点焊知识
选择点焊工艺的一般步骤:
通常是根据工件的材料和厚度,参考该种材料的焊接条件表选取。首先确定电极的端面形状和尺寸。其次初步选定电极压力和焊接时间,然后调节焊接电流,以不同的电流焊接式样。经检验熔核直径符合要求后,再在适当的范围内调节电极压力,焊接时间和电流,进行试样的焊接和检验,直到焊点质量完全符合技术条件所规定的要求为止。
优质焊点的标志是什么?
撕开法,在撕开试样的一片上有圆孔,另一片上有圆凸台。厚板或淬火材料有时不能撕开圆孔和凸台,但可通过剪切的断口判断熔核的直径。必要时,还需进行低倍测量、拉伸试验和X光检验,以判断熔焊率、抗剪强度和有无缩孔、裂纹等。
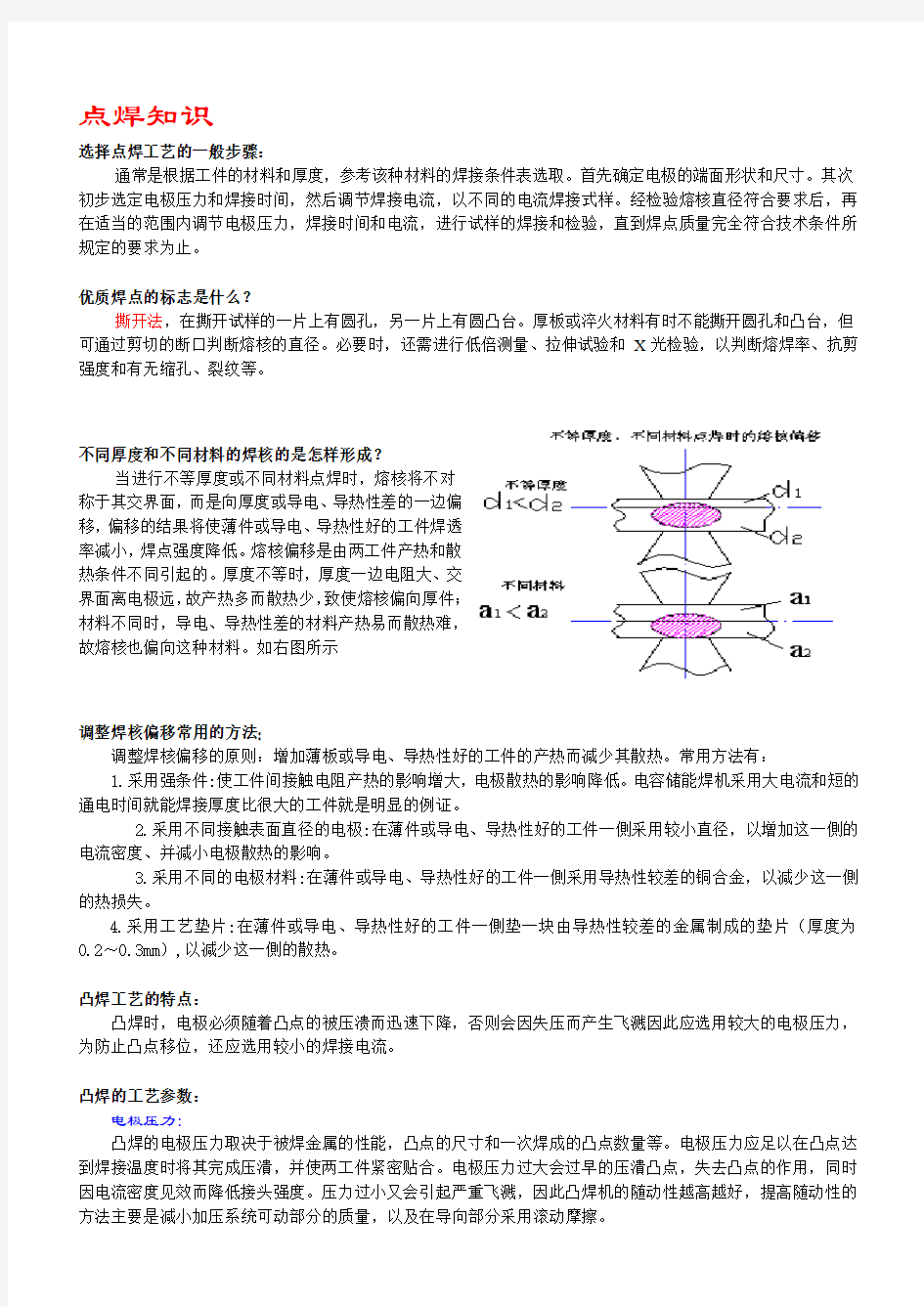
不同厚度和不同材料的焊核的是怎样形成?
当进行不等厚度或不同材料点焊时,熔核将不对
称于其交界面,而是向厚度或导电、导热性差的一边偏
移,偏移的结果将使薄件或导电、导热性好的工件焊透
率减小,焊点强度降低。熔核偏移是由两工件产热和散
热条件不同引起的。厚度不等时,厚度一边电阻大、交
界面离电极远,故产热多而散热少,致使熔核偏向厚件;
材料不同时,导电、导热性差的材料产热易而散热难,
故熔核也偏向这种材料。如右图所示
调整焊核偏移常用的方法:
调整焊核偏移的原则:增加薄板或导电、导热性好的工件的产热而减少其散热。常用方法有:
1.采用强条件:使工件间接触电阻产热的影响增大,电极散热的影响降低。电容储能焊机采用大电流和短的通电时间就能焊接厚度比很大的工件就是明显的例证。
2.采用不同接触表面直径的电极:在薄件或导电、导热性好的工件一側采用较小直径,以增加这一側的电流密度、并减小电极散热的影响。
3.采用不同的电极材料:在薄件或导电、导热性好的工件一側采用导热性较差的铜合金,以减少这一側的热损失。
4.采用工艺垫片:在薄件或导电、导热性好的工件一側垫一块由导热性较差的金属制成的垫片(厚度为0.2~0.3mm),以减少这一側的散热。
凸焊工艺的特点:
凸焊时,电极必须随着凸点的被压溃而迅速下降,否则会因失压而产生飞溅因此应选用较大的电极压力,为防止凸点移位,还应选用较小的焊接电流。
凸焊的工艺参数:
电极压力:
凸焊的电极压力取决于被焊金属的性能,凸点的尺寸和一次焊成的凸点数量等。电极压力应足以在凸点达到焊接温度时将其完成压潰,并使两工件紧密贴合。电极压力过大会过早的压潰凸点,失去凸点的作用,同时因电流密度见效而降低接头强度。压力过小又会引起严重飞溅,因此凸焊机的随动性越高越好,提高随动性的方法主要是减小加压系统可动部分的质量,以及在导向部分采用滚动摩擦。
焊接时间:
对于给定的工件材料和厚度,焊接时间由焊接电流和凸点刚度决定。在凸焊低碳钢和低合金钢时,与电极压力和焊接电流相比,焊接时间是次要的。在确定合适的电极压力和焊接电流后,在调节焊接时间,以获得满意的焊点。如想缩短焊接时间,就要相应增大焊接电流,但过分增大焊接电流可能引起金属过热和飞溅,通常凸焊的焊接时间比点焊长,而电流比点焊小。多点凸焊的焊接时间稍长于单点凸焊,以减少因高度不一致而引起各点加热的
焊接电流:
凸焊每一焊点所需电流比点焊同样一个焊点时小。但在凸点完全压潰之前电流必须能使凸点熔化。推荐的电流应该是在采用合适的电极压力下不至于挤出过多金属的最大电流。对于一定凸点尺寸,挤出的金属量随电流的增加而增加。采用递增的调幅电流可以减小挤出金属。和点焊一样,被焊金属的性能和厚度仍然是选择焊接电流的主要依据。
多点凸焊时,总的焊接电流大约为每个凸点所需电流乘以凸点数。但考虑到凸点的公差、工件形状,以及焊机次极回路的阻抗等因素,可能需要做一些调整。
凸点位置:
凸焊时还应做到被焊两板间的热平衡,否则,在平板未达到焊接温度以前凸点便已熔化。焊接异种金属时,应将凸点冲在电阻率较高的工件上。但当在厚板上冲出凸点有困难时,也可在薄板上冲凸点。电极也影响两工件上的热平衡,在焊接厚度小于0.5mm的薄板时,为了减少平板一側的散热,常用钨-铜烧结材料或钨做电极的嵌块。
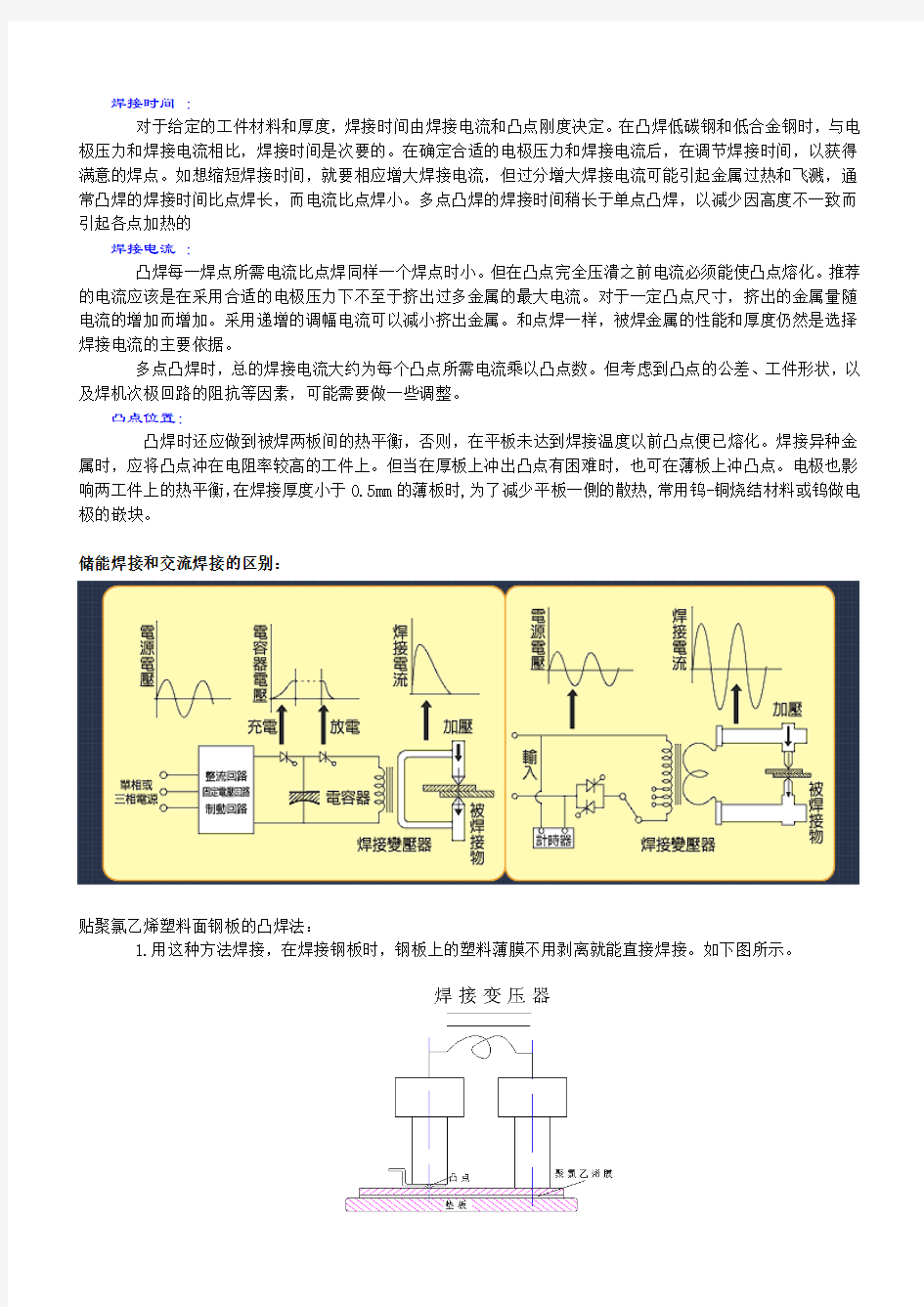
储能焊接和交流焊接的区别:
贴聚氯乙烯塑料面钢板的凸焊法:
1.用这种方法焊接,在焊接钢板时,钢板上的塑料薄膜不用剥离就能直接焊接。如下图所示。
2.通电方法:贴聚氯乙烯塑料面钢板的凸焊,是以单面单点或单面双点方式进行凸焊的应用实例之一。因为绝缘性的聚氯乙烯塑料贴满钢板表面,故不能采用普通的双面点焊,而采用单面单点或单面双点方式进行凸焊。一般采用图如上图所示的通电方法,因为无分流,采用单面双点方式最有效果。当贴聚氯乙烯塑料面钢板彼此之间进行焊接时,必须除去一部分聚氯乙烯塑料之后再冲出凸点。
3.凸点的形状:凸点形状必须采用下图形状,即将凸点分成两段:h段和H段。由于增高了H段部分,焊接接头以外的区域就不易接触。当焊接之后,紧接着提高电极压力,压潰H段部分,因而不会产生板间间隙。
4.焊接方法:为了不压坏凸点,开始加以低的电极压力,在通电后,紧接着要提高电极压力,这就要求电极的要有极高的随动性能。
5.焊接规范:在国外,虽然有采用1周波通电的情况,但为了不损伤材料表面的聚氯乙烯塑料,必须采用大电流、短时间的规范进行焊接。一般采用1/6周的通电方式来控制加热量,即使用电容储能点焊机进行短时
低碳钢焊接特性而不必使用很大的电极压力,因此低碳钢具有良好的焊接性,焊接电流、电极压力和通电时间等工艺参数具有较大的调节范围。
低碳钢的可焊性好:
而不必使用很大的电极压力;
3.碳与微量元素含量低无高熔点氧化物,一般不产生淬火组织或夹杂物;
4.结晶温度区窄、高温强度低、热膨胀系数小,因而开裂倾向小。
因此低碳钢具有良好的可焊接性能,焊接电流、电极压力和通电时间等工艺参数具有较大的调节范围。
淬火钢通常采用双脉冲点焊法:
由于冷却速度及快,在点焊淬火钢时必然产生硬脆的马氏体组织,在应力较大时还会产生裂纹。为了消除
淬火组织、改善接头性能,通常采用电极间焊后回火的双脉冲点焊方法。这种方法的第一电流脉冲为焊接脉冲,第二个为回火热处理脉冲。
使用这种方法时应注意两点:1)两脉冲之间的间隔时间一定要保证使焊点冷却到马氏体转变点Ms温度以下;2)回火电流脉冲幅值要适当,以避免焊接区的金属重新超过奥氏体相变点而引起二次淬火。
注:如果按最佳条件(A类)和中等条件(B类)焊接规范,就必须选择气动交流点焊机,例如:P1325、P1340 等;如果按普通条件(C类),薄片可用脚踏交流点焊机,例如:P103-4、P105等,厚片要用气动交流点焊机。本表摘自美国RWMA推荐的低碳钢低点焊的条件,可供参考。
低碳钢凸焊的:
注: 本表数据仅用于两板凸焊,厚度比最大为3:1.表中电极接触最小直径为凸点直径的两倍。
注: 凸焊螺帽时应采用较短时间,否则会使螺纹变色,精度降低.电极压力也不能过低,否则会引起凸点移位.
低碳钢线材交叉凸焊的:
注:锻造比大时需要较大的电极压力和焊接电流,接头强度也较大,但外观较差。
镀层钢板在焊接时碰到的几个问题:
1) 表层易破坏,失去原有镀层的作用。
2)电极易与镀层粘附,缩短电极使用寿命。
3)与低碳钢相比,适用焊接工艺参数范围较窄,易于形成未焊透或飞溅,因而必须精确控制工艺参数。
4)镀层金属的熔点通常比低碳钢低,加热时先熔化的镀层金属使两板间的接触面扩大、电流密度减小。因此焊接电流应比无镀层时大。
5)为了将已熔化的镀层金属排挤出接合面,电极压力应比无镀层时高。
镀铝钢板的点焊:
镀铝钢板分为两类,第一类以耐热为主,表面镀有一层厚20~25um的Al-Si合金(含Si6~8.5%),可耐640C 高温。第二类以耐腐蚀为主,为纯铝镀层,镀层厚为第一类的2~3倍。点焊这两类镀铝钢板时都可以获得强度良好的焊点。
由于镀层的导电、导热性好,因此需要较大的焊接电流。并应采用硬铜合金的球面电极。
耐热镀铝钢板点焊的焊接:
镀铅钢板的点焊:
镀铅钢板是在低碳钢板上镀以75%铅和25%锡的铅锡合金镀层,所用工艺参数与镀锌钢板相似.
不锈钢焊接的特性
较高的电极压力,不锈钢的热感敏性强,通常采用较短的焊接时间,强有力的内部和外部水冷,并且要准确地控制加热时间和焊接电流,以防热影响区晶粒长大和出现晶间腐败现象。
不锈钢点焊的焊接:
点焊不锈钢对焊接时间要求精确:
不锈钢的热感敏性强,通常采用较短的焊接时间,强有力的内部和外部水冷,并且要准确地控制加热时间和焊接电流,以防热影响区晶粒长大和出现晶间腐败现象。
点焊不锈钢要采取较高的电极压力:
较高的电极压力。
点焊不锈钢要采取较小的焊接电流:
点焊不锈钢的电极:
马氏体不锈钢焊接规范的趋向:
不锈钢允许凸焊,但较易产生熔核移位现象。由于不锈钢的焊接性能,不锈钢凸焊应比低碳钢高的电极压力,较短的焊接时间,因此很多情况用储能点焊机凸焊不锈钢效果更好。
要采取较高的电极压力:
高温合金分为铁基和镍基合金,它们的电阻率和高温强度比不锈钢还大。因此要加大电极的压力。
点焊高温合金要对焊接时间要求精确:
为了减少高温合金点焊时出现裂纹和胡须等缺陷,应尽量避免焊点过热。因此对焊接时间要精确
点焊要采取较小的焊接电流:
高温合金分为铁基和镍基合金,它们的电阻率和高温强度比不锈钢还大。因此要较小的焊接电流。
点焊的电极:
电极推荐采用3类电极合金,以减少电极的变形和消耗。
铜合金和铝合金焊接性能
铜合金与铝合金相比,电阻率稍高而导热性稍差,所以点焊并无太大困难。要求:
点焊铝合金的一般工艺:
点焊铝合金的电极:
点焊铝合金的电极应采用1类电极合金,球形端面,以利于压固熔核和散热。
点焊铝合金电极容易粘着:
由于电流密度大和氧化膜的存在,铝合金点焊时,很容易产生电极粘着,电极粘着不仅影响外观质量,还会因电流减小而降低接头强度。为此需经常修整电极。电极每修整一次后可焊的焊点数与焊接条件、被焊金属型号、清理情况、有无电流波形调制,电极材料及其冷却情况等因素有关。通常点焊纯铝为5~10点,点焊LF6、L Y12时为避免5~30点。
防锈铝LF21的特性:
防锈铝LF21强度底,延性好,有较好的焊接性,不产生裂纹,通常采用固定不变的电极压力。
铝合金LF21、LF3、LF5点焊的焊接规范:
注:点焊铝合金压力参数极为重要:
铜和铜合金的一般工艺:
铜合金与铝合金相比,电阻率稍高而导热性稍差,所以点焊并无太大困难。厚度小于1.5mm的铜合金,尤其是低电导率的铜合金在生产中用得最广泛.由于钨的导热性差,故可使用小得多的焊接电流,
点焊铜合金焊机应具备的特性:
点焊铜合金的电极:
焊接铜和高电导率的黄铜和青铜时,一般采用1类电极合金电极。
焊接低电导率的黄铜、青铜和铜镍合金时,采用2类电极合金。也可以用嵌有钨的复合电极焊接铜合金。
点焊铜合金电极容易粘着:
在常用的中等功率的焊机上进行点焊,但钨电极容易和工件粘着,影响工件的外观。铜和高电导率的铜合金因电极粘附严重,很少采用点焊,即使用复合电极,也只限于点焊薄铜板。
黄铜(75:35)点焊的焊接规范: