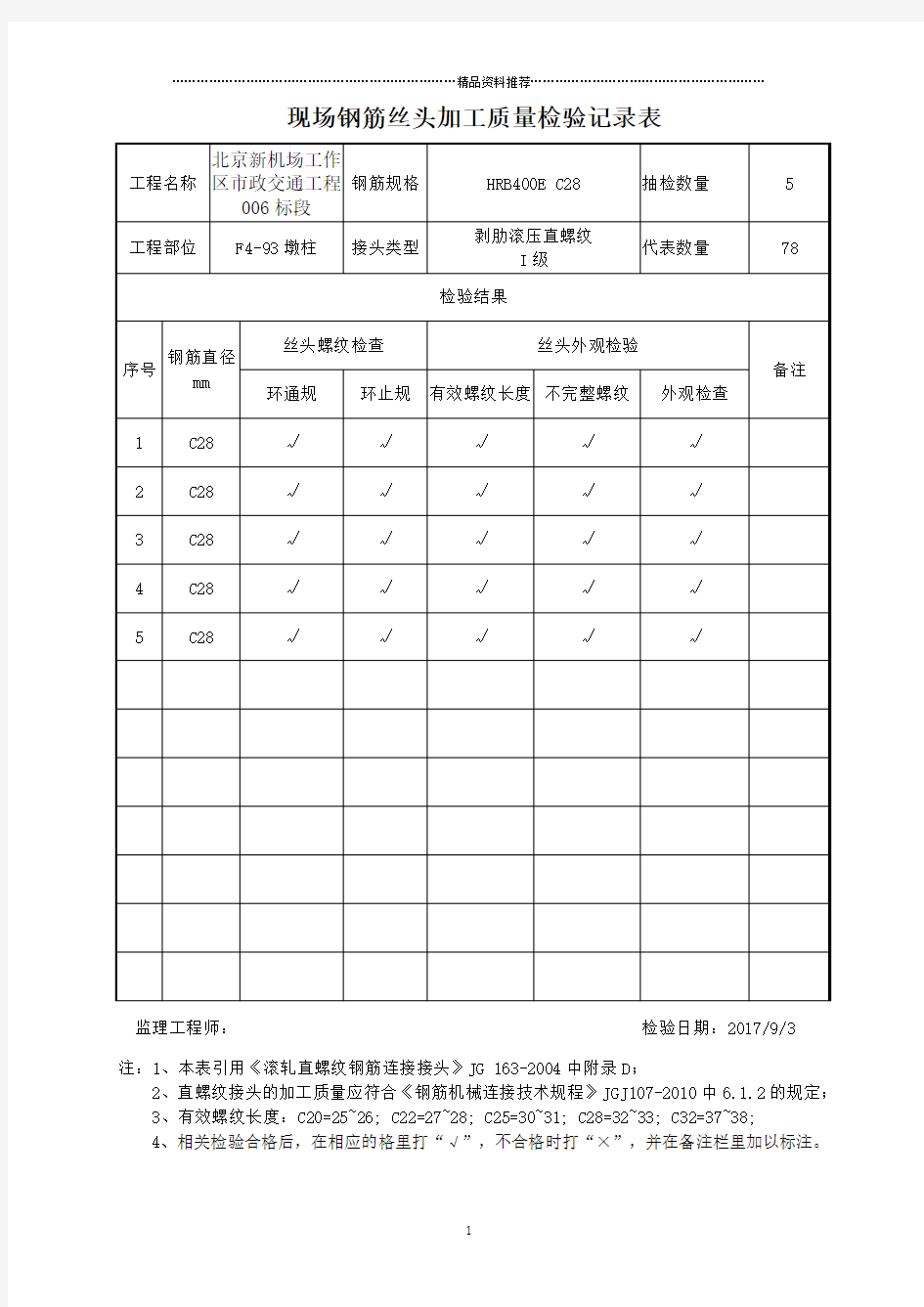

现场钢筋丝头加工质量检验记录表
监理工程师:检验日期:2017/9/3
注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004中附录D;
2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010中6.1.2的规定;
3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38;
4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。
现场钢筋丝头加工质量检验记录表
监理工程师:检验日期:2017/9/3
注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004中附录D;
2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010中6.1.2的规定;
3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38;
4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。
现场钢筋丝头加工质量检验记录表
监理工程师:检验日期:2017/9/3
注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004中附录D;
2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010中6.1.2的规定;
3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38;
4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。
现场钢筋丝头加工质量检验记录表
监理工程师:检验日期:2017/9/3
注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004中附录D;
2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010中6.1.2的规定;
3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38;
4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。
现场钢筋丝头加工质量检验记录表
监理工程师:检验日期:2017/9/3
注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004中附录D;
2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010中6.1.2的规定;
3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38;
4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。
现场钢筋丝头加工质量检验记录表
监理工程师:检验日期:2017/9/3 注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004中附录D;
2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010中6.1.2的规定;
3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38;
4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。
现场钢筋丝头加工质量检验记录表
监理工程师:检验日期:2017/9/3
注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004中附录D;
2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010中6.1.2的规定;
3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38;
4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。
现场钢筋丝头加工质量检验记录表
注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004中附录D;
2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010中6.1.2的规定;
3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38;
4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。
现场钢筋丝头加工质量检验记录表
注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004中附录D;
2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010中6.1.2的规定;
3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38;
4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。
现场钢筋丝头加工质量检验记录表
监理工程师:检验日期:2017/9/15
注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004中附录D;
2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010中6.1.2的规定;
3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38;
4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。
现场钢筋丝头加工质量检验记录表
监理工程师:检验日期:2017/9/15
注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004中附录D;
2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010中6.1.2的规定;
3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38;
4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。
现场钢筋丝头加工质量检验记录表
监理工程师:检验日期:2017/9/15
注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004中附录D;
2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010中6.1.2的规定;
3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38;
4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。
现场钢筋丝头加工质量检验记录表
监理工程师:检验日期:2017/9/15
注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004中附录D;
2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010中6.1.2的规定;
3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38;
4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。
现场钢筋丝头加工质量检验记录表
监理工程师:检验日期:2017/9/15
注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004中附录D;
2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010中6.1.2的规定;
3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38;
4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。
现场钢筋丝头加工质量检验记录表
监理工程师:检验日期:2017/9/15
注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004中附录D;
2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010中6.1.2的规定;
3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38;
4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。
现场钢筋丝头加工质量检验记录表
监理工程师:检验日期:2017/9/15
注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004中附录D;
2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010中6.1.2的规定;
3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38;
4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。
现场钢筋丝头加工质量检验记录表
监理工程师:
检验日期:2017/9/15
注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004
中附录D ;
2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010中6.1.2的规定;
3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38;
4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。
现场钢筋丝头加工质量检验记录表
监理工程师:检验日期:2017/9/18
注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004中附录D;
2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010中6.1.2的规定;
3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38;
4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。
现场钢筋丝头加工质量检验记录表
监理工程师:检验日期:2017/9/18
注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004中附录D;
2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010中6.1.2的规定;
3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38;
4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。
现场钢筋丝头加工质量检验记录表