四辊可逆冷轧机传动电控系统设计设计
摘要 轧制是各种变形手段中效率高、产量大、成本低、成型精确的加工方式。而轧机是实现金属轧制过程的设备,泛指完成轧材生产全过程的装备,包括有主要设备﹑辅助设备﹑起重运输设备和附属设备等。从炼钢厂出来的钢坯还仅仅是半成品,必须到轧钢厂去进行热轧与冷轧后,才能成为合格的产品。 论文通过吸收和借鉴校内实训中心的四辊可逆冷轧机的先进设计理念,提出了四辊可逆冷轧机的电控系统设计方案,并总结出了电气调试方案。完成了整个轧机电控系统的硬件方案设计以及相关器件的选型工作。在硬件设计中,提出了PLC+变频器+电机等的闭环控制系统,从而达到变频器控制电机转速的目的。 关键词:轧机电控系统四辊闭环
ABSTRACT Means all kinds of deformation in rolling, high efficiency, large output, low cost, precision molding processing methods. The mill is the equipment of metal rolling process, rolled the whole production process refers to the completion of equipment, including major Equipment, Auxiliary Equipment, lifting and other transport equipment and ancillary equipment. Out from the steel mill is just the semi-finished billets to be to go for hot and cold rolling mills, the products can become qualified. Articles by absorb and learn the four-campus training center roller cold rolling mill of the advanced design concept, put forward a four-high reversing cold rolling mill electrical control system design. Completion of the entire rolling mill electrical control system hardware design and selection of work-related devices. In the hardware design is proposed such as PLC + inverter + motor closed-loop control system, so as to achieve the purpose inverter control motor speed. Keywords:Rolling mill;Electronic Control System;Four roller;Closed loop
技术协议 委托单位:登电集团铝加工有限公司(甲方) 加工单位:(乙方) 一、总说明 1、本技术协议规定了甲方在所列设备所用材料、制造。采用的规范和必须遵守的相关文件及投标技术要求。 2、本协议书提出的是最低限度的要求,并未对一些细节作出规定,也未充分引述有关标准和规范的条文,乙方应保证提供符合本协议书要求的产品。 二、铸轧辊辊套加工规格及数量 1、铸轧辊辊套规格:Φ690×1600mm 2、铸轧辊辊套数量:4支 三、铸轧辊辊套加工材质及通过量 1、铸轧辊辊套材质:32Cr3Mo1v 2、铸轧辊辊套通过量:6000T 四、铸轧辊辊套加工技术要求: 1、新套更换前辊芯水槽、水孔内的水垢、锈蚀、杂物要清洗干净并局部补焊; 2、辊套与辊芯配合接触面98%以上,配装过盈量适中,严禁出现炸套、M 板型、中心点偏移、凸凹点现象,一周纵向差小于0.08mm,两端对应差小于0.02 mm;
3、辊套、辊芯、辊脖装配同心度误差小于0.02mm,表面粗糙度小于0.8μm;两辊外径差小于1mm; 4、铸轧辊辊套在使用过程中不允许出现轴向窜动,允许初期使用1000吨以内径向窜动小于2mm; 5、辊套材质均匀,不允许有局部龟裂纹、气孔、夹渣等材质缺陷和加工质量缺陷,硬度HB在390-410之间; 6、铸轧辊交货具备各项使用技术条件,同时表面磨面交货,具体磨辊参数交货前与需方索要。 五、铸轧辊辊套加工交货应提供以下报告单: 1、铸轧辊辊套材质金相报告单; 2、铸轧辊辊套硬度检测报告单; 3、铸轧辊辊套探伤报告单; 4、铸轧辊装配工艺及加工精度报告; 5、铸轧辊磨辊报告单。 六、铸轧辊辊套加工质量保证: 1、乙方采用一流的工艺和最佳的材料制造,铸轧辊内不得含有夹渣、气孔等任何缺陷,铸轧辊不得有偏心,否则造成的损失由乙方全部承担; 2、乙方所制造的铸轧辊制造质量和性能符合甲方所提供的技术要求; 3、乙方保证所提供的铸轧辊在其使用寿命内满足设计性能要求; 4、生产通过量在4500吨及以内出现的非人为炸套、大面积气孔、夹渣等严重质量缺陷,乙方无条件更换新套。 5、生产通过量在4500吨以上出现的非人为炸套、大面积气孔、夹渣等严
