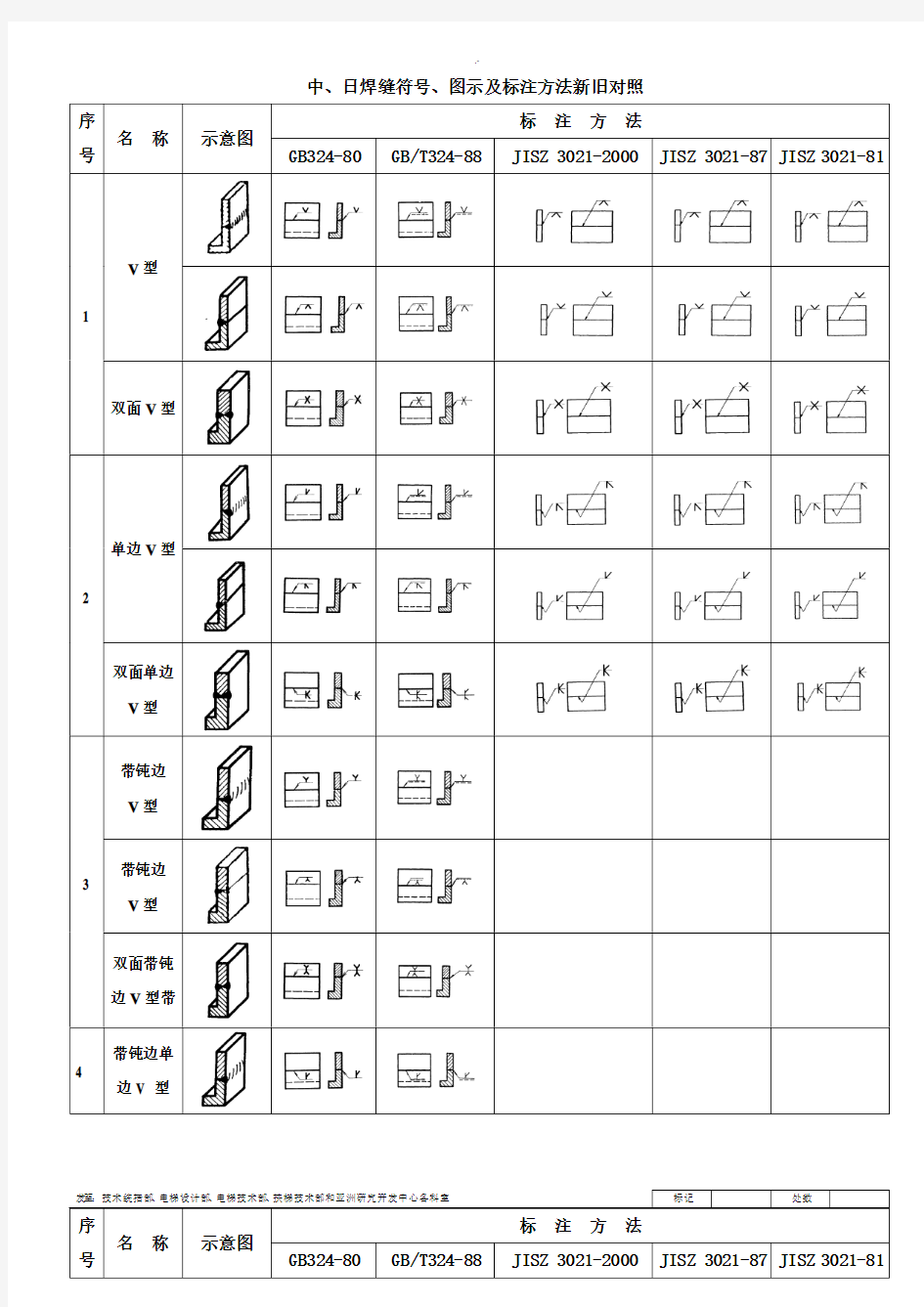
中、日焊缝符号、图示及标注方法新旧对照
序
号
名称示意图
标注方法
GB324-80 GB/T324-88 JISZ 3021-2000 JISZ 3021-87 JISZ3021-81 1
V型
双面V型
2
单边V型
双面单边
V型
3
带钝边
V型
带钝边
V型
双面带钝
边V型带
4
带钝边单
边V 型
序
号
名称示意图
标注方法
GB324-80GB/T324-88 JISZ 3021-2000 JISZ 3021-87 JISZ3021-81 发至:技术统括部、电梯设计部、电梯技术部、扶梯技术部和亚洲研究开发中心各科室标记处数
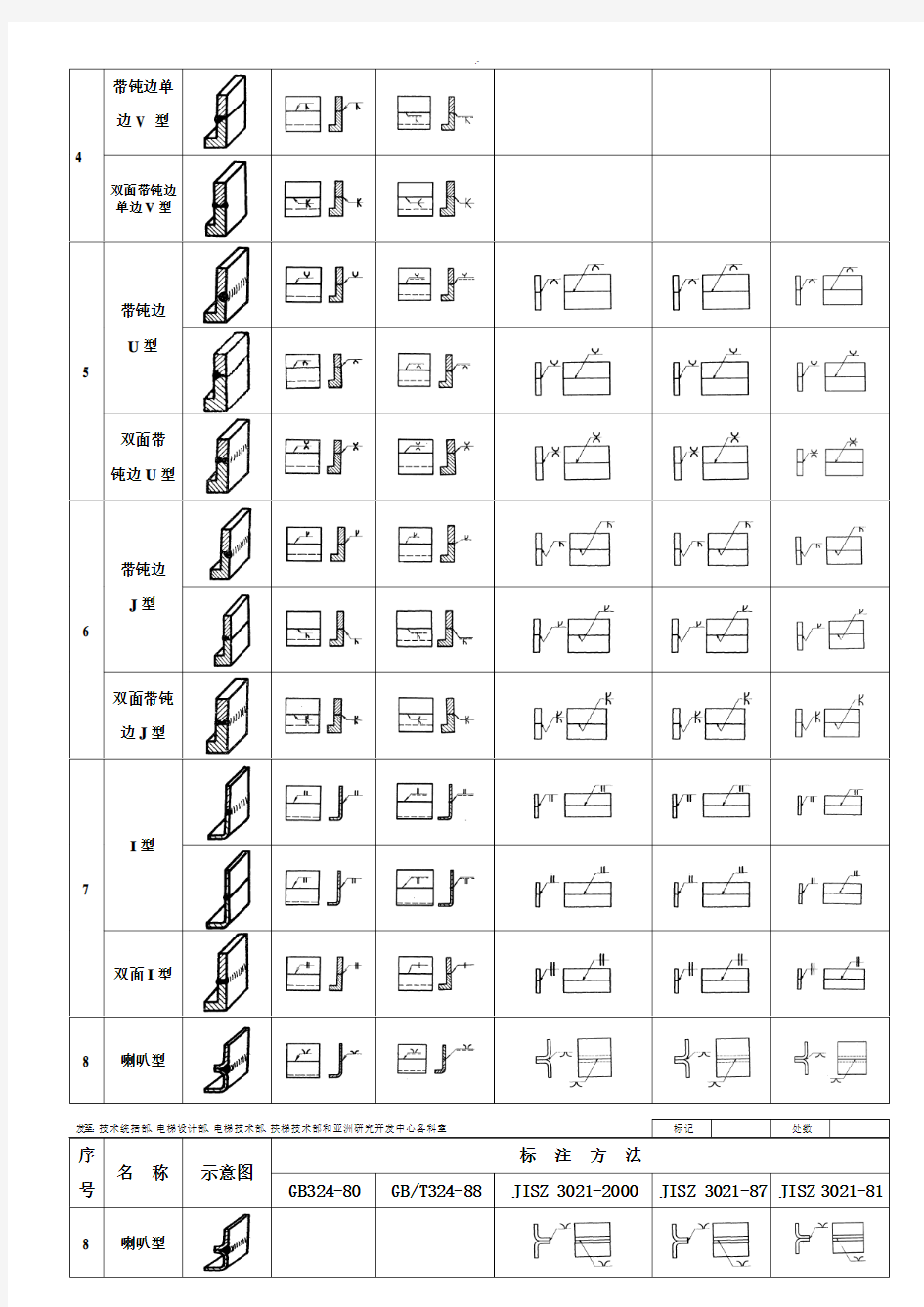
4
带钝边单
边V 型
双面带钝边
单边V型
5
带钝边
U型
双面带
钝边U型
6
带钝边
J型
双面带钝
边J型
7
I型
双面I型
8 喇叭型
序
号
名称示意图
标注方法
GB324-80GB/T324-88 JISZ 3021-2000 JISZ 3021-87 JISZ3021-81 8 喇叭型
发至:技术统括部、电梯设计部、电梯技术部、扶梯技术部和亚洲研究开发中心各科室标记处数
双面
喇叭型
9
单边
喇叭型
双面单边
喇叭型
10 角焊
序
号
名称示意图
标注方法
GB324-80GB/T324-88 JISZ 3021-2000 JISZ 3021-87 JISZ3021-81 10角焊
发至:技术统括部、电梯设计部、电梯技术部、扶梯技术部和亚洲研究开发中心各科室标记处数
11 接触焊
12 卷边焊
13
单边
卷边焊
14 缝焊
发至:技术统括部、电梯设计部、电梯技术部、扶梯技术部和亚洲研究开发中心各科室标记处数
序名称示意图标注方法
序
号
名称示意图
标注方法
GB324-80GB/T324-88 JISZ 3021-2000 JISZ 3021-87 JISZ3021-81 14缝焊
15
塞焊
(槽焊)
16 点焊
17 点射焊
18 堆焊
发至:技术统括部、电梯设计部、电梯技术部、扶梯技术部和亚洲研究开发中心各科室标记处数
号GB324-80GB/T324-88 JISZ 3021-2000 JISZ 3021-87 JISZ3021-81 18堆焊
19 珠焊
20
对接或表
面平坦角
缝焊
21
对接或凸
形角缝焊
22
凹形角缝
焊
23
削平对接
焊缝处
24
磨碎凹形
角焊缝处
2mm
25
加工缸体
对接焊缝
处
26
现场焊接
工件三边
序
号
名称示意图
标注方法
GB324-80GB/T324-88 JISZ 3021-2000 JISZ 3021-87 JISZ3021-81发至:技术统括部、电梯设计部、电梯技术部、扶梯技术部和亚洲研究开发中心各科室标记处数
27
现场焊接缸体外围
28
现场焊接工件外围
29
单边V 型焊和珠焊
30
双面单边V 型焊和角缝焊
31
单边V 型焊和角缝
焊
32
单边V 型焊、角缝焊和珠焊
33
双面J 型焊和凹形角缝焊
发至:技 术 统 括 部、电 梯 设 计 部、电 梯 技 术 部、扶 梯 技 术 部 和 亚 洲 研 究 开 发 中 心 各 科 室
标 记
处 数
中、日焊缝辅助、补充符号新旧对照
中、日焊接符号及其标注方法对照
序 号 名 称 符 号
GB324-80
GB/T324-88
JISZ 3021-2000
JISZ 3021-87
JISZ 3021-81
1 平 面
2 凹 面
3 凸 面
4 铲 平 C C C
5 磨 削 G G G
6 切 削 M M M
7 没指定方法时
F
F
F
8 封 底 焊
9 底面带垫板
10 三 面 焊 缝
11 周围焊缝 ○
○ ○ ○ ○ 12 工地焊缝
13 工地周围焊缝
14 断 继 焊 Z 15 尾部符号 〈 〈 〈 〈 〈 16
一 般 RT RT 二重壁攝影 RT-W RT-W 17 一 般
UT UT 垂直擦伤 UT-N UT-N 斜角擦伤
UT-A UT-A 18
一 般 MT MT 荧光擦伤 MT-F MT-F 19 一 般
PT PT 荧光擦伤 PT-F PT-F 非荧光擦伤
PT-D PT-D 20 全线试验 ○ ○ 21
部分试验
△
△
发至:技 术 统 括 部、电 梯 设 计 部、电 梯 技 术 部、扶 梯 技 术 部 和 亚 洲 研 究 开 发 中 心 各 科 室
标 记
处 数
GB/T324-88
JISZ 3021-2000 JISZ 3021-1987
焊 缝 在 箭 头 侧
焊 缝 在 非 箭 头 侧
点 焊 缝
:基本符号 如:对接焊缝
角焊缝 塞焊缝 点焊缝 O :补充符号表示环绕工件周围焊 缝 K :焊角尺寸 n :焊缝段数 l :焊缝长度 e :焊缝间距 N :相同焊缝
数量符号
d :熔核直径
:基本符号 如:对接焊缝 角焊缝 塞焊缝 点焊缝
O :补充符号表示环绕工件周围焊 缝
S :焊角尺寸 n :焊缝段数 l :焊缝长度 p :焊缝间距
T :特别指示事项(焊接方法非破坏性试验的辅助符号、其他说明) :基本符号 如:对接焊缝 角焊缝 塞焊缝 点焊缝
O :补充符号表示环绕工件周围焊缝
S :焊角尺寸 n :焊缝段数 l :焊缝长度 p :焊缝间距
T :特别指示事项(焊接方法非破坏性试验的辅助符号、其他说明)
GB/T324-88 JISZ 3021-2000 JISZ 3021-1987
发至:技 术 统 括 部、电 梯 设 计 部、电 梯 技 术 部、扶 梯 技 术 部 和 亚 洲 研 究 开 发 中 心 各 科 室 标 记
处 数
单 边 角 焊 缝
在箭头侧
焊 缝 在 非 箭 头 侧
对 称 连 续 角 焊 缝
对 称 断 续 角 焊 缝
交 错 断 续 角 焊 缝
GB/T324-88 JISZ 3021-2000 JISZ 3021-1987
发至:技 术 统 括 部、电 梯 设 计 部、电 梯 技 术 部、扶 梯 技 术 部 和 亚 洲 研 究 开 发 中 心 各 科 室
标 记
处 数
点
焊
指
处
用
平
电
极
箭
头
所
指
的
反
面
用
平
电
极
塞
焊或
角
焊
缝
的
表
面
形
状
凸形角焊缝凹形角焊缝
表面平坦的角焊缝
凸形角焊缝凹形角焊缝
表面平坦的角焊缝
凸形角焊缝凹形角焊缝
表面平坦的角焊缝
