
SF-1系列轴承标准尺寸(SF-1、SF-1T 、SF-1W 、SF-1P 、SF-1D 、SF-1B 、SF-1S 、
SF-1SS )
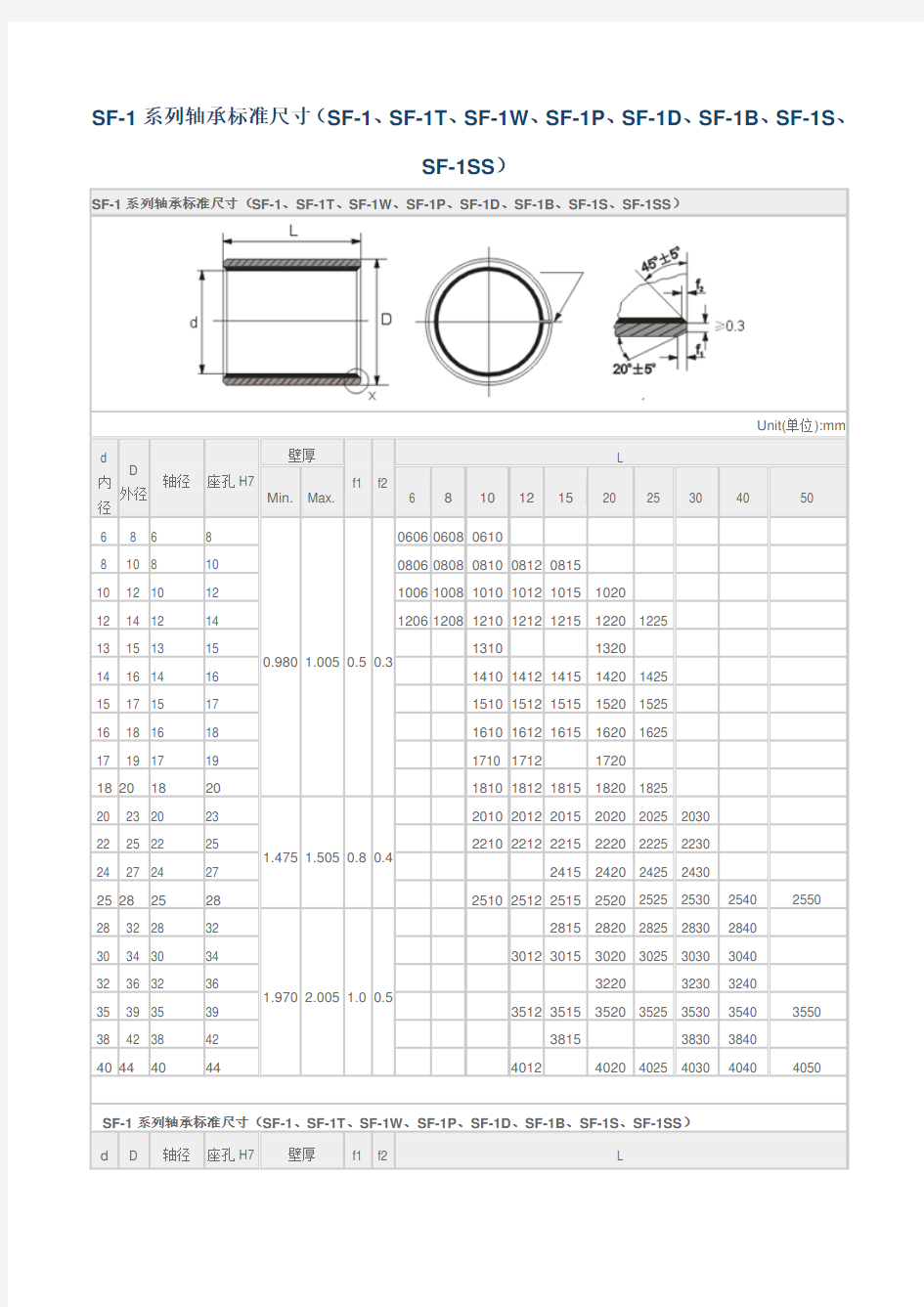
SF-1系列轴承标准尺寸(SF-1、SF-1T 、SF-1W 、SF-1P 、SF-1D 、SF-1B 、SF-1S 、SF-1SS )
Unit(单位):mm
壁厚
L d 内径 D 外径 轴径 座孔H7
Min.
Max.
f1 f2
6
8
10
121520 25 30 40 50 6 8 6 8 060606080610
8
10 8
10 08060808081008120815
10 12 10 12 100610081010101210151020
12 14 12 14 1206120812101212121512201225 13 15 13 15 1310
1320
14 16 14 16 14101412141514201425 15 17 15 17 15101512151515201525 16 18 16 18 16101612161516201625 17 19 17 19 1710 1712
1720
18 20 18 20 0.980 1.005 0.5 0.3
18101812181518201825
20 23 20 23 20102012201520202025 2030 22 25 22 25 22102212221522202225 2230 24 27 24 27
241524202425 2430
25 28 25 28 1.475 1.505 0.8 0.4 25102512251525202525 2530 2540 2550 28 32 28 32
281528202825 2830 2840
30 34 30 34 3012301530203025 3030 3040 32 36 32 36
3220
3230 3240
35 39 35 39 3512351535203525 3530 3540 3550 38 42 38 42 3815
3830 3840
40 44 40
44
1.970
2.005 1.0 0.5
4012
40204025 4030 4040
4050
SF-1系列轴承标准尺寸(SF-1、SF-1T 、SF-1W 、SF-1P 、SF-1D 、SF-1B 、SF-1S 、SF-1SS ) d D
轴径 座孔H7
壁厚
f1 f2
L
Min.
Max.