轧辊破坏常见原因分析及对策 蔡秀丽李伟薛春福 (承钢集团燕山带钢有限公司,河北承德 067002) 摘要:轧辊破坏乃至断裂,会给企业生产造成极大的损失,本文结合我厂实际描述了几种常见的轧辊破坏形式,并给出了相应解决办法。 关键词:轧辊破坏现象描述解决办法 1前言 承钢热带厂1997年建成投产,生产至今已有10余年,在生产初期经常出现轧辊热裂纹、掉肉、局部破坏、外层剥落、甚至轧辊断裂等事故,轧辊发生故障后一般都需要做换辊处理,不仅增加了岗位作业人员的劳动量,而且降低日历作业率,造成废钢,影响成材率,影响轧机产量,同时更造成巨大的经济损失。通过几年的摸索,对轧辊常见破坏形式进行归纳总结,并给出相应的解决办法。 2轧辊常见破环形式及对策 2.1轧辊断裂 2.1.1热应力断裂 2.1.1.1现象描述 此类断裂多发生在粗轧机,一般在粗轧换辊后开轧10块钢以内,寒冷的冬季出现的几率更大一些。轧辊辊身断层呈径向,起源位于或接近轧辊轴线,断裂面与轧辊轴线垂直,一般发生在辊身中部,如图1所示。 图1:热应力断裂断面形状 2.1.1.2轧辊破坏原因 这种热应力断裂与轧辊表面和轴心处的最大温差有关。过高的温差通常是由于轧辊表面温度升高过快造成的,产生的原因有,轧制过程中轧辊冷却水不足甚至中断,或者轧制钢开始时轧制节奏太快,轧制量过大造成的。有资料表明,在辊役刚开始的临界轧制状态下,辊身表面与轴心之间70℃的温差就可沿轴向产生110Mpa的附加热应力。一旦辊芯中总的轴向拉伸应力超过了材质的极限强度,就会导致突然的热应力断裂破坏。以我厂为例,生产初
期,有一次正值寒冬腊月,室外温度-20℃,厂房内温度较低,备辊正处在风口上,轧辊上线前没有预热,仅烫辊4块,在烫辊效果不好的前提下,温度较低的冷却水很快浇凉辊面,在轧制中与红钢接触,轧辊处于冷热交替中,内外表面温差大。断辊后约10分钟,用手摸断辊边缘,触觉为凉辊,带钢轧制部位的轧辊表面微温,轧辊断口内触觉发凉。同时触摸辊道,则发热或微烫手。排除轧辊铸造缺陷、轧制负荷高等因素后,基本判定为热应力断裂。 2.1.1.3对应措施 ●烫辊要充分,特别是在外界温度较低的冬季,轧辊上线前转移到环境温度较高的位置停放,或者对轧辊做小范围的升温处理,延缓烫辊速度,增加烫辊时间和烫辊材数量,减小热应力的影响。凡是返回的板坯,都要运到粗轧进行烫辊,禁止直接返回。 ●在轧制启动阶段减少轧制量。换辊后开轧30分钟内严格控制轧制节奏,给轧辊充足的内外温度均衡时间。 ●加强轧辊冷却水喷射情况的检查,发现堵塞及时处理,避免轧辊冷却不足。 2.1.2冲击载荷断裂 2.1.2.1现象描述 轧制钢温偏低、有异物轧入、或者轧错规格(导致变形量偏大)等原因出现时,轧件所产生的轧制压力瞬间超过了轧辊本身所能承受的轧辊强度极限所造成的轧辊断裂,断口一般出现在最高应力界面区域,断口颜色为灰白色。一次,我厂在4小时停轧检修后,在轧到第46块钢时发生粗轧断辊,分析原因为轧制节奏太快,在66分钟内轧制了28块钢,超出我厂加热炉的能力,板坯在炉时间短,内部没有完全烧透。另外,虽然明细表上标明为热装料,但因为上午换粗轧辊检修,加热炉尾部和滑钢道上的板坯和随后装入的板坯实际上已经晾凉,成为冷料,这部分板坯需要更长的在炉时间(高的加热温度和更长的加热时间),如果仍按照正常的节奏出钢,这部分板坯在加热段停留时间过短,钢坯内外温度不均,势必造成生芯钢,在轧制过程中给粗轧辊造成损害甚至断裂。 2.1.2.2解决方法 ●岗位操作人员加强责任心,加强日常点检,发现异物及时清除。 ●严格按照作业标准操作,严禁轧制低温钢。 ●在长时间停轧后,上料辊道上热料按冷料设置加热制度,控制出钢节奏,以避免轧制生芯钢。 2.1.3疲劳断裂 2.1. 3.1现象描述 疲劳断裂始于初始裂纹并逐渐发展,产生了一个典型的断面,该裂纹相对光滑,并出现一条临界线,一旦疲劳裂纹达到一定尺寸,便会发生其它部分的自发断裂。此类断口为深褐色,在断面能发现旧痕迹。当出现轧制低温钢、轧线废钢事故、叠轧等情况时初始裂纹可能就生成了。 2.1. 3.2解决方法 ●每次换辊后定期检测(超声波法、涡流法、着色法),及时发现危险的裂纹,并对轧辊进行适度的磨削。 ●其他措施对防止可能出现的局部过载也是必要的,这些措施有:严禁轧低温钢,按辊役周期换辊,防止断带缠绕等轧机事故。 2.2轧辊热裂纹 2.2.1大目格裂纹 2.2.1.1现象描述 这种裂纹与带钢宽度及工作辊与带钢的接触弧度有关。这种裂纹以常见的马赛克形状出现,但与常见的细小热裂纹相比目格尺寸较大,如图2 所示。
验算Φ500×3三辊型钢开坯机第一机座的下轧辊强度。已知: 1)按轧制工艺,该辊K13、K9、K5三个道次同时走钢; 2)各道的轧制力:P13 =1100KN , P9=800KN , P5 =600 KN ; 3)各道的轧制力矩:M13 = 60.0KN .m , M9 = 30KN.m , M5= 20KN.m ,忽略摩擦力矩; 4)轧辊有关尺寸见图所示。其中各道次的辊身工作直径为:D13=340 mm , D9=384 mm , D5=425 mm 轧辊辊颈直径:d=300 mm 辊颈长度l =300 mm,轧辊梅花头外径d1=280 mm,其抗扭断面系数Wn = 0.07d13 。 5)轧辊右侧为传动端; 6)轧辊材质为铸钢,其强度极限为σb = 5 00 ~ 600 MPa; 7)轧辊安全系数取 n =5; 8)许用应力 [τ] = 0.6[σ]。 (要求画出轧辊的弯矩图和扭矩图) 1)由静力学平衡方程求得轧辊辊颈处的支反力: R1*(286+507+654+353)-P5*(507+654+353)- P9*(654+353)- P13 *(353)=0 即:R1 =( 600 *1514+ 800 *1007 + 1100*353)/(286+507+654+353) =1167.94 KN R2= (P5+P9+P13)- R1= (600+800+1100)-1167.94=1332.06KN 2)轧辊各位置点的弯矩值: Ma = R1 *300/2/1000 = 1167.94 *0.15 =175.191KN.m Mb= R1 * 286/1000 = 1167.94 *0.286 =334.03KN.m Mc= R1 *(286+507)/1000- P5*507/1000 = 1167.94*0.793-600*0.507=621.98 KN.m 或(Mc= R2 *(353+654)/1000- P13*654/1000 = 1332.06*1.007-1100*0.654=621.98 KN.m)Md = R2 *353/1000 = 1332.06 *0.353 = 470.22KN.m Me = R2 *300/2/1000 = 1332.06 *0.15 = 199.81KN.m 3)绘制弯矩图和扭矩图: 4)轧辊各位置点的扭矩值:忽略摩擦力矩后,传动侧的扭矩为 Mn =M13+M 9+M5=60+30+20=110.0 KN.m 5)辊身强度计算:三个孔型处的弯曲应力分别为:σD5 = Mb /(0.1D53)= 334.03 / ( 0.1×0.4253) = 43.51 MPa σD9 = Mc /(0.1D93)= 621.98/ ( 0.1×0.3843) = 109.85 MPa σD13 = Md /(0.1D133)=470.22 / ( 0.1×0.343) = 119.64MPa 6)辊颈强度计算:由支反力的大小和传动端的位置可判定,辊颈的危险断面在传动侧,其弯曲应力为:σd = Me /(0.1d3)=199.81/ ( 0.1×0.33) = 74 MPa 危险断面的扭转应力: τ d = Mn /(0.2d3)=110/ ( 0.2×0.33) = 20.37 MPa 辊颈危险断面的合成应力: σd p = (σd2 +3τd2 )1/2= (74 2 +3×20.372 )1/2 = 81.98 MPa 7)辊头的强度计算:τ d 1= Mn /(0.07d13)=110/ ( 0.07×0.283 ) = 71.59 MPa 8)轧辊的许用应力: [σ] = σb / n = (500 ~ 600) / 5 = 100 ~ 120 MPa [τ] = 0.6[σ] = 0.6×( 100 ~ 120) = 60 ~ 72 MPa 9)结论:辊身、辊径的应力均小于许用值,所以轧辊受力安全,不合符要求。
小型轧钢机的设计 1 绪论 1.1轧钢机的定义 轧钢机也称为轧钢机械,一般把将被加工的材料在旋转的轧辊间受压力产生的塑性变形即轧制加工机器称为轧钢机,这是简单定义。大多数情况下,轧制生产过程要经过几个轧制过成,还要完成一系列的的辅助工序,如将原材料由仓库运出加热,轧件送往轧辊,轧制、翻转、剪切、打印,轧件收集、卷取成卷等。 一个轧件的全过程由多种机械按工艺顺序而成机组来完成,这种机组或机器体系叫轧钢机械或称轧钢机。第一种情况轧钢机由一个或几个工作机座(执行机构)传动机构(齿轮传动、连轴器)和使轧辊转动的电动机组,后一情况轧钢机是由若干台工做机组成,这些机组数目与加工轧材工艺过成生产率相适应,因此,轧钢机按顺序排列并且用辊道或其他运输装置连成一条工艺流水线机器组成机组。 轧钢机是机械中使金属在旋转的轧辊中产生变形的那部分设备。主要使设备排列成一定形式的工作线称为轧钢机的主机列。用以完成其他工序的机械设备称为辅助机械。 1.2轧钢机的标称 轧钢机的类别与规格与轧钢机的断面尺寸有关,因此轧钢机的初轧和型钢的类是以轧钢的名义直径。也就是说轧钢机的大小是常用与轧件有关的尺寸参数来标称。 初轧机和型钢轧机的主要性能参数是轧辊名义直径,因为轧辊的名义直径的大小与其能够轧制的最大断面有关,因此,初轧机和型钢轧机是以轧辊的名义直径标称的。 小型轧钢机的名义直径为:180——450mm. 1.3轧钢机的用途 轧钢机形式有两种:冷轧与热轧,热轧主要用于开坯,兼生产一部形钢,这这种轧机的型号有630-650型轧机,500-550型轧机、650中型轧机与2300中板轧机等,冷轧主要用于
终级轧制,轧带钢的产品很多,具有代表性的冷轧板带钢产品金属镀层薄板(包括镀锡板、镀锌板等)、深冲板(以汽车钢板最多)、电工硅钢板、不锈钢和涂层钢板。现也促使冷轧机的装备技术和控制技术向更高的方向发展。型号有1400mmNKW、1250mmHC单辊可逆式轧机. 1150mm二十辊冷轧机,。 设计的轧钢机为300×3轧钢机,轧辊的直径为300 mm.,轧钢机主要用来为轧制小型线材。25—50毫米的圆钢,20—40毫米的方钢;螺纹钢等。 其结构的特点为: (1)采用三辊式工作机座,主电机不可逆转,中上辊与中下辊交替过钢,实现多道次的轧制。 (2)由于轧辊的转向和转速不可逆转,可采用造价较底的高速交流主电机在传动装置中装有减速机和齿轮机座。考虑到第一机座轧件较短,轧制次数较多,负荷很不均匀,为了均衡电机负荷,减少电机的容量,在减速机和电动机之间加有飞轮。 (3)多数300型钢轧机要求既开坯又轧件,具有一机多能的特性,因此,轧机急需要较强的能力,又需要较强的刚度,而且由于经常需要更换品种,在轧机结构上需考虑换辊方便。 (4)为了便于换辊,三个机座的轧辊都采用梅花接轴连接。 1.4小型轧钢机的主机列 轧钢机的主要设备是由一个或数个主机列组成的。轧钢机的主机列是由原动机,传动装置和执行机构三个基本部分组成的。 (1)工作机座:工作机座为轧钢机的执行机构,它由轧辊及其轴承轧辊的调整机构和上轧辊的平衡机构,引导轧件的轧件进入轧辊用的导装置,工座机座的机架及支撑机座并把机座固定在地基上用的轨零、部件的和机构组成。 (2)传动装置:联轴器:联轴器包括电机联轴器和主联轴器,电机联轴器用来连接电动机与减速器的主动齿轮轴;而主联轴器则用来连接减速器与机轮机座的传动轴,既自减速器将
Ф500-1000轧辊卧式离心机组 技术协议 二O一五年十二月二日 1
甲方: 乙方: (简称甲方)制作一台Ф500-1000mm卧式轧辊卧式离心机组,主要用于大型双金属产品的生产。项目内容包括离心机的设计、制作、安装与调试以及冷试车,并配合热试车,使设备达到设计要求,满足生产需要。现将设备主要工艺参数、制作内容及安装技术要求说明如下: 1、离心铸造机概述 本技术协议提供的Ф500-1000mm涂料金属型卧式轧辊卧式离心机组是采用卧式离心浇注工艺生产双金属轧辊,该设备可实现离心机达到工艺转速时,进行定量浇注,用于离心铸造不同材质的轧辊生产,可以在产品规格范围内离心铸造各种规定长度、直径和重量的轧辊生产。机组的组成主要有:金属型卧式离心机、浇注机、清扫喷涂装置、保护渣添加装置、温度探头装置、移动平台、离心机保护罩和电控仪表系统等。该机组具有自动化水平高、运行稳定可靠、操作简单,其产品达到高产、优质、低能耗等优点。 2、设备的主要技术指标 2.1、毛坯轧辊产品范围:Ф500mm~Ф1000mm×400mm~1400mm 2.2、浇注铁水最大重量: 8t 2.3、旋转件自重: 15t 最大旋转重量: 23t (包括铸造铁水和旋转件) 2.4、浇注层最大厚度: 250mm
2.5、冷型转速: 100~600r/min连续可调 2.6、可控制冷型低速运转:5r/min 启动时间:≤6min 制动时间:≤5min 2.7、装机容量(电)约250KW 380V/50Hz 三相四线制 2.8、冷却水条件 用水量(循环水) 3-5m3/h 水温:进口水温≤30℃,出口水温≤70℃ 水压:进口水压0.1-0.3Mpa,出口压力0.02-0.03Mpa 水悬浮物含量:〈20mg/L 水硬度: 10-12dH 水PH值: 7-8 2.9、压缩空气 压缩空气用量: 5Nm3/min 压缩空气压力: 0.4-0.5Mp 压缩空气含油量: 2级 3、Ф500-1000mm涂料金属型卧式轧辊卧式离心机组的供货范围 3.1、涂料金属型卧式离心机组的供货范围 3.1.1、离心铸管机(包括底座、托辊座、传动轴和冷型驱动装置等。 1套 3.1.2、自动翻转浇注机(包括自动行走的浇注车、轨道式称量装置、流槽和底注漏包等 1套
热轧带钢轧辊破坏原因分析 轧辊包括工作辊和支承辊,是轧机的关键零件之一,装在轧机牌坊窗口当中。在热轧带钢生产中,轧辊的消耗量很大,尤其是工作辊,它始终与红热钢坯直接接触。因此,找出轧辊的损坏原因并做出相应的解决措施,提高轧辊寿命,降低辊耗,是轧机制造商和用户都十分关注的问题。在实际生产过程中,轧辊的破坏形式主要有轧辊磨损、轧辊裂纹、轧辊剥落及轧辊断裂等。 轧辊磨损 轧辊磨损与其他磨损在形成机理上相同。从摩擦学角度来讲,可理解为轧辊宏观和微观尺寸的变化。一般讨论的轧辊磨损,包括宏观磨损和微观磨损,具体表现为轧辊直径的缩小。然而,轧辊磨损在几何和物理条件上与一般磨损又有差别,如轧辊上的某点与轧件周期性接触;轧件上的氧化铁皮作为磨粒进入辊缝;冷却液和润滑液的作用以及热的影响等。因此,在实际工作条件下轧辊磨损的因素很复杂,根据其产生的原因可分为以下几种: (1)机械磨损或摩擦磨损。工作辊与轧件及支撑辊表面相互作用引起的摩擦形成的磨损。 (2)化学磨损。辊面与周围其他介质相互作用,造成表面膜的形成与破坏的结果。 (3)热磨损。在工作状态下,轧辊因高温作用其表面层温度剧烈变化引起的磨损。 1 工作辊磨损 工作辊磨损主要是由工作辊与轧件及工作辊与支撑辊之间的相互摩擦引起的,这种摩擦包括滑动摩擦和滚动摩擦,其磨损主要发生在与轧件相接触的部位。 在生产过程中,由于带钢在轧机间形成活套,以致增大了带钢对上辊的包角,增加了接触面积的压力;带钢上表面再生氧化铁皮的滞留也增加了上辊的磨损,因此,上辊比下辊的磨损量大。由于传动端与电机连接,因振动之故,传动侧的磨损量比换辊侧的大。 2 支承辊磨损 支撑辊磨损主要是与工作辊的相对滑动和滚动造成的。工作辊表面的炭化物颗粒将支撑辊表面的金属微粒磨削下来,使支撑辊产生磨损。其磨损量的大小与轧辊的材质、表面硬度及光洁度、辊间压力横向分布、相对滑动量和滚动距离等因素有关。 实践证明,由于夹带大量氧化铁皮的冷却水作用在辊面,致使下支撑辊工况条件差,从而加速了轧辊的磨损。另外,支承辊的磨损也与上、下支撑辊的辊面硬度有关。 轧辊裂纹 由于多次温度循环产生的热应力造成轧辊逐渐破裂,即裂纹,它是发生在轧辊表面薄层的一种微表面现象。轧制时,轧辊受冷热交替变化剧烈,从而在轧辊表面产生严重应变,逐
毕业设计(论文)任务书
摘要 ???小型四辊冷轧机,其特点是工作稳定、操作简单、轧制本轧机为190/500450 板形好。本设计主要是针对此轧机的轧辊系统,考虑到产品的稳定性、结构布局、使用寿命,进行轧辊的尺寸计算、刚强度校核、弯曲变形校核、轧辊轴承的选择和使用寿命校核。同时采用了工作辊传动,这种形式对轧制过程比较有利。 设计中运用斯通公式计算轧制力,由于轴承座的固定性,轴承座要承受偏负荷,轴承磨损严重不但减小使用寿命而且影响轧辊的外形进而对轧制板形产生极大的影响,轧制力大时影响更明显。因此轧辊的尺寸设计、材料选择很重要而且必须对轧辊和轴承进行必要的校核。 关键词:四辊冷轧机、轧辊、轧辊轴承、轧制力
