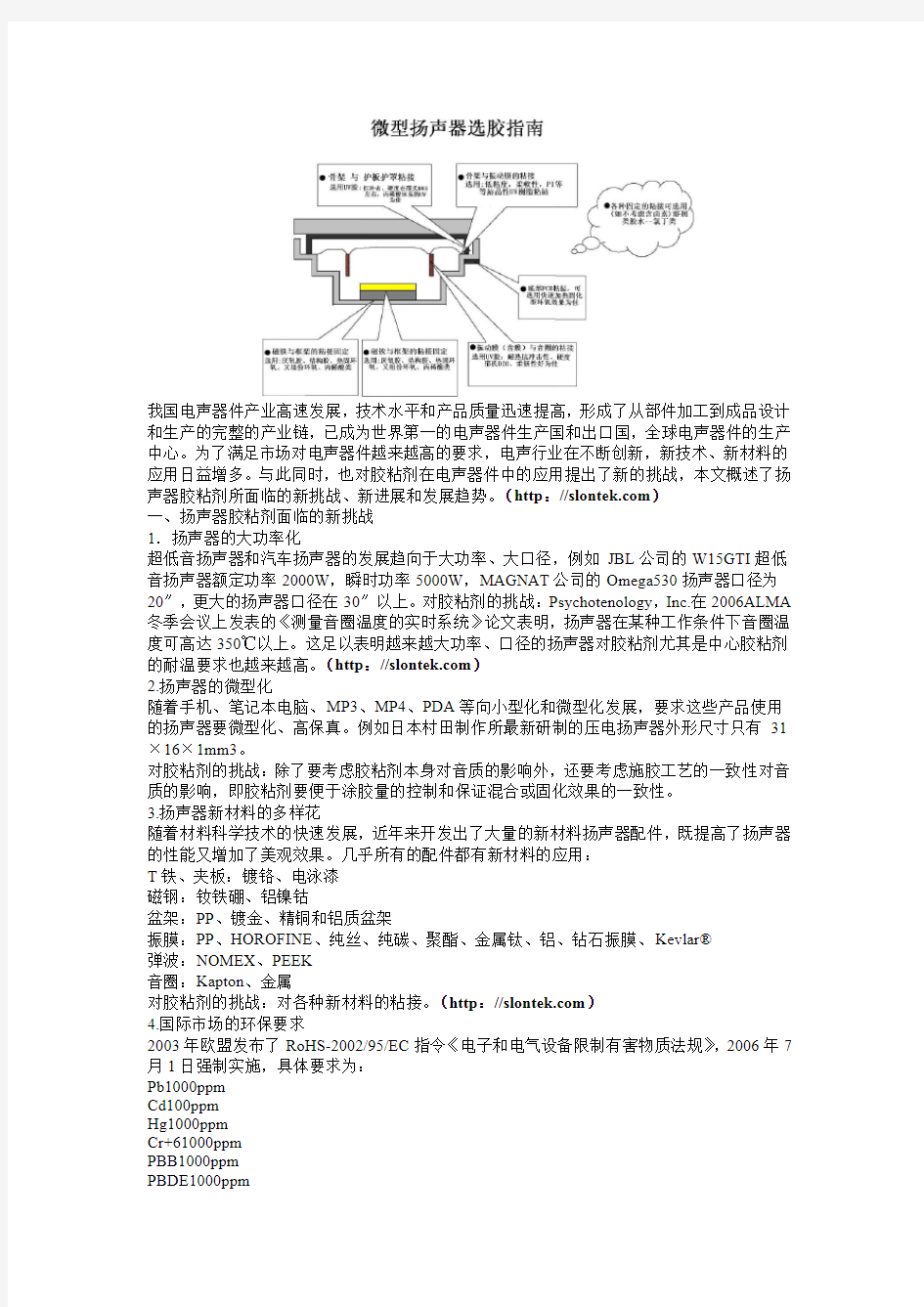
我国电声器件产业高速发展,技术水平和产品质量迅速提高,形成了从部件加工到成品设计和生产的完整的产业链,已成为世界第一的电声器件生产国和出口国,全球电声器件的生产中心。为了满足市场对电声器件越来越高的要求,电声行业在不断创新,新技术、新材料的应用日益增多。与此同时,也对胶粘剂在电声器件中的应用提出了新的挑战,本文概述了扬声器胶粘剂所面临的新挑战、新进展和发展趋势。(http://https://www.doczj.com/doc/305454911.html,)
一、扬声器胶粘剂面临的新挑战
1.扬声器的大功率化
超低音扬声器和汽车扬声器的发展趋向于大功率、大口径,例如JBL公司的W15GTI超低音扬声器额定功率2000W,瞬时功率5000W,MAGNAT公司的Omega530扬声器口径为20″,更大的扬声器口径在30″以上。对胶粘剂的挑战:Psychotenology,Inc.在2006ALMA 冬季会议上发表的《测量音圈温度的实时系统》论文表明,扬声器在某种工作条件下音圈温度可高达350℃以上。这足以表明越来越大功率、口径的扬声器对胶粘剂尤其是中心胶粘剂的耐温要求也越来越高。(http://https://www.doczj.com/doc/305454911.html,)
2.扬声器的微型化
随着手机、笔记本电脑、MP3、MP4、PDA等向小型化和微型化发展,要求这些产品使用的扬声器要微型化、高保真。例如日本村田制作所最新研制的压电扬声器外形尺寸只有31×16×1mm3。
对胶粘剂的挑战:除了要考虑胶粘剂本身对音质的影响外,还要考虑施胶工艺的一致性对音质的影响,即胶粘剂要便于涂胶量的控制和保证混合或固化效果的一致性。
3.扬声器新材料的多样花
随着材料科学技术的快速发展,近年来开发出了大量的新材料扬声器配件,既提高了扬声器的性能又增加了美观效果。几乎所有的配件都有新材料的应用:
T铁、夹板:镀铬、电泳漆
磁钢:钕铁硼、铝镍钴
盆架:PP、镀金、精铜和铝质盆架
振膜:PP、HOROFINE、纯丝、纯碳、聚酯、金属钛、铝、钻石振膜、Kevlar?