对接
焊缝
凸出
部分
用砂
轮打
磨
角焊缝在没有标注具体尺寸时,请根据所焊零件的板厚。
参照下表施焊:
发至:技术统括部、电梯设计部、电梯技术部、扶梯技术部和亚洲研究开发中心各科室标记处数
板厚δ
2~3 4~6 7~9 10~12 13~16 17~23 (mm)
板厚尺寸
2 3 4 5 6 8 Kmin(mm)
发至:技术统括部、电梯设计部、电梯技术部、扶梯技术部和亚洲研究开发中心各科室标记处数
焊缝尺寸符号及标注要求: 一般要求:基本符号必要时可附带有尺寸符号及数据,尺寸符号主要有: 工件厚度(t);坡口角度(a) ;根部间隙(b); 钝边(p);焊缝宽度(c);焊缝段数(n); 焊缝间距(e);焊角尺寸(K);熔核直径(d); 坡口深度(H);焊缝余高(k);焊缝有效厚度(S); 坡口面角度(β);根部半径(R)等。 焊缝尺寸符号及数据的标注原则: a、焊缝横截面上的尺寸标在基本符号的左侧; b、焊缝长度方向尺寸标在基本符号的右侧; c、坡口角度、坡口面角度、根部间隙等尺寸标在基本符号的上侧或下侧; d、相同焊缝数量符号标在尾部; e、当需要标注的尺寸数据较多又不易分辨时,可在数据前面增加相应的尺寸符号; f、当箭头线方向变化时,上述原则不变。 具体标注要求见下图示意: 焊缝符号的标注方法: 当同一图样上全部焊缝所采用的焊接方法完全相同时,焊缝符号尾部表示焊接方法的代号可省略不注,但必须在技术要求或其他技术文件中注明“全部焊缝均采用……焊”等字样;当大部分焊接方法相同时,也可在技术要求或其他技术文件中注明“除图样中注明的焊接方法外,其余焊缝均采用……焊”等字样。 在焊缝符号中标注交错对称焊缝的尺寸时,允许在基准线上只标注一次。 当断续焊缝、对称断续焊缝和交错断续焊缝的段数无严格要求时,允许省略焊缝段数。 在同一图样中,当若干条焊缝的坡口尺寸和焊缝符号均相同时,可采用集中标注(多条指引线);当这些焊缝同时在接头中的位置均相同时,也可采用在焊缝符号的尾部加注相同焊缝数量的方法简化标注;但其他型式的焊缝,仍需分别标注。 当同一图样中全部焊缝相同且已用图示法明确表示其位置时,可统一在技术要求中用符号表示或用文字说明,如“全部焊缝为”;当部分焊缝相同时,也可采用同样的方法表示,但剩余焊缝应在图样中明确标注。 当焊缝长度的起始和终止位置明确(已由构件的尺寸确定)时,允许在焊缝符号中省略焊缝长度。
IMM国际煤机集团 郑州四维 设计研究院内部培训
2009年12月16日 焊缝符号的表示方法 一、焊缝符号 1.基本符号-是用来表示焊缝横截面形状的符号 (如角焊缝、坡口焊等) 2.辅助符号-是用来表示焊缝表面形状特征的符号 (如坡口焊符号上加一水平线表示焊平等) 3.补充符号-是用来补充说明焊缝的某些特征的符号 (三面焊符号、周围焊符号等) 1.常用的基本符号(见表一) 1.1角焊缝 1.1.1基本符号 1.1.2焊缝型式 1.1.3标注方法 1.2 V形焊缝(双边坡口焊) 1.2.1基本符号 1.1.2焊缝型式
1.1.3标注方法 1.3单边V形焊缝(单边坡口焊) 1.3.1基本符号 1.3.2焊缝型式 1.3.3标注方法 按照设液压支架设计规范11.1.17,“外露焊缝尽量不留缺口”的原则如:顶梁中的横筋和主筋一样高时筋板就要倒角(能用标准板时用B2或B3)1.4带钝边J形焊缝 1.3.1基本符号 1.3.2焊缝型式 1.3.3标注方法 1.5塞焊缝或槽焊缝 1.5.1基本符号 1.5.2焊缝型式 1.5.3标注方法 表一:常用的基本符号
2.辅助符号-是用来表示焊缝表面形状特征的符号(见表二)平面符号、凹面符号、凸面符号 表二:辅助符号
3.补充符号――是用来补充说明焊缝的某些特征的符号(见表三) 如周围焊,三面焊,现场焊等 表三:补充符号 二|、符号在图样上的位置 1、基本要求 完整的焊缝表示方法除了上述基本符号、辅助符号、补充符号外,还
包括指引线,一些尺寸符号及数据。 指引线一般由带有箭头的指引线(简称箭头线)和两条基准线(一条为实线,一条为虚线)两部分组成。(见图1)。 图1:指引线 2箭头线和接头的关系(见图2) 2.1接头的箭头侧 2.2接头的非箭头侧 3.箭头线的位置 箭头线相对焊缝的位置一般没有特殊要求,但是在标注V、J形焊缝时,箭头线应指向带有坡口一侧的工件。见图3(a)必要时,允许箭头线弯
焊缝符号表示方法 2008-03-20 发布2008-03-21 实施江铃汽车集团技术中心G901项目组发布
江铃汽车集团技术中心标准 焊缝符号表示方法 ____________________________________________________________________________________________ ___ 1 范围 本标准规定了焊缝符号表示方法及焊接方法的代号。 本标准适用于本技术中心G901项目组范围内的产品图样上常用焊缝的标注和绘制。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T324—1988 焊缝符号表示法 GB5185—1985 金属焊接及钎焊方法在图样上的表示代号 GB12212—1990 技术制图焊缝符号的尺寸、比例及简化表示法 GB/T5117—1995 碳钢焊条 GB/T14957—1994 熔化焊用钢丝 GB/T14958—1994 气体保护焊用钢丝 GB/T3131—1988 锡铅焊料 GB/T3375—1994 焊接术语 3 术语 见GB/T3375—1994《焊接术语》中的规定。 4 内容 4.1 焊缝符号 焊缝符号一般由基本符号和带箭头的指引线组成,必要时还可加注辅助符号和补充符号(焊缝符号的尺寸比例详见附录A)。 4.1.1 基本符号 基本符号是表示焊缝横截面形状的符号,按GB324-88的规定执行,常用符号见表1。 4.1.2 辅助符号 4.1.2.1辅助符号是表示焊缝表面形状特征的符号,见表2。 4.1.2.2 当不需要确切地说明焊缝表面特性时,可不使用辅助符号。 4.1.3补充符号 4.1.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。 4.1.3.2当不需要补充说明焊缝的某些特征时,就不必使用补充符号。 1