Abstract ???small four-high cold rolling mill, characterized by The mill is 190/500450 stability、simple in operation and good shape by rolling. This design main for the mill’s roller system, take the mill’s stability、configuration and the service life, it’s necessary to checkout the intensity、barely and distortion by bending of the rollers and the service life of the bearing besides calculate the sizes of the rollers and choosing the bearings. At the same time, drive work roll is the main drive mode for this mill, which form is more favorable for the rolling process. It’s well-off during the design. In the design I have found that due to the fixity of the bearing chock, the biased load will appear in the bearing chock, and the bearings will fray badly, which leads to the short service life of the bearings and influences the rollers’ shape , and then influence of the sizes of the rolling steels, the infection will be strictness under the heavy roll force. Therefore, it’s important to design the rollers’ size and choose of the material, it is must to checkout the rollers and the bearings. Keywords:4-high cold rolling mill、roller、roller bearing、roll force
毕业设计 题目:六辊轧机轧辊装置的设计 学生: 学号: 院(系): 专业: 指导教师: 2011 年 6 月 3日
目录 摘要 (1) ABSTRACT (2) 1.概述 (4) 1.1国内外发展现状及特点 (4) 1.2 轧辊装置的组成和工作原理 (4) 2.方案设计 (5) 2.1轧辊传动方案的设计 (5) 2.2压下量调整机构的设计 (5) 2.3中间辊横移机构的结构设计 (6) 2.4轧件宽度调整机构的设计 (7) 3.零件结构和尺寸的设计 (9) 3.1工作辊 (9) 3.1.1工作辊的设计 (9) 3.1.2工作辊轴承的选用 (11) 3.2中间辊 (12) 3.2.1中间辊的设计 (12) 3.2.2中间辊轴承的选用 (14) 3.2.3中间辊横移机构 (14) 3.3支承辊 (16) 3.3.1支承辊的设计 (16) 3.3.2支承辊轴承的选用 (18) 3.4轧件宽度调整机构 (19) 4.校核 (20) 4.1轧制力计算 (20) 4.2轧辊强度分析 (22) 4.3支承辊弯曲强度的验算 (25) 4.4轧辊辊面接触强度的验算 (26) 4.4.1 工作辊与中间辊之间的辊面接触强度 (26) 4.4.2 中间辊与支撑辊之间的辊面接触强度 (27) 5安装与调试 (29) 5.1维护和保养 (29) 5.2液压系统维护 (29)
5.3润滑系统维护 (29) 6.总结 (30) 7.致谢 (31) 参考文献 (32)
六辊轧机轧辊装置的设计 摘要 国产六辊冷轧机从上世纪80年代起就在国内成功运行,但只是一些单机架的 中小型冷轧机。进入21世纪以来,经济快速发展,对高质量板(带)材的需求也 在迅速增长。具有国际先进水平的高速现代化冷轧机的开发和研制成为当务之急。 采用辊缝连续可变凸度控制技术的六辊冷轧机在生产实践中不断的凸显出它 的优点:由于辊缝断面可以连续调整,对规定的轧制参数具有高度适应性;由于 使用经过优选的工作辊,压下量可以很大;轧出的带材,有良好的平直度和表面 质量;轧件边部减薄明显改善;由于轧辊的库存量可以明显减少,即整个产品范 围可以用同一个辊轧制,因而降低了轧辊的成本。目前,具有板形控制功能的轧 机有日立HITACHI的HC(UC)、德国SMS公司的CVC轧机、法国CLECM公司开发 的DSR轧机、以北科大为代表的VCL以及依靠鞍钢和一重等国内力量自主开发的VCMS新一代六辊冷轧机。 为了满足对冷轧机高速、高效、高质量、低成本、低能耗、易维护等一些生 产要求,经过对比,我们发现采用辊缝连续可变凸度控制技术的六辊冷轧机可以 兼顾满足我们的生产需求。所以高速现代化的六辊冷轧机必是目前以及将来的重 点发展方向。 通过六辊轧机轧辊装置的设计,使我在结构设计和装配、制造工艺以及零件 设计计算、机械制图和编写技术文件等方面得到综合训练;并对已经学过的基本 知识、基本理论和基本技能进行综合运用。从而培养我具有结构分析和结构设计 的初步能力;使我树立正确的设计思想、理论联系实际和实事求是的工作作风。 本装置主要由五个部分组成。第一部分是工作辊;第二部分是中间辊及其横移机构;第三部分是支承辊;第四部分是压下量调整机构;第五部分是机架。 关键字:六辊冷轧机,中间辊横移,凸度控制
