线,而是占据着极窄的频率范围,具有一定 的自然宽度。原子吸收光谱的轮廓以原子吸收谱线的中心频率和半宽度来表征。 半宽度(Δv):是指在极大吸收系数一半处,吸收光谱线轮廓上两点之间的频率差。 海森堡测不准原理:当核外电子跃迁到激发态时,激发态的能级和电子在激发态 停留的时间是测不准的,具有不确定度。即: E1 :E1 ±ΔE t1 : t1 ±Δt ΔE·Δt≥h/2π 只有当Δt→∞,ΔE→0 ,此时激发态的能量E1 才有定值,但是电子在激发态的时间只有约10-8,所以激发态的能量E1 是测不准的,只能是一个范围。 而电子在基态是稳定的,所以电子在基态停留时间的Δt→∞,所以ΔE→0 , 基态能量E0具有定值。所以V= (E1 - E0)/h 是测不准的,中心频率具有不 确定度,所以原子吸收线具有自然宽度。自然宽度(ΔυN)一般为10-5nm数量 级。 中心频率半峰宽 3·为什么原子吸收线具有自然宽度? 根据海森堡测不准原理:ΔE·Δt≥h/2π 电子在基态是稳定的,所以电子在基态停留时间的Δt→∞,所以ΔE→0 , 基态能量E0具有定值。而电子在激发态的时间只有约10-8,所以激发态的能量 E1 是测不准的,只能是一个范围。所以谱线的频率V= (E1 - E0)/h 是测不准 的,中心频率具有不确定度,所以原子吸收线具有自然宽度。自然宽度(Δυ N)一般为10-5nm数量级。
铸造生产的工艺流程 铸造生产是一个复杂的多工序组合的工艺过程,它包括以下主要工序: 1)生产工艺准备,根据要生产的零件图、生产批量和交货期限,制定生产工艺方案和工艺文件,绘制铸造工艺图; 2)生产准备,包括准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备; 3)造型与制芯; 4)熔化与浇注; 5)落砂清理与铸件检验等主要工序。 成形原理 铸造生产是将金属加热熔化,使其具有流动性,然后浇入到具有一定形状的铸型型腔中,在重力或外力(压力、离心力、电磁力等)的作用下充满型腔,冷却并凝固成铸件(或零件)的一种金属成形方法。 图1 铸造成形过程
铸件一般作为毛坯经切削加工成为零件。但也有许多铸件无需切削加工就能满足零件的设计精度和表面粗糙度要求,直接作为零件使用。 型砂的性能及组成 1、型砂的性能型砂(含芯砂)的主要性能要求有强度、透气性、耐火度、退让性、流动性、紧实率和溃散性等。 2、型砂的组成型砂由原砂、粘接剂和附加物组成。铸造用原砂要求含泥量少、颗粒均匀、形状为圆形和多角形的海砂、河砂或山砂等。铸造用粘接剂有粘土(普通粘土和膨润土)、水玻璃砂、树脂、合脂油和植物油等,分别称为粘土砂,水玻璃砂、树脂砂、合脂油砂和植物油砂等。为了进一步提高型(芯)砂的某些性能,往往要在型(芯)砂中加入一些附加物,如煤份、锯末、纸浆等。型砂结构,如图 2 所示 图2 型砂结构示意图 工艺特点 铸造是生产零件毛坯的主要方法之一,尤其对于有些脆性金属或合金材料(如各种铸铁件、有色合金铸件等)的零件毛坯,铸造几乎是唯一的加工方法。与其它加工方法相比,铸造工艺具有以下特点: 1)铸件可以不受金属材料、尺寸大小和重量的限制。铸件材料可以是各种铸铁、铸钢、铝合金、铜合金、镁合金、钛合金、锌合金和各种特殊合金材料;铸件可以小至几克,大到数百吨;铸件壁厚可以从0.5 毫米到1 米左右;铸件长度可以从几毫米到十几米。 2)铸造可以生产各种形状复杂的毛坯,特别适用于生产具有复杂内腔的零件毛坯,如各种箱体、缸体、叶片、叶轮等。 3)铸件的形状和大小可以与零件很接近,既节约金属材料,又省切削加工工时。 4)铸件一般使用的原材料来源广、铸件成本低。 5)铸造工艺灵活,生产率高,既可以手工生产,也可以机械化生产。 铸件的手工造型手工造型的主要方法砂型铸造分为手工造型(制芯)和机器造型(制芯)。手工造型是指造型和制芯的主要工作均由手工完成;机器造型是指主要的造型工作,包括填砂、紧实、起模、合箱等由造型机完成。泊头铸造工量具友介绍手工造型的主要方法:手工造型因其操作灵活、适应性强,工艺装备简单,无需造型设备等特点,被广泛应用于单件小批量生产。但手工造型生产率低,劳动强度较大。手工造型的方法很多,常用的有以下几种: 1.整模造型 对于形状简单,端部为平面且又是最大截面的铸件应采用整模造型。整模造型操作简便,造型时整个模样全部置于一个砂箱内,不会出现错箱缺陷。整模造型适用于形状简单、最大截面在端部的铸件,
锌合金基本常识 2009-10-14 14:04:51 什么是锌合金 锌合金,英文名称为zinc alloy,是以锌为基体加入铝、铜、镁等其他元素而构成的有色合金。锌合金常温下呈蓝白色,有光泽,质硬脆。锌合金的熔点约为380℃,浇铸温度为440~460℃之间。 锌合金分类 铸造用锌合金按铸造方法分,可分为压铸合金和重力铸造合金两大类;目前国际上用作铸件的标准系列有两大类: 1、ZA系列锌合金,一般用于重力铸件。 2、ZAMAK合金,发展要先于ZA系列合金、主要用于压力铸造。 ZAMAK合金分:ZAMAK 2、ZAMAK 3、ZAMAK5、ZAMAK 7型号,其中ZAMAK 3型号锌合金比较适合工艺品、饰品铸造。 ZAMAK 3锌合金元素含量参考:锌96%以上,铝,镁,铜≤%,铁≤%,锡≤%,铅≤%,镉≤%。 锌合金成分 一、有效合金元素 铝Al 1、改善合金的铸造性能,增加合金流动性,细化晶粒,引起固溶强化,提高机械性能。 2、降低锌对铁的反应能力,减少对铁质材料,如模具的侵蚀。铝含量控制在~ %。主要考虑到所要求的强度及流动性,流动性好是获得一个完整、尺寸准确、表面光滑的铸件必需的条件。 铜Cu 1、增加合金的硬度和强度; 2、改善合金的抗磨损性能; 3、减少晶间腐蚀。 不利:
1、含铜量超过%时,使压铸件尺寸和机械强度因时效而发生变化; 2、降低合金的可延伸性。 镁Mg 1、减少晶间腐蚀 2、细化合金组织,从而增加合金的强度 3、改善合金的抗磨损性能 不利: 1、含镁量> %时,产生热脆、韧性下降、流动性下降。 2、易在合金熔融状态下氧化损耗。 二、有害杂质元素 铅Pb、镉Cd、锡Sn 它们在合金中固熔度极微,吸附于晶介,构成众多的电极电位差,形成较大的微腐蚀电池,能使合金晶介结合松弛、粗化(老化),令锌合金的晶间腐蚀变成十分敏感,在温、湿环境中加速了本身的晶间腐蚀,降低机械性能,并引起铸件尺寸变化。当锌合金中杂质元素铅、镉含量过高,工件刚压铸成型时,表面质量一切正常,但在室温下存放一段时间后(八周至几个月),表面出现鼓泡。 铁Fe 1、铁与铝发生反应形成Al5Fe2金属间化合物,造成铝元素的损耗并形成浮渣。 2、在压铸件中形成硬质点,影响后加工和抛光。 3、增加合金的脆性。 铁元素在锌液中的溶解度是随温度增加而增加,每一次炉内锌液温度变化都将导致铁元素过饱和(当温度下降时),或不饱和(当温度上升时)。当铁元素过饱和时,处于过饱和的铁将与合金中铝发生反应,结果是造成浮渣量增加。当铁元素不饱和时,合金对锌锅的腐蚀将会增强,以回到饱和状态。两种温度变化的一个共同结果是最终造成对铝元素的消耗,形成更多的浮渣。
材料分析方法 1.x射线是一种波长很短的电磁波,具有波粒二相性,粒子性往往表现突出,故x射线也可视为一束具有一定能量的光量子流。X射线有可见光无可比拟的穿透能力,可使荧光物质发光,可使气体或其它物质电离等。 2.相干散射:亦称经典散射,物质中的电子在X射线电场的作用下,产生强迫振动。这样每个电子在各方向产生与入射X射线同频率的电磁波。新的散射波之间发生的干涉现象称为相干散射。 3.不相干散射:亦称量子散射,X射线光子与束缚力不大的外层电子,或自由电子碰撞时电子获得一部分动能成为反冲电子,X射线光子离开原来方向,能量减小,波长增加。 4.吸收限:物质原子序数越大,对X射线的吸收能力越强;对一定的吸收体,X射线的波长越短,穿透能力越强,表现为吸收系数的下降,但随着波长的的降低,质量吸收系数并非呈连续的变化,而是在某些波长位置上突然升高,出现了吸收限。 5.荧光辐射:由入射X射线所激发出来的特征X射线称为荧光辐射(荧光X 射线,二次X射线)。 6.俄歇效应:由于光电效应而处于激发态的原子还有一种释放能量的方式,及俄歇效应。原子中一个K层电子被入射光量子击出后,L层一个电子跃入K层填补空位,此时多余的能量不以辐射X光量子放出,而是以另一个L层电子活的能量跃出吸收体,这样的一个K层空位被两个L层空位代替的过程称为俄歇效应,跃出的L层电子称为俄歇电子。 7.光电子:当入射光量子的能量等于或大于吸收体原子某壳体层电子的结合能时,此光量子就很容易被电子吸收,获得能量的电子从内层溢出,成为自由电子,称为光电子。原子则处于激发态,这种原子被入射辐射电离的现象即光电效应。8.滤波片的作用:滤波片是利用吸收限两侧吸收系数差很大的现象制成的,用以吸收不需要的辐射而得到基本单色的光源。 9.布拉格方程只是获得衍射的必要条件而非充分条件。 10.晶面(hkl)的n级反射面(nh nk nl),用符号(HKL)表示,称为反射面或干涉面。 11.掠射角是入射角(或反射角)与晶面的夹角,可表征衍射的方向。 12.衍射极限条件:在晶体中,干涉面的划取是无极限的,但并非所有的干涉面均能参与衍射,因存在关系dsinθ=λ/2,或d>=λ/2,说明只有间距大于或等于X 射线半波长的那些干涉面才能参与反射。 13.劳埃法:采用连续X射线照射不动的单晶体,因为X射线的波长连续可变,故可从中挑选出其波长满足布拉格关系的X射线使产生衍射。 14.周转晶体法:采用单色X射线照射转动的单晶体,并用一张以旋转轴为轴的圆筒形底片来记录。 15.粉末法:采用单色X射线照射多晶体,试样是由数量众多、取向混乱的微晶体组成。 16.吸收因数:由于试样本身对X射线的吸收,使衍射强度的实测值与计算值不符,为了修正这一影响,则在强度公式中乘以吸收因数。 17.温度因数:原子热振动使晶体点阵原子排列的周期性受到破坏,使得原来严格满足布拉格条件的相干散射产生附加的相差,从而使衍射强度减弱。为修正实验温度给衍射强度带来的影响,需要在积分强度公式中乘以温度因数。
生气流,局部无镀层。 热镀锌原理及工艺说明 1引言 热镀锌也称热浸镀锌,是钢铁构件浸入熔融的锌液中获得金属覆盖层的一种方法。近年来随高压输电、交通、通讯事业迅速发展,对钢铁件防护要求越来越高,热镀锌需求量也不断增加。 2热镀锌层防护性能 通常电镀锌层厚度5~15μm,而热镀锌层一般在35μm以上,甚至高达 200μm。热镀锌覆盖能力好,镀层致密,无有机物夹杂。众所周知,锌的抗大气腐蚀的机理有机械保护及电化学保护,在大气腐蚀条件下锌层表面有ZnO、 Zn(OH)2及碱式碳酸锌保护膜,一定程度上减缓锌的腐蚀,这层保护膜(也称白锈)受到破坏又会形成新的膜层。当锌层破坏严重,危及到铁基体时,锌对基体产生电化学保护,锌的标准电位-0.76V,铁的标准电位-0.44V,锌与铁形成微电池时锌作为阳极被溶解,铁作为阴极受到保护。显然热镀锌对基体金属铁的抗大气腐蚀能力优于电镀锌。
3热镀锌层形成过程 热镀锌层形成过程是铁基体与最外面的纯锌层之间形成铁-锌合金的过程,工件表面在热浸镀时形成铁-锌合金层,才使得铁与纯锌层之间很好结合,其过程可简单地叙述为:当铁工件浸入熔融的锌液时,首先在界面上形成锌与α铁(体心)固熔体。这是基体金属铁在固体状态下溶有锌原子所形成一种晶体,两种金属原子之间是融合,原子之间引力比较小。因此,当锌在固熔体中达到饱和后,锌铁两种元素原子相互扩散,扩散到(或叫渗入)铁基体中的锌原子在基体晶格中迁移,逐渐与铁形成合金,而扩散到熔融的锌液中的铁就与锌形成金属间化合物FeZn13,沉入热镀锌锅底,即为锌渣。当工件从浸锌液中移出时表面形成纯锌层,为六方晶体。其含铁量不大于0.003%。 4热镀锌工艺过程及有关说明 4.1工艺过程 工件→脱脂→水洗→酸洗→水洗→浸助镀溶剂→烘干预热→热镀锌→整理→冷却→钝化→漂洗→干燥→检验 4.2有关工艺过程说明 (1)脱脂 可采用化学去油或水基金属脱脂清洗剂去油,达到工件完全被水浸润为止。(2)酸洗 可采用H2SO415%,硫脲0.1%,40~60℃或用HCl20%,乌洛托品3~ 5g/L,20~40℃进行酸洗。加入缓蚀剂可防止基体过腐蚀及减少铁基体吸氢量,同时加入抑雾剂抑制酸雾逸出。脱脂及酸洗处理不好都会造成镀层附着力不好,镀不上锌或锌层脱落。 (3)浸助镀剂 也称溶剂,可保持在浸镀前工件具有一定活性避免二次氧化,以增强镀层与基体结合。NH4Cl100-150g/L,ZnCl2150-180g/L,70~80℃,1~2min。并加入一定量的防爆剂. (4)烘干预热 为了防止工件在浸镀时由于温度急剧升高而变形,并除去残余水分,防止产生爆锌,造成锌液爆溅,预热一般为80~140℃。 (5)热镀锌 要控制好锌液温度、浸镀时间及工件从锌液中引出的速度。引出速度一般为1.5米/min。温度过低,锌液流动性差,镀层厚且不均匀,易产生流挂,外观质量差;温度高,锌液流动性好,锌液易脱离工件,减少流挂及皱皮现象发生,附着力强,镀层薄,外观好,生产效率高;但温度过高,工件及锌锅铁损严重,产生大量锌渣,影响浸锌层质量并且容易造成色差使表面颜色难看,锌耗高。 锌层厚度取决于锌液温度,浸锌时间,钢材材质和锌液成份。 一般厂家为了防止工件高温变形及减少由于铁损造成锌渣,都采用450~470℃,0.5~1.5min。有些工厂对大工件及铸铁件采用较高温度,但要避开铁损高峰的温度范围。但我们建议在锌液中添加有除铁功能和降低共晶温度的合金并且把镀锌温度降低至435-445℃。 (6)整理 镀后对工件整理主要是去除表面余锌及锌瘤,用采用热镀锌专用震动器来完成。 (7)钝化
铸造锌合金材料
第二篇铸造锌合金材料 2.1 概述 2.1.1 锌的存在形式及基本属性 自然界中未曾发现过自然锌,锌往往是以硫化矿物和氧化矿物的形式存在。在硫化矿物中,锌主要是以闪锌矿形式存在,而在氧化矿中主要以菱锌矿和异极矿的形式存在。在现代炼锌工业所采用的原料,绝大部分是硫化矿物。同时,自然界中很少存在单一的锌矿床,一半多与其他金属伴生,如铅锌矿、铜锌矿及铜铅锌矿等。 锌是一种具有金属光泽的银白色金属。其熔点为419.5℃,沸点为907℃。在未合金化时,它是一种较软的金属,其强度和硬度值要比锡和铅大,但比铝和铜要小。锌是同素异晶型金属,在低于170℃时,主要以μ形式存在,在170~330℃范围以β形式存在,在330~419℃范围以α形式存在。μ相具有密排六方结构,因此室温下锌通常形成六面体晶体,在断裂面出现结晶状。一般讲,锌的晶格常数a及c分别为0.2665nm和0.4947nm,c/a的理论值为1.856。每个锌原子周围有12个临位原子,其中6个原子的间距为0.2665nm,另外6个为0.2907nm。在六方基面中,原子之间的结合力要比层间强。这就是锌各向异性的根源所在。锌晶体学的另一个很重要的方面是高温条件下原子在晶格中的易动性及纯锌在室温条件下变形后的在结晶。假如某些合
金元素如镉、铜等会形成锌固溶体,锌金属的再结晶温度则会提高。对纯锌而言,几乎不发生加工硬化,因为在结晶会使加工造成的应力得到松弛。由于锌的恢复特性及加工硬化程度很小,因此其蠕变抗力或在长期作用下承受变形的能力较小。这就是锌不能用作工程材料的原因,但是如果加入某些合金元素如Ti及Cu等,蠕变抗力会增加许多倍。 2.1.2 铸造锌合金的优缺点 铸造锌合金的生产历史较长,主要适用于压力铸造或重力铸造,用来浇注汽车、拖拉机等机电部门的各种仪表壳体类铸件或浇注各种起重设备、机床、水泵等的轴承,并且近些年来又发展了高铝的高强度高耐磨性的铸造锌合金。纯金属在铸造后,如在水中淬火,可变得相当硬。商品锌因含有杂质,因而性脆而硬度高。但在大于100℃温度下可以变形,能被压成薄板或拉制成金属丝。加热到250℃后,这种锌又会变脆,在钵中能研成粉末。所以锌的延性与杂质和温度是有关系的。锌与其他金属一样有加工硬化的特点,在机械加工硬化后可在低温状态焖火以恢复其延展性。实验表明,1.5mm厚的纯锌片,在125℃保温半小时后,基本可以软化。由于其蠕变抗力低,因而不能直接用于承载。锌的延性比通宵,但是比锡大。含有细晶粒的锌容易被辊轧。金属中晶粒大小视冷却条件不同而定,若熔
锌合金压铸缺陷分析及解决办法 摘要:主要介绍锌合金压铸生产中常见缺陷;模具被腐蚀;产品表面硬杂点;铸件缩孔等。分析了常见缺陷产生的原因,并提出解决办法及工艺措施。 一、前言 在锌合金生产中,压铸件的缺陷是复杂多见的,应对的办法和思维,压铸工作者需不断地深入研究,吸收新的信息,不断地探索,提高专业技能和素质,掌握产生铸件缺陷的基础理论知识,用科学的方法分析问题,解决问题。 要求高品质、高产量的产品,必需了解和掌握锌合金的性能、模具的设计、压铸工艺、后工序加工处理的细节技术和过程控制。每个工作环节离不开技术的支撑。实践经验的积累与科技的创新。 当缺陷出现时,需从实际的工艺检讨和追溯,核对每个工艺的细节步骤,设立有效的控制程序,配置检测设备和工具,以下就锌合金压铸件三个典型案例作有效应对分析。 二、压铸模具易被腐蚀 锌合金压铸模具是在415-430℃合金熔液下注入型腔工作状态,型腔的工作恒温最佳为160-180℃,局部高温易造成产品的缩孔、气孔、内藏气泡,模具受到热冲击而产生腐蚀。 因此,模具的先材、热处理、浇口、流道、排气、溢流槽和运水的合理性设计极为重要。分析问题首先从模具的设计开始,流道与浇口的设置流速太快,会引起模具高温冲蚀;充型放射距离太远,会使充型终端区域产生水纹和气孔。流道与浇口的配合,需根据产品的厚薄、形状和复杂程度选择,而模具的温度平衡控制,依据入水的位置、产品厚度的部位的冷却和恒温来决定开设冷却水的位置。 总之,引起模具快速腐蚀的主要原因与浇口的速度、流向的设计与冷却水道的布置有密切关系,克服模具腐蚀,延长模具的使用寿命,需做到以下几点: (1) 模具的型芯材料的优良先择 (2) 型芯的热处理质量 (3) 浇道与浇口的正确设计和设置 (4) 避免高湿困气 (5) 冷却水道的合理开设,具有可控性 (6) 浇道充型、凝固设计合理 (7) 压铸工艺的参数设定和优化 (8) 合金熔液温度的控制 下面以手机外壳模具腐蚀分析作为案例一进行说明。 (1) 产品:手机电池壳 1)材料:Zamak 3 2)重量:35g 3)壁厚:1.2mm
电镀锌:就是利用电解,在制件表面形成均匀、致密、结合良好的金属或合金沉积层的过程。 与其他金属相比,锌是相对便宜而又易镀覆的一种金属,属低值防蚀电镀层,被广泛用于保护钢铁件,特别是防止大气腐蚀,并用于装饰。镀覆技术包括槽镀(或挂镀)、滚镀(适合小零件)、自动镀和连续镀(适合线材、带材)。 二、电镀锌分类 目前,国内按电镀溶液分类,可分为四大类: 1.氰化物镀锌 由于(CN)属剧毒,所以环境保护对电镀锌中使用氰化物提出了严格限制,不断促进减少氰化物和取代氰化物电镀锌镀液体系的发展,要求使用低氰(微氰)电镀液。 采用此工艺电镀后,产品质量好,特别是彩镀,经钝化后色彩保持好。 2.锌酸盐镀锌 此工艺是由氰化物镀锌演化而来的。目前国内形成两大派系,分别为:a) 武汉材保所的“DPE”系列;b) 广电所的“DE”系列。两者都属于碱性添加剂的锌酸盐镀锌,PH值为12.5~13。 采用此工艺,镀层晶格结构为柱状,耐腐蚀性好,适合彩色镀锌。 注意:产品出槽后—>水洗—>出光(硝酸+盐酸) —>水洗—>钝化—>水洗—>水洗—>烫干—>烘干—>老化处理(烘箱内80~90℃。 3.氯化物镀锌 此工艺在电镀行业应用比较广泛,所占比例高达40%。 钝化后(兰白)可以锌代铬(与镀铬相媲美),特别是在外加水溶性清漆后,外行人是很难辩认出是镀锌还是镀铬的。 此工艺适合于白色钝化(兰白,银白)。 4.硫酸盐镀锌 此工艺适合于连续镀(线材、带材、简单、粗大型零、部件),成本低廉。 三、电镀锌工艺 1.电镀锌工艺流程 以镀锌铁合金为例,工艺流程如下: 化学除油→热水洗→水洗→电解除油→热水洗→水洗→强腐蚀→水洗→电镀锌铁合金→水洗→水洗→出光→钝化→水洗→干燥。 2.电镀锌镀液配制 镀液的配制(以lL为例): (1)在镀槽内先加入1/3体积的纯净水; (2)用1/3的纯水溶解氢氧化钠(溶解时会发热,必须小心); (3)用少量的水将氧化锌调成糊状,然后加入较多的纯水,充分搅拌。将搅拌好的氧化锌慢慢加入到溶解好的氢氧化钠溶液中,边加边搅拌,使其充分络合后加入到镀槽中; (4)当镀液温度降至30~C以下后,加入85g的Baser,充分搅拌; (5)将15mL BaseF溶解在15g BaseR中,然后将其混合物加入镀槽;
各种农药特点 杀虫剂 甲维盐 比阿维菌素杀虫、杀螨、杀线虫活性提高了10-100倍,杀虫谱变宽;胃毒作用为主兼有触杀作用;害虫发生不可逆转麻痹,停止进食,2-4天后才能死亡,杀虫速度较慢;持效期长,害虫为10-15天,螨为15-25天。对作物无内吸性能,但能渗入表皮组织;对鳞翅目害虫、螨类,鞘翅目及同翅目害虫,蓟马类有极高活性,且不易使害虫产生抗药性;在土壤中易降解;在保护地或者10倍于推荐使用剂量下对所有作物高度安全;在10天以上又出现第二个杀虫高峰; 吡虫啉 烟碱类;触杀、胃毒和内吸;害虫麻痹死亡;速效性好,1天即有较高的防效,残留期长达25天左右;温度高杀虫效果好;刺吸式口器害虫;易被作物吸收,并向顶分配,有根吸作用; 虫酰肼 促进鳞翅目幼虫蜕皮;与其他抑制幼虫蜕皮的作用机理相反;对高龄和低龄的幼虫均有效; 6~8小时就停止取食(胃毒作用),比蜕皮抑制剂的作用更迅速,3~4天后开始死亡;无药害,对作物安全,无残留药斑; 马拉硫磷 气温低时毒力下降,可适当提高施药量或用药浓度;咀嚼式口器和刺吸式口器害虫;触杀和胃毒作用,一定的熏蒸和渗透作用;对害虫击倒力强,高温时效果好;残效期短;对高粱、瓜豆类和梨、葡萄、樱桃等一些品种易发生药害,应慎用;采果前10天停用。 灭幼脲 初龄幼虫期用药,虫龄越大,防效越差。;抑制几丁质合成;胃毒作用,能侵入昆虫和卵的表皮发生作用,但无内吸作用;在植物叶背面喷药;药效期长达30天以上,耐雨水冲刷;对天敌安全,对鳞翅目及蚊蝇幼虫活性高;药后3天开始死亡,5天达死亡高峰;对成虫无效; 喹硫磷 杀虫、杀螨作用,具有胃毒和触杀作用,无内吸和熏蒸性能;有良好的渗透性,有一定杀卵作用,在植物上降解速度快,残效期短;防除咀嚼和吮吸害虫效果良好
本文摘自再生资源回收-变宝网(https://www.doczj.com/doc/368715496.html,)锌合金生产的注意事项及缺陷原因分析 锌合金是以锌为基础加入其他元素组成的合金。常加的合金元素有铝、铜、镁、镉、铅、钛等低温锌合金。锌合金熔点低,流动性好,易熔焊,钎焊和塑性加工,在大气中耐腐蚀,残废料便于回收和重熔;但蠕变强度低,易发生自然时效引起尺寸变化。熔融法制备,压铸或压力加工成材。按制造工艺可分为铸造锌合金和变形锌合金。 在生产锌合金的过程中应注意以下五方面的事项: 1、控制合金成分从采购合金锭开始,合金锭必须是以特高纯度锌为基础,加上特高纯度铝、镁、铜配制成的合金锭,供应厂有严格的成分标准。优质的锌合金料是生产优质铸件的保证。 2、采购回来合金锭要保证有清洁、干燥的堆放区,以避免长时间暴露在潮湿中而出现白锈,或被工厂脏物污染而增加渣的产生,也增加金属损耗。清洁的工厂环境对合金成分的有效控制是很有作用的。 3、新料与水口等回炉料配比,回炉料不要超过50%,一般新料:旧料=70:30。连续的重熔合金中铝和镁逐渐减少。 4、水口料重熔时,一定要严格控制重熔温度不要超过420℃,以避免铝和镁的损耗。 5、有条件的压铸厂最好采用集中熔炉熔化锌合金,使合金锭与回炉料均匀配比,熔剂可更有效使用,使合金成分及温度保持均匀稳定。电镀废品、细屑应单独熔炉。
锌合金常应用于各种装饰方面,如家具配件、建筑装饰、浴室配件、灯饰零件、玩具、领带夹、皮带扣、各种金属饰扣等都广泛用到锌合金压铸件,这也就要求其铸件表面的质量要高,并需具有良好的表面处理性能。而锌合金压铸件最常见的缺陷是表面起泡。 缺陷表征:压铸件表面有突起小泡。主要表现为:压铸出来就发现,抛光或加工后显露出来,还有喷油或电镀后会出现。 产生原因: 1、孔洞引起:主要是气孔和收缩机制,气孔往往是圆形,而收缩多数是不规则形。 (1)气孔产生原因: ①金属液在充型、凝固过程中,由于气体侵入,导致铸件表面或内部产生孔洞。 ②涂料挥发出来的气体侵入。 ③合金液含气量过高,凝固时析出。当型腔中的气体、涂料挥发出的气体、合金凝固析出的气体,在模具排气不良时,最终留在铸件中形成的气孔。 (2)缩孔产生原因: ①金属液凝固过程中,由于体积缩小或最后凝固部位得不到金属液补缩,而产生缩孔。 ②厚薄不均的铸件或铸件局部过热,造成某一部位凝固慢,体积收缩时表面形成凹位。由于气孔和缩孔的存在,使压铸件在进行表面处理时,孔洞可能会进入水,当喷漆和电镀后进行烘烤时,孔洞内气体受热膨胀;或孔洞内水会变蒸气,体积膨胀,因而导致铸件表面起泡。
西瓜常用24种杀菌剂的特点及用途(19-24) 西瓜常用24种杀菌剂的特点及用途(19-24) 十九、恶霜锰锌(杀毒矾、杀菌矾、霜疫清1.作用特点:杀毒矾是由恶霜灵和代森锰锌两种化合物混合的复合化合物。恶霜灵属苯基酰胺类内吸杀菌剂,具有接触杀菌和内吸传导作用。其作用机制为抑制RNA聚合酶从而抑制了RNA的生物合成。恶霜灵的抗菌活性仅限于卵菌纲,与代森锰锌的混配有明显的增效作用,并扩大了杀菌谱,对由卵菌纲和霜霉日病菌引起的病害有特效。恶霜灵原药为无色无味结晶体,化学性质稳定,不挥发,不腐蚀容器,对水、光、热均稳定。对高等动物低毒,对鸟类、鱼类低毒。 制剂:64%、72%可湿性粉剂。 3.防治对象与使用技术:防治瓜类白粉病、霜霉病,在发病初期,以叶面喷雾为主,用64%可湿性粉剂500-600倍,每公顷每次用稀释药液750-1000千克,间隔7-10天喷施一次,共喷2-3次。防治疫病,则用400倍液在病发初期喷雾,隔7-10天喷施一次,共喷2-3次。 4.注意事项:①不要与碱性农药混用。②应密封在原包装容器中贮存。 二十、霜脲锰锌(克露、霜霸、克霜):霜脲锰锌主要成分:A.代森锰锌,B.霜脲氰。 1.作用特点:霜脲锰锌是由霜脲氰和代森锰锌混配而成,霜脲氰有内吸作用,其机理主要是阻止病原菌孢子萌发,对侵入寄主内的病
菌也有杀伤作用。代森锰锌具有较好的保护作用,两者混配,有预防和治疗作用,对于疫霉、壳二孢属、尾孢属等真菌性病害如疫霉病、霜霉病均具特效。对高等动物低毒,对有益动物及昆虫均毒性很低。 2.制剂:72%可湿性粉剂。 3.防治对象与使用技术:防治瓜类霜霉病、疫病,以叶面喷雾为主,施用浓度为600-800倍,每公顷每次用稀释药液750-1000千克,于病症初现时立即施第一次药,间隔7-10天喷施一次,共喷2-3次。 注定事项:①采收前7-14天停止使用。②提倡与其他杀菌剂轮换使用。③合理配制药液,先将药剂配成母液,然后加水按使用浓度配成所需药液,并及时用完。 二十一、霜霉威(普力克1.使用特点:霜霉威是一种新型高效、内吸性杀菌剂,可抑制病菌细胞膜的形成,减少孢子囊形成和游动孢子数量,从而达到防治病害的目的,对防治蔬菜、果树的霜霉病、疫病、猝倒病有优异的效果,适用于叶面喷雾和土壤处理,施用霜霉威之后同时具有促进作物生长的作用。对高等动物低毒。 2.制剂:72%盐酸盐可溶性水剂、72.2%水溶性液剂。 3.防治对象与使用技术:①防治瓜类秧苗的猝倒病和立枯病,可用霜霉威500倍药液,按每平方米喷药液量0.75千克喷施,整个育苗期喷施1-2次。②防治瓜类霜霉病、疫病在初发病时,用霜霉威600-1000倍液,隔7-10天一次,每公顷喷药液750-1125千克,共喷3-4次,可基本抑制病害的发生、发展,对施药区植株的生长
粗锌化学分析方法 第4部分:镉量的测定 火焰原子吸收光谱法 编制说明 1 任务来源 根据工业和信息化部“关于印发2016年第二批行业标准制修订计划项目的通知”(工信厅科函 [2016] 58号)的文件精神,以及全国有色金属标准化技术委员会“关于印发《粗锌化学分析方法》等26项标准任务落实会会议的通知”(有色标秘[2016]41号)及相关会议纪要的文件精神,《粗锌化学分析方法第4部分:锌量的测定火焰原子吸收光谱法》由北矿检测技术有限公司和昆明冶金研究院共同起草,韶关质量计量监督检测所、广州有色金属研究院、湖南有色金属研究院、河南豫光金铅股份有限公司、中金岭南韶关冶炼厂、国家再生有色金属橡塑检测中心、西北有色金属研究院等单位协助起草。项目计划编号:2016-0222T-YS,完成年限2018年。 2 工作过程 全国有色金属标准化技术委员会于2016年7月12日~14日在陕西宝鸡市组织召开了《粗锌化学分析方法》等26项标准任务落实会议,会议确定了标准制定的起草单位和参与验证单位,落实了标准计划项目的进度安排和分工。 全国有色金属标准化技术委员会于2017年5月18日~5月20日在广东韶关召开《粗锌化学分析方法》行业标准预审会议。会议对十一个分标准预审稿、实验报告及验证报告进行分析和讨论,并对此系列标准研究接下来的工作进行安排。 全国有色金属标准化技术委员会将于2018年3月13日~3月15日在云南曲靖召开《粗锌化学分析方法》行业标准审定会议。会议将对十一个分标准审定稿进行详细分析和讨论,完成文本格式及文字部分的修改,并将对此系列标准接下来的工作进行安排。 3 准编写原则和编写格式 本标准是根据GB/T1.1-2009《标准化工作导则第1部分:标准的结构和编写规则》和GB/T20001.4-2001《标准编写规则第4部分:化学分析方法》的要求进行编写的。 4 标准编写的目的和意义 镉和锌一同存在于自然界中,镉主要用于钢、铁、铜、黄铜和其他金属的电镀,对碱性物质的防腐蚀能力强。镉的化合物还大量用于生产颜料和荧光粉。粗锌是火法冶炼过程的中间产品,目前国内许多冶炼厂都有这种产品。由于考虑到进一步精炼的成本,或者精炼技术所限制,部分冶炼厂不再精炼,直接卖出粗锌。 经标准查新,目前国内尚无统一的粗锌化学分析方法,导致贸易时常有争议。因此制定相应的粗锌化学分析方法,对促进生产和指导贸易具有重要的意义。 5 国内外有关工作情况 镉的分析方法主要有火焰原子吸收光谱法、电感耦合等离子体原子发射光谱法、极谱法等。现行的测定锌的国家和行业标准主要有:GB/T 12689.3-2004《锌及锌合金化学分析方法第3部分:镉量的测定火焰原子吸收光谱法》、GB/T 8151.8-2012《锌精矿化学分析方法第8部分:镉量的测定火焰原子吸收光谱法》、GB/T 8151.20-2012《锌精矿化学分析方法第20部分:铜、铅、铁、砷、镉、锑、钙、镁量的测定电感耦合等离子体原子发射光
Palladium Analytical Method Validation Report 钯元素测定分析法验证报告Effective Day 生效日期:
TABLE OF CONTENTS 目录 1PURPOSE 目的 (3) 2SCOPE 围 (3) 3RESPONSIBILITIES^ (3) 4ABBREVIATIONS 缩略语 (3) 5REGULATIONS AND GUIDELINES 法规和指南 (4) 6REFERENCE DOCUMENTS 参考文件 (4) 7CONFIRMATION PREREQUISITES先决条件确认 (4) 8CONFIRM THE TEST RESULT确认检测结果汇总 (5) 9DEVIATION HANDING 偏差处理总结 (8) 10SUMMARY AND CONCLUSION 总结与结论 (8) 11ADVICE (IF ANY) 建议(如有) (8) 12ATTACHMENT LIST附件清单 (8)
1Purpose 目的 本验证报告的目的是通过记录在案的测试,证明原子吸收分光光度法适用于 原料药(API)中钯元素残留进行定量分析。证明此法适用于盐酸伐昔洛韦钯元素含量检测;6.00ppm 的限度本法可以检出。 2Scope 围 本验证报告适用于盐酸伐昔洛韦中钯元素测定分析法的验证。 3Responsibilities 职责 3.1验证委员会负责验证文件的审批。负责验证的协调工作,以保证本确认文件规定项目的 顺利实施。负责验证数据及结果的审核。 3.2质量管理部负责审核验证文件、及数据的最后确认。负责各种取样验证工作。 负责拟订验证文件。负责验证文件相关确认活动的实施。 3.3生产部负责建立设备档案。负责仪器、仪表的校正。 4Abbreviations 缩略语下面表格中规定了本案中使用的缩略语: 5Regulations and Guidelines 法规和指南 为编写本案,参考了以下法规和指南。 5.1法规 食品药品监督管理总局(CFDA ),中国,药品生产质量管理规(2010 年修订),
第一章锌合金概述 1.1锌的基本性能和用途 锌属于重有色金属,密度7.14g/cm3,熔点419.5℃,沸点906℃。锌为六方晶格,无同素异构转变。纯锌具有一定的强度(σb150MPa)、硬度高、塑性低。 锌是一种用途十分广泛的有色金属。多年来,广泛用于钢材镀锌防腐、电池锌皮、印刷制板。另外,还是黄铜、某些锡青铜、铝-锌合金等的主要合金化元素之一。 1.2锌合金及分类 纯锌由于性能差,作为工程结构材料使用受到限制。在锌中加入其它合金化元素可改善和提高锌的性能。 锌基合金按主要添加元素可分为Zn-Al系合金、Zn-Cu-Ti系合金[1-6]。另外还有其他类型的锌基合金,但使用不广泛。Zn-Al系合金中一般加入Cu、Mg、Cr、Si等形成多元合金化的锌合金。根据铝含量的不同,Zn-Al系合金可分为亚共晶(<5.1%Al)、共晶(5.1%Al)和过共晶(〉5.1%Al)。根据加工方法和用途可分为,传统的亚共晶Zn-Al系压铸锌合金,重力铸造合金和共析基(22%Al)超塑性变形锌合金、防震用锌合金、模具用锌合金和高强度抗蠕变性能的锌合金。 1.3铸造锌合金的发展历史
自从人们发现锌以来[6],直到二十世纪初期锌合金才首次得到发展。研制的锌合金用于印刷活字、压铸以代替锡和铅合金,因为锡合金较昂贵,而后者又缺乏强度。在这方面,应用最早的合金之一其成分6%Sn、5%Cu、0.5% Al,其余为Zn。 早期的锌合金性能较差,在潮湿的环境中,易开裂瓦解,发现这些早期的锌合金易产生晶间腐蚀和老化,致使机械性能降低,产生剥落、膨胀、变形,引起尺寸不稳定,1922年新泽西锌业公司(New Jersey Zinc Company)的研究表明,晶间腐蚀是由于杂质Pb、Sn、Cd等引起的,而老化是由于较高的Cu含量造成的。由于这些早期的不良特性,许多冶金学家没有认识到锌及其合金由于极好的性能而成为富有生命力的工程材料。 自从发现锌的晶间腐蚀的原因之后,发现利用高纯锌添加镁可中和杂质的影响。因此随着高纯锌的发展,1929年在欧洲开始了锌合金压铸件的生产[6],在这之前,由于锌的纯度低,压铸未能成功。在1930~1940年间,先后研制和推广了压铸合金Zamak3和Zamak5(通常称为No.3和No.5,Zamak为注册商标)[6],并且在汽车工业中应用成功,从而使锌合金得到进一步发展。在1942年,英国将压铸锌合金列入BS1004标准[7,8]。至今所用的传统的压铸锌合金与Zamak 合金大致相同。
通用五金电镀槽液各成份含量分析方法
目录 免责声明 (5) 检测镀液所需的试剂及仪器 (6) 一、钯活化剂分析方法 (10) 二、粗化镀液分析方法 (11) 三、硫酸铜镀液分析方法 (12) 四、焦磷酸铜镀液分析方法 (13) 五、碱铜镀液分析方法 (14) 六、氰化铜锌合金镀液分析方法 (16) 七、镍镀液分析方法 (17) 八、装饰铬镀液分析方法 (18) 附件1常用指示剂及试剂的配制方法 (19) 附件2 (19) 附件3实验室平面效果图 (20)
免责声明 本作业指导书是基于本人个人的能力和知识而编制,因此本作业指导书仅代表我个人在这方面的建议;由于样品检测方法的多样性且方法的选择要根据现场客观条件所确定。因此本作业指导书只提供信息,不作样品检测的唯一操作指引。
检测镀液所需的试剂及仪器 1、分析钯活化剂需要的试剂及仪器 名称规格数量备注 试剂及标准液 浓硝酸 浓盐酸 淀粉指示剂配制方法见附件1甲基橙指示剂配制方法见附件1碘标液(I2)0.05ml/L 氢氧化钠标液(NaOH)0.1mol/L 仪器及设备 移液管1ml1支 移液管2ml1支 移液管5ml1支 碱式滴定管0-50ml白色1支 酸式滴定管0-50ml棕色1支碘标液使用滴定台2个 三角瓶250ml2个 AAS1台 2、分析粗化液所需要的试剂及仪器 名称规格数量备注 试剂及标准液 氟化氢铵15g/L 1:1盐酸溶液(HCl)1:1 碘化钾溶液(KI)10%配制方法见附件1氯化钡溶液(BaCl2)20%配制方法见附件1过氧化钠(Na2O2)分析纯 淀粉指示剂配制方法见附件1硫代硫酸钠标液(Na2S2O3)0.1mol/L 仪器及设备 移液管5ml1支移液管10ml1支容量瓶250ml1个碱式滴定管0-50ml白色1支滴定台1个三角瓶250ml2个硫酸快速测定仪1台
上海旭东压铸技术咨询培训资料 压铸工艺参数 一、压铸工艺流程图示 2,压铸模安装 17,终检验 5,涂料配制
上海旭东压铸技术咨询培训资料压铸工艺参数 二、压射压力 注:t1 金属液在压室中未承受压力的时间;P1为一级(慢速)t2 金属液于压室中在压射冲头的作用下,通过内浇口充填型腔的时间;P2为二级(快速) t3 充填刚刚结束时的舜间;P3为三级(增压) t4 最终静压力;P4为补充压实铸件 4P y P b= Лd2 式中:P b 比压(Mpa); Py 机器的压射力(N); (压射力=压射缸直径×蓄压器压射时间最小压力) d 压室(冲头)直径(MM) 选择比压考虑的的主要因素 上海旭东压铸技术咨询培训资料压铸工艺参数
比压 因素选择条件 高低 壁厚薄壁厚壁压铸件结构形状复杂简单 工艺性差些好些 结晶温度范围大小压铸合金特性流动性差好 密度大小 比强度大小 阻力大小浇注系统散热速度快慢 公布合理不太合理排溢系统截面积大小 内浇口速度快慢 温度合金与压铸模具温度大小 ●压铸各种合金常用比压表(Mpa) 铸件壁厚≤3(mm) 铸件壁厚>3(mm)合金结构简单结构复杂结构简单结构复杂 锌合金20-30 30-40 40-50 50-60 铝硅、铝铜合金25-35 35-45 45-60 60-70 铝、镁合金30-40 40-50 50-65 65-75 镁合金30-40 40-50 50-65 65-80 铜合金40-50 50-60 60-70 70-80 ●压力损失折算系数K 直浇道导入口截面F1, K值与内浇铸口截面F2之比>1 =1 <1 立式冷室压铸机 0.66-0.70 0.72-0.74 0.76-0.78 卧式冷室压铸机0.88
常见杀菌剂特性总结 代森锌 广谱;霜霉病菌、晚疫病菌及炭疽病菌等;发病初期用药,持效期 较短;瓜类猝倒病、立枯病、角斑病、枯萎病、炭疽病、霜霉病等多种 病害; 代森锰锌 瓜类的炭疽病、疫病、霜霉病、叶斑病、黑点病等;高温避免用药;雨后不必补喷; 甲基硫菌灵 广谱;保护和治疗;灰霉病、白粉病、炭疽病、褐斑病、叶霉病等;灌根,防治枯萎病;可与石硫合剂等碱性农药混用,但不能与含铜制剂 混用,或前后紧接使用,也不能长期单独使用;收获前14天停止使用;
甘薯、桃;水稻于幼穗形成期至孕穗期喷雾可防治稻瘟病、纹枯病等; 油菜在盛花期喷雾可防治菌核病;大豆结荚期喷雾防治灰斑病; 百菌清 广谱;具预防作用,没有内吸传导作用;不易受雨水冲刷,残效期长;番茄、蘑菇、草莓、茶树、桃、烟草,对某些苹果、葡萄品种有药害;防洽马铃薯晚疫病、早疫病及灰霉病在封行前;防治葡萄炭疽病、 白粉病、果腐病在开花后2周开始喷药;防治桃褐腐病、疮痂病在孕蕾 阶段和落花时,祧穿孔病通常在落花时;防治草莓灰霉病、叶枯病、叶 焦病及白粉病通常在开花初期、中期及未期各喷药1次; 甲霜灵 具上下传导,保护和治疗;残效期10~14天;瓜类霜霉菌、疫霉菌 和腐霉菌; 多菌灵 广谱,保护和治疗;对许多子囊菌和半知菌都有效,防治瓜类枯萎病、蔓枯病、炭疽病、白粉病、霜霉病,叶斑病等;桃、烟草、番茄; 麦类在始花期喷雾防治赤霉病;幼穗形成期至孕穗期喷药可防治纹枯病; 腐霉利 保护和治疗;持效期长,且能阻止病斑发展;叶、根内吸;对葡萄 孢属和核盘菌属所引起的病害有特效,如在高湿低温条件下发生的灰霉病、菌核病和对甲基托布津、多菌灵具抗性的病原菌有特效;不宜与有 机磷农药混配;在幼苗、弱苗、高温、高湿条件下喷洒,要注意施药浓度,避免药害产生;草莓、桃和樱桃;
铸造(casting) 铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。铸造毛坯因近乎成形,而达到免机械加工或少量加工的目的降低了成本并在一定程度上减少了时间.铸造是现代制造工业的基础工艺之一。把金属材料做成所需制品的工艺方法很多,如铸造、锻造、挤压、轧制、拉延、冲压、切削、粉末冶金等等。其中,铸造是最基本、最常用的工艺。 铸造种类很多,按造型方法习惯上分为: ①普通砂型铸造,包括湿砂型、干砂型和化学硬化砂型3类。 ②特种铸造,按造型材料又可分为以天然矿产砂石为主要造型材料的特种铸造(如熔模铸造、泥型铸造、铸造车间壳型铸造、负压铸造、实型铸造、陶瓷型铸造等)和以金属为主要铸型材料的特种铸造(如金属型铸造、压力铸造、连续铸造、低压铸造、离心铸造等)两类。 铸造可按铸件的材料分为: 黑色金属铸造(包括铸铁、铸钢)和有色金属铸造(包括铝合金、铜合金、锌合金、镁合金等) 铸造有可按铸型的材料分为: 砂型铸造和金属型铸造。 按照金属液的浇注工艺可分为: 1、重力铸造:指金属液在地球重力作用下注入铸型的工艺,也称浇铸。广义的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造、消失模铸造,泥模铸造等;窄义的重力铸造专指金属型浇铸。 2、压力铸造是指金属液在其他外力(不含重力)作用下注入铸型的工艺,按照压力的大小,又分为高压铸造(压铸)和低压铸造。
补充知识: 1、精密铸造是相对于传统的铸造工艺而言的一种铸造方法。它能获得相对准确地形状和较高的铸造精度。较普遍的做法是:首先做出所需毛坯(可 留余量非常小或者不留余量)的电极,然后用电极腐蚀模具体,形成空腔。再用浇铸的方法铸蜡,获得原始的蜡模。在蜡模上一层层刷上耐高温的液体砂料。待获得足够的厚度之后晾干,再加温,使内部的蜡模溶化掉,获得与所需毛坯一致的型腔。再在型腔里浇铸铁水,固化之后将外壳剥掉,就能获得精密制造的成品 2、选择铸造方式时应考虑:a.优先采用砂型铸造b.铸造方法应和生产批量相适 3、c.造型方法应适合工厂条件d.要兼顾铸件的精度要求和成 4、金属材料的力学性能主要指:强度、刚度、硬度、塑性、韧性等。