《焊接接头和焊接符号》培训资料 一、焊接接头 焊接接头共有五种形式,对接,角接,T形,搭接和端接接头。如图4.2所示,这五种基本接头形式都有一定的焊缝和焊缝符号与之对应。根据不同的接头设计,每种接头形式又形成各种不同的焊缝,并且这些焊缝与每种接头形式很接近。接头设计确定了其形状,尺寸和结构。 形成一个接头的每个工件叫焊接件(或焊件),并分为三类,对接焊件,非对接焊件,铰接焊件。 焊缝的形式是用接头的几何形状来表示的。接头的几何形状就是焊前的截面尺寸及形状。从截面方向上看一接头时,每个焊件的端部形状常常与其焊缝形式及符号相似。
焊接接头部件 接头型式确定后,有必要描述所要求的接头设计。所以,焊接及检验人员应具备相当的能力来识别对于一给定接头的几何形状的各个特征。与这些特征有关的术语包括:接头根部、坡口面、根部钝边、根部棱边、根部间隙、单边、单边角度、坡口角度、坡口半径 焊缝类型 如图4.2所示,每种接头类型都有各种不同的焊缝。以AWS A2.4“焊接,钎焊及无损探伤检验的标准符号”作为参考,共有九类焊缝及与其相关的焊缝符号,每一类焊缝中有各种相应的焊缝形式。这九类焊缝包括: 坡口焊缝;角焊缝;塞焊及槽焊;螺拄焊;点焊或凸焊;缝焊;封底焊及背面焊;堆焊; 端接焊缝。 焊接设计人员可根据需要,选取最适合的接头形状和焊缝类别。选取时,可考虑以下因素: 易焊的接头;成熟的焊接工艺;适当的结构设计;焊接成本
二、焊缝符号和焊接符号 标准:国家标准GB 324;美国标准AWS A2.4。 表1 焊缝的基本符号:是表示焊缝横截面形状特征的符号。
①不完全熔化的焊缝用I形焊缝表示,并加注焊缝有效厚度。表2 焊缝的辅助符号:焊缝的辅助符号是表示焊缝表面形状特征的符号
焊接符号标注及表示方法—详版 什么是焊接符号 焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。我国的焊接符号是由国家标准GB324规定的。 焊接符号有什么作用 焊接符号是把在图样上用技术制图方法所表示的焊缝的基本形式和尺寸采用一些符号来 表示的方法。焊接符号可以表示出: (1)所焊焊缝的位置。 (2)焊缝横截面形状(坡口形状)及坡口尺寸。 (3)焊缝表面形状特征。 (4)表示焊缝某些特征或其他要求。 焊缝形式及坡口尺寸在图纸上是怎样表示的 焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。 焊接符号由哪几部分组成 焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。 焊缝形式及坡口尺寸在图纸上是怎样表示的 焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。 表示焊缝的基本符号有哪些 焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。GB324-1988中规定了13种焊缝形式的符号,见表2-2。
点击下载焊接符号说明大全(excel表格详细讲解) 焊接加工符号的国家标准有哪些 焊接符号的国家标准主要有两个: (1) GB324一2008《焊缝代号》。 (2) GB985-1988《手工电弧焊焊接接头的基本形式与尺寸》。 表示焊缝的辅助符号有哪些 辅助符号表示焊缝表面形状特征的符号,见表2-3。不需要确切地说明焊缝的表面形状时,可以不用辅助符号。 表示焊缝的补充符号有哪些
图纸上的焊接符号大全 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 基本坡口符号 坡口符(注:图中“破”应为“坡”)
焊接图纸符号标注图解示例焊接符号标注实例及方法 在焊接结构图样上,焊接方法可按国家标准GB5185-85的规定用阿拉伯效字表示,标注在指引线的尾部。常用焊接方法代号见表3-9所示。如果是组合焊接方法,可用“/”分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。例如V形焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。
焊缝符号和焊接方法代号标注示例见图3-21所示。该图表示V形坡口对接焊缝,背面封底焊,正面焊缝表面齐平,焊接方法为打底焊用手工钨极氮弧焊,盖面焊和封底焊用手工电弧焊。 焊接方式代号
焊接符号表示方法钢结构焊接符号含义大全 钢结构焊接符号也是依据GB324一1988《焊缝代号》来绘制。钢结构一般属于建筑学科,属于建筑行业。因此在钢结构焊接符号的标注中经常伴随有建筑符号、型钢符号、螺栓符号及铆钉符号等。 钢结构焊缝符号表示的方法及有关规定1、焊缝的引出线是由箭头和两条基准线组成。其中一条为实线,另一条为虚线,线型均为细线。2、基准线的虚线可以画在基准线实线的上侧,也可画在下侧,基准线一般应与图样的标题栏平行,仅在特殊条件下才与标题栏垂直。3、若焊缝处在接头的箭头侧,则基本符号标注在基准线的实线侧;若焊缝处在接头的非箭头侧,则基本符号标注在基准线的虚线侧。4、当为双面对称焊缝时。基准线可不加虚线。5、箭头线相对焊缝的位置一般无特殊要求,但在标注单边形焊缝时箭头线要指向带有坡口一侧的工件。6、基本符号、补充符号与基准线相交或相切,与
焊接图纸符号标注图解示例 焊接图纸符号标注图解示例焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。下面小编就为大家介绍焊接图纸符号标注图解示例,一起来看看吧。 一、焊接图纸符号标注图解示例 ★焊接符号标注实例及方法 在焊接结构图样上,焊接方法可按国家标准GB5185-85的规定用阿拉伯效字表示,标注在指引线的尾部。常用焊接方法代号见表3-9所示。如果是组合焊接方法,可用“/”分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。例如V形焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。 焊缝符号和焊接方法代号标注示例见图3-21所示。该图表示V形坡口对接焊缝,背面封底焊,正面焊缝表面齐平,焊接方法为打底焊用手工钨极氮弧焊,盖面焊和封底焊用手工电弧焊。 二、焊接符号表示方法 1钢结构焊接符号含义大全 钢结构焊接符号也是依据GB324一1988《焊缝代号》来绘制。钢结构一般属于建筑学科,属于建筑行业。因此在钢结构焊接符号的标注中经常伴随有建筑符号、型钢符号、螺栓符号及铆钉符号等。 2钢结构焊缝符号表示的方法及有关规定: (1)焊缝的引出线是由箭头和两条基准线组成。其中一条为实线,另一条为虚线,线型均为细线。 (2)基准线的虚线可以画在基准线实线的上侧,也可画在下侧,基准线一般应与图样的标题栏平行,仅在特殊条件下才与标题栏垂直。 (3)若焊缝处在接头的箭头侧,则基本符号标注在基准线的实线侧;若焊缝处在接头的非箭头侧,则基本符号标注在基准线的虚线侧。 (4)当为双面对称焊缝时。基准线可不加虚线。 (5)箭头线相对焊缝的位置一般无特殊要求,但在标注单边形焊缝时箭头线要指向带有坡口一侧的工件。 (6)基本符号、补充符号与基准线相交或相切,与基准线重合的线段,用粗实线表示。