202530405060 70 80 100 45 50 45 50 45204525453045404550
50 55 50 55 5020 5030504050505060 55 60 55 60
5530554055505560
60 65 60 65 60306040605060606070 65 70 65 70 65306540655065606570
70 75 70 75
7040705070607070 7080
75 80 75 80 2.460 2.505 1.2 0.6
75307540755075607570 7580
80 85 80 85 8040805080608070 8080 80100 85 90 85 90 8540
8560
8580 85100 90 95 90 95
904090509060 9080 90100 95 100 95 100
95509560
9580 95100 100 105 100 105 1005010060 10080 105 110 105 110 10560 10580 110 115 110 115 2.440 2.490 1.4 0.7
11060 11080
120 125 120 125 12060 12080 120100 125 130 125 130 12560
125100
130 135 130 135 13060 13080 130100 140 145 140 145
14060
14080 140100 150 155 150 155 1505015060 15080 150100 160 165 160 165
16060 16080 160100 180 185 180 185 18080 180100 190 195 190 195 19080 190100 200 205 200 205 20060 20080 200100 220 225 220 225 22080 220100 250 255 250 255 25080 250100 260 265 260 265 26080 260100 280 285 280 285 28080 280100 300 305 300
305
2.415 2.465 1.6 0.8
30080 300100
滚动轴承装配方法 一、装配前检查项目及要求 1、更换前核对端面上的型号是否正确。 2、利用千分尺、内径量表核对轴孔及轴承尺寸是否符合要求,0-260mm内径轴承的过盈量0.01-0.03mm。 3、加热前,仔细检查轴承外观是否有损伤、裂纹,保持架完整、无缺陷。 4、用塞尺检查轴承工作游隙(根据《冶金机械设备安装工程施工及验收规范》)确认是否符合要求。 5、装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、油污、着色剂和灰尘等。 二、装配过程中的注意事项 1、轴承采用机油和轴承加热器加热进行热装,温度不得超过100℃。 2、轴承外圈与开式轴承座及轴承盖的半圆孔不准有卡住、歪斜现象。接触良好,用涂色检查时,与轴承座在对称于中心线120°、与轴承盖在对称于中心线90°的范围内应均匀接触。在上述范围内用塞尺检查时,0.03mm的塞尺不得塞入外圈宽度的1/3。 3、轴承外圈装配后与定位端轴承盖端面应接触均匀。 4、需用锤击轴承时,应垫紫铜棒、铝棒等。 5、采用润滑脂的轴承,装配后应注入相当于轴承空腔容积约50%的符合规定的清洁润滑脂,凡稀油润滑的轴承,不准加润滑脂。 6、可拆卸轴承时,必须严格按原组装位置,不得装反或与别的轴承混装,可调头装的轴承,装配时应将轴承的标记端朝外。 三、装配后检查项目及标准 1、在同轴的两个轴承中,必须有一个可以随轴热膨胀时产生轴向移动,热膨胀间隙ΔL,一般不大于0.5mm. 2、滚动轴承装好后,用手转动应灵活、。 3、用塞尺测量轴径与通盖孔之间的间隙,圆周不准有高点,0.15-0.3mm沿圆周全部塞入。 4、轴承箱螺栓均匀紧固,预紧力为0.03-0.06mm。 5、油路是否接好,且清洁、畅通。 6、轴承内圈应紧靠轴向定位端面,其允许最大间隙,对圆锥滚子轴承和角接触轴承为0.05 mm,其他轴承为0.1mm。 四、试运转后检测项目及标准 1、试运转后,转动平稳、噪音小,工作温度一般不宜超过65℃。 2、振动值(位移量)最大不宜超过7.1mm/s。 3、油量适宜、回油畅通,无泄露现象。
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!" " " " 第十一篇 轴承相关标准 w w w .b z f x w .c o
中华人民共和国机械行业标准 !"#$%%&’—())) 滚动轴承座技术条件 *+,--./0+12341,5678591//16+6780.:/6785—;<.26962:=6175 代替!">$%%&’—?@@@ ? 范 围 本标准规定了外形尺寸符合A"#$&%?B 的二螺柱和四螺柱剖分式轴承座(以下简称轴承座)的技术条件。 本标准适用于轴承座的生产检验和用户验收。 ( 引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 A"#$(&C —?@@B 滚动轴承与轴和外壳的配合 A"#$??%’—?@@D 形状和位置公差未注公差值 A"#$?%))E ’—?@@@ 极限与配合标准公差等级和孔、轴的极限偏差表 A"#$(%(%—?@%&逐批检查计数抽样程序及抽样表(适用于连续批的检查) A"#$’?@@—?@%’滚动轴承公差定义A"#$D@B)—?@%D 滚动轴承词汇A"#$&%?B —?@@%滚动轴承轴承座外形尺寸 A"#$%C@&—?@%%滚动轴承包装 A"#$@’B@—?@%%灰铸铁件 B 定义 本标准采用A"#$D@B)和A"#$’?@@给出的定义。 ? C D ?(?第十一篇轴承相关标准 w w w .b z f x w .c o
轴承温度标准-泵轴承温度标准 GB3215-82 4.4.1 泵工作期间,轴承最高温度不超过80 JB/T5294-91 3.2.9.2 轴承温升不得超过环境温度40,最高温度不得超过80 JB/T6439-92 4.3.3 泵在规定工况下运转时,内装式轴承处外表面温度不应高出输送介质温度20,最高温度不高于80。外装式轴承处外表面温升不应高处环境温度40。最高温度不高于80 JB/T7255-94 5.15.3 轴承的使用温度。轴承温升不得超过环境温度35,最高温度不得超过75 JB/T7743-95 7.16.4 轴承温升不得超过环境温度40,最高温度不得超过80 JB/T8644-1997 4.14 轴承温升不得超过环境温度35,最高温度不得超过80 电机轴承温度规定、出现异常的原因及处理。 规程规定,滚动轴承最高温度不超过95?C,滑动轴承最高温度不超过80?C。并且温升不超过55?C(温升为轴承温度减去测试时的环境温度);具体见HG25103-91 轴承温升过高的原因及处理: (1)原因:轴弯曲,中心线不准。 处理;重新找中心。 (2)原因:基础螺丝松动。 处理:拧紧基础螺丝。 (3)原因:润滑油不干净。 处理:更换润滑油。 (4)原因:润滑油使用时间过长,未更换。 处理:洗净轴承,更换润滑油。 (5)原因:轴承中滚珠或滚柱损坏。 处理:更换新轴承。
按照国家标准,F级绝缘B级考核,电机温升控制在80K(电阻法),90K(元件法)。考虑到环境温度40度的情况,电机运行最高温度不能超过120/130度。轴承温度最高允许95度。用红外检测枪测量轴承室外表面的温度,经验上,4极电机最高点温度不能超过70度。对于电机本体,不用监测。电机制造完成后,一般情况下,他的温升基本上是固定的,不会随着电机运行发生突变或者不断增长。而轴承是易损件,需要检测。
滚动轴承的装配标准 一、滚动轴承的清洗 1、将轴承中的防锈油及润滑脂挖出,然后放在热机油中使残油融化。 2、用煤油冲洗,再用汽油洗净,并用干净的布擦干。 3、也可用其它清洗剂(无磨蚀)清洗,并将轴承用布擦干净。 4、禁止用脏油或脏布、棉纱清洗或擦干。 二、滚动轴承的检查 1、轴承本体内外是否清洗干净。 2、轴承内、外座圈,滚动体和隔离圈(保持架)是否有生锈、毛刺、碰伤、裂纹、外形尺寸、重量等外观质量不好的现象。 3、轴承的内座圈是否能与轴肩紧密相靠。 4、轴承的间隙是否合乎要求。 5、转动轴承是否轻快自如,有无难以转动或突然卡住的现象。 6、轴承的附件是否齐全。 7、检查过程中所发现的缺陷,必须采用方法给以消除;若无法消除,必须更换新轴承。 三、滚动轴承的装配要求 1、首先选用质量合格的轴承,再检查与其配合的轴径或轴承体,而确定采用哪种配合方式,主要考虑轴承的工作条件(负荷、转速、温度等)。一般规定:旋转的座圈采用过盈配合,不旋转的座圈采用过盈不大的配合;转速越高,则转动的座圈与轴的配合过盈应越大。轻型的工作负荷应用较小的过盈,负荷重的可采用较大的过盈。工作温度越高,内座圈与轴的配合过盈应越大,轴承孔与外座圈的配合应越小。经常拆卸的轴承,采用较小的过盈配合。 2、轴承上标有型号的端面应装在可见部位,便于更换时能识别轴承型号。 3、轴径或壳体孔台肩处的圆弧半径应小于轴承的圆弧半径,以保证装配后轴承与轴肩和壳体孔台肩靠紧。 4、轴承的固定装置必须完好可靠,紧固程序适中,防松可靠。
5、装配轴承过程中,应严格保持清洁,防止杂物进入轴承内。 6、装配后,轴承应转动灵活,无噪音,一般工作温度不超过50℃。 四、滚动轴承的装配方法 装配原则:根据轴承结构、尺寸大小、工作条件和轴承部件的配合性质而定,装配时的压力应直接加在待配合的套圈端面上,不允许通过滚动体传递压力。 1、压入装配法:利用铜棒和手锺敲打(也可根据轴、孔的尺寸做工装胎具),应按一定的顺序对称进行敲打,一定要打在带过盈的座圈上,并且敲打时要均匀,避开轴承内、外圈的薄弱部位。 也可采用压力机压入,与上面方法相同,但要注意均匀压入,不可歪斜。 2、温差装配法:滚动轴承允许用机油加热,油的温度应在100~120℃之间(塑料隔离圈不得超过100℃),轴承应在机油冷时放入,不允许轴承与加热容器底部和壁接触,油温逐渐升高,达到温度时迅速取出,套装在被装轴径上,自然冷却,检查是否安装到位。 3、工频感应加热器:俗称轴承加热器,目前采用此种装配方法比较先进,而且减少污染。 五、应注意的事项 1、无论采用哪种方法都应注意按照原则、要求操作,必须按照程序办,并做好原始记录。 2、装配结束后,一定要根据工作条件对其结果进行复查,并做好间隙调整,保证轴承游隙,达到使用要求。 3、滚动轴承间隙的调整,一般采用:①垫片调整,通过改变轴承盖处垫片厚度,用压铅、塞尺、卡尺测量等,测出平均值,选用合适的垫片达到要求;②螺钉调整:通过螺钉拧紧到轴转动发紧,然后根据需要的间隙,将螺钉退回一定距离(根据距离与螺距计算倒拧的角度);③感觉调整:用在精度较低的工作条件下,凭经验将轴承适当拧紧,将轴用于转动,松紧靠经验、感觉轴向、径向的间隙来调整垫片厚度。
轴承的标准 GB/T 18327.1??2001 基本符号 GB/T 18327.2??2001 滑动轴承应用符号 GB/T 18844??2002 滑动轴承损坏和外观变化的术语、特征及原因 检验方法 GB/T 7948?1987 极限PV试验方法 GB/T12948?1991 滑动轴承双金属结合强度破坏性试验方法 GB/T16748?1997 滑动轴承金属轴承材料的压缩试验 GB/T18325.1?2001 滑动轴承流体动压润滑条件下试验机内和实际应用的滑动轴承疲劳强度 GB/T18329.1?2001 滑动轴承多层金属滑动轴承结合强度的超声波无损检验GB/T 18330?2001 滑动轴承薄壁轴瓦和薄壁轴套的壁厚测量 GB/T 18331.1?2001 滑动轴承卷制轴套外径的检测 JB/T 7920?1995(原GB 6415??86) 滑动轴承薄壁轴瓦周长的检验方法 JB/T 7925.1?1995(原GB 10452?89) 滑动轴承单层轴承减摩合金的硬度检验方法 JB/T 7925.2?1995(原GB 10453?89) 滑动轴承多层轴承减摩合金的硬度检验方法 JB/T 9749?1999 内燃机铸造铜铅合金轴瓦金相检验 JB/T 9763??1999 内燃机精密电镀减摩层轴瓦检验规范 QC/T 558?1999 汽车发动机轴瓦双金属结合强度破坏性试验方法 材料 GB/T 1174??1992 铸造轴承合金 GB/T 18326?2001 滑动轴承薄壁滑动轴承用金属多层材料 JB/T 7921?1995(原GB 10448?89) 滑动轴承单层和多层轴承用铸造铜合金JB/T 7922?1995(原GB 10449?89) 