UG实训报告
班级:11模具一班
姓名:学习学习
一、实训要求:
(1)应用PRO/E对零件进行分模设计获得成型零件(型芯、型腔,滑块等);
(2)(2)绘制型腔零件的二维零件图,按照工程图要求绘制:尺寸标注,形位公差,表面粗糙度,任务栏,图框等。
(3)将PRO/E中得到的3D零件另存为“*.STP”或"*.IGS"格式。(4)对该零件进行工艺路线规划,并应用UG实现其数控设置及模拟加工。
二、实训内容
本次实训所选实物为一塑料肥皂盒,通过proe软件设计出了三维造型、分模设计、工程图,以及应用UG软件对所得到的型腔模进行模拟数控加工,制定机械加工工艺路线,通过查询金属切削手册和机械加工工艺手册等书籍,计算并设置相关工艺参数,以达到模具零件的设计要求。
(一)、塑料件零件材料
肥皂盒结构简单且体积比较小,用于日常生活,应该具备环保、无毒害的特点,其它物理性能和力学性能要求不高。故选择PS塑料(聚苯乙烯)作为零件材料。PS塑料比重:1.05克/立方厘米;成型收缩率0.6%~0.8%;成型温度:170~250℃;其电绝缘性优良,无色透明,
透光率仅次于有机玻璃,着色性耐水性,化学稳定性良好,强度一般质脆。
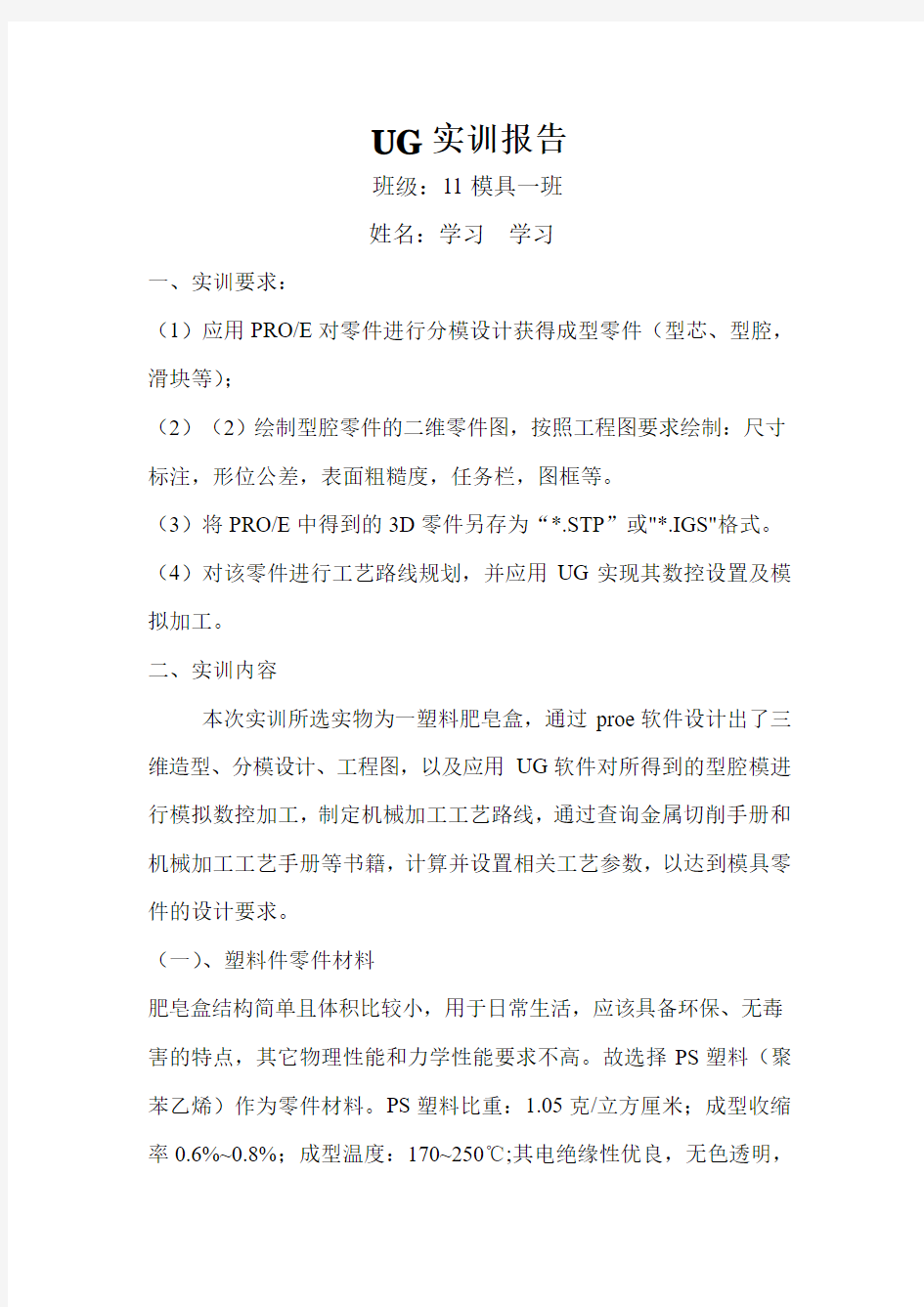
(二)、三维造型
通过拉伸、剪切、抽壳、及倒圆角获得三维实体造型。
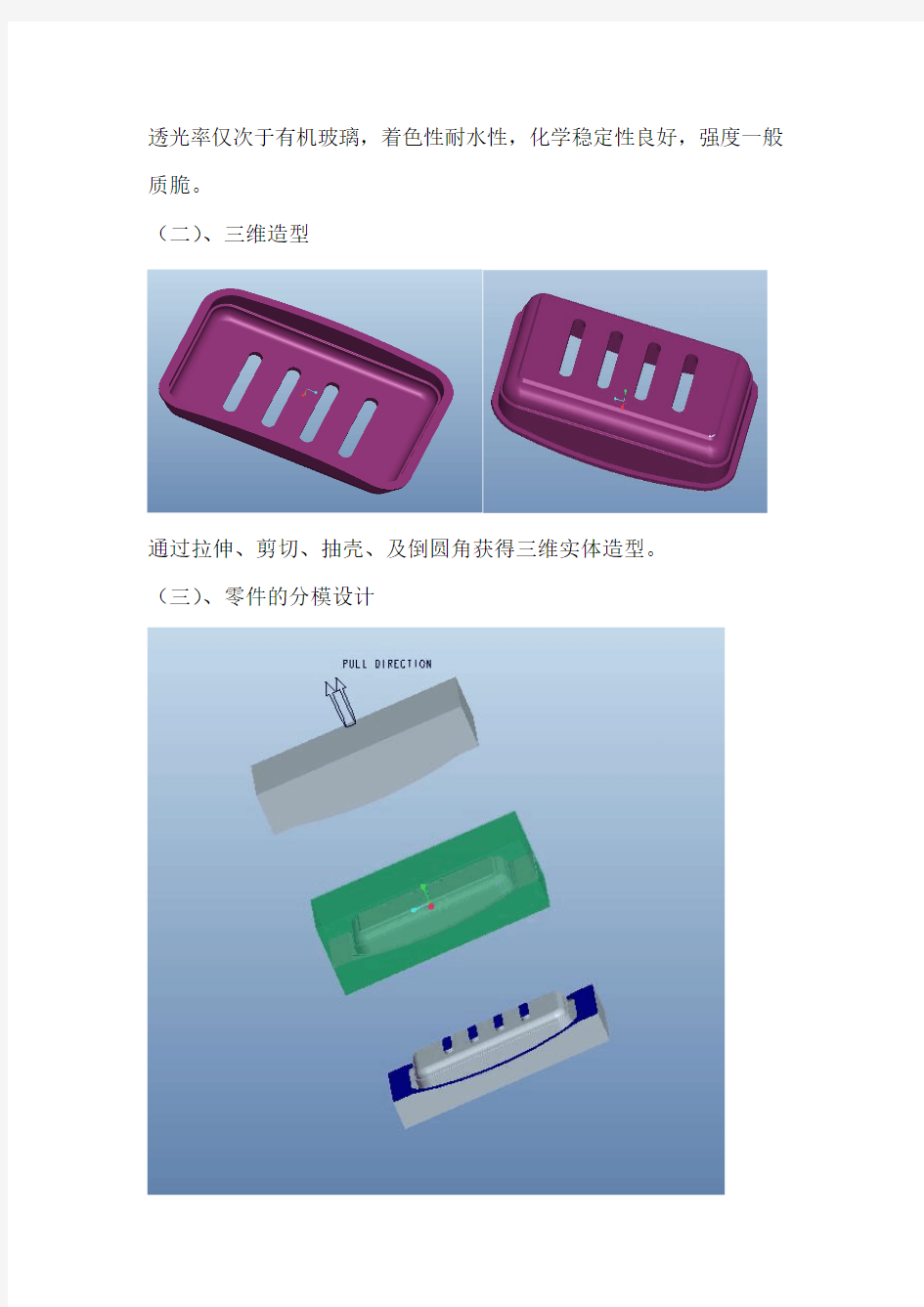
(三)、零件的分模设计
利用手动创建工件,收缩率取PS塑料成型收缩率的平均值0.7% ,然后通过复制零件表面,拉伸、延伸得到分型面,进而分割体积块,得到模具体积块,保存副本为igs文件。
(四)、工程图的绘制
1、利用proe软件将所得到的型腔模导入得到二维工程图并标注工程图的基本尺寸,绘制任务栏及图框。
2、查表计算工程图的尺寸公差和确定形位公差以及表面粗糙度。
肥皂盒是一般日常用品,精度要求不高,故塑料件精度为MT5,然后根据以下表格确定塑料件尺寸公差。
根据公式计算型腔的尺寸和公差
L m+0=[(1+s)l-0.75△]m+
其中s—平均收缩率△—塑料件公差
m—模具制造误差取m=△/3
保证两相对平面平行度要求,查表得平行度误差为0.05
根据互换性与技术测量,选择表面粗糙度为Ra3.2
3、为了完善工程图的绘制,将proe中二维工程图导出dwg文件,在CAD软件进行公差和表面粗糙度等的标注,以及添加技术要求等。
(五)型腔模的数控模拟加工
1、零件的结构分析
该零件是根据一肥皂盒下盖进行设计、分模。从而得到型腔模具零件,其壁上台阶比较多,圆角曲面比较多,其型腔底面是一个平面。
2、毛坯的选择
该型腔模是注塑模,故模具材料需具备一定的切削加工性能、耐腐蚀性、耐热性等。又肥皂盒形状比较简单且体积较小,选择T10碳素工具钢作为模具材料,退火状态其硬度197HB左右。又由型腔
模工程图可知,为保证零件四周表面粗糙度要求,其表面应留有余量,根据其大小,选定毛坯大小为120*80*35。
3、刀具、切削速度及切削深度的初定
刀具:根据部件的形状结构,以及更大效率
的切除毛坯大部分余量,并考虑毛坯材料,
选取刀具为直径D10R0的高速钢立铣刀,查
阅有关书籍可获得该刀具的相关参数。
切削速度:由下表可知,在硬度为
175~~225HB内的合金钢,其切削速度初定
为21~36m/min。
切削深度:查有关资料,在粗加工时的切削
深度可达8~10mm,半精加工0.5~2mm,精加工0.1~0.4mm。
4、工序安排
1、粗铣
由图中表格可知,切削速度应在15~25m/min,结合前面初定的切削速度,故粗铣切削速度为24m/min比较合适。根据公式:
n=1000*v/(π*d)可求得粗铣时的主轴转速764r/min 取800r/min即可。考虑到其结构形状,切削深度定为1mm
2、半精铣
同上可差得切削速度应在20~40m/min,结合前面初定切削速度,确定半精铣切削速度30m/min,主轴转速1500r/min。切削深度为0.5mm,步距为1。
3、精铣
精加工的时候可以讲主轴转速调大一点取1500r/min,切削深度取0.3mm,
精加工参数设置如下:
精加工完后,还要进行一道清根工序,以达到零件型腔内精度要求及表面质量。最后用UG软件模拟加工完后效果
图如下所示。
三、实训总结
通过本次实训,让我们了解了实际生产加工中零件从设计、分模、工程图、数控模拟加工一条龙生产过程,巩固了所学的专业知识。在实训的过程中,遇到了很多的问题,通过查阅相关书籍以解决,同时也发现了自己的许多不足之处,并学会自己解决,通过发现问题,提高了分析问题及解决问题的能力,学会查阅资料,并正确安排加工工序,学会了各工艺参数的设置,如何使零件更加高效地、经济地加工出来。所以,在以后,还要加强自己的综合能力,要不断学习,加强自己的专业知识在实际生产生活中的应用。
四、参考文献:
1.温正魏建中.《UGNX7中文版数控加工》北京:科学出版社,2011.6
2 何柏林. 《模具材料及表面强化技术》北京:化学工业出版社,2009.6
3 邹青. 《机械制造技术基础课程设计指导教程》北京:机械工业出版社,2004.8
4、郑文虎. 《机械加工常用加工计算》北京:机械工业出版社,2009.12
5、彭林中张宏. 《机械切削工艺参数速查手册》北京:化学工业出版社,2009.8