4 焊缝符号 4.1 基本符号 4.1.1 基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。 表1 常用基本符号 序号名称示意图符号 1 角焊缝 2 点焊缝 3 Ⅰ形焊缝 4 V形焊缝 5 单边V形焊缝
6 带钝边V形焊缝
表1(完)常用基本符号 序号名称示意图符号 7 缝焊缝 8 塞焊缝或槽焊缝 9 封底焊缝 10 喇叭形焊缝 11 单边喇叭形焊缝 4.1.2 在焊接标注时,焊缝的基本符号必须标注。 4.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。 4.2 辅助符号 4.2.1 辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号 序号名称示意图符号标注示例说明 1 平面符号平面V形对接焊缝一般通过加工保证 2 凹面符号凹面角焊缝 3 凸面符号凸面V形对接焊缝 4.2.2 对焊缝的表面无要求时,则不标注辅助符号。 4.3 补充符号 4.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。 4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。 表3 补充符号 序号名称示意图符号标注示例说明 1 带垫板符号 V形对接焊缝,底面有垫板 2 三面焊缝符号 工件三面施角焊缝,焊接方法为手工电弧焊 3 周围焊缝符号沿工件周围施角 焊缝 4 尾部符号(同上述三面焊缝符号)标注焊接方法及处数N等说明 4.4 尺寸符号 4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。 表4 焊缝尺寸符号
实用标准文档 IMM国际煤机集团 郑州四维 设计研究院内部培训
2009年12月16日 焊缝符号的表示方法 一、焊缝符号 1.基本符号-是用来表示焊缝横截面形状的符号 (如角焊缝、坡口焊等) 2.辅助符号-是用来表示焊缝表面形状特征的符号 (如坡口焊符号上加一水平线表示焊平等) 3.补充符号-是用来补充说明焊缝的某些特征的符号 (三面焊符号、周围焊符号等) 1.常用的基本符号(见表一) 1.1角焊缝 1.1.1基本符号 1.1.2焊缝型式 1.1.3标注方法 1.2 V形焊缝(双边坡口焊) 1.2.1基本符号 1.1.2焊缝型式 1.1.3标注方法 1.3单边V形焊缝(单边坡口焊) 1.3.1基本符号
1.3.2焊缝型式 1.3.3标注方法 按照设液压支架设计规范11.1.17,“外露焊缝尽量不留缺口”的原则如:顶梁中的横筋和主筋一样高时筋板就要倒角(能用标准板时用B2或B3) 1.4带钝边J形焊缝 1.3.1基本符号 1.3.2焊缝型式 1.3.3标注方法 1.5塞焊缝或槽焊缝 1.5.1基本符号 1.5.2焊缝型式 1.5.3标注方法 表一:常用的基本符号
2.辅助符号-是用来表示焊缝表面形状特征的符号(见表二)平面符号、凹面符号、凸面符号 表二:辅助符号
3.补充符号――是用来补充说明焊缝的某些特征的符号(见表三) 如周围焊,三面焊,现场焊等 表三:补充符号 二|、符号在图样上的位置 1、基本要求 完整的焊缝表示方法除了上述基本符号、辅助符号、补充符号外,还
包括指引线,一些尺寸符号及数据。 指引线一般由带有箭头的指引线(简称箭头线)和两条基准线(一条为实线,一条为虚线)两部分组成。(见图1)。 图1:指引线 2箭头线和接头的关系(见图2) 2.1接头的箭头侧 2.2接头的非箭头侧 3.箭头线的位置 箭头线相对焊缝的位置一般没有特殊要求,但是在标注V、J形焊缝时,箭头线应指向带有坡口一侧的工件。见图3(a)必要时,允许箭头线弯
1 前言 (1)GB/T 324和GB/T 12212的贯标特点 GB/T 324—1988《焊缝符号表示法》和GB/T 12212—1990《技术制图焊缝符号的尺寸、比例及简化表示法》是绘制焊接图样的基础通用标准,其内容不仅涉及机械设计,而且涉及焊接术语及专业知识。贯彻这两项标准不仅表现在图样标注内容应满足设计要求,而且更应兼顾与相关焊接标准的配套使用。 焊缝符号标注内容丰富,它不仅有设计要求,而且也包含了工艺要求。如焊件下料、坡口制备、焊接件端面间隙、焊接方法、焊缝外形、检验及试验等工艺信息。因此,若要正确贯彻GB/T 324和GB/T 12212,不仅需要学习掌握焊缝标注标准,而且需要学习相关焊接知识和焊接标准,以及还要了解承制焊接单位的焊接设备、工艺条件和焊接人员的技术水平等。 (2)两种表示法选用简介 图样上焊缝有两种表示方法,即符号法和图示法。在GB/T 12212中规定“在技术图样中,一般用GB/T 324—1988规定的焊缝符号表示焊缝,也可按GB/T 4458.1《机械制图图样画法》和GB/T 4458.3《机械制图轴测图》规定的制图方法表示焊缝”。在GB/T 324中也规定“为了简化图样上的焊缝,一般采用本标准规定的焊缝符号表示,但也可采用技术制图方法表示”。 在以上两项焊缝表示法标准中均提及焊缝有符号法和图示法两种表示方法,且均首推采用符号法表示。以简化和统一图样上的焊缝画法,推荐采用以焊缝符号标注法为主,在必要时允许辅以图示法。如在需要表示焊缝剖面形状时,可按机械制图方法绘制焊缝局部剖视图或放大图。 2 焊缝图示法要点 (1)视图 可用一系列平行细线段或连续粗线(2b~3b)表示连续焊缝,可用间断的平行细线段或粗线段(2b~3b)表示断续焊缝。 在同一张图样中,以上两种画法只允许采用其中一种。 (2)端面视图 用粗实线绘制焊缝轮廓。若需要画出坡口时,采用细实线绘制焊前坡口形状。 (3)剖视图、剖面图 金属熔焊区通常采用涂黑表示。若需要画出坡口时,采用粗实线画出焊缝轮廓,用细实线画出焊前坡口形状。如图1所示带垫板的角焊缝剖视图。
常用焊缝符号及其标注方法 基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。 表1 常用基本符号 序号名称示意图符号 1 角焊缝 2 点焊缝 3 Ⅰ形焊缝 4 V形焊缝 5 单边V形焊缝 6 带钝边V形焊缝
7 缝焊缝 表1(完)常用基本符号 序号名称示意图符号 8 塞焊缝或槽焊缝 9 封底焊缝 10 喇叭形焊缝 11 单边喇叭形焊缝 4.1.2 在焊接标注时,焊缝的基本符号必须标注。 4.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出 焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规
定,应由工艺人员在工艺文件中予以明确。 4.2 辅助符号 4.2.1 辅助符号是表示焊缝表面形状特征的符号,见表2。 表2 辅助符号 序号名称示意图符号标注示例说明 1 平面符号平面V形对接焊缝一般通过加工保证 2 凹面符号凹面角焊缝 3 凸面符号凸面V形对接焊缝 4.2.2 对焊缝的表面无要求时,则不标注辅助符号。 4.3 补充符号 4.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。 4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。 表3 补充符号 序号名称示意图符号标注示例说明 1 带垫板符号 V形对接焊缝,底面有垫板 2 三面焊缝符号 工件三面施角焊缝,焊接方法为手工电弧焊 3 周围焊缝符号沿工件周围施角焊 缝 4 尾部符号(同上述三面焊缝符号)标注焊接方法及处数N等说明
4.4 尺寸符号 4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。 表4 焊缝尺寸符号 序号名称示意图符号标注示例说明 1 焊脚尺寸K 角焊缝 焊脚尺寸为K 2 焊缝宽度 焊缝厚度c S Ⅰ形焊缝 焊缝宽为c 焊缝厚为S 3 熔核直径 d 塞焊缝 熔核直径d 点焊缝 焊点直径d 4 焊缝间距 e 角焊缝 焊脚尺寸为K 焊缝长度为l 焊缝间距为e 焊缝段(点)数n 5 焊缝长度l 6 焊缝段(点)数n 7 相同焊缝处数 d 角焊缝 焊脚尺寸为K 相同焊缝处数为N 4.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。 4.4.3塞焊缝、槽焊缝带有斜边时,应该标注孔底部的尺寸。
电气设备常用文字符号新旧对照表 名称文字符号 新旧 (一)常用基本文字符号 电桥AB DQ 晶体管放大器AD DF 集成电路放大器AJ 印刷电路板AP 抽屉柜AT 旋转变压器(测速发电机) TG CF 电容器C C 发热器件EH RJ 照明灯EL ZD 空气调节器EV 过电压放电器件避雷器F BL 具有瞬时动作的限流保护器件FA SX 具有延时动作的限流保护器件FR YX 具有延时和瞬时动作的限流保护器件FS YSX 熔断器FU RD 限压保护器件FV RD 同步发电机GS TF 异步发电机GA YF 蓄电池GB XC 声响指示器HA YS 光指示器HL GS 指示灯HL SD 瞬时有或无继电器,交流继电器KA J 接触器KM C 极化继电器KP JJ 簧片继电器KP 延时有或无继电器KT SJ 电感器L L 电抗器L DK 电动机M D 同步电动机MS TD 异步电动机MA YD 电流表PA I 电压表PV U 电能表PJ Wh 断路器QF DL
电动机保护开关QM 隔离开关QS GLK 电阻器R R 电位器RP W 控制开关SA KK 选择开关XK 按钮开关SB AK 电流互感器TA LH 控制变压器TC KB 电力变压器TM LB 电压互感器TV YH 整流器U ZL 二极管V D 晶体管 B 晶闸管KG 电子管VE G 控制电路用电源的整流器VC KZ 连接片XB LP 测试插孔XJ 插头XP CT 插座XS CZ 端子板XT JX 电磁铁YA DT 电磁制动器YB ZD 电磁离合器YV CLH 电磁吸盘YH CX 电动阀YM 电磁阀YV (二)常用辅助文字符号 电流A L 交流AC JL 自动A,AUT Z 加速ACC JS 附加ADD F 可调ADJ T 辅助AUX FZ 异步ASY Y 制动B,BRK ZD 黑BK 蓝BL A 向后BW H 控制C K
培训讲义(Ⅰ) 焊接基本常识及常见焊接符号标注讲义(设计) 一、焊接方法的简介 1.焊接概念:金属的焊接是指通过适当的手段,使两个分离的金属物体,产生原子(分子)间结合而连接成一体的连接方法。 适当的手段是只加热、加压或两者并用。 2.焊接方法的分类:(1)熔化焊,(2)压力焊,(3)钎焊 (1)熔化焊方法常用的有,手工电弧焊,氩弧焊,CO2气体保护焊,埋弧焊,气焊。(2)压力焊的方法有:点焊,缝焊,超声波焊,摩檫焊,爆炸焊。 (3)钎焊的常用方法有:火焰钎焊,烙铁钎焊,电阻钎焊。 二、焊接结构的特点 1,焊接接头的突出问题:(1)几何上的不连续性(尺寸突变,焊接缺陷)。(2)力学性能的不均匀性。(3)焊接应力与残余变形的存在。 2,焊接接头的基本类型 (1)焊接接头的基本构成:由焊缝、熔合区、热影响区、及邻近的母材组成。 (2)焊接接头所起的作用:第一,是连接作用。第二是传力作用。 (3)焊缝的重要程度分两类:联系焊缝,焊缝传递很小载荷,焊缝断裂,结构不会立即失效。承载焊缝:焊缝传递全部载荷,焊缝断裂,结构立即失效。 (4)焊接结构的基本类型分为:按构造形式分为对接接头、T型(十字)接头、搭接接头、角接接头、端接接头。 三、金属材料的可焊性 1,钢材的可焊性:指在一定的焊接工艺条件下,获得优质焊接接头的难易程度,它包含两方面内容:(1)接合性能,一定的金属形成焊接缺陷的敏感性。(2)使用性能,焊接接头对使用要求的适应性。 2,影响钢材焊接性的主要因素:(1)钢的化学成分,轧制方法和板厚等因素。用碳当量Ceq 表示:钢中合金元素对焊接性的影响折合成碳元素对焊接性的影响。 Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15. 当Ceq<0。4%,焊接性好。0。4%--0。6%较差。>0。6%很差。(2)工艺因素(3)结构因素,(4)使用条件。常见的焊接用钢材有Q235,20#,16Mn,Q345,1Cr18Ni9TI,0Cr18Ni9Ti,1Cr18Ni9。 四、钢结构焊接构造设计 1,减少另部件加工的工作量。2,便于焊接操作,焊接的可达性要好,宜选用平焊或横焊的焊接位置。(3)焊缝的布置应对称于构件截面中性轴,薄壁结构采用电阻点焊,侧焊缝适当采用塞焊。(4)采用刚性较小的接头型式,避免焊缝密集和三向焊缝相交。(5)对于厚板,在T型接头、角接接头和十字接头采取防止层状撕裂措施。(6)尽量减少焊缝的数量和尺寸。(7)焊接接头宜采用对接接头、T型(十字)接头、搭接接头、角接接头和电阻点焊。(8)接头形式按GB324-88,(9)不同厚度钢板对接其厚度差允许值 (10)不焊透的对接焊缝,应按角焊缝计算强度,其有效厚度he。(11)全熔透的对接焊缝要求与母材等强时,he=S,不计余高。 五、焊接符号的标注
九常用焊缝符号及其标注方法 1 总则 1.1焊接标注应明确地表示所要说明的焊缝,而且不使图样增加过多的注解。 1.2焊缝符号一般由基本符号与指引线组成。必要时还可以加上辅助符号、补充符号和尺寸符号等。 1.3 焊接符号包括所有用于焊接标注的符号、代号及数据;焊接标注包括焊接符号的标注及各种说明。 1.4常用焊缝符号的采用及标注应按本标准及GB/T 324和GB/T 12212的相关规定执行。 1.5 在产品图样及设计文件中,一般不规定焊接方法(其技术条件中应注明焊接的技术要求),由工艺部门确定具体焊接工艺(包括焊接方法),必要时,产品图样及设计文件中也可给出焊接方法。焊接方法的标注按GB/T 5185。 2 焊缝符号 2.1基本符号 2.1.1 基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。 表1 常用基本符号 110
表1(续)常用基本符号 2.1.2 在焊接标注时,焊缝的基本符号必须标注。 2.1.3对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的 断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工 111
艺文件中予以明确。 2.2 辅助符号 2.2.1辅助符号是表示焊缝表面形状特征的符号,见表2。 2.2.2 对焊缝的表面无要求时,则不标注辅助符号。 2.3 补充符号 2.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。 2.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。 表3 补充符号 示意图标注示例 (同上述三面焊缝符号) 2.4 尺寸符号 2.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。 112
. . . IMM国际煤机集团 郑州四维 设计研究院内部培训
2009年12月16日 焊缝符号的表示方法 一、焊缝符号 1.基本符号-是用来表示焊缝横截面形状的符号 (如角焊缝、坡口焊等) 2.辅助符号-是用来表示焊缝表面形状特征的符号 (如坡口焊符号上加一水平线表示焊平等) 3.补充符号-是用来补充说明焊缝的某些特征的符号 (三面焊符号、周围焊符号等) 1.常用的基本符号(见表一) 1.1角焊缝 1.1.1基本符号 1.1.2焊缝型式 1.1.3标注方法 1.2 V形焊缝(双边坡口焊) 1.2.1基本符号 1.1.2焊缝型式
1.1.3标注方法 1.3单边V形焊缝(单边坡口焊) 1.3.1基本符号 1.3.2焊缝型式 1.3.3标注方法 按照设液压支架设计规范11.1.17,“外露焊缝尽量不留缺口”的原则如:顶梁中的横筋和主筋一样高时筋板就要倒角(能用标准板时用B2或B3) 1.4带钝边J形焊缝 1.3.1基本符号 1.3.2焊缝型式 1.3.3标注方法 1.5塞焊缝或槽焊缝 1.5.1基本符号 1.5.2焊缝型式 1.5.3标注方法 表一:常用的基本符号
2.辅助符号-是用来表示焊缝表面形状特征的符号(见表二)平面符号、凹面符号、凸面符号 表二:辅助符号
3.补充符号――是用来补充说明焊缝的某些特征的符号(见表三)如周围焊,三面焊,现场焊等 表三:补充符号 二|、符号在图样上的位置 1、基本要求
完整的焊缝表示方法除了上述基本符号、辅助符号、补充符号外,还包括指引线,一些尺寸符号及数据。 指引线一般由带有箭头的指引线(简称箭头线)和两条基准线(一条为实线,一条为虚线)两部分组成。(见图1)。 图1:指引线 2箭头线和接头的关系(见图2) 2.1接头的箭头侧 2.2接头的非箭头侧 3.箭头线的位置 箭头线相对焊缝的位置一般没有特殊要求,但是在标注V、J形焊缝
继电器新旧符号对比 2011-11-11 20:00 序号元件名称新符号旧符号 1 继电器 K J 2 电流继电器 KA LJ 3 负序电流继电器 KAN FLJ 4 零序电流继电器 KAZ LLJ 5 电压继电器 KV YJ 6 正序电压继电器 KVP ZYJ 7 负序电压继电器 KVN FYJ 8 零序电压继电器 KVZ LYJ 9 时间继电器 KT SJ 10 功率继电器 KP GJ 11 差动继电器 KD CJ 12 信号继电器 KS XJ 13 信号冲击继电器 KAI XMJ 14 继电器 KC ZJ 15 热继电器 KR RJ 16 阻抗继电器 KI ZKJ 17 温度继电器 KTP WJ 18 瓦斯继电器 KG WSJ 19 合闸继电器 KCR或KON HJ 20 跳闸继电器 KTR TJ 21 合闸继电器 KCP HWJ 22 跳闸继电器 KTP TWJ 23 电源监视继电器 KVS JJ 24 压力监视继电器 KVP YJJ 25 电压继电器 KVM YZJ 26 事故信号继电器 KCA SXJ 27 继电保护跳闸出口继电器 KOU BCJ 28 手动合闸继电器 KCRM SHJ 29 手动跳闸继电器 KTPM STJ 30 加速继电器 KAC或KCL JSJ 31 复归继电器 KPE FJ 32 闭锁继电器 KLA或KCB BSJ 33 同期检查继电器 KSY TJJ 34 自动准同期装置 ASA ZZQ 35 自动重合闸装置 ARE ZCJ 36 自动励磁调节装置 AVR或AAVR ZTL 37 备用电源自动投入装置 AATS或RSAD BZT 38 按扭 SB AN 39 合闸按扭 SBC HA 40 跳闸按扭 SBT TA
中日焊接符号组成对照 1、基本符号(表示焊缝横断面形状的符号) 中国和日本的焊接的基本符号绝大部分都是相同的,有一小部分存在些差别,列举如下: 开口角度为日本少了带钝边这一概念 如 形”焊缝表示) 开口角度为中国多了些带钝边焊缝符号 (例如“带钝边 用“ 2、辅助符号(表示焊缝表面形状的符号) ①.中国和日本的焊接表面形状一样,分为平面、凹面、凸面三种,如(图1)所示。 (图1) ②.另外,日本会在表面形状外侧附上“C”、“G”、“M”等字母,指定焊缝表面的加工方法。其中“C”表示铲削处理、“G”表示打磨处理、“M”表示机械切削处理,如(图2)所示。
(图2) 3、补充符号(为了补充说明焊缝的某些特征而采用的符号) ①.有一部分补充符号中国和日本都有,且表达相同的意思。例如周围焊接符号、现场焊接符号,如(图3)。 (图3)
②.另外,还有中国特有的符号,日本标准中没有,例如“断续焊(交错)符号”、“三面焊缝符号”等,举例如下。 日本表达交错焊缝时,将上下的焊缝符号错开表示;而中国有特有的交错焊符号。如(图5)所示。 (图5) 4、指引线(由箭头线和基准线组成) 这部分内容差别较大,需要注意: 中国和日本的指引线都由箭头线和基准线组成。 差别:中国的基准线两根相互平行的实线和虚线组成。但是,当焊缝为对称焊缝或者双面焊缝时,虚线可以省略不画,如图(6)所示; 日本的基准线只有一根实线。 (图6)
日本:当焊接符号位于基准线下面时,焊接在箭头指示侧;当焊接符号位于基准线上面时,焊接在非箭头指示侧,如(图7)。 (图7) 中国:当焊接符号位于基准线实线上时,焊接在箭头指示侧;当焊接符号位于基准线虚线上时,焊接在非箭头指示侧,如(图8)。 (图8) 5、焊缝尺寸符号(表示焊缝形状尺寸的符号) 这部分内容略有差别,总结如下: ①.在基本符号左边,标注焊缝的横截面上的尺寸数值,例如坡口深度、焊缝有效厚度等尺寸。 差别1:中国的根部半径尺寸标注在此处;而日本的根部半径尺寸不标注在此处,而是标准在尾部,如(图9)。 (图9) 差别2:当焊接为部分熔透焊接时,日本需在标注的破口深度的数值上画圆圈,如(图10)。
焊接图纸符号解析 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 基本坡口符号 坡口符(注:图中“破”应为“坡”)
焊接图纸符号标注图解示例焊接符号标注实例及方法
在焊接结构图样上,焊接方法可按国家标准GB5185-85的规定用阿拉伯效字表示,标注在指引线的尾部。常用焊接方法代号见表3-9所示。如果是组合焊接方法,可用“/”分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。例如V形焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。 焊缝符号和焊接方法代号标注示例见图3-21所示。该图表示V形坡口对接焊缝,背面封底焊,正面焊缝表面齐平,焊接方法为打底焊用手工钨极氮弧焊,盖面焊和封底焊用手工电弧焊。 焊接方式代号
焊接符号表示方法钢结构焊接符号含义大全 钢结构焊接符号也是依据GB324一1988《焊缝代号》来绘制。钢结构一般属于建筑学科,属于建筑行业。因此在钢结构焊接符号的标注中经常伴随有建筑符号、型钢符号、螺栓符号及铆钉符号等。 钢结构焊缝符号表示的方法及有关规定1、焊缝的引出线是由箭头和两条基准线组成。其中一条为实线,另一条为虚线,线型均为细线。2、基准线的虚线可以画在基准线实线的上侧,也可画在下侧,基准线一般应与图样的标题栏平行,仅在特殊条件下才与标题栏垂直。3、若焊缝处在接头的箭头侧,则基本符号标注在基准线的实线侧;若焊缝处在接头的非箭头侧,则基本符号标注在基准线的虚线侧。4、当为双面对称焊缝时。基准线可不加虚线。5、箭头线相对焊缝的位置一般无特殊要求,但在标注单边形焊缝时箭头线要指向带有坡口一侧的工件。6、基本符号、补充符号与基准线相交或相切,与基准线重合的线段,用粗实线表示。7、焊缝的基本符号、辅助符号和补充符号(尾部符号除外)一律为粗实线,尺寸数字原则上亦为粗实线,尾部符号为细实线,尾部符号主要是标注焊接工艺、方法等内容。8、在同一图形上,当焊缝形式、断面尺寸和辅助要求均相同时,可只选择一处标注焊缝的符号和尺寸。并加注“相同焊缝的符号”,相同焊缝符号为3/4圆弧,画在引出线的转折处。在同一图形上,有数种相同焊缝时,可将焊缝分类编号,标注在尾部符号内,分类编号采用A,B,C......在同一类焊缝中可选择一处标注代号。9、熔透角焊缝的符号应按图1-38方式标注。熔透角焊缝的符号为涂黑的圆圈,画在引出线的转折处。10、用形中较长的角焊缝(如焊接实腹钢梁的翼缘焊缝),可不用引出线标注,而直接在角焊缝旁标注焊缝尺寸值K。11、在连接长度内仅局部区段有焊缝时,按图1-40标注。K为角焊缝焊脚尺寸。12、当焊缝分布不规则时,在标注焊缝符号的同时。在焊缝处加中实线表示可见焊缝,或加栅线表示不可见焊缝。13、相互焊接的两个焊件,当为单面焊带双边不对称坡口焊缝时,引出线箭头指向较大坡口的焊件。14、环绕工作件周围的围焊缝符号用圆圈表示,画在引出线的转折处,并标注其焊角尺寸K。15、三个或三个以上的焊件相互焊接时,其焊缝不能作为双面焊缝标注,焊缝符号和尺寸应分别标注。16、在施工现场进行焊接的焊件其焊缝需标注“现场焊缝”符号。现场焊缝符号为涂黑的三角形旗号,绘在引出线的转折处。
焊接符号 什么是焊接符号 焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。我国的焊接符号是由国家标准GB324规定的。 焊接符号有什么作用 焊接符号是把在图样上用技术制图方法所表示的焊缝的基本形式和尺寸采用一些符号来表示的方法。焊接符号可以表示出: (1)所焊焊缝的位置。 (2)焊缝横截面形状(坡口形状)及坡口尺寸。 (3)焊缝表面形状特征。 (4)表示焊缝某些特征或其他要求。 焊缝形式及坡口尺寸在图纸上是怎样表示的 焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。 焊接符号由哪几部分组成 焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。 焊缝形式及坡口尺寸在图纸上是怎样表示的 焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。 表示焊缝的基本符号有哪些 焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。GB324-1988中规定了13种焊缝形式的符号,见表2-2。
点击下载焊接符号说明大全(excel表格详细讲解) 焊接加工符号的国家标准有哪些 焊接符号的国家标准主要有两个: (1) GB324一2008《焊缝代号》。 (2) GB985-1988《手工电弧焊焊接接头的基本形式与尺寸》。 表示焊缝的辅助符号有哪些 辅助符号表示焊缝表面形状特征的符号,见表2-3。不需要确切地说明焊缝的表面形状时,可以不用辅助符号。 表示焊缝的补充符号有哪些 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表2-4。
精心整理 《焊接接头和焊接符号》培训资料 一、焊接接头 焊接接头共有五种形式,对接,角接,T形,搭接和端接接头。如图4.2所示,这五种基本接头形式都有一定的焊缝和焊缝符号与之对应。根据不同的接头设计,每种接头形式又形成各种不同的焊缝,并且这些焊缝与每种接头形式很接近。接头设计确定了其形状,尺寸和结构。 形成一个接头的每个工件叫焊接件(或焊件),并分为三类,对接焊件,非对接焊件,铰接焊件。 焊缝的形式是用接头的几何形状来表示的。接头的几何形状就是焊前的截面尺寸及形状。从截面方向上看一接头时,每个焊件的端部形状常常与其焊缝形式及符号相似。
焊接接头部件 接头型式确定后,有必要描述所要求的接头设计。所以,焊接及检验人员应具备相当的能力来识别对于一给定接头的几何形状的各个特征。与这些特征有关的术语包括: 接头根部、坡口面、根部钝边、根部棱边、根部间隙、单边、单边角度、坡口角度、坡口半径 焊缝类型 如图4.2所示,每种接头类型都有各种不同的焊缝。以AWSA2.4“焊接,钎焊及无损探伤检验的标准符号”作为参考,共有九类焊缝及与其相关的焊缝符号,每一类焊缝中有各种相应的焊缝形式。这九类焊缝包括:坡口焊缝;角焊缝;塞焊及槽焊;螺拄焊;点焊或凸焊;缝焊;封底焊及背面焊;堆焊;端接焊缝。 焊接设计人员可根据需要,选取最适合的接头形状和焊缝类别。选取时,可考虑以下因素: 易焊的接头;成熟的焊接工艺;适当的结构设计;焊接成本 二、焊缝符号和焊接符号 表1
①不完全熔化的焊缝用I形焊缝表示,并加注焊缝有效厚度。 3 焊缝的补充符号是为了补充说明焊缝的某些特征而采用的符号,见表4。 4焊缝尺寸符号 基本符号必要时可附带有尺寸符号及数据,这些尺寸符号见表5。 5指引线及说明(见表6) 6焊缝符号标注的原则和方法(见表7) 7常见金属焊接方法代号(见表8) 8焊缝符号标注示例(见表9)
焊接符号大全 焊接符号以标准图示的形式和缩写代码标示出一个焊接接头或钎焊接头完整的信息,如接头的位置、如何制备和如何检测等。焊接符号完整的代码体系在美国焊接学会(AWS)最新版本的《焊接、钎焊与无损检验的标准符号》(ANSI/AWS A2.4)规程中有详细说明。焊接符号包含许多信息,而且相当复杂,实际生产中大多数的焊接设计人员只是使用了其中很少一部分。 符号中的信息和单元 问题1:焊接符号能够提供什么信息? 答:焊接符号能够提供如下信息。接头类型、焊缝坡口形状、焊缝类型、焊接方法、规程或程序、焊缝位置、质量要求、焊缝次序、焊缝尺寸、最终的焊缝轮廓、工艺要求等。 问题2:焊接符号由哪些单元组成? 答:一个焊接符号可以包括如下单元。参考线、箭头、基本焊接符号、尺寸和其他数据、补充符号、完成符号、尾缀、规程、焊接方法或其他。 参考线和箭头 问题3:参考线是什么? 答:参考线是构成一个焊接符号的基础,由水平位置的划线组成。参考线必须画在靠近所要表示的焊接接头符号的旁边。每一个焊接符号单元必须根据符号标准放置在参考线周围一个适当的位置处。水平参考线及焊接符号单元的位置如图1所示。 问题4:焊接符号中各单元的标准位置是如何安排的? 答:图1所示是一条参考线,一些其他的单元标记可以放置在参考线的周围。典型焊接符号显示出各种定位焊缝的一些信息,包括如下。
①尾缀T 只用于特殊的焊缝,例如,焊接方法改变、焊条改变等,可以在图纸上有详细参考说明。如果没有参考意义或无须规范,尾缀可以省略。 ②参考线上的S 记号S取决于焊缝类型,如有坡口焊缝的熔深、填角焊缝的尺寸、塞焊或开槽焊缝的尺寸、点焊或凸焊焊缝的剪切强度等,这个记号一般是位于焊缝符号的左边。 ③记号E 在这里代表一个开坡口焊缝的有效尺寸,也称为焊缝尺寸或焊脚高。有效尺寸的尺度标在圆括号内,无论箭头指向哪里,这个尺寸和坡口总是位于参考线上焊缝符号的左边。 ④R 在这里代表形成所需形状的焊缝数之间的空间,对于对接接头来说是敞开的根部。如果是塞焊或开槽焊缝,R在这里表示填充深度。这个记号位于焊缝符号的中间位置。 ⑤A 在这里表示对接接头的坡口角度(倾斜角),也包括塞焊焊缝的沉入角度。 ⑥F和A之间的水平短线—在这里代表完成的焊缝外形形状。 ⑦F 在这里表示获得所需焊缝外形的方法,焊缝外形可以通过下述方法获得。打磨(G)、机械加工(M)、铲削(C)、锤击(H)、滚轧(R)或者其他(U)。 ⑧L 在这里表示焊缝长度,这个长度标示总是位于焊缝符号的右边。无论箭头位于何处,这个位置总是不变的。 ⑨P 在这里表示当焊接中断时焊缝的中心线与中心线的间距。 ⑩(N)在这里代表点焊、缝焊、栓焊、塞焊、开槽焊或凸焊焊缝所要求的数量。问题5:箭头一般放置在哪里? 答:箭头线位于参考线的一端或另一端,在焊接接头的箭头线一边有一个箭头,这个箭头能指向任何方向,向上、向下或向前、向后。一个焊接符号甚至可以有多个箭头。 问题6:箭头符号告诉人们些什么信息? 答:与箭头相关的符号放置在参考线各自接头一边的上面或下面。参考线的术语“箭头侧”是指箭头指向焊缝接头一侧。位于参考线箭头侧的符号是指接头的箭头侧。位于参考线另一侧的符号是指接头的另一侧。当从图纸的底部观看时,箭头侧总是更靠近观看者。箭头侧和另一侧的例子见图2。 基本符号 问题7:什么是基本的焊接符号? 答:基本的焊接符号如图3所示。