滑动轴承单层轴承用锻造铜合金 JB/T 7923?1995(原GB 10450?89) 滑动轴承单层轴承用铝基合金 JB/T 7924?1995(原GB 10451?89) 滑动轴承薄壁轴承用金属多层材料 QC/T 516??1999 汽车发动机轴瓦锡基和铅基合金金相标准 产品技术要求 GB/T 1151?1993 内燃机主轴瓦及连杆轴瓦技术条件 GB/T 2685?1981 滑动轴承粉末冶金筒形轴承型式、尺寸与公差 GB/T 2686?1981 滑动轴承粉末冶金带挡边筒形轴承型式、尺寸与公差 GB/T 2687一1981 滑动轴承粉末冶金球形轴承型式、尺寸与公差 GB/T 2688?1981 滑动轴承粉末冶金轴承技术条件 GB/T 3162?1991 滑动轴承薄壁轴瓦尺寸、结构要素与公差 GB/T 7308?1987 滑动轴承薄壁翻边轴瓦尺寸、公差及检验方法 GB/T 10445?1989 滑动轴承整体轴套的轴径 GB/T 10446?1989 滑动轴承整圆止推垫圈尺寸和公差 GB/T 10447?1989 滑动轴承半圆止推垫圈要素和公差 GB/T 12613.1?2002 滑动轴承卷制轴套第1部分:尺寸 GB/T 12613.2?2002 滑动轴承卷制轴套第2部分:外径和内径的检测数据
滚动轴承更换的标准及 装配方法 IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】
滚动轴承更换的标准及装配方法 滚动轴承是滚动摩擦性质的轴承,一般有外圈、内圈、滚动体和保持架组成,在内外圈上有光滑的凹槽滚道,滚动体可沿着滚道滚动,形成滚动摩擦。它具有摩擦小,效率高,轴向尺寸小、装拆方便等特点,是离心泵的重要部件之一。滚动轴承是标准配件,轴承内圈和轴的配合是基孔制,轴承外圈和轴承孔的配合是基轴制,配合的松紧程度由轴和轴孔的尺寸公差来保证。 —滚动轴承更换的标准: (1)轴承径向或轴向间隙大; (2)轴承滚道有麻点、坑疤等缺陷; (3)由于缺油导致轴承变色或抱轴; (4)珠子保持架破裂; (5)珠子不圆或破碎; (6)轴承转动不灵活或经常卡住; (7)轴承内套或外套有裂纹 (8)连续运行已达到使用期限。 =滚动轴承的装配方法: 滚动轴承是一种精密部件,对离心泵的运转起着重要的作用,如果装配时质量达不到要求,会使轴承能力下降,产生噪音及发热,加快轴承磨损,严重时造成停车。所以说认真做好
滚动轴承装配前的准备工作,对保证质量和提高装配工作效率是十分重要的。—㈠滚动轴承装配前的准备工作: 1.滚动轴承装配所需要的工具量具要备齐。 2.按要求检查与轴承配套的一系列零部件,如轴颈、轴承箱孔、泵轴等端面是否有毛刺、铁锈、钝边、凹陷、裂纹及固体颗粒用锉刀和砂纸打磨好,洗干净放好备用。 3.检查轴承型号是否和原来的一致。 4. 检查轴承的外观,表面应无缺陷,拿在手里,捏住内圈,转动外圈应转动灵活,无阻滞、杂音。 5.清洗轴承: 1)先把轴承上的防锈油或润滑脂清除干净; 2)对用防锈油封存的轴承可用煤油清洗; 3)对用厚油或防锈油脂防锈的轴承,可放到机油中加热(油温≤95℃)把轴承放入油中,带防锈油脂融化,取出冷却后用煤油清洗,清洗完用清洁的棉布将轴承擦拭干净(不准用棉纱擦拭),放好备用。 4)清洗时,一手握轴承内圈,一手慢慢转外圈,直到轴承的滚动体、保持架上的油污全部去除。在清洗时请注意,开 始时应缓慢转动,反复摇晃,不能用过大力度旋转。否则 轴承的滚道和滚动体易被附着的污物损伤。
滑动轴承技术标准 一、术语、分类及符号 GB/T 2889——1994 滑动轴承术语 GB/T 18327.1——2001 滑动轴承基本符号 GB/T 18327.2——2001 滑动轴承应用符号 GB/T 18844——2002 滑动轴承损坏和外观变化的术语、特征及原因 二、检验方法 GB/T 7948—1987 塑料轴承极限PV试验方法 GB/T12948—1991 滑动轴承双金属结合强度破坏性试验方法 GB/T16748—1997 滑动轴承金属轴承材料的压缩试验 GB/T18325.1—2001 滑动轴承流体动压润滑条件下试验机内和实际应用的滑动轴承疲劳强度 GB/T18329.1—2001 滑动轴承多层金属滑动轴承结合强度的超声波无损检验 GB/T 18330—2001 滑动轴承薄壁轴瓦和薄壁轴套的壁厚测量 GB/T 18331.1—2001 滑动轴承卷制轴套外径的检测 JB/T 7920—1995(原GB 6415——86) 滑动轴承薄壁轴瓦周长的检验方法 JB/T 7925.1—1995(原GB 10452—89) 滑动轴承单层轴承减摩合金的硬度检验方法 JB/T 7925.2—1995(原GB 10453—89) 滑动轴承多层轴承减摩合金的硬度检验方法 JB/T 9749—1999 内燃机铸造铜铅合金轴瓦金相检验 JB/T 9763——1999 内燃机精密电镀减摩层轴瓦检验规范 QC/T 558—1999 汽车发动机轴瓦双金属结合强度破坏性试验方法 三、材料 GB/T 1174——1992 铸造轴承合金 GB/T 18326—2001 滑动轴承薄壁滑动轴承用金属多层材料
标准滚动轴承承载能力计算 在跟踪架通用轴系中,标准滚动轴承是重要的部件,轴承的承载能力计算是轴系设计中的关键问题。采用通用轴系后,地平式跟踪架水平轴两端的轴承主要承受径向载荷,同时承受一定量的轴向载荷。垂直轴上的轴承要承载垂直轴及上部转体的负荷,载荷较大;另一方面垂直轴为了满足强度和刚度的要求,轴径一般较大,轴承的尺寸与轴要相互配合,因此使用时必须考虑轴承的尺寸和轴向承载能力。同时为了减少跟踪架的成本,尽量采用轴承厂批量生产的轴承。 角接触球轴承按公称接触角分为15°、25°、40°三种类型,公称接触角越大,轴向承载能力越强。 目前批量生产的角接触球轴承,尺寸最大是接触角为25°的7244AC,其外形尺寸为220 ×400×65。 下表中给出了7244AC 轴承的相关参数 轴承额定载荷选取的流程为: (1)计算滚动轴承的当量载荷 在实际应用中,根据跟踪架承载状况先估算出轴承承受的径向载荷和轴向载荷,则可计算出此时轴承的当量动载荷P 为: 式中X ——径向动载荷系数; Y ——轴向动载荷系数; ——载荷系数。 (2)基本额定动载荷 C 选取 计算出轴承实际工作时的当量载荷后,当轴承的预期使用寿命选定,轴 承最大转速n可知时,可计算出轴承应具有的基本额定动载荷C′,在手册中选择轴承时,所选轴承应满足基本额定载荷 C > C′。