高速线材轧辊间设备定货技术协议 1、设备供货范围 1.1 自动金刚石砂轮修整机DCS/003 1台苏州中特1.2 手动金刚石砂轮修整机SK002 1台苏州中特1.3 数控碳化钨辊环磨床DCS/002 2台苏州中特1.4数控轧辊车床CK8480 2台江苏鼎顺1.5 数控轧辊车床CK8450 1台江苏鼎顺1.6数控碳化钨辊环铣床XK500CJ 1台江苏鼎顺1.7 平面磨床MA7130 1台上海机床1.8单柱矫正压装机Y41-25 1台无锡液压 1.1到1.8设备运行一年的刀具附件见清单 2、技术规格及参数 2.1金刚石砂轮修整机(苏州中特机电科技有限公司)2.1.1型号及规格:DCS-003 2.1.2 数量:1台 2.1.3 主要技术参数 可修金刚石砂轮直径Φ100—φ400mm 可修金刚石砂轮宽度5—60mm 机床总功率6KV A 2.1.4 机床随机附件 可调垫铁4套 专用工具1套
2.2手动金刚石砂轮修整机(苏州中特机电科技有限公司) 2.2.1型号及规格:SK-002 2.2.2 数量:1台 2.2.3 主要技术参数 可修金刚石砂轮直径Φ100—φ400mm 可修金刚石砂轮宽度5—60mm 机床总功率6KV A 2.2.4 机床随机附件 专用砂轮20片 可调垫铁4套 专用工具1套 2.3数控碳化钨辊环磨床(苏州中特机电科技有限公司) 2.3.1型号及规格:DCS-002 2.3.2 数量:2台 2.3.3 主要技术参数 可加工辊环最大外径Φ400mm 头架中心高220 mm 工作台最大移动量250 mm 工件可磨长度200 mm 磨头移动数控当量0.001 mm 磨头电机功率18.5KW 磨头砂轮转速2000转/分 头架电机西门子交流伺服电机头架主轴转速0—60转/分,无级调速机床总功率25KV A 加工形式机械磨削 2.3.4主要技术指标
轧辊失效方式及其原因分析 轧机在轧制生产过程中,轧辊处于复杂的应力状态。热轧机轧辊的工作环境更为恶劣:轧辊与轧件接触加热、轧辊水冷引起的周期性热应力,轧制负荷引起的接触应力、剪切应力以及残余应力等。如轧辊的选材、设计、制作工艺等不合理,或轧制时卡钢等造成局部发热引起热冲击等,都易使轧辊失效。 轧辊失效主要有剥落、断裂、裂纹等形式。任何一种失效形式都会直接导致轧辊使用寿命缩短。因此有必要结合轧辊的失效形式,探究其产生的原因,找出延长轧辊使用寿命的有效途径。 1 、轧辊剥落(掉肉) 轧辊剥落为首要的损坏形式,现场调查亦表明,剥落是轧辊损坏,甚至早期报废的主要原因。轧制中局部过载和升温,使带钢焊合在轧辊表面,产生于次表层的裂纹沿径向扩展进入硬化层并多方向分枝扩展,该裂纹在逆向轧制条件下即造成剥落。 1.1 支撑辊辊面剥落 支撑辊剥落大多位于轧辊两端,沿圆周方向扩展,在宽度上呈块状或大块片状剥落,剥落坑表面较平整。支撑辊和工作辊接触可看作两平行圆柱体的接触,在纯滚动情况下,接触处的接触应力为三向压应力。在离接触表面深度为 0.786b 处 ( b 为接触面宽度之半 ) 剪切应力最大,随着表层摩擦力的增大而移向表层。 疲劳裂纹并不是发生在剪应力最大处,而是更接近于表面,即在 Z 为 0.5b 的交变剪应力层处。该处剪应力平行于轧辊表面,据剪应力互等定理,与表面垂直的方向同样存在大小相等的剪应力。此力随轧辊的转动而发生大小和方向的改变,是造成接触疲劳的根源。周期交变的剪切应力是轧辊损坏最常见的致因。在交变剪切应力作用下,反复变形使材料局部弱化,达到疲劳极限时,出现裂纹。另外,轧辊制造工艺造成的材质不均匀和微型缺陷的存在,亦有助于裂纹的产生。若表面冷硬层厚度不均,芯部强度过低,过渡区组织性能变化太大,在接触应力的作用下,疲劳裂纹就可能在硬化过渡层起源并沿表面向平行方向扩展,而形成表层压碎剥落。 支撑辊剥落只是位于辊身边部两端,而非沿辊身全长,这是由支撑辊的磨损型式决定的。由于服役周期较长,支撑辊中间磨损量大、两端磨损量小而呈 U 型,使得辊身两端产生了局部的接触压力尖峰、两端交变剪应力的增大,加快了疲劳破坏。辊身中部的交变剪应力点,在轧辊磨损的推动作用下,逐渐往辊身内部移动至少 0.5mm ,不易形成疲劳裂纹;而轧辊边部磨损较少,最大交变剪应力点基本不动。在其反复作用下,局部材料弱化,出现裂纹。 轧制过程中,辊面下由接触疲劳引起的裂纹源,由于尖端存在应力集中现象,从而自尖端以与辊面垂直方向向辊面扩展,或与辊面成小角度以致呈平行的方向扩展。两者相互作用,随着裂纹扩展,最终造成剥落。支撑辊剥落主要出现在上游机架,为小块剥落,在轧辊表面产生麻坑或椭球状凹坑,分布于与轧件接触的辊身范围内。有时,在卡钢等情况下,则出现沿辊身中部轴向长达数百毫米的大块剥落。 1.2 工作辊辊面剥落 工作辊剥落同样存在裂纹产生和发展的过程,生产中出现的工作辊剥落,
高速钢轧辊技术协议 甲乙双方本着平等互利的原则,经充分协商,对甲方使用的高速钢轧辊达成如下协议: 一、技术要求 1、轧辊规格:?350×600mm 2、轧辊材质:高速钢轧辊 3、化学成分,%: C:1.6/2.2 Si:0.3/1.0 Mn:0.2/0.8 P≤0.035 S≤0.035 Cr:3.0/7.0 Mo:2.0/6.0 V:2.0/6.0 W:1.0/5.0 Nb:0.5/3.0 4、辊身表面硬度:80-88 HSD 5、轧辊表面硬度均匀度:≤5HSD 6、工作层厚度:按实际使用要求确定,通常≥40mm 7、成品架重车次数不低于普通轧辊(重车次数≥5次) 8、轧辊辊颈抗拉强度≥400 MPa 9、轧辊尺寸严格按图纸尺寸及公差要求加工 10、轧辊不得有夹渣、气孔、裂纹等铸造缺陷 11、轧辊在成品架的过钢量要求: ?16螺纹钢单槽过钢量不低于700吨 ?18螺纹钢单槽过钢量不低于800吨 ?20螺纹钢单槽过钢量不低于960吨 ?22螺纹钢单槽过钢量不低于960吨 12、轧辊端部全部要采用钢印系统标记轧辊编号、厂家,为区别普通贝氏体轧辊,在轧辊号后面刻“G”。
13、轧辊交货时,乙方需按甲方提供的孔型图、配辊图加工好孔型。 二、技术服务 1、合同生效后,乙方向甲方提供高速钢轧辊使用技术要求及轧辊加工刀具型号选用等有关信息,乙方在甲方首次轧辊孔型加工和上机使用期间,应视甲方的需求派技术人员现场指导。 2、轧辊在使用过程中若出现异常问题,乙方在接到甲方通知后,48小时内赶到甲方现场双方处理解决。 三、对高速钢轧辊使用条件要求 1、使用高速钢轧辊时确保冷却水压力达到0.5MPa以上; 2、保证充足的冷却水量; 3、冷却水必须完全分布在轧机出口侧; 4、轧制冷却水温度≤40℃,水质为中性偏碱,杂质含量符合国家要求; 5、轧辊扎起使用过程中确保停机10分钟,轧辊表面温度≤50℃; 6、冷却水主水口应该离轧材出口处尽可能近些; 7、环形水管长度应至少覆盖辊身2/5的圆周; 8、水流对轧辊的冲击点应形成20-30度夹角,避免喷嘴向轧辊表面垂直方向喷水,水流与轧辊接触的时间越长,热传导效果越好; 9、使用高速钢轧辊时必须禁止先给水后过钢; 10、使用高速钢轧辊时禁止轧制过程中断水; 11、出现堆钢时,应继续给水冷却,当轧材温度和辊面温度下降下来以后方可停水处理; 12、严格按着乙方提供的高速钢轧辊使用技术资料,要求对轧辊进行使用和维护。 四、交货要求 1、轧辊到货后甲方根据合同、订单、技术协议以及发货清单进行产品数量、质量及
轧辊失效方式及其原因分析 摘要:介绍了轧辊存在剥落、断裂、裂纹等几种失效方式,并重点分析了轧辊剥落和断裂产生的机理,为分析生产实践中轧辊失效原因和采取相应改进措施以提高轧辊使用寿命提供了依据。 关键词:轧辊;失效原因;剥落;断裂;裂纹 1 前言 轧机在轧制生产过程中,轧辊处于复杂的应力状态。热轧机轧辊的工作环境更为恶劣:轧辊与轧件接触加热、轧辊水冷引起的周期性热应力,轧制负荷引起的接触应力、剪切应力以及残余应力等。如轧辊的选材、设计、制作工艺等不合理,或轧制时卡钢等造成局部发热引起热冲击等,都易使轧辊失效。 轧辊失效主要有剥落、断裂、裂纹等形式。任何一种失效形式都会直接导致轧辊使用寿命缩短。因此有必要结合轧辊的失效形式,探究其产生的原因,找出延长轧辊使用寿命的有效途径。 2 轧辊的失效形式 2.1 轧辊剥落 轧辊剥落为首要的损坏形式,现场调查亦表明,剥落是轧辊损坏,甚至早期报废的主要原因。轧制中局部过载和升温,使带钢焊合在轧辊表面,产生于次表层的裂纹沿径向扩展进入硬化层并多方向分枝扩展,该裂纹在逆向轧制条件下即造成剥落。 2.1.1支撑辊辊面剥落支撑辊剥落大多位于轧辊两端,沿圆周方向扩展,在宽
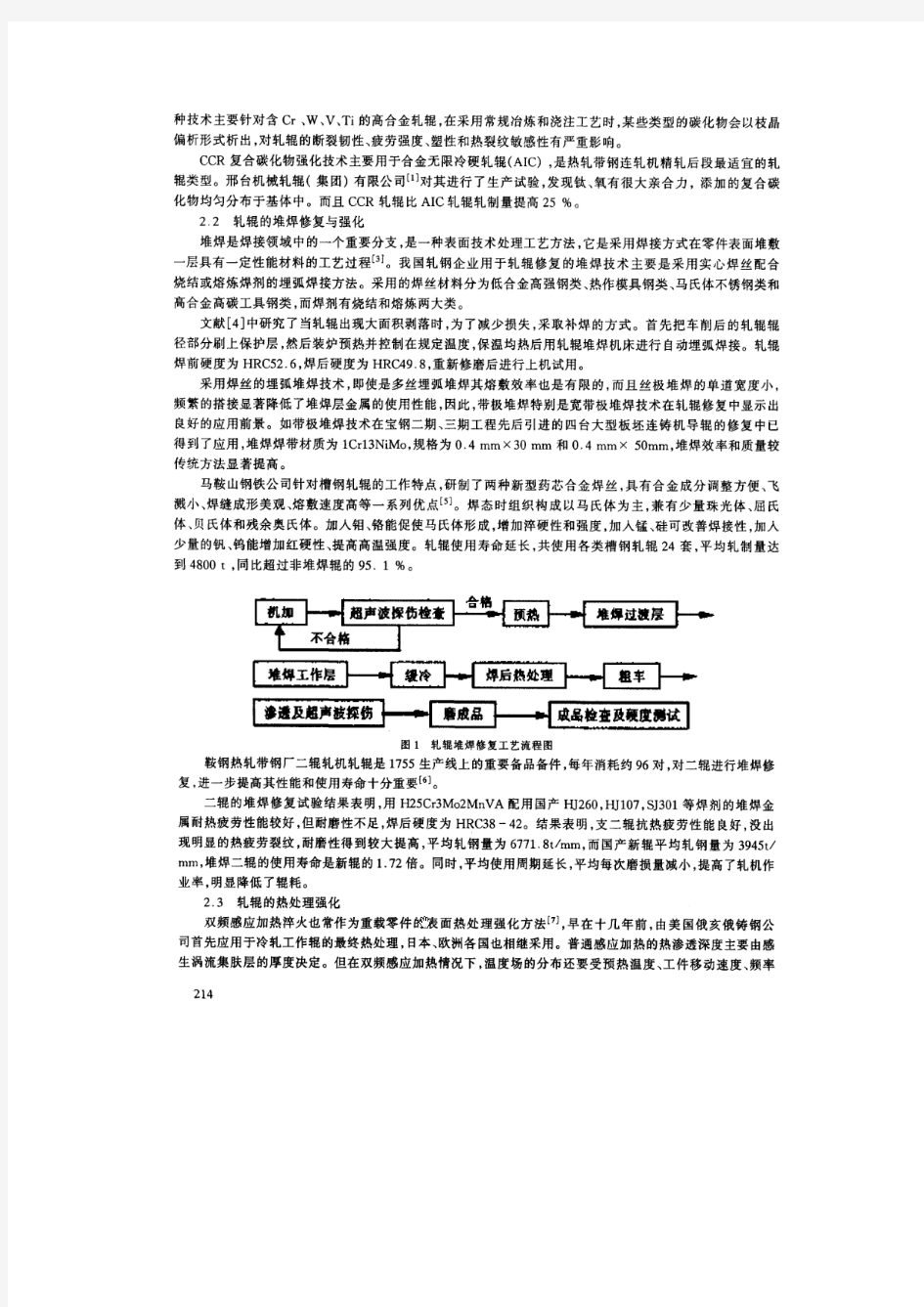
度上呈块状或大块片状剥落,剥落坑表面较平整。支撑辊和工作辊接触可看作两平行圆柱体的接触,在纯滚动情况下,接触处的接触应力为三向压应力,如图1所示。在离接触表面深度(Z)为0.786b处(b为接触面宽度之半)剪切应力最大,随着表层摩擦力的增大而移向表层。 图1 滚动接触疲劳破坏应力状态 疲劳裂纹并不是发生在剪应力最大处,而是更接近于表面,即在Z为0.5b的交变剪应力层处。该处剪应力平行于轧辊表面,据剪应力互等定理,与表面垂直的方向同样存在大小相等的剪应力。此力随轧辊的转动而发生大小和方向的改变,是造成接触疲劳的根源。周期交变的剪切应力是轧辊损坏最常见的致因。在交变剪切应力作用下,反复变形使材料局部弱化,达到疲劳极限时,出现裂纹。另外,轧辊制造工艺造成的材质不均匀和微型缺陷的存在,亦有助于裂纹的产生。若表面冷硬层厚度不均,芯部强度过低,过渡区组织性能变化太大,在接触应力的作用下,疲劳裂纹就可能在硬化过渡层起源并沿表面向平行方向扩展,而形成表层压碎剥落。 支撑辊剥落只是位于辊身边部两端,而非沿辊身全长,这是由支撑辊的磨损型式决定的。由于服役周期较长,支撑辊中间磨损量大、两端磨损量小而呈U 型,使得辊身两端产生了局部的接触压力尖峰、两端交变剪应力的增大,加快了疲劳破坏。辊身中部的交变剪应力点,在轧辊磨损的推动作用下,逐渐往辊身内
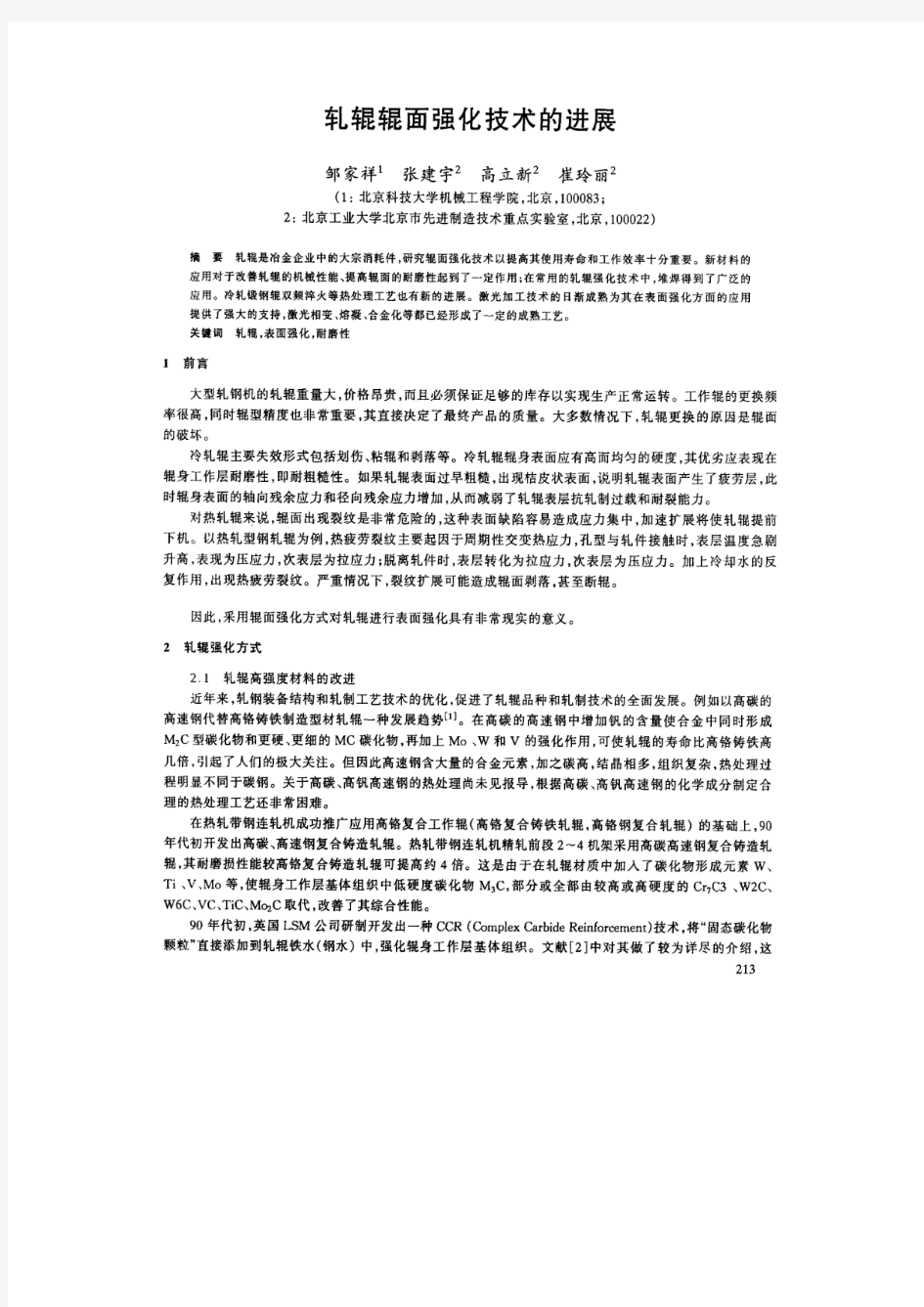
320轧机轧辊强度有限元分析 贾慧灵1 任学平1窦剑琳2 (1:内蒙古科技大学机械工程学院内蒙古包头014010; 2:中冶东方工程技术有限公司设备室内蒙古包头014010) 摘要根据轧辊的约束情况,建立了简化后的有限元模型,分别计算了3种不同轧制工况下轧制点处的应力,得到轧辊的最小安全系数。分析得到距辊身约39mm处的过渡区最易发生疲劳断裂,对现场生产和今后的设计具有指导意义。 