弹波:NOMEX、PEEK
音圈:Kapton、金属
对胶粘剂的挑战:对各种新材料的粘接。(http://https://www.doczj.com/doc/305454911.html,)
4.国际市场的环保要求
2003年欧盟发布了RoHS-2002/95/EC指令《电子和电气设备限制有害物质法规》,2006年7月1日强制实施,具体要求为:
Pb1000ppm
Cd100ppm
Hg1000ppm
Cr+61000ppm
PBB1000ppm
PBDE1000ppm
2003年欧盟发布了WEEE-2002/96/EC指令《废弃电子设备指令》,已于2005年8月13日强制实施。指令对废弃电子设备的回收提出了要求。扬声器属消费类设备,回收率要达到70%,再利用率要达到50%。
2006年2月28日我国七部委联合颁布了《电子信息产品污染控制管理办法》,将于2007年3月1日开始实施。
对胶粘剂的挑战:要求胶粘剂所含有毒物质符合限量要求,适用于采用环保新材料的扬声器的配件的粘接,胶粘剂不仅要对扬声器部件粘接牢固,还要易于回收时部件的分离。
5.扬声器设计的新颖化近年来在扬声器的结构设计方面也有许多创新,NOKIATECHNOLOGYGMBH(DE)在数个国家申请了无胶接耐高温音圈结构设计专利,音圈耐温可达350℃以上。我国甘肃稀土研究公司开发设计的无振膜扬声器,中文产品名称为“自由听”,没有了振膜和弹波,也就不用中心胶、边缘胶和弹波胶。2006年1月16日丰田公司宣布新款“Estima”的所有车型上均采用了通过振动车顶内衬来形成扬声器的平板扬声器技术。该技术采用英国NewTransducersLimited的NXT平板扬声器技术。
对胶粘剂的挑战:由于这些新颖的设计与传统的扬声器结构完全不同,不仅是对扬声器胶粘剂技术水平的挑战,更是对扬声器胶粘剂发展前途的挑战。
二、国内外扬声器胶粘剂的发展概况
1.国内外扬声器胶粘剂的主要生产厂商国外的扬声器胶粘剂生产厂商主要有美国的Hernon、Dymax、德国的HenkelLoctite、日本的Cemedine、Nogawa、Denka。国内扬声器胶粘剂生产厂商主要有上海康达、上海三花、惠州恒大、立叁(台湾)等。
2.国内外扬声器胶粘剂的质量水平
目前国内外扬声器胶粘剂的质量水平还存在一定的差距,主要表现在国内一些胶种的性能比国外产品差和产品的质量稳定性不是很好。所以,目前国外产品主要用于中高档扬声器,国内产品主要用于中低档扬声器。
3.国内外扬声器胶粘剂的应用现状
国内扬声器用胶以双组份丙烯酸酯胶和单组份溶剂胶为主,存在性能、气味和毒性等问题。欧美国家扬声器用胶以厌氧胶和高性能α-氰基丙烯酸酯胶为主,UV胶、环氧胶的应用在逐步增多。厌氧胶有单组份、低气味、快固化的优点,高性能α-氰基丙烯酸酯胶具有无溶剂、单组份、固化快、材料适用性好的优点。
另外,国外正在开发和应用性能更好、施胶工艺更方便、更具环保性的新胶种,例如UV固化α-氰基丙烯酸酯胶、VL胶(可见光固化胶)、多重固化UV胶和预活化单组份环氧胶等。
4.国内外扬声器胶粘剂的新进展(http://https://www.doczj.com/doc/305454911.html,)
(1)厌氧胶
厌氧胶用于间隙小于0.125的磁路粘接,与促进剂配合使用可在几十秒钟内定位,24小时完全固化。例如Hernon公司的Hasa716厌氧胶和EFPrimer50促进剂,适用温度范围-50/121℃。Dymax846系列厌氧胶,粘度5000-30000cPs,与540-ER促进剂配合使用,适用温度范围
-55/150℃;
(2)丙烯酸酯胶
丙烯酸酯胶用于间隙大于0.125的磁路粘丙烯酸酯胶接,与促进剂配合使用可在几十秒钟内,24小时完全固化。例如Hernon公司的ReAct727丙烯酸酯胶和EFPrimer56促进剂,适用温度范围-50/121℃。
Loctite公司324/7075、326/7694、332/7387、392/7387丙烯酸酯胶与促进剂的组合,高粘度17000-200000cps,332耐温性能最好为-50/200℃。
美国Cyberbond公司Cybercryl1326丙烯酸酯胶/Cybercryl1094促进剂,室温几分钟定位,30min/90℃完全固化,适用温度范围-55/160℃,产品需零度储存。
(3)高性能α-氰基丙烯酸酯胶(http://https://www.doczj.com/doc/305454911.html,)
α-氰基丙烯酸酯胶经过改性,可以满足不同粘度、耐温性和柔韧性要求,与促进剂配合使用,可以快速深层固化和防止表面白化,除了磁路外的部位都有应用α-氰基丙烯酸酯胶的。例如Hernon公司Quantum147与EFPrimer58促进剂用作中心胶,使用EFCAPrimer42促进剂可用于PP、PE材料,适用温度范围-55/107℃,定位/完全固化时间为40-50s/24h。Quantum134与EFPrimer58促进剂可用于音盆/盆架、弹波/盆架、防尘帽/音盆、压条/音盆等部位的粘接,定位/完全固化时间为40-50s/24h,适用温度范围-55/82℃;
Loctite公司高弹性α-氰基丙烯酸酯胶具有很好的弹性,使用770、793、7951等促进剂可用于PP材料中心等部位的粘接。Loctite公司Product4303UV固化α-氰基丙烯酸酯胶,定位/完全固化时间为5s/24h,15s固化深度可达7mm。
Lord公司CA5019α-氰基丙烯酸酯胶对于塑料和金属的定位时间为15s和25s,适用温度范围-53/121℃,用于多孔材料和PP、PE、PTFE不用表面处理。
AdhesiveSystems,Inc.的RP2400耐高温α-氰基丙烯酸酯胶,适用温度范围-65/180℃,使用Quick-TAC2促进剂,可加速固化、防止白化。
(4)UV胶(http://https://www.doczj.com/doc/305454911.html,)
由于UV胶具有单组份、固化快、耐温高、环保等优点,在扬声器装配中的应用逐渐增加,例如Dymax公司不同耐热等级的UV中心胶,LIGHTWELD20138定位/完全固化时间为
0-60s/24h,适用温度范围-30/125℃,ULTRALIGHTWELD3094系列定位/全固化时间为
2-20s/24h,适用温度范围-55/180℃,ULTRALIGHTWELD9-20453定位/全固化时间为