式中 ——温度系数,可从机械设计手册中查得; ε——寿命指数,球轴承取3,滚子轴承取10/3。 由于角接触轴承的径向承载能力大于轴向承载能力,而其在垂直轴上的应用主要承受较大轴向载荷,因此必须考虑其轴向承载能力。 (3)轴承受轴向载荷时承载能力分析 在轴承转速不高时,可以忽略钢球离心力和陀螺力矩的影响,钢球与内外套圈的接触角相等。 由赫兹接触理论得到轴承滚动体与内外滚道的接触变形和负荷之间的相互关系,可以表示为 式中 —滚动体与内外滚道接触变形总量; K —系数; Q —滚动体承受载荷; t —指数,线接触时为0.9,点接触时为2/3。
1 主题内容与适用范围 1.1 本技术条件规定了低压异步电动机所用轴承清洗及安装的技术要求、检验方法。 1.2 本技术条件适用于Y2系列三相异步电动机及其派生系列电动机用深沟球轴承及短圆柱滚子轴承(简称普通轴承)的清洗、安装和带密封圈的深沟球轴承(简称密封轴承)的安装。 2 技术要求 2.1 普通轴承首先必须用热油煮法,去除轴承包封用防锈剂,然后放在清净的汽油中清洗。 2.2 密封轴承不需清洗 2.3 轴承的的安装 2.3.1 轴承安装前必须将转子、端盖和轴承盖等零部件清理干净,与轴承配合的零部件表面不得有毛刺、锈斑、磕碰划伤,非配合面不得有铁屑、尘土、油污。 2.3.2 安装轴承时应将外圆上打有轴承牌号的一端朝外。 2.3.3 安装轴承尽可能采用热套或冷压法。安装时必须注意如下规定: (1)轴承采用热套安装时,轴承(内圈)受热必须均匀,其最高温度不得超过120℃,且时间不宜过长。 (2)轴承采用冷压安装时,要求配套无冲击载荷装置,并通过轴承内圈受力进行安装。 2.3.4 普通轴承润滑脂采用ZL3锂基润滑脂(SY1412-1975),填脂量为轴承室净容积1/2~1/3。 2.3.5 所有安装在转子上的轴承,当不能及时装机时,必须遮盖好,以防铁屑、尘土等脏物侵入。 3 质量检查 3.1 用目测方法检查普通轴承内外圈、保持架及钢球或圆柱的表面有无锈蚀、划痕、烧伤、裂纹等现象,待检查后才可进行清洗工作。 3.2 清洗后的普通轴承必须用手握持轴承内外圈、转动外圈,观察其旋转的稳定性及灵活性,以确定清洗干净与否。 3.3 用目测方法检查密封轴承的密封圈食肉凸出轴承外廓,轴承的内外圈有无锈蚀、划痕、烧伤、裂纹等现象。 3.4 每批密封轴承入库必须抽检填脂量是否符合ZBJ11018—1989的规定。 3.5 轴承有轻微的锈迹时,允许用00号砂布擦去,并再清洗一次。 3.6 轴承安装在转轴上应紧靠在轴肩上,不允许有间隙。电机总装后,用手转动转轴应能轻快均匀地旋转,并不得夹有异常的杂音。
小强出品 热电分公司企业标准XXXX ZCYS-2013XXXX- 滚动轴承入库验收标准
2013-5-30发布2013-5-30实施热电分公司发布XXXX
目录 1 目的 2 适用范围 3 引用文件及关联文件 4 术语定义和缩略语
5 执行程序 6 职责 评价表/《滚动轴承入库验收标准》执行情况检查附件:7. 1 目的 为了严格控制滚动轴承产品质量,规范滚动轴承验收方法,为采购滚动轴承的验收工 作提供指导依据,特制定本标准。 2 适用范围 适用于XX公司滚动轴承采购中,专业人员进行入库验收工作。由于市场上一些假冒产 品仿真程度非常高,靠常规的验收手段无法准确鉴定其真伪,当发生产品质量有疑问又无 法确定其真伪时,需委托有资质的权威机构进行鉴定并给出结论。另外,计划每年将XX公司采购轴承的所有品牌抽取5%的量进行权威鉴定。 3 引用文件及关联文件 3.1引用文件 《实用轴承手册》,辽宁科学出版社,2001.10 GBT307.1-2005滚动轴承、公差 GBT307.2-2005滚动轴承、公差的测量方法 GBT276-94滚动轴承深沟球轴承外形尺寸 GBT5868-2003滚动轴承安装尺寸 4 术语定义和缩略语 滚动轴承形式多样,不同的系列其游隙及各尺寸标准也不同,国家颁布的各类轴承标 准较多,并且几家知名品牌如瑞典SKF、德国FAG、日本NSK、美国TIMKEN、瓦轴ZWZ等,均有自己公司产品的尺寸标准,故本标准只提供滚动轴承验收的方法和部分标准。 深沟球轴承示意图
D-轴承公称外径,d-轴承公称内径,B-公称宽度 游隙:分为径向游隙和轴向游隙。 径向游隙:无外载荷作用时,一个套圈相对另一套圈从一个径向偏心极限位置,移向 相反极限位置的径向距离的平均值。. 轴向游隙:无外载荷作用时,一个套圈相对另一套圈,从一个轴向极限位置移向相反 的极限位置的轴向距离的平均值。 5 执行程序 5.1型号、包装验收 5.1.1查看型号是否符合要求,如果是进口轴承查看报关单、合格证和原产地证明是 否齐全。 5.1.2产品的包装无破损,防锈油覆盖均匀、充足。 5.2外观检查 5.2.1表面无脏污。 5.2.2轴承的滚动体及滚道表面是否有变色、伤痕、裂纹和凹痕、锈蚀和麻点、起皮 和折叠,整体应无伤痕或机械加工留下的毛刺,倒角均匀。 5.2.3保持架应不松散、无破损,与滚动体间隙不过大。检查铆钉头是否偏位、松动,焊接的位置是否正确,是否有焊接不牢的现象。 5.2.4钢印字体应凹下较深,不浮于表面,且非常清晰、不模糊。 5.3轴承外形尺寸检验,包括轴承的内、外径和宽度 5.3.1选取不同角度至少4个以上的点进行测量,可得出最小和最大直径,用以判断 圆度是否合格,在合格的基础上取平均值作为最终测量值。 5.3.2轴承与轴的配合一般要求有0.02mm-0.05mm的紧力,如有条件测得轴颈的尺寸 可加以判断。 5.3.3内径一般用内径百分表、内径千分尺或游标卡尺测量,外径一般用外径千分尺 或游标卡尺测量,宽度一般用游标卡尺测量。 5.4径向游隙的测量 应在轴承非预紧状态下测量,一般有3种测量方法:塞尺测量法、压铅丝法和千分表 测量法。 5.4.1用塞尺测量。确认滚动轴承最大负荷部位,在与其成180°的滚子与外圈之间 塞入塞尺,松紧相宜的塞尺厚度即为轴承径向游隙。这种方法广泛应用于调心轴承和圆柱滚子轴承。 5.4.2压铅丝法。 a、选取直径合适的铅丝,不宜过细和过粗,尤其不能过粗,因为铅丝过粗时,压缩 到一定程度就会产生非常大的反作用力,当滚子挤压过铅丝时,轴承内、外圈会 有微量的弹性变形导致数据不准确。同样的道理,一般只用单根铅丝进行测量, 不能将细铅丝缠成双股来测量。 b、测量径向游隙应在外圈上选取固定一个点,并选取多个滚子测得多组数据,分析 判断所得值数据是否合格,在合格的基础上取平均值作为最终测量值。双列轴承 同排滚子测得径向游隙一般误差不应大于0.03mm。 c、压铅丝时应保证轴承转动自由,内外圈无错位、偏斜。 5.4.3用千分表测量。将轴承垂直放置,千分表架在外圈垂直位置上,然后在180° 位置上垂直顶起滚动轴承外圈,千分表读数的变化量就是轴承的径向游隙。 5.5轴向游隙的测量 一般有2种测量方法:塞尺测量法和千分表测量法。