关键词轧辊有限元分析安全系数疲劳断裂 中图分类号TG333.17文献标识码A Analysis on t he Stre ngth of t he Roller for 320M ill by Fi nite Elem e ntM et hod Jia Hu iling1Ren Xuep i n g1Dou Jianlin2 (1:I nstitute o fM echan ica lEng ineeri n g,I nnerM ongolia University o f Sc i e nces and Techno logy; 2:E qu ip m en tD epart m en,t East Eng ineeri n g and Techno logy C o.,Ltd.o fM CC) AB STRACT Based on boundary constra i n t o f t he ro ll er,t he si m p lified fi n ite e le m ent model i s estab li shed. T he stress a t rolling po i nt i s ca l culated i n three worki ng conditi ons.T he m i n i m u m safety facto r of the ro ller is ob ta i ned.T he ana l ysis s how s the fa ti gue fracture m ay take place i n about39mm transiti onal zone from the ro ller.T he resu lt has practicall y gu i ding m ean i ng to s i te producti on and fut ure des i gn. K EY W ORDS R oll F inite e le m ent ana l ysis Safe t y factor F atigue frac t ure 1前言 目前小型轧机使用最多的一种主导机型为短应力线轧机,由于其为无牌坊的四拉杆结构,缩短了轧制力所引起的应力回线,使轧机的整机刚度得到增强,产品质量提高,设备总重降低。在我国现代化的小型棒材轧钢车间,主要精轧设备普遍采用了这种先进的短应力线轧机[1]。如某钢铁集团公司生产 16~40mm圆钢及带肋钢筋的小型棒材车间,为提高产品精度和成材率,采用了我国自行研制的 320mm精轧机,精轧区共有六架轧机,平立交替布置,立式轧机与水平轧机的本体一样,都采取了短的应力回线结构,其结构如图1所示。 轧辊是轧机的主要承载件,在轧制力作用下,会产生弹性变形,其强度高低直接影响钢材的质量及产量。一般说来,小型型钢轧机采用半硬面或硬面轧辊(H B250~600),该车间轧辊材料为镍钼球墨铸铁,弹性模量E=1.54!103MPa,泊松比为 =0.3,强度极限b=600MPa,单侧轴承座承受的最大轧制力为420kN。为提高轧辊刚度, T ota lN o.168 A pril2008 冶金设备 M ETALLU RG IC A L EQU IP M ENT 总第168期 2008年4月第2期 内蒙古科技大学青年基金项目K J200647 作者简介:贾慧灵,女,1976年生,内蒙古科技大学毕业,硕士,讲师
阳春新钢铁轧钢厂生产线轧辊技术协议 买方:阳春新钢铁轧钢厂 卖方: 1、工艺参数与要求: 钢坯尺寸:150x150x12000mm 开轧温度:950℃-1050℃冷却水压力:0.3-0.5Mpa 冷却水水温:35℃2、轧辊订货要求 2.1新轧辊尺寸和公差符合图纸要求,各架次材质推荐使用表一所列类型。 2.2同一型号的轧辊名义直径差小于0.12mm. 2.3轧辊强度不能低于表一、表二所列的最低要求,在整个使用期限内不发生因轧辊本身内、外在质量问题造成的断辊和掉肉情况;轧辊表面硬度符合表一、表二所列的要求,在保证产品表面质量和不增加修磨量情况下,轧辊单槽轧制吨位和使用时间能达到表一规定的要求。 2.4 要求采用离心浇铸生产工艺。
3、设计资料的联络与图纸资料交付 3.1合同生效后3天内买方提供卖方一套纸质设计图及一套电子版图纸,用于卖方制造生产等,卖方注意技术保密,不得将图纸与技术泄露给第三方,否则承担有关相应责任。 3.2在合同生效并收到买方所提供的全套轧辊图纸后,卖方将立刻进行核对并确认这些图纸。对图纸的确认以及任何建议将应在卖方收到上述图纸后7天之内提交给买方(可通过传真执行)。 3.3根据卖方的反馈买方将进行必要的审核确认并在3天内提交给卖方最终审核确认意见。 3.4双方应在收到对方问题资料后,在3天内向对方确认收到。 4、买、卖双方在卖方现场的技术联络 4.1买方将在合同生效后两周派遣相关工程师到卖方现场进行技术联络。 4.2为了让买方的人员能够及时对所需交流的内容提前做好准备,卖方将提前7天通知买方交流的时间。 5、质量保证: 5.1卖方是用一流的工艺和最佳材料制造,轧辊内不得含有夹杂、气孔等任何缺陷,轧辊不得有偏心,否则,造成的损失有卖方承担。 5.2卖方所制造的轧辊制造质量和性能符合买方所提供给卖方的合同设备制造图纸以及本合同的履行过程中加以双方签署的有关技术协议的要求。 5.3卖方保证所提供的轧辊在其所用寿命期内应满足设计性能要求。 5.4设备制造、检验及质量控制的标准是买方提供的制造图纸和文件和有关国家标准。 5.4卖方应对由设计、工艺或材料等缺陷而发生的任何不足或故障提出更改建议,以书面形式提交买方,买方在三日内给卖方书面答复。 6、质量验收: 6.1验收标准:满足设计图纸要求及相应国家现行标准(化学成分); 6.2轧辊制造期间,买方将派人前往卖方工厂进行轧辊监制,卖方需支持与协助买方人员做好该项工作; 6.3买方将在出厂前派遣工程师到卖方现场进行轧辊出厂检验,卖方要协助买方做好设备验收,并向买方提供相关检验数据和证明。 6.4卖方发货的同时提供轧辊检验、试验报告,产品合格证书。 7、交货 7.1 交货日期:第一批货要求在2011年月日之前交货。 7.2 交货地点:阳春新钢铁。 买方:阳春新钢铁轧钢厂卖方: 签字: 签字: