八种控制图应用实例(minitab)
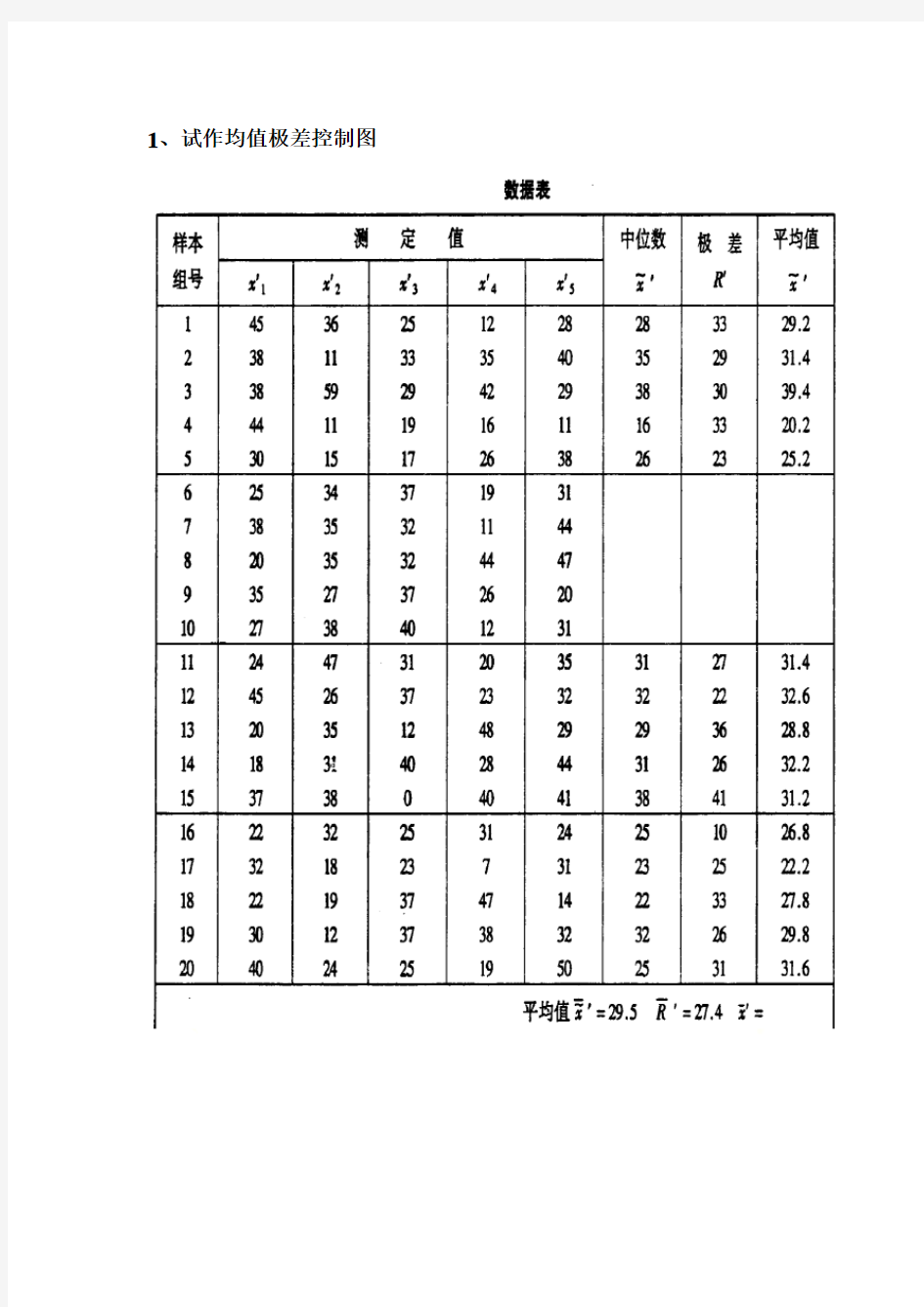
1、试作均值极差控制图
S a m p l e
S a m p l e M e a n
19
17
15
13
119
7
5
3
1
40
30
20
10
__
X=29.76
UCL=45.11
LCL=14.41
S a m p l e
S a m p l e R a n g e
19
17
15
13
119
7
5
3
1
604530150
_
R=26.61
UCL=56.26
LCL=0
Xbar-R Chart of C1
2、试作均值极差控制图、中位数极差控制图和均值标准差控制图
S a m p l e
S a m p l e M e a n
25
23
21
19
17
15
1311
9
7
5
3
1
40
30
20
10
__
X=29.86
UCL=45.27
LCL=14.46
S a m p l e
S a m p l e R a n g e
25
23
21
19
17
15
1311
9
7
5
3
1
604530150
_
R=26.70
UCL=56.47
LCL=0
Xbar-R Chart of C1
S a m p l e
S a m p l e M e a n
25
23
21
19
17
15
1311
9
7
5
3
1
40
30
20
10
__
X=29.86
UCL=45.27
LCL=14.46
S a m p l e
S a m p l e S t D e v
25
23
21
19
17
15
1311
9
7
5
3
1
20
151050
_
S=10.79
UCL=22.54
LCL=0Xbar-S Chart of C1
3、试作移动极差控制图
O b s e r v a t i o n
I n d i v i d u a l V a l u e
25
23211917
1513119
7
5
3
1
68.0
67.567.066.566.0
_
X=67.036
UCL=67.657
LCL=66.416
O b s e r v a t i o n
M o v i n g R a n g e
25
23
21
19
17
1513119
7
5
3
1
0.8
0.60.40.20.0
__
MR=0.2333
UCL=0.7624
LCL=0
1
1
1
1
1
1
I-MR Chart of C1
4、试作样本大小n 相等时的p 控制图
Sample
P r o p o r t i o n
25
23
21
19
17
151311
9
7
5
3
1
0.300.250.200.150.100.050.00
_
P=0.1496UCL=0.3009
LCL=0P Chart of C1
5、试作样本大小n 相等时的pn 控制图
Sample
S a m p l e C o u n t
25
23
21
19
17
151311
9
7
5
3
1
10
8
6
4
2
__
NP=3.76
UCL=9.49
LCL=0
NP Chart of C6
6. 试作样本大小n 不相等时的p 控制图
〔案例〕
某电机厂生产洗衣机用小型电机,构成交验批的批量各不相等,现每隔1小时抽取一个样本,共25批,经检验将不合格品数及不合格品率记入数据表,试作分析用控制图。
Sample
P r o p o r t i o n
2523
21
19
17
151311
9
7
5
3
1
0.060.050.040.030.020.010.00
_
P=0.024
UCL=0.05033
LCL=0P Chart of C4
Tests performed with unequal sample sizes
7. 试作C 控制图
某电线生产过程中,每隔一定时间对100m 导线进行检查,检查的结果如表所示,试作C 控制图。
Sample
S a m p l e C o u n t
25
23
21
19
17
151311
9
7
5
3
1
10
8
6
4
2
_
C=3.68
UCL=9.43
LCL=0
C Chart of C8
8. 试作U控制图
某电子产品检查的结果如表所示,试作U控制图。
Sample
S a m p l e C o u n t P e r U n i t
19
17
15
13
119
7
5
3
1
87
6543210
_
U=2.415
UCL=6.221
LCL=0
U Chart of C12
Tests performed with unequal sample sizes
Minitab DOE操作說明: 範例: 全因子實驗設計法 3因子2水準實驗設計: 因子—A.時間 ,B.溫度 ,C.催化劑種類 Step 1:決定實驗設計 開啟Minitab R14版 1.選擇Stat > DOE > Factorial > Create Factorial Design 2.點擊 因所要討論的因子有三個 , 由表中可以作二種選擇:
選擇Ⅲ作4次實驗 選擇Full作8次實驗 一個三因子2水準的設計共有23 (或8)種可能的組合 , 一個包含所有可能組合的設計 , 即稱之為全因子設計(Full Factorial Design) ,好處是可避免交絡(Confounding)的情況 ,也就是所有因子的效應無法與其它的效應明確分辨出來 ; 然而 ,使用較少的組合設計稱 之為部份因子設計(Fractional Factorial Design) 此範例決定是全因子設計 , 因在化學工廠內 , 要控制這些因子(時間/壓力/催化劑種類) 並不耗費時間及成本 , 且實驗可在非尖峰時間進行 , 避免打斷生產線的進度 , 如果這 實驗所需成本很高或困難執行 , 你可能需做不同決定。 3.點擊回到主對話框中 4.選擇 5.點擊,選取Full factorial
6.在Number of replicates選項中選2 ,按 Step 2:因子命名與因子水準的設定 因子水準的設定可以是文字或數值 若因子為連續性→使用數值水準設定 ,可為量測的任意值(ex.反應時間) 若因子為類別變數→使用文字水準設定 ,為有限的可能值(ex.催化劑種類) , 建議數值儘可能分開: 1.點擊按鈕
Minitab的运用培训课程 ●课程背景 MINITAB作为6sigma最佳工具软件,让复杂的统计技术在您的企业中变成广泛应用的工具。本课程内容设计兼顾对学员相关统计技术的巩固,同时结合六西格项目应用时的相关工具来讲授。学员不但会操作MINITAB,更重要的是在实施过程中如何选择合适工具与方法。 ●培训对象 本教程适用于那些直接负责数据收集、控制图构筑和监控、以及对产品和过程特性的测量作统计分析的人员,包括研发、工程、技术、质量、生产、项目以及对六西格玛感兴趣的所有人员。 ●培训条件 学员配合电脑分组学习。 参加培训企业最好明确希望解决那些问题,并在课前收集好相关数据:质量检验结果,SPC,MSA,DOE等数据,课程进行中老师将以企业的实际数据为例展开教学。 ●培训时间 2天,可根据客户要求增删培训内容,调整培训时间。 ●课程收获 1.掌握Minitab基本统技技术的操作方法。 2.进一步理解和掌握图表分析、过程能力分析、测量系统分析、试验设计以及统计过程控制SPC和QC 常见工具之应用。 3.能结合六西格项目和质量管理需要选择适用的统计工具。 4.掌握相关工具的minitab操作、数据和图形结果的分析与判定。 ●课程大纲 第一章变化的度量-初识Minitab 一.变化与变化的度量 二.总体与样本的统计量
三.中心趋势的度量-用Minitab来练习。 四.离散度的度量-用Minitab来练习。 五.正态分布-用Minitab来练习。 第二章Mintab软件基础介绍 一.Mintab 的系统要求 二.Minitab界面 三.工具栏的介绍 四.视窗结构 五.文件类型 六.数据类型 七.常用菜单与命令 八.操作便捷高效 九.数据与图形的对应 第三章Mintab软件的功能运用(计算功能、统计功能、绘制图表功能等) 一.使用计算器 二.数据类型的转换 三.数据的堆积 四.描述性统计及练习 五.正态概率图及练习 六.非正态数据的正态概率图及练习 七.箱线图及练习 八.时间趋势图及练习 第四章常用的过程能力衡量指标CPK和Z值 一.Cp介绍和练习 二.Cpk指标与Z值介绍和练习 三.过程能力指数与6σ原理 四.Minitab计算过程能力指数CPK与Z值 五.练习:Minitab计算CPK与Z值