国标轴承型号规格表 经营教育 乐享 2012-8-21 中华人民共和国国家标准 GB/T 272-93 滚动轴承代号方法 代替GB 272-88 Roll如堪beui此-Iden份Ication code 滚动轴承代号是用字母加数字来表示滚动轴承的结构、尺寸、公差等级、技术性能等特征的产品符 号。 1主题内容与适用范围 [在此处键入文档的摘要。摘要通常是对文档内容的简短总结。在此处键入文档的摘要。摘要通常是对文档内容的简短总结。]
本标准规定了滚动轴承及其分部件(以下简称轴承)代号的编制方法。 本标准适用于一般用途的轴承。 2引用标准 GB 273.1滚动轴承圆锥滚子轴承外形尺寸方案 GB 273.2滚动轴承推力轴承外形尺寸方案 GB 273.3滚动轴承向心轴承外形尺寸方案 GB 276滚动轴承深沟球轴承外形尺寸 GB 281滚动轴承调心球轴承外形尺寸 GB 283滚动轴承圆柱滚子轴承外形尺寸 GB 285滚动轴承双列圆柱滚子轴承外形尺寸 GB 288滚动轴承调心滚子轴承外形尺寸 GB 290滚动轴承冲压外圈滚针轴承外形尺寸 GB 292向心轴承角接触球轴承外形尺寸 GB 294向心轴承四点接触球轴承外形尺寸 GB 296滚动轴承双列角接触球轴承外形尺寸 GB 297滚动轴承圆锥滚子轴承外形尺寸 GB 301滚动轴承平底推力球轴承外形尺寸 GB 3882外球面球轴承和偏心套外形尺寸 GB 4221滚动轴承微型向心球轴承直径系列7外形尺寸 GB 4605滚针轴承推力滚针和保持架组件、推力垫圈 GB 4663滚动轴承推力圆柱滚子轴承外形尺寸 GB 5801滚针轴承轻、中系列尺寸和公差 GB 5846滚针轴承向心滚针和保持架组件
滚动轴承装配要点 在机器中,滚动轴承是用来支撑轴的标准组件。由于它可以大大的减小轴与孔相对旋转时的摩擦力,且具有机械效率高、结构紧凑等优点,因此应用极为广泛。 一、滚动轴承的结构及其分类 滚动轴承的种类繁多,但其结构大体相同,一般由内圈、外圈、滚动体和保持架组成,内圈的作用是与轴相配合并与轴一起旋转;外圈作用是与轴承座相配合,起支撑作用;滚动体是借助于保持架均匀的将滚动体分布在内圈和外圈之间,其形状大小和数量直接影响着滚动轴承的使用性能和寿命;保持架能使滚动体均匀分布,防止滚动体脱落,引导滚动体旋转起润滑作用。 滚动轴承按其受力方向可分为三类: (1)向心轴承主要受径向力,如深沟球轴承 (2)推力轴承只受轴向力,如推力球轴承 (3)向心推力轴承同时承受径向和轴向力,如圆心滚子轴承 二、滚动轴承的失效原因 1.装配不当:过早失效的轴承中16%是由于装配不当和未正确使用装配工具造成的。 2.润滑不当:尽管可以安装各种免维护密封轴承,但任有36%是由于润滑技术运用不正确或润滑不良造成的提前失效。 3.污染:轴承是精密零件,如果轴承及润滑脂受到污染,轴承将无法有效运行。由于已经注有润滑脂的免维护密封轴承只占所有轴承中的一小部分,所以所有提前失效的轴承中至少有14%是由于污染问题造成的。 4.疲劳:如果机器出现过载、使用或维护不当,轴承都会受到影响,导致轴承提前失效的轴承中有34%是由于疲劳引起的。 三、滚动轴承装配常用的方法和特点 1.压装法:(1)用手锤和重物冲击,压入方法简单,但导向性不宜控制,适用于配合要求低、长度短的装配;(2)用液压设备或机械压力设备,压入时导向性好,生产率高。 2.热装法:(1)介质加热,使用柴油或机油作介质加热,热油温度90℃-320℃,热胀均匀,适用于过盈量较小的装配;(2)电阻炉、红外线辐射加热,温度400℃以上,适用于批量生产。
滚动轴承更换的标准及装配方法 滚动轴承是滚动摩擦性质的轴承,一般有外圈、内圈、滚动体和保持架组成,在内外圈上有光滑的凹槽滚道,滚动体可沿着滚道滚动,形成滚动摩擦。它具有摩擦小,效率高,轴向尺寸小、装拆方便等特点,是离心泵的重要部件之一。滚动轴承是标准配件,轴承内圈和轴的配合是基孔制,轴承外圈和轴承孔的配合是基轴制,配合的松紧程度由轴和轴孔的尺寸公差来保证。 —滚动轴承更换的标准: (1)轴承径向或轴向间隙大; (2)轴承滚道有麻点、坑疤等缺陷; (3)由于缺油导致轴承变色或抱轴; (4)珠子保持架破裂; (5)珠子不圆或破碎; (6)轴承转动不灵活或经常卡住; (7)轴承内套或外套有裂纹 (8)连续运行已达到使用期限。 =滚动轴承的装配方法: 滚动轴承是一种精密部件,对离心泵的运转起着重要的作用,如果装配时质量达不到要求,会使轴承能力下降,产生噪音及发热,加快轴承磨损,严重时造成停车。所以说认真做好滚动轴承装配前的准备工作,对保证质量和提高装
配工作效率是十分重要的。—㈠滚动轴承装配前的准备工作: 1.滚动轴承装配所需要的工具量具要备齐。 2.按要求检查与轴承配套的一系列零部件,如轴颈、轴承箱孔、泵轴等端面是否有毛刺、铁锈、钝边、凹陷、裂纹及固体颗粒用锉刀和砂纸打磨好,洗干净放好备用。 3.检查轴承型号是否和原来的一致。 4. 检查轴承的外观,表面应无缺陷,拿在手里,捏住内圈,转动外圈应转动灵活,无阻滞、杂音。 5.清洗轴承: 1)先把轴承上的防锈油或润滑脂清除干净; 2)对用防锈油封存的轴承可用煤油清洗; 3)对用厚油或防锈油脂防锈的轴承,可放到机油中加热(油温≤95℃)把轴承放入油中,带防锈油脂融化,取出冷却后用煤油清洗,清洗完用清洁的棉布将轴承擦拭干净(不准用棉纱擦拭),放好备用。 4)清洗时,一手握轴承内圈,一手慢慢转外圈,直到轴承的滚动体、保持架上的油污全部去除。在清洗时请注意,开始时应缓慢转动,反复摇晃,不能用过大力度旋转。 否则轴承的滚道和滚动体易被附着的污物损伤。 ㈡滚动轴承的装配: 对于承受负荷较大,旋转精度要求较高的轴承,大多要
小强出品 XXXX热电分公司企业标准 XXXX- ZCYS-2013 滚动轴承入库验收标准 2013-5-30 发布2013-5-30 实施 XXXX热电分公司发布
标准控制表
目录 1 目的 2 适用范围 3 引用文件及关联文件 4 术语定义和缩略语 5 执行程序 6 职责 7 附件:《滚动轴承入库验收标准》执行情况检查/评价表
1 目的 为了严格控制滚动轴承产品质量,规范滚动轴承验收方法,为采购滚动轴承的验收工作提供指导依据,特制定本标准。 2 适用范围 适用于XX公司滚动轴承采购中,专业人员进行入库验收工作。由于市场上一些假冒产品仿真程度非常高,靠常规的验收手段无法准确鉴定其真伪,当发生产品质量有疑问又无法确定其真伪时,需委托有资质的权威机构进行鉴定并给出结论。另外,计划每年将XX公司采购轴承的所有品牌抽取5%的量进行权威鉴定。 3 引用文件及关联文件 3.1 引用文件 《实用轴承手册》,辽宁科学出版社,2001.10 GBT307.1-2005 滚动轴承、公差 GBT307.2-2005 滚动轴承、公差的测量方法 GBT276-94 滚动轴承深沟球轴承外形尺寸 GBT5868-2003 滚动轴承安装尺寸 4 术语定义和缩略语 滚动轴承形式多样,不同的系列其游隙及各尺寸标准也不同,国家颁布的各类轴承标准较多,并且几家知名品牌如瑞典SKF、德国FAG、日本NSK、美国TIMKEN、瓦轴ZWZ等,均有自己公司产品的尺寸标准,故本标准只提供滚动轴承验收的方法和部分标准。 深沟球轴承示意图 D-轴承公称外径,d-轴承公称内径,B-公称宽度 游隙:分为径向游隙和轴向游隙。 径向游隙:无外载荷作用时,一个套圈相对另一套圈从一个径向偏心极限位置,移向相反极限位置的径向距离的平均值。
工作行为规范系列 轴承安装注意事项及方法(标准、完整、实用、可修改)
编号:FS-QG-11217轴承安装注意事项及方法 Bearing installation precautions and methods 说明:为规范化、制度化和统一化作业行为,使人员管理工作有章可循,提高工作效率和责任感、归属感,特此编写。 安装前注意事项 1)轴承的准备 由于轴承经过防锈处理并加以包装,因此不到临安装前不要打开包装。 另外,轴承上涂布的防锈油具有良好的润滑性能,对于一般用途的轴承或充填润滑脂的轴承,可不必清洗直接使用。但对于仪表用轴承或用于高速旋转的轴承,应用清洁的清洗油将防锈油洗去,这时轴承容易生锈,不可长时间放置。 2)轴与外壳的检验 清洗轴承与外壳,确认无伤痕或机械加工留下的毛刺。外壳内绝对不得有研磨剂(SiC、Al2O3等)型砂、切屑等。 其次检验轴与外壳的尺寸、形状和加工质量是否与图纸符合。
安装轴承前,在检验合格的轴与外壳的各配合面涂布机械油。 轴承的安装方法 轴承的安装方法因轴承类型及配合条件而有所不同。 由于一般多为轴旋转,因此内圈与外圈可分别采用过盈配合与间隙配合,而外圈旋转时,则外圈采用过盈配合。 (1)压入安装 压入安装一般利用压力机,也可利用螺栓与螺母,不得已时可利用手锤进装。 (2)热套安装 将轴承在油中加热使其膨胀后再安装在轴上的热套方法可以使轴承避免受不必要的外力,在短时间内完成安装作业。 加热注意事项: 1)一般加热不要超过100摄氏度。 2)不允许轴承接触油槽底部。 另外热套安装还可以利用感应加热装置将轴承加热使其膨胀后再安装在轴上。
滚动轴承工作温度的介绍(一)滚动轴承根据其材质选用和热处理工艺以及使用工作时的润滑条件,在产品设计阶段和生产加工制造过程中其工作温度即已给定。具体情况如下: 一.材质选用 1.通用轴承在正常工作温度下(室温)可按照国家标准GB/T18254-2002《高碳铬轴 承钢》选材。 2.高温轴承工作温度超过300℃以上可按照YB688-2000《高温轴承钢Cr4M O4V技术条 件》选材。 3.低温轴承(工作温度低于-60℃以下的轴承),常用不锈轴承钢9Cr18、9Cr18Mo 材料制造,可按照GB/T3086-1982《高碳铬不锈轴承钢技术条件》选材,也可选用 铍青铜、陶瓷等材料制造。 二.热处理工艺 1.通用轴承选用高碳铬轴承钢时,其热处理工艺按照国家机械行业标准 JB/T1255-2001《高碳铬轴承钢滚动轴承零件热处理技术条件》进行。 2.高温轴承工作温度高于300℃时可按JB/T2850-1993《Cr4M O4V高温轴承钢滚动轴 承零件热处理技术条件》处理后,予以应用。 3.低温轴承,可按JB/T1460-2002《高碳铬不锈钢滚动轴承零件热处理技术条件》处 理后,予以应用。 三.滚动轴承工作温度 1.通用轴承选用高碳铬轴承钢并按上述热处理工艺加工后滚动轴承在正常工作状态下(室温)的工作温度按照相关标准要求,即通过寿命和可靠性试验及评定后,即 可按此予以控制。
a.试验规定见JB/T50013-2000《滚动轴承寿命及可靠性试验规程》中第5条试验条件,第5.4项:轴承外圈温度脂润滑时,不允许超过80℃;油润滑时,不允许超过95℃。 b.试验及评定见GB/T24607-2009《滚动轴承寿命与可靠性试验及评定》国家标准第6条试验条件,第6.2项:循环油润滑时,轴承外圈温度一般不应超过95℃;脂润 滑时,轴承外圈温度一般不应超过80℃。 2.高温条件下轴承工作温度: a.滚动轴承选用高碳铬轴承钢,工作温度在150℃~350℃之间, 按照JB/T2974标准,当工作温度在150℃~350℃之间时,在轴承型 号后缀可分别标注S0~S4予以表示。 b.滚动轴承选用高温轴承钢,其工作温度可达300℃以上,具体工作温度依据工作条 件另行给定。 3.低温轴承工作温度: 滚动轴承选用高碳铬不锈轴承钢,其工作温度低于零下60℃以下,具体工作温度依 据工作条件另行给定。
第十七章 滚动轴承与轴、孔的配合 第一节 滚动轴承精度等级及其应用 一、滚动轴承的精度等级 国标GB/T307.3-1996规定向心轴承(圆锥滚子轴承除外)精度分为0,6,5,4,2(相当于GB/T307.3-1984规定G ,E ,D ,C ,B 级)五级,精度依次升高,0(G )级精度最低,2(B )级精度最高。 国标GB/T307.3-1996规定圆锥滚子轴承精度分为0,6x ,5,4四级;推力轴承精度分为0,6,5,4四级。 二、滚动轴承精度等级的选用 滚动轴承各级精度的应用情况如下: 0(G )级(通常称为普通级)——用于低、中速及旋转精度要求不高的一般旋转机构,它在机械中应用最广。例如普通机床变速箱、进给箱的轴承,汽车、拖拉机变速箱的轴承,普通电动机、水泵、压缩机等旋转机构中的轴承等。 6(E )级——用于转速较高、旋转精度要求较高的旋转机构。例如普通机床的主轴后轴承,精密机床变速箱的轴承等o 5(D )级、4(C )级——用于高速、高旋转精度要求的机构。例如精密机床的主轴轴承,精密仪器仪表的主要轴承等。 2(B )级——用于转速很高、旋转精度要求也很高的机构。例如齿轮磨床、精密坐标镗床的主轴轴承,高精度仪器仪表的主要轴承等。 第二节 滚动轴承内、外径的公差带 滚动轴承的内圈、外圈都是薄壁零件,在制造和保管过程中容易变形,但当轴承内圈与轴、外圈与外壳孔装配后,这种少量的变形会得到一定程度的矫正。田此,国家标准对轴承内、外径分别规定了两种尺寸公差和两种形状公差。 两种尺寸公差是:①轴承单一内径(s d )与外径(s D )的偏差(d ?,D ?);②轴承单一平面平均内径(mp d )与外径(mp D )的偏差(mp d ?,mp D ?)。 两种形状公差是:①轴承单一径向平面内,内径(s d )与外径(s D )的变动量(dp V ,Dp V );②轴承平均内径(mp d )与外径(mp D )的变动量(mdp V ,mDp V )。 合格的滚动轴承,必须同时满足所规定的两种公差要求。 表17.1列出了部分向心轴承mp d ?,mp D ?的极限值。 表17.1 向心轴承mp d ?,mp D ?的极限值(摘自GB/T307.1-1994)
2、滚动轴承的主要尺寸与基本代号方法 2.1滚动轴承基本尺寸 对于轴承的主要尺寸,国际标准化组织(ISO)为保证国际上的互换性和生产中的经济性,已制定了统一的国际标准[ISO15、ISO355、ISO104],分别对向心轴承、圆锥滚子、推力轴承的主要外形尺寸作了相应的规定,即对轴承的内径、外径宽度以及倒角尺寸进行了系列化、标准化,我国标准也等效采用了ISO标准的规定,对应的标准号分别为GB273.3--、GB273.1--、GB273.1--,装配倒角标准为GB274--。 主要尺寸标准化是指轴承轮廓尺寸,即内径、外径、宽度或高度以及倒角尺寸,对于内部尺寸,原则上不规定。 轴承尺寸的选择,一般是根据作用于轴承的负荷以及对轴承寿命与负荷容量(额定负荷)的要求来进行考虑的。 对于向心轴承(除圆锥滚子轴承外),针对各自标准内径规定了最大的8种外径尺寸,其系列为直径系列(7、8、9、0、1、2、3)顺序依次增大。 对于同一内径,外径组合(向心轴承),规定了最大8种宽度尺寸,其宽度系列(8、0、1、2、3、4、5、6)顺序依次增大。 对于公制圆锥滚子轴承,ISO355规定了相对于标准内径的直径系列分别以A、B、C、D、E、F、G表示,为外径依次增大,宽度尺寸分别以A、B、C、D、E 表示,为外径依次增大,此外还规定接触角的系列(1、2、3、4、5、6、7)接触角依次增大;我国标准规定的直径系列和宽度系列均为0、1、2、3。
GB/T272—93规定的轴承代号方法如下:2.2轴承代号排列规则表2.1
2.3基本代号排列规则:表2.2
2.4轴承内径代号
GB/T 27555-2011 滚动轴承带座外球面球轴承技术条件 GB/T 27559-2011 滚动轴承机床主轴用圆柱滚子轴承 GB/T 27560-2011 滚动轴承外球面球轴承铸造座技术条件 GB/T 25760-2010 滚动轴承滚针和推力球组合轴承外形尺寸 GB/T 25761-2010 滚动轴承滚针和角接触球组合轴承外形尺寸 GB/T 25762-2010 滚动轴承摩托车连杆支承用滚针和保持架组件 GB/T 25763-2010 滚动轴承汽车变速箱用滚针轴承 GB/T 25764-2010 滚动轴承汽车变速箱用滚子轴承 GB/T 25765-2010 滚动轴承汽车变速箱用球轴承 GB/T 25766-2010 滚动轴承外球面球轴承径向游隙 GB/T 25767-2010 滚动轴承圆锥滚子 GB/T 25768-2010 滚动轴承滚针和双向推力圆柱滚子组合轴承 GB/T 25770-2010 滚动轴承铁路货车轴承 GB/T 25771-2010 滚动轴承铁路机车轴承 GB/T 25772-2010 滚动轴承铁路客车轴承 GB/T 24604-2009 滚动轴承机床丝杠用推力角接触球轴承 GB/T 24605-2009 滚动轴承产品标志 GB/T 24608-2009 滚动轴承及其商品零件检验规则 GB/T 299-2008 滚动轴承双列圆锥滚子轴承外形尺寸 GB/T 300-2008 滚动轴承四列圆锥滚子轴承外形尺寸 GB/T 304.9-2008 关节轴承通用技术规则 GB/T 5859-2008 滚动轴承推力调心滚子轴承外形尺寸 GB/T 283-2007 滚动轴承圆柱滚子轴承外形尺寸 GB/T 292-2007 滚动轴承角接触球轴承外形尺寸 GB/T 5868-2003 滚动轴承安装尺寸 GB/T 304.3-2002 关节轴承配合 GB/T 290-2017 滚动轴承无内圈冲压外圈滚针轴承外形尺寸 GB/T 273.2-2018 滚动轴承外形尺寸总方案第2部分:推力轴承 GB/T 7813-2018 滚动轴承剖分立式轴承座外形尺寸 GB/T 307.4-2017 滚动轴承推力轴承产品几何技术规范(GPS)和公差值 GB/T 34884-2017 滚动轴承工业机器人谐波齿轮减速器用柔性轴承 GB/T 34891-2017 滚动轴承高碳铬轴承钢零件热处理技术条件 GB/T 34897-2017 滚动轴承工业机器人RV减速器用精密轴承 GB/T 12765-1991 关节轴承安装尺寸 GB/T 16643-2015 滚动轴承滚针和推力圆柱滚子组合轴承外形尺寸 GB/T 273.3-2015 滚动轴承外形尺寸总方案第3部分:向心轴承 GB/T 19673.1-2013 滚动轴承套筒型直线球轴承附件第1部分:1、3系列外形尺寸和公差 GB/T 19673.2-2013 滚动轴承套筒型直线球轴承附件第2部分:5系列外形尺寸和公差GB/T 308.1-2013 滚动轴承球第1部分:钢球 GB/T 4604.2-2013 滚动轴承游隙第2部分:四点接触球轴承的轴向游隙 GB/T 7217-2013 滚动轴承凸缘外圈向心球轴承凸缘尺寸 GB/T 16940-2012 滚动轴承套筒型直线球轴承外形尺寸和公差 GB/T 20057-2012 滚动轴承圆柱滚子轴承平挡圈和套圈无挡边端倒角尺寸