精冲概数
1、何谓精冲
精冲—是精密冲裁的简称。
精冲是在普冲的基础上,发展起来的一种精密冲压加工工艺。它虽然与普冲同属于分离工艺,但是包含有特殊工艺参数的加工方法。由它生产的零件也具有不同的质量特征。特别是在精冲与冷成型(如弯曲、拉深、翻边、镦挤、压沉孔、半冲孔和挤压等)加工工艺相结合后,精冲零件已有可能在许多领域(如汽车、摩托车、电子工业等),取代以前由普冲、机加工、锻造、铸造和粉末冶金加工的零件,因而发挥其巨大的技术优势和经济效益。
2、精冲分类
各种不同的精冲方法,按其工艺方式,主要分类如下:
3、精冲工艺原理
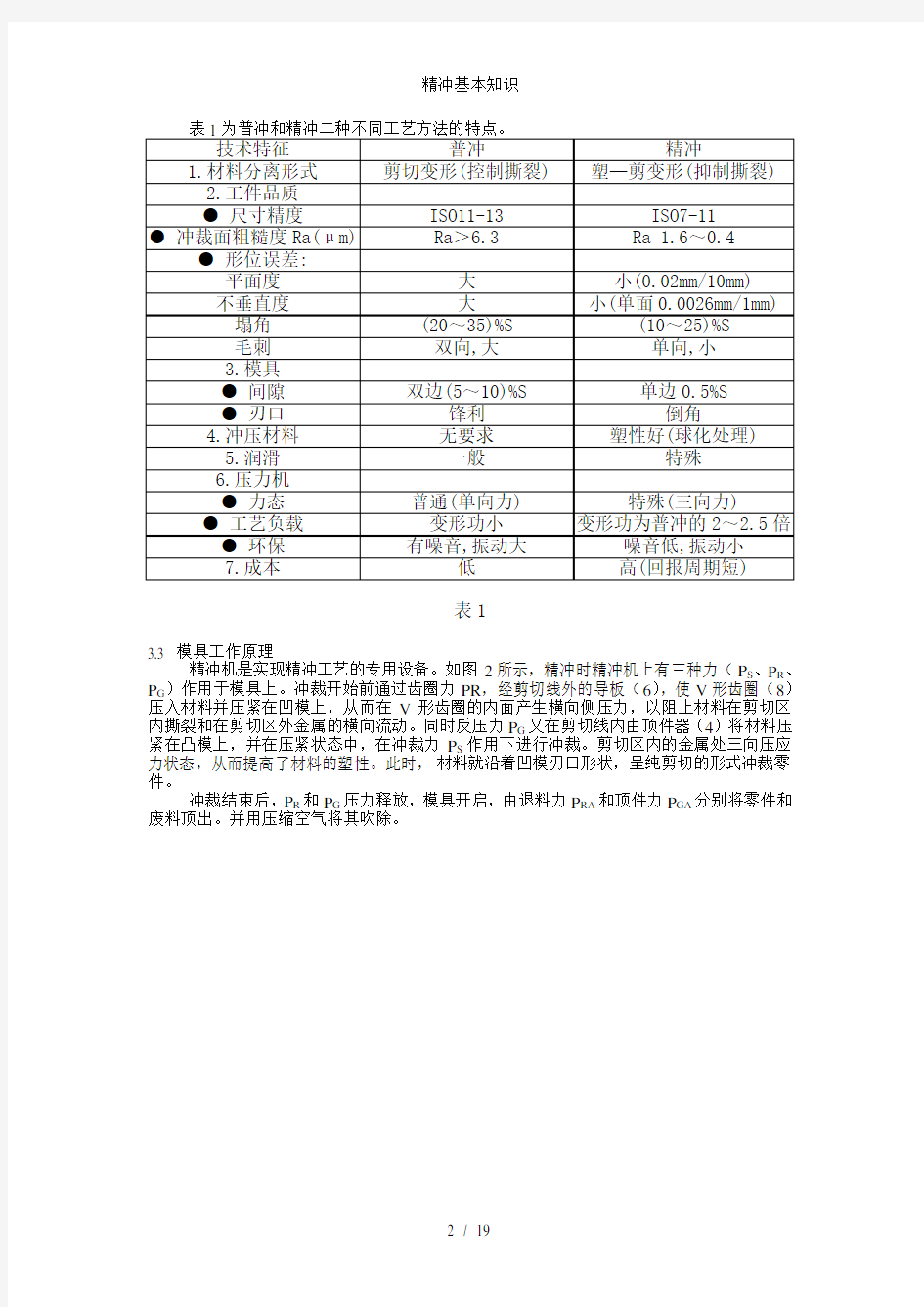
3.1 普冲与精冲的区别
我们常说的精冲,不是一般意义上的精冲(如整修、光洁冲裁和高速冲裁等),而是强力压板精冲(见图1)。P R-齿圈力、P S-冲裁力、P G -反压力。
强力压板精冲的基本原理是在专用(三向力)压力机上,借助特殊结构模具,在强力作用下,使材料产生塑性—剪切变形,从而得到优质精冲件。
3.2 精冲工艺特点
表1
3.3 模具工作原理
精冲机是实现精冲工艺的专用设备。如图2所示,精冲时精冲机上有三种力(P S、P R、P G)作用于模具上。冲裁开始前通过齿圈力PR,经剪切线外的导板(6),使V形齿圈(8)压入材料并压紧在凹模上,从而在V形齿圈的内面产生横向侧压力,以阻止材料在剪切区内撕裂和在剪切区外金属的横向流动。同时反压力P G又在剪切线内由顶件器(4)将材料压紧在凸模上,并在压紧状态中,在冲裁力P S作用下进行冲裁。剪切区内的金属处三向压应力状态,从而提高了材料的塑性。此时,材料就沿着凹模刃口形状,呈纯剪切的形式冲裁零件。
冲裁结束后,P R和P G压力释放,模具开启,由退料力P RA和顶件力P GA分别将零件和废料顶出。并用压缩空气将其吹除。
1.凸模;
2.凹模;
3.内形凸模;
4.顶件器;
5.顶杆;
6.导板;
7.压板;
8.齿圈;
9.精冲材料;
10.精冲零件; 11.内形废料;
P S—冲裁力; P R—齿圈力; P G—反压力;P RA—卸料力; P GA—顶件力; S P—冲裁间隙
3.4、精冲工作过程(见图3)
a)模具开启,送入材料;
b)模具闭合,在刃口(冲裁线)内外的材料利用齿圈力和反压力压紧;
c)用冲裁力P S冲裁材料,压紧力P R和P G全过程有效压紧;
d)滑块行程结束,冲件在凹模内,内孔废料冲入落料凸模中;
e)齿圈力P R和反压力P G卸除,模具开启;
f)在施加齿圈力的位置,此时作用为:顶出内孔废料和卸除冲压搭边的卸料力P RA;
g)在施加反压力的位置,此时作用为:从凹模中顶冲件的顶件力P GA。材料开始送进;
h)吹卸或清除精冲件和内孔废料。材料送进完成。
PR—齿圈力P G—反压力P S—冲裁力P RA—卸料力P GA—顶件力
1—压板2—凹模3—冲裁(落料)凸模4—顶件器5—精冲材料6—精冲零件7—冲内孔废料
精冲模设计简介
有关精冲模设计,已经在出版的“简明精冲手册”以及国内外有关的技术文献中都有详细介绍。
这里仅仅是一个设计提纲供大家参考。让我们互相学习,共同交流,为精冲技术的发展而努力。下面仅以固定凸模式模具为例,说明在设计各主要元件,应注意的问题。
1、精冲机吨位选择
精冲件所需总压力:
FT=FS+FG+FR
FS—冲裁力,FG—反顶力FR—齿圈力
但当前随着新产品不断日新月异,生产技术要求精冲件有很多压印或挤压工艺,如何考虑压印或挤压力。
一般,挤压压力与挤压面积、挤压深度和材料变形程度等因素有关。
挤压力经验公式
FP=A×f×Rm×(1+hp/s)
A—压印的投形面积
f—抗拉强度系数
Rm—抗拉强度
hp—压印深度
S—材料厚度
在使用上述公式计算挤压力FP时发现,当材料的变形程度>20%时,所得挤压力与实际所需相差很大。如图所示,直径26mm,料厚7mm,挤压深度3.5mm材料AiSiC1008时。
其计算值为:
F P≈40T
而实际挤压力F P≈110T
因此,当有挤压工序的工件,在考虑所需挤压力时,根据材料的相对变形程度,(当∑>20%时),对该公式作必要的修正。
F P=A×F×E×R M×(1+H P S)
E—相对变形程度E的系数。2、精冲模架选择
在工作中固定凸模式模架有双导柱和四导柱两种模架。
2.1 双导柱模架选择
2.1.1 工件几何形状为全对称,或变曲对称。
2.1.2 工件有效工作直径在50~60的范围内。
2.1.3 材料厚度至8MM以下。
2.1.4 各限之间偏裁不大于25%的非对称件。
2.1.5 工件为板小件,工步以2—3步的连续模
2.2 四导柱模架选择
除采用双导柱模架条件以外的情况均采用四导柱模架。
至于凹模板,固定板,齿圈板,垫板等零件都已标准化。凸模也有固定的形式。3、传力杆传力杆至精冲模中的作用是传递各项压力,必要时需进行许可页截计算。
P=F D
P—传力杆许可页荷
D—传力杆直径
—单位面积上的许可截
3.1 下传力杆
3.1.1 下传力分布
下传力捍的分布,应以最大可能达到对称,均衡要求。
3.1.2 下传力杆直径,在顶件的空间允许的情况下直径越来越好,不宜采用,直径3MM的顶杆。如果此处必须设置顶杆,应作技术处理(如异形杆)。
3.1.3 由于FELNTOOL、SCHMID,精冲模架结构的特点,采用该模架,设计挤压工件时,必须设计支承杆(见图2),支承杆的放置,应在挤压位置的中心。以保证挤压厚度尺寸的精度。
3.2 上传力杆
3.2.1 上传力杆分布
上传力杆的分布,同样应以对称,均衡原则进行布置。
3.2.2 上传力杆直径力求相同
3.2.3 上传力杆的位置,尽可以地接近主凸模外廓,其距离为1~2。
3.2.4 上支承杆设计同下传力杆要求一样。4、平衡杆
在连续模冲裁过程中,一般情况下各工步向下移动的行程高度是不同的,各外传力杆下移高度也不同。
由此造成承压圈内的承压块受力不均,承压块产生倾斜。另外第一次冲裁时,使齿圈板受力不均,造成小凸模断裂。故至连续模中平衡杆的设立是不可缺少的。
4.1 平衡杆设计
平衡杆应对称分布一般可采用2根,当工件步距较大或多工位连续模应采用4根平衡杆。它的位置应在条料宽度以外,一般最小距离为2MM,有挤压工步的最小距离为5MM。
4.2 平衡杆高度4H(见图3)
4H=(V U+S-F)
V U—顶件的凹模平面尺寸
S—条料最小厚度
F—系数(见简明精冲手册)
4.2下平衡杆结构
结构形式见图3 5、闭锁销
至连续模冲裁过程中,有较大的模向力,为防止上下偏移,保证凸,凹模间隙,闭锁销的设计,也是不可缺少的。
5.1 闭锁销的设计
一般情况下采用对称均匀分布。放置在条料两侧,但当闭锁销挡体工件或废料排出时,也可将它设计在条料一侧(即操作员侧)
5.2 闭锁销有效长度L2(见图4)
L2=S+10+×+Y
S—条料厚度X Y—闭锁销侧角尺寸6、平衡块(或齿圈保护)
连续模在条料的开头或末尾,为使齿圈板不致倾斜,必须设置平衡块。在有齿圈时,它同时可以防止齿圈与凹模或上,下齿圈在合模时相撞,造成损坏。(见图5)
6.1 平衡块高度Amax
平衡块为一组四件,其形状可作成元柱形或方柱形。设置成对称分布。
Amax=Smin-(0.002-0.005)
Smin—材料最小厚度
6.2 平衡块高度AMAX的控制
由公式可知,Amax一定要比条料最小厚度小。
由于每批条料的厚度变化,平衡块高度(Amax)至试模时往往需要修磨,以达到上述要求。为了拆装方便应将平衡块的紧固螺钉,设计在齿圈板下方,以便试模时,在机床上好装卸。
7、异正销
7.1 异正销设计
异正销直径的大小与冲裁料厚有关,异正销的配合。
D2×5,Dmin=5mm
S—料厚
7.2 异正销的凸模与凹模冲裁间隙
异正销的孔无需精冲,在冲其孔时其间隙值可取普通冲裁,双向间隙选取:
Z=2(0.01S)
7.3 异正销配合孔外倒角
由于异正销孔的冲裁使用普通间隙,这时产生的毛刺很多,至连续冲裁中毛刺被压平,往往卡在异正销上,出现退料困难,的条料会被拉弯。为了毛刺不被挤压,异正销配合孔端应倒角。8、导料销
材料异料销的配合要求(见图7)
这里需要提示:材料异料销与齿圈板配合精度不可忽视,间隙超过0.2mm以来,条料在送料时会产生很大的偏斜,搭边变化很大,造成工件局部断面质量恶化。9、弹簧顶销
弹簧顶销是用来消除工件在顶件上的附作力,以便用压缩空气吹出工件。因其作用在图纸上反映不明显,绘图时往往被遗漏,所以在绘制总图时,就在确定位置上首先注上标记,等待以后细化10、精冲间隙值
一般精冲技术文献都标明精冲间单边隙值S P均为0.5%S
笔者认为这个0.5与间隙值,是在精冲压力机、精冲模制造精度,精冲材料的质量,生产中的润滑条件,操作员技术水平都很理想的状态下提出的。
一般企业很少能达到以上要求进行生产,0.5%S的间隙值在实际使用中,反而容易产生凸模与凹模,局部快速磨损,不利提高模具使用寿命。
现将黑色金属精冲间隙值推荐为下:
S=1.35~1.5 S P=0.7%S
S=1.5~3.8 S P=0.8%~1.3%S
S=3.8~8 S P=0.8%~1.4%S
总之,设计精冲模除以上叙述各元件的注意事项外,还应考虑以下几点:
1)模具零件加工工艺性
2)模具零件检测方法
3)模具装配,试模可行性
4)模具主要元件、凸模、凹模的可靠性
5)模具安装和维修
6)模具运输中安全
精冲零件
1.精冲零件的工艺性
精冲零件的工艺性,主要指保证零件的技术和使用要求,并在一定的批生产条件下,在制造上应最简单、最经济。而影响它的主要因素有:
(1)零件结构的工艺性;
(2)零件尺寸公差和形位公差;
(3)材料性能和厚度;
(4)冲裁面质量;
(5)模具设计、制造质量及寿命;
(6)精冲机的选择等。
精冲零件结构的工艺性,是指构成零件几何形状的结构单元,它包括:最小圆角半径、孔径、壁厚、环宽、槽宽、冲齿模数等的确定尤为重要。
图1所示,可供选择精冲零件结构参数的极限值。它们都小于普冲零件。这是由精冲原理决定的。然而,合理的零件结构参数,有利于提高产品质量,降低生产成本。
2.精冲零件的难度等级
根据零件几何形状及其结构单元,在图1各图中划分为S1、S2和S3三级。
S1—简单的,适于精冲材料抗剪强度K s=700N/mm2
S2—中等的,适于精冲材料抗剪强度K s=530N/mm2
S3—复杂的,适于精冲材料抗剪强度K s=430N/mm2
在S3以下的范围,不适宜精冲,或者要采用特别措施。使用S3的范围时,其条件是冲裁元件要用高速钢制造,且精冲材料抗拉强度δb≤600 N/mm2(抗剪强度K s≤430N/mm2)。
例:图1中开关凸轮,材料为C r15(球化),K s=420N/mm2,确定其难度等级。
·孔径 d=4.1mm S1
·搭边 b=3.5mm S3
·齿模数 m=2.25mm S2
·圆角半径 R a=0.75mm S1/S2
此零件最大难度是搭边b,故总难度为S3,可以精冲。
3.精冲零件的技术要求
3.1 尺寸公差
精冲零件的尺寸公差,取决于:零件形状、模具制造质量、材料厚度及性能、润滑剂和压力机调整等因素。可由表1中选取。
3.2 平面度公差
精冲零件的平面度是指零件平面的挠度(见图2),其值为:
f=h-s
由于精冲材料是在压紧状态下进行的,故精冲件具有较好的平面度。而这种平面度随零件尺寸、形状、材料厚度及机械性能等不同而有所差别。
一般来说,厚料比薄料零件平直;低强度材料比高强度材料平直;压边力大比压边力小的平直。在凸模侧的材料表面总是中凹的,凹模侧总是中凸的。但如果零件还需要压印、压痕、切口、弯形等工序或用连续模冲裁,由于在零件上产生局部的变形或冲裁方向不同,致使平面度有较大的波动范围。但无论如何,精冲件总是要比普通冲压件的平面度好的多。图3是在100mm距离上测定的一般直线度。
图1 精冲零件几何单元及难度等级
A—孔径;B—槽宽、搭边;C—齿模数;D—圆角半径。
料厚S(mm)
抗拉强度600N/mm2
内形J 外形A 孔距X
ISO公差等级
0.5~1 6~7 7 7
1~2 7 7 7
2~3 7 7 7
3~4 7 8 7
4~5 7~8 8 8
5~6.3 8 9 8
6.3~8 8~9 9 8
8~10 9~10 10 8
10~12.5 9~10 10 9
12.5~16 10~11 10 9
3.3 垂直度公差
精冲零件的冲裁面与基面成一定的角度公差(倒锥),谓之不垂直度。它与料厚及其性能、冲裁刃口状态、模具刚度、压力机的调整等有关。一般料厚为1mm时,不垂直度为0.0026mm,若料厚为10mm,则毛刺侧比塌角大0.052mm。图4为料厚与不垂直度的关系。
图2 零件平面图
图3 平面度公差
图4 料厚与X值的关系
3.4 冲裁面质量
冲裁面是精冲零件质量高低的主要标志。它与材料种类、性能、金相组织、模具质量和刃口状况、润滑剂及压力机调整等因素有关。冲裁面的结构组成包括:光洁面、撕裂面、塌角面和毛刺面。冲裁面状况的表示方法和意义如图5所示,其质量特征表现为三个方面。
图5 冲裁面的表示方法
图中:S—材料厚度;h—断裂时,最小光洁面部分占材料厚度S的百分比(%);l—鱼鳞状断裂时,最小光洁面部分占材料厚度S的百分比(%);b—最大允许的鱼鳞状断裂宽度,b的总和不大于相关轮廓的10%;t—允许的断裂深度为1.5%S;e—毛刺高度(mm);c—塌
角宽度为30%S(最大);d—塌角深度为20%S(最大)(齿形件时为30%S);E—撕裂带的最大宽度。
(1)冲裁面粗糙度
冲裁面的光洁程度,在冲裁方向和沿周边便于不同位置是有差别的。即塌角侧优于毛刺侧。
冲裁面的粗糙度用算术平均值a R表示。其值一般R a=0.2~3.6,共分为六个等级(见表2),测量方向——垂直于冲裁方向;测量位置——在冲裁面的中部(见图6a)。冲裁面的粗糙度与材料抗拉强度的关系如图6b所示。
表2 冲裁面粗糙度
粗糙度等级 1 2 3 4 5 6 R a(μm)0.2 0.4 0.6(0.8) 2.4 3.4 3.8(3.6) 代号N4N5N6N7N8
图6 冲裁面粗糙度与抗拉强度的关系
(2)冲裁面完好率
精冲零件冲裁面完好率分为五个等级(见表3)。
冲裁面完好率
h l
100%S
100%S
90%S
100%S
90%S
75%S
75%S 50%S -- --
(3)冲裁面撕裂等级
精冲零件冲裁面撕裂等级分为四个级别(见表4)。
表4 冲裁面撕裂等级
E(mm)级别
0.3 0.6
1
2 1 2
3 4
(4)冲裁面质量的表示方法和意义
如图7所示为冲裁面质量特征的表示方法和意义。
示例:
图7 冲裁面长度表示实例
例中,冲裁面粗糙度R a=2.4μm;完好率h=90%S;l=75%S;撕裂级别为2。