2-20s/24h,适用温度范围-55/200℃。Dymax公司还新开发了Multi-Cure605系列多重固化UV胶,UV固化35s定位,用促进剂活化几分钟定位,110℃/60min、120℃/30min、150℃/15min加热完全固化。将UV固化和其它固化方法相结合,可以用于磁路等非透明材料的粘接。
Loctite公司的3106、3107、3108、3175UV胶用于代替八字胶和用于音圈漆包线端头的固定。Loctite公司还推出了VL胶(可见光固化胶)3552、3553,在保持UV胶优点的基础上,减少了固化设备投入,避免了UV对人体的伤害。
(5)环氧胶
环氧胶具有良好的耐热性,主要应用为中心胶。由于双组份环氧胶对于配比和混合要求严格,使用不方便,目前环氧胶向单组份发展。LeepoxyPlastics,Inc.的LEEBONDE30025-1环氧中心胶,可选用三种固化剂,比例均为10:1,固化条件分别为20s、60s、90s/66℃,耐温200℃。Hernon公司的Conebonder395单组份环氧中心胶,固化条件为150℃/1.5min或120℃/2.5min 或100℃/7min,耐热204℃。Loctite公司2006年最新推出的预活化单组份环氧胶,通过UV 照射使其预活化,在一定的时间内粘接装配后可很快定位,可通过控制UV照射的时间来调节可调节cao作,UV照射的时间范围为5-12s,可cao作时间为40-250s。60℃加热几分钟或室温6h即可完全固化。预活化单组份环氧胶克服了UV胶不能用于不透光材料的缺点,不但可以用于中心部位,还可以用为磁路等其它部位。(6)其它胶种
Hernon公司的HernonVoiceCoilBonder360单组份酚醛丁腈胶用于Kapton骨架/线圈、Kapton 音圈/Kapton振膜的粘接,固化条件为20min/82.3℃+204℃/45min+65℃/12h,耐热可高达315℃。Lord公司的Lord?7542双组份聚氨酯胶,体积比1:1,通过静态混合器混合施胶,cao作时间4-5min/24℃,1h/室温或6-8min/60℃或1.5min/93℃初固,延长一倍时间即可固化完全,用于泡沫边、橡胶边、音盆、弹波、防尘帽、压条等部位的粘接。
(7)康达新产品
磁路胶:WD1089和WD1190丙烯酸酯磁路胶在保持原有磁路胶固化速度快、粘接强度高优点的基础上,明显降低了气味和酸性。
WD1053耐高温丙烯酸酯中心胶:与在国内使用比较多的国外某品牌中心胶的耐温性能基本一致。
WDPP盆氯丁型中心胶:与在国内使用比较普遍的众多国外品牌中心胶相比,对PP材料的剥离强度有明显的提高。
耐高温改性双马来酰亚胺中心胶:120℃烘干45min后粘接,200℃/2h+230℃/2h固化,具有好的耐热老化性能,适用温度范围-70/270℃,主要用于高音振膜和音圈的粘接。对不同材料也有良好的粘接强度和耐温性能。磁路胶底涂剂(镀铬专用):对镀铬T铁和夹板有非常好的粘接效果,抗跌落性能非常好,破坏性试验均为磁钢破坏。(http://https://www.doczj.com/doc/305454911.html,)
三、“十一?五”扬声器胶粘剂的发展趋势
1.开发适用于扬声器新材料粘接的胶粘剂
要开阔思路,引进更多种类胶粘剂在扬声器装配中的应用,以满足日益增多的扬声器新材料的粘接要求。
2.提高胶粘剂的耐温性能
向改性丙烯酸酯、常温固化环氧、中温固化改性双马来酰亚胺等反应型胶种方向努力,提高
耐温性能,以满足大功率扬声器的要求。
3.简便施胶工艺,稳定装配质量
开发UV胶、高性能、低气味的α-氰基丙烯酸酯胶等单组份胶粘剂和底涂型丙烯酸酯胶、厌氧胶,简便施胶工艺,稳定装配质量,提高生产效率。
4.逐步提高胶粘剂的环保水平
首先淘汰含有毒溶剂的胶粘剂,再淘汰溶剂型胶粘剂,开发无溶剂或水基胶粘剂;然后开发UV、VL、预活化环氧胶等环保、节能型胶粘剂;最终开发热熔胶等既环保、节能又易于扬声器分解回收的胶粘剂。
5.开发能改善扬声器声学性能的胶粘剂
目前扬声器胶粘剂的开发主要考虑粘接方面的问题,基本没有考虑胶粘剂对扬声器声学性能的影响,主要是胶粘剂开发人员没有掌握足够的扬声器声学知识,今后要努力培养既懂胶粘剂又懂声学的跨学科专家,开发能改善扬声器声学性能的胶粘剂。
(http://https://www.doczj.com/doc/305454911.html,)
扬声器系统检验要求(doc 10页)
造厂名及额定阻抗、功率、极性等内容; h) 标志应清晰(国内销售的必须是中文或中英 文,中英文的必须中文在前,中文字必须比英文字大); i)接线端应标“+”“-”极性或以红黑色区分正负 极性; 6.2.2.2 不合格判据表: 序号 检 验项目 缺陷内容 缺陷分类 C r M a M i 1 箱 体、部 件表 面外观 起泡、麻点、起皱、发亮、发白、异色点块(面积≤10 cm 2)等; ⊙ 起泡、麻点、起皱、发亮、发白、异色点块(面积>10 mm 2)等; ⊙ 残胶、残蜡、污迹(面积≤10 cm 2)等; ⊙ 残胶、残蜡、污迹(面积>10 mm 2)等; ⊙ 划伤、 撞伤、碰伤、破损、裂口(面积≤10 cm 2)等; ⊙ 划伤、撞伤、碰伤、破损、裂口(面积>10 mm 2)等; ⊙ 喷错漆、漏喷漆等; ⊙ 贴错皮、漏贴皮、贴反皮等; ⊙ 颜色超出限度; ⊙ 颜色不正确; ⊙ 金属件氧化; ⊙ 漆层脱落、流油、积油、龟裂、露底、起桔皮、不均匀(面积≤10 cm 2)等; ⊙ 漆层脱落、流油、积油、龟裂、露底、起桔皮、不均匀(面积>10 cm 2)等; ⊙ 缝隙≤0.3mm 可接受; 缝隙>0.3mm ≤1.2 mm ⊙ 缝隙>1.2mm ⊙ 2 网框外观 网布破损、脱胶、变形、起皱等; ⊙ 网框、子扣断裂; ⊙ 网布纹路错误; ⊙ 网布正反面错、型号错; ⊙ 网布颜色偏差超出限度; ⊙ 3 标识、贴纸 贴纸贴错位置、贴倒; ⊙ 贴纸贴偏、贴歪;丝印印偏、印歪; ⊙ 漏贴贴纸; ⊙ 贴错; ⊙ 贴纸翘角、赃污; ⊙ 贴纸破损; ⊙ 极性标识错误,无极性标识; ⊙ 内容模糊不清; ⊙ 4 铭用错; ⊙
浅谈微型扬声器粘接用胶技术发展趋势 作者 : 邵建义 博士 Thomas Naudet 德国DELO 公司上海代表处 一 微型扬声器的市场现状 微型扬声器顾名思义,是传统扬声器的缩微版。由于尺寸限制,致使其在设计上不可能太复杂,所以在声学性能上也有一定的局限性。微型扬声器在日常生活中几乎随处可见,比如耳机,手机,PDA,MP3 ,个人电脑,私人轿车,儿童玩具等。随着信息产业和电子行业的迅猛发展,尤其是消费者对电子产品及通讯设备的轻量化,小型化,方便和高性能,多功能的不断追求,使得微型扬声器无论从产量和质量上都有了十足的发展。据统计全球2005年微型扬声器的产量是58亿,预计到2010年将达到71亿只,这很大程度上取决于手机市场的带动,这一行业的特点: 预计2009年手机产量将达到20亿部; 由于不断革新和时尚要求,手机的平均寿命是18个月; 用户对手机的性能和质量的要求也颇高。 中国作为世界的加工中心,近年来在电声器件行业产量直线上升,在上个世纪末,中国已经超过日本成为世界第一的电声器件生产国和世界第一的电声器件出口国,但产品的档次以中低档为主,企业还没有真正建立起自己的研发中心,CAD、CAT和CAM等先进技术在研制和生产扬声器时还没有真正使用,大多数企业还停留在手工线制造阶段, 产品的一致性和可靠性有待于进一步提高。 图1:手机用微型扬声器
基于以上原因,中国未来微型扬声器的产品结构调整目标是:发展采用新原理、新技术、新工艺或新材料制造出符合环保要求的"绿色"产品。提高利用外资水平,用高新技术改造传统产业,使企业由劳动密集型向技术密集型、知识密集型发展。 总体来说,随着手机及其他消费品行业的进一步发展和人们对生活品质的不断追求,行业对微型扬声器的品质要求也越来越高,绿色环保,高保真化、片式化、微型化、薄型化、低功耗、高功率、多功能、组件化成为电声器件新的发展趋势。甚至出现了超薄型硅扬声器和压电式扬声器等新型产品。至此,这一市场已经开始从拼价格到向高端应用转移。 二 微型扬声器用胶现状 典型的微型扬声器的示意图如图2所示。一般包括音膜,音圈,盆架,磁极,磁芯,磁缸等。所有这些小零件都是用胶粘接而组装起来的。一个小小的微型扬声器有时用胶近达8处之多。正因为如此,业内人士都有一个不成文的说法,那就是做微型扬声器其实是在做胶。这足以证明胶在微型扬声器中的作用。 图2: 典型的微型扬声器示意图 大体上来说,微型扬声器的粘接可分为两大块,围绕磁芯的粘接和围绕音膜的粘接。围绕磁芯的粘接即磁芯和磁极,磁芯和磁缸的粘接。通常使用的是厌氧胶和热熔胶。围绕音膜的粘接包括音膜和线圈的粘接,布线胶和固线胶,音膜和盆架的粘接等。目前市场上常见的胶包括UV胶, 溶剂胶,快干胶和热熔胶。不同胶的特点如表1所示: 表1 微型扬声器上常用胶的对比
Y 23 Q/××××××有限公司企业标准 Q/××× 0004—2012 扬声器系统 2012–10–10发布2012–11–10实施
前言 本标准依据GB/T 1.1—2009《标准化工作导则第1部分:标准的结构和编写》的要求起草。本标准由××××有限公司提出。 本标准起草单位:××××有限公司。 本标准主要起草人:×××。 本标准首次发布日期:2012年10月10日。
扬声器系统 1 范围 本标准规定了扬声器系统的技术要求、试验方法、检验规则及标志、包装、运输和贮存。 本标准适用于扬声器系统。 2 规范性引用文件 下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。 Q1317614086 T153******** 企业标准编写/产品标准备案/食品标准备案/执行标准备案/医疗器械注册标准/企业产品标准备案3 技术要求 扬声器系统 4 试验方法 扬声器系统 5 检验规则 扬声器系统 6 标志、包装、运输、贮存 6.1 标志 6.1.1 外包装应标有制造厂名称、地址、产品名称、型号、规格、执行标准、毛重、体积等内容。6.1.2 运输标志应符合GB/T 191的规定。 6.1.3 标志应清楚明显,不应因运输条件和自然条件而褪色、变色或脱落。 6.2 包装 6.2.1 产品采用塑料包装袋作内包装,采用瓦楞纸箱作外包装,特殊包装形式可按供货合同规定。
6.2.2 包装应完整无损,保证产品不受自然损坏,应符合防雨、防潮和防震的要求。 6.3 运输 6.3.1 包装好的产品应能承受汽车、火车、轮船和飞机等的运输。 6.3.2 长途运输时,不得露天运输,防止日晒、雨淋,避免长期受压和机械损伤。产品不应和易燃、易爆、易腐蚀的物品同车(或其他运输工具)装运。 6.3.3 产品在运输装卸时应小心轻放,严禁跌落、碰撞、挤压。 6.4 贮存 产品应贮存在通风、干燥、清洁的仓库,仓库内不允许有各种有害气体、易燃易爆物品及有腐蚀性的化学物品,远离热源。 _________________________________
喇叭阻尼胶的基本认识 阻尼胶还叫柔软胶,分油性和水性两种.(以下以XX台湾产胶水型号为例) NO.4350(油性柔软胶) 一、用途: 4350为一种油性合成树脂,适用于扬声器喇叭组件中鼓纸胴体及边缘质料的涂胶,对扬声器振动所产生的不良音频及乱波,反射波加以吸取,使音质达到良好稳定的效果. 二、特性: 1柔软度佳。 2.上胶后胶剂侵入纸层极少,附著于表面. 三、性状: 主成份合成树脂 外观透明粘稠液体 固成分(%) 45±2% 粘度(25℃) 1500±400CPS 比重(25℃) 0.93±0.02 表面干燥时间(25℃) 2-4小时 完全干燥时间(25℃) 24小时 耐温度 80℃ 四、使用方法: 使用毛刷涂布于鼓纸胴体及边缘质料. 五、注意事项: 1.请在通风良好的场所进行操作. 2.切勿在火源附近使用. 3.器具用毕后以甲苯……等溶剂清洗. 4.使用完毕后盖妥密封,放置阴凉干燥处. 5.若浓度过高,可用甲苯稀释. 六、储存条件: 25℃六个月并储存于通风阴凉处. NO. 7500W(水性柔软胶) 一、用途: 7500W为一种水性合成树脂,适用于扬声器喇叭组件中鼓纸胴体及边缘质料的涂胶,对扬声器振动所产生的不良音频及乱波,反射波加以吸取,使音质达到良好稳定的效果。 二、特性: 外观白色乳液 固成分(%) 50±2% 粘度(25℃) 300±50CPS 比重 1.03±0.02 PH值 7.2±0.3 表面干燥时间(25℃) 3-5小时 完全干燥时间(25℃) 24小时
耐温度 130℃ 三、使用方法: 使用毛刷涂布于鼓纸胴体及边缘质料. 四、注意事项: 1.请在通风良好的场所进行操作. 2.器具用毕后以清水清洗即可. 3.使用完毕后盖妥密封,放置阴凉干燥处. 4.若浓度过高,可用纯净水稀释. 五、储存条件: 25℃六个月并储存于通风阴凉处.
文件编号: 喇叭网检验规范 适用于:全机种 修改履历: 审核:确认:编成:
文件编号: 一、目的: 明确产品检验标准,确保产品质量满足公司和客户要求。 二、范围: 适用于本公司所有烤漆抽类喇叭网。 三、相关文件: 参照公司发行的相关产品资料。 四、定义: 4.1缺陷定义: 4.1.1 CR(Critical):致命缺陷,对产品使用、维修或有关人员身造成危害或不安全的缺陷,抵触安全 规格要求的,或妨碍到某些主要的功能的缺陷; 4.1.2.MAJ(Major):主要缺陷,即不构成致命的,但可能造成故障,或对单位产品预定的目的使用 性能会有严重的降低的缺陷; 4.1.3. MIN(Minor):次要缺陷,只对产品的有效使用或使用性能有轻微的影响的,一般为外观或机 构组装之差异。 五、检验所需仪器和设备: 刀片、磁铁、3M胶、Nacl、蒸馏水、容器、电子称、烤箱、1H、2H、3H、6H……等铅笔。 六、检验水准: 按照MIL-STD-105E一般检验Ⅱ级水准及主要AQL水平进行抽验,允收标准: 严重缺陷AQL为:CR=0 ;主要缺陷AQL为:MA=0.65;次要缺陷AQL为:MI=1.5。 七、检验项目: 7.1包装检验: 外包装以能承受搬运振动的纸箱为主,不允许有受潮或破损现象,每个包装袋须有清晰明显的标贴,标贴内容应包括:供应商、品名规格、包装数量、物料编号、生产日期或批号以便于追溯。 7.2外观检验项目定义: 砂点:由于被喷涂面不清洁,使经喷后表面产生细小颗粒状凸点。
文件编号: 砂眼;经喷涂后表面产生细小的凹坑。 杂色:喷涂环境不稳定(如温度或工具不清洁,使喷出的颜色部分有差异)。 聚油:喷漆后由于油漆的流动导致边缘处聚集部分油漆。 哑色:喷涂层颜色不光亮,有发“木”感或呈雾气状。 漏喷:应该喷涂的部分未喷到位。 薄油:喷涂层厚度不足以至隐约显出工件底色。 气泡:喷涂时空气进入漆膜,形成细小气泡。 堵孔:喷涂时由于油漆将喇叭网孔堵住。 弯脚:喇叭网定位脚弯曲,在装配时容易断掉。 金属刮手:喇叭网金属部分凸出或切割不良。 A面指的是产品外观最直观的正面部份,在面罩关闭/使用状态时,目光直视得到的地方。 B面指的是产品的侧面,在通常使用状态下直视不到的地方,但目光易看到的地方。 C面指的是产品的背面和底面,在通常使用状态下,目光难看到的地方。 D面指的是产品的里面,直接看不到的地方。 7.3材质检验: 参考样品以及相关要求,来料材质应与之相符(金属网应用磁铁靠近看是否吸引判定材质是否是钢铁)。 7.4可靠性测试: 7.4.1附着力测试: a:用新的11号手术刀、刀片平面垂直于试件表面,用力均匀、速度平稳,无抖动地在平整的漆膜上,横竖垂直切割四条划痕到底材表面形成9个小方格,每个方格1mm2。用软毛刷沿格阵两对角线方向,轻轻地入复刷5次,然后检查,方格底漆脱落不超过三个方格,面漆脱落不超过六个方格为合格(IQC批量来料不作强行要求检验)。 b: 3M胶带测试:取实验样品5PCS,将3M胶带完全的粘贴在烤漆,用1.5±0.5Kg·f的力在3M胶带 上往返3个来回(约2SEC)。以45度角的方向迅速拉起胶带,烤漆不能脱落。 7.4.2硬度测试:用1H、2H、3H、6H……等铅笔,呈45角度均匀用一定力度在油漆表面划过然后用橡皮擦分别去擦铅笔痕,观看油漆表面没有明显划伤,而又清晰留下H号铅笔痕,该铅笔痕即为油漆硬度不得低于3H(IQC批量来料不作强行要求检验)。 7.4.3盐水测试:取试样本放入含有5%Nacl的蒸镏水中浸48小时,用白布擦去试验样本上的水样本不 允许有变色、脱落、起皱、污点痕迹(IQC批量来料不作强行要求检验)。 7.4.4耐温测试:在66±3℃的高温烘烤48小时后观察无皱纹,不泡、裂纹、剥落及明显失光等即为合格(IQC批量来料不作强行要求检验)。 7.5装配检验:
扬声器检验标准
1、目的: 规范品管部对扬声器来料检验和判定标准,以此作为扬声器进货检验的依据。 2、范围: 本标准适用于IQC、PQC对扬声器的检验。 3、要求: 3.1包装、运输 3.1.1 包装应能满足在一般正常条件下搬运、运输、贮存时不会造成扬声器有碰伤、压伤、变 形或其它方面的损坏。 3.1.2 包装箱表面应标明产品型号、制造厂商或厂商代码、包装数量。 3.2 外观、外形尺寸和装配工艺。 3.2.1 扬声器外观应整洁、无变形、划伤、生锈、纸盆霉斑、等其它缺陷。 3.2.2 扬声器各粘接胶水均匀(帽胶、音盆胶、磁路胶)。 3.2.3 参照封样和扬声器规格书测量盆架、磁钢等尺寸是否符合标准。 3.3 电性能 3.3.1 测量扬声器阻抗是否符合标准。 3.3.2 纯音检测。 3.3.3 扬声器极性检测。 3.4 滑落试验 3.4.1 根据标准对扬声器进行滑落试验,附图1。角度为60°斜面光滑木板上,扬声器距离挡 板600mm高度上自由滑落冲击。 3.4.2试验后重新检查纯音、外观(磁路是否掉落等)。 4、检验条件及方法 4.1 检验条件:
4.1.1 检验人员视力为1.2~1.5(裸视)。 4.1.2 40W目光灯下(距离光源1米处)。 4.1.3 目测距离为30cm。 4.2 检验方法: 4.2.1 包装、外观:目测法、手感法。 4.2.2 结构尺寸:用游标卡尺、钢尺测量,必要时可采用试装检查。 4.2.3 阻抗:万用表,纯音:检听机,极性:极性测试仪。 5、检验规则 在交货方提供的合格产品中,按GB2828-87《逐批检查计数抽样程序抽样表》中一次正常检查抽样方案进行抽样,检查内容、检查水平、AQL值见下表。 在生产过程中,采用全检方式进行检验 6、检查内容及缺陷分类
平板电脑整机成品检验标准 1、范围 为了统一成品出厂质量检验标准,确保成品整机满足规定质量要求,特制定此标准; 本标准规定了MID成品整机出厂检验质量要求、检验项目、检验方法。适用于MID 成品检验。 2、引用标准 Q/SPTA003.1-2009 MID检验标准(企业标准) 3、一般要求 3.1 正常测试条件 温度:15~35℃ 相对湿度:25%~75% 大气压力:86Kpa~106kPa 电源电压:交流220V±22V 电源频率:50/60 Hz 在上述测试条件下,被测平板电脑应满足其性能要求,但在比上述测试条件更宽的范围内,设备仍能工作,但可不满足其所有的性能要求,并允许被测平板电脑在更为极端的条件下储存。 3.2 图形符号 图形符号应符合GB/T 5465.1-5465.2《电气设备用图形符号》中的有关规定。 3.3 互连配接要求 MID与耳机、外接扬声器、音箱、显示器、USB设备、以太网、电缆系统等外部设备配接时,平板电脑与外设应能正常工作。MID与外接直流电源的配接要求由产品标准中规定。 4、整机检验的分类 检验包括:全数检验和抽样检验
5、整机的全数检验 5.1.成品整机全数检验要求:必须在PCBA全数检验及老化完成并合格后才能进行。 5.2.检验方式:全数检验方式采取在线检验方式,在整机生产的各主要环节设置QC,对整 机生产的成品整机进行全数检验。 5.3.检验项目及检验方法 5.3.1.外观和结构检验 按《产品外观和结构检验标准》要求进行,凡有任何一项不符合要求,无论判据为Z、A或B均按照不合格品处理。 5.3.2.功能和性能检验 所有项目按工艺要求从头至尾全部运行一遍,任意一项不能PASS即判为不合格品,并记录好流程卡及质量报表,将整机放致修理位维修。具体检验方法按照《MID整机成品出厂检验标准》进行。 5.4.质量记录及处理 凡在线检验中发现不合格机器,均要在流程卡写明故障并将不合格机器隔离,经修复后重新提交检验。每天做好质量原始记录,并由质量管理部门收集、整理、存档,对重大质量问题要及时将信息反馈给主管领导。 6、整机的抽样检验 抽样检验用于成品整机的交收检验。抽检检验必须在全数检验完成后并且全部合格的提交验收批次产品中进行。 6.1.抽样检验的质量要求和检验方法 6.1.1.包装和附件检验 6.1.1.1.包装箱必须具有如下标志,且标志正确、清晰可辨 6.1.1.1.1.产品型号 6.1.1.1.2.公司Logo 6.1.1.1.3.包装质量:kg;
Sungworld Electronics Co.,Ltd 深圳市星王电子有限公司文件编号SW-xxxx 版本号A0 文件类型三级文件 文件名 称 喇叭检验标准页码第1页/ 共4页 会签记录 部门会签人会签日期部门会签人会签日期总经办制造部 研发部采购部 品质部PMC部 人事行政部财务部 技术服务部产品部 销售部 版本修订历史记录 版本号修订内容修订者修订时间生效时间A0 新修订
2 制定本公司的检验标准和试验方法,确保本公司所有喇叭类材料能满足研发设计、生产装配以及用户的使用要求。 2. 适用范围 本规程适用于本公司所有喇叭类材料的检验。 注:若新产品不断出现或本标准中的项目涉及不到,应根据公司要求在本标准中加入未涉及到的项目或修正 本标准。 3. 缺陷类别定义 A 类严重缺陷(Critical Defect ):产品存在对使用者的人身及财产安全构成威胁的缺陷。 B 类重缺陷(Major Defect ):产品存在下列缺陷,为主要缺陷。 1) 功能缺陷影响正常使用; 2) 性能参数超出规格标准; 3) 导致客户拒绝购买的严重外观缺陷; 4) 包装存在可能危及产品形象的缺陷。 C 类次要缺陷(Minor Defect ):不影响产品使用,最终客户有可能愿意让步接受的缺陷。 4. 检验条件及环境 1) 在自然光或40W-60W (照度达600~800Lux )冷白荧光灯照明条件下检验; 2) 观察距离:30-40mm ; 3) 观察角度:水平方位45°±15°; 4) 检验时按正常要求的距离和角度扫描整个被检测面:10S ±5S ; 5) 检验人员裸视或矫正视力1.0以上,不能有色盲、色弱者。 5. 抽样标准 抽样检验依GB2828-2003标准,取一般检验水平Ⅱ。 AQL :A 类缺陷为0 B 类缺陷为0.4 C 类缺陷为1.0 特殊项目(尺寸、可靠性)抽样方案为:S-1或具体规定数量,Ac = 0,Re = 1。 6. 包装要求 6.1.1 包装检验 序号 缺陷名称 描述 1 无标识 内包装袋或外包装箱未贴标签纸或现品票。 2 标识错误 标识的产品名称、编码、数量等与内装产品不符,或标识内容不全。 3 产品混装 不同产品混装在一起。 4 包装材料不符 胶袋外箱、珍珠棉、纸箱、吸塑盘的规格尺寸不合要求,或未按规范包装。 5 包装材料破损 包装材料破损,难以对货物起到保护作用。 7.外观检验 序号 缺陷名称 标准要求 缺陷类别 检验工具 B 类 C 类 1 结构 结构、形状、颜色是否与样品或规格书上要求的一致 ● 目视 2 引线 引线颜色、结构与样品规格一致 ● 3 防尘网 防尘网无破损那,脏污,灰尘等不良 ● 4 破损 本体、线材是否有破损,卷边等外观不良 ● 5 生锈 裸露金属不允许有生锈现象 ● 6 脏污 本体表面不能有脏污、毛丝等不良 ●
喇叭组件
文件编号:HBS—PZ ---WI—008 更改记录
目录 1.0............................................................................................................................................................................. 目的 2.0............................................................................................................................................................................. 范围 3.0............................................................................................................................................................................. 抽样计划 4.0............................................................................................................................................................................. 定义 4.1 ...................................................................................................................................................................... 检验条件 4.2 ...................................................................................................................................................................... 抽样标准 5.0 .......................................................................................................................................................................... 术语和定义 5.1 ...................................................................................................................................................................... 缺陷等级 5.2 ........................................................................................................................................................ 喇叭不良缺陷定义 6.0............................................................................................................................................................................. 检验内容 6.1..................................................................................................................................................... 外观不良判定标准 6.2............................................................................................................................................................. 尺寸判定标准 7.0....................................................................................................................................................... 可靠性试验及判定标准 8.0................................................................................................................................................................... 周期性测试要求 9.0 .......................................................................................................................................................................... 包装要求 10.0 ...................................................................................................................................................................... 出货附带报告
修改状态0 文件页数共3页第1页拟制审核批准生效日期2006年5月31日 1、目的 本规范规定扬声器系统设计开发的技术要求、试验方法、检验规则、包装、运输和贮存等。 2、适用范围 本规范适用于THOMSON A V研发部设计开发的扬声器系统。 3、职责 A V研发部负责扬声器系统的设计和开发。 4、工作程序 4.1、引用标准 下列标准所包含的条文,通过在本规范中引有而构成本规范的条文: SJ/T11218-2000《家庭影院用组合扬声器系统通用规范》(下文简称《通用规范》) GB/T9396-1996《扬声器主要性能测试方法》 GB/7313-1987《高保真扬声器系统最低性能要求及测量方法》 4.2、定义 本规范采用《通用规范》中第3章的定义和GB/T9396-1996中的规定。 4.3、技术要求 4.3.1、命名 命名由产品规范规定,在产品规范及说明书中必须明示系统的组成。 4.3.2、外观与机械质量 外观与机械质量的要求应符合《通用规范》中4.2章的规定。 扬声器系统铭牌上应标明商标、型号、制造厂名及额定阻抗、额定噪声功率、 额定频率范围、额定特性灵敏度级等内容。有源扬声器系统标志还应符合 GB8898-1997中第5章规定。 4.3.3、纯音检听 在20Hz~20KHz频率范围内馈以正弦信号进行纯音检听,不应出现垃圾声、 碰圈声、机械声及其它严重民常声。 纯音检听的电功率按《通用规范》中4.3章的规定。 有源扬声器系统以额定特性源电动势对应的电压加到音频输入端,音量和可 调带装置位于最大位置时进行纯音检听。 4.3.4、电声参数 按《通用规范》中4.4章的规定执行。 4.3.5、额定阻抗 阻抗模值不应小于额定阻抗的80%。 4.3.6、阻抗曲线 在额定频率范围内,阻抗模值的最低值不应小于额定阻抗的80%。 4.3.7、额定噪声功率 额定噪声功率值的优选系列: 10W、15W、20W、30W、40W、50W、80W、100W、200W、300W、400W 按GB/T9396-1996中20.4章进行试验,试验后应无热损伤和机械损伤并符合纯 音检听要求。
我国电声器件产业高速发展,技术水平和产品质量迅速提高,形成了从部件加工到成品设计和生产的完整的产业链,已成为世界第一的电声器件生产国和出口国,全球电声器件的生产中心。为了满足市场对电声器件越来越高的要求,电声行业在不断创新,新技术、新材料的应用日益增多。与此同时,也对胶粘剂在电声器件中的应用提出了新的挑战,本文概述了扬声器胶粘剂所面临的新挑战、新进展和发展趋势。(http://https://www.doczj.com/doc/305454911.html,) 一、扬声器胶粘剂面临的新挑战 1.扬声器的大功率化 超低音扬声器和汽车扬声器的发展趋向于大功率、大口径,例如JBL公司的W15GTI超低音扬声器额定功率2000W,瞬时功率5000W,MAGNAT公司的Omega530扬声器口径为20″,更大的扬声器口径在30″以上。对胶粘剂的挑战:Psychotenology,Inc.在2006ALMA 冬季会议上发表的《测量音圈温度的实时系统》论文表明,扬声器在某种工作条件下音圈温度可高达350℃以上。这足以表明越来越大功率、口径的扬声器对胶粘剂尤其是中心胶粘剂的耐温要求也越来越高。(http://https://www.doczj.com/doc/305454911.html,) 2.扬声器的微型化 随着手机、笔记本电脑、MP3、MP4、PDA等向小型化和微型化发展,要求这些产品使用的扬声器要微型化、高保真。例如日本村田制作所最新研制的压电扬声器外形尺寸只有31×16×1mm3。 对胶粘剂的挑战:除了要考虑胶粘剂本身对音质的影响外,还要考虑施胶工艺的一致性对音质的影响,即胶粘剂要便于涂胶量的控制和保证混合或固化效果的一致性。 3.扬声器新材料的多样花 随着材料科学技术的快速发展,近年来开发出了大量的新材料扬声器配件,既提高了扬声器的性能又增加了美观效果。几乎所有的配件都有新材料的应用: T铁、夹板:镀铬、电泳漆 磁钢:钕铁硼、铝镍钴 盆架:PP、镀金、精铜和铝质盆架 振膜:PP、HOROFINE、纯丝、纯碳、聚酯、金属钛、铝、钻石振膜、Kevlar? 弹波:NOMEX、PEEK 音圈:Kapton、金属 对胶粘剂的挑战:对各种新材料的粘接。(http://https://www.doczj.com/doc/305454911.html,) 4.国际市场的环保要求 2003年欧盟发布了RoHS-2002/95/EC指令《电子和电气设备限制有害物质法规》,2006年7月1日强制实施,具体要求为: Pb1000ppm Cd100ppm Hg1000ppm Cr+61000ppm PBB1000ppm PBDE1000ppm
1、声压频率特性:一个性能优越的扬声器系统,它的重放频带范围,理想情况下应该在人耳能听到的16-20kHz频率范围。结合较大声压级的超低音重放、尽量减少失真的要求,一般都把重放频率范围设定为30-20kHz,而且希望系统在各个听音点的响应特性尽量均匀。通俗地讲就是,在整个听音环境里,每个地方听到的声音大小都是一样的。 2、指向性和指向频率特性:在扬声器系统正面轴向水平30度和60度方向上测得的频率特性叫做该系统的指向频率特性,指向性指的是扬声器系统输出的声压级随声音辐射方向变化的特性。它受分频点频率、音箱结构形式、扬声器配置方法和分频网络元件值等因素的影响。所用的扬声器种类不同时,低音、中音和高音辐射到空间的指向性、声平衡性等特性都不相同。 3、最大输出声压级:扬声器系统的输出声压级与扬声器一样,是指在输入1W噪声电压信号的条件下,将标准测量传声器放在扬声器正面1m处测得的声压级的算术平均值。使用扬声器系统时,在某个距离上系统的声压量是否满足要求,都是用最大输出声压级这个参数来衡量的。 4、阻抗特性:扬声器系统的电气阻抗特性由所用扬声器单元的种类、性能以及分频网络元件等许多因素决定。针对不同的频率点,阻抗会不相同,一般用阻抗频率特性曲线来表示系统的阻抗特性。扬声器系统结构形式不同,阻抗特性也有明显变化。 5、谐波失真特性:扬声器系统的谐波失真特性与单个扬声器单元的谐波失真特性不同,它是由各个低音、高音等单元的失真特性综合而成的,而且还和音箱箱体、分频元件等有直接关系。这就要求在设计、使用扬声器系统时,应该根据实际情况,在重放频带内尽量使失真减小到最低值。否则,扬声器系统的失真特性会不理想。 6、耐输入能力:加到扬声器系统上的输入信号是通过分频器将低音、高音分开后,分别供给各个扬声器单元的,所以加在每个单元上的输入信号的大小是不同的。从系统整体性能考虑,主要是要限制集中于高频段的连续信号,防止高音扬声器单元过载损坏;低音、中音扬声器单元应该考虑能输入功率比较大的信号。
制作喇叭用什么胶水好呢? 一、电声行业用胶 1、中小功率扬声器中心三点用胶 BP-T35 (快干型) 用途:特殊耐高温型中心胶,100W以内喇叭使用。 BP-7505 用途:一般中心胶,60W以内使用。 BP-FR119 (防火快干型) 用途:防火级耐高温中心三点胶,200W以内使用 2、大功率扬声器中心三点用胶 BP-535AB 用途:快干型大功率耐温型中心AB胶,针对PA喇叭,中小口径大功率扬声器,汽车低音喇叭中心用胶,大功率喇叭弹波用胶。 优点:耐温250℃以上,胶体干后质轻具有韧性,对弹波有良好的渗透性,是目前国内外市场所需产品。BP-898AB 高黏度,抗垂流型大功率喇叭中心三点用胶。 用途:耐温200℃以上,作业方便,不流胶,平坦性好。 101AB 超大功率喇叭中心三点用胶 用途:耐温180℃以上,适用各种高要求喇叭中心三点接着。 BP-838AB 中大功率喇叭中心三点胶 用途:用于200W以下喇叭中心接着。 优点:不流胶,作业时间长。 BP-833AB 中小功率喇叭中心三点胶 用途:用于150W以下喇叭中心接着。 优点:作业时间长、黏度适中。 3、阻尼用胶 BP-836S 水性高弹性阻尼胶(布边、发泡边专用) 用途:PA喇叭专业阻尼用胶,干后质轻,增加低频稳定性。
BP-4223 / BP-4366 油性柔软胶。 用途:中低音喇叭专用阻尼,可降FO 4、泡边、布边与盆架贴合胶 BP-B51 水性全透明接着剂 用途:布边,泡棉边与盆架的贴合,或纸盆、PP类胴体与PU边、布边、橡胶边、泡棉边的贴合。 BP-5900 高浓度水性边胶,颜色:黑、白 用途:橡边,PU边,布边,泡棉与盆架的接着,或纸、PP类胴体与PU边,布边,橡胶边,泡棉边的贴合及平面电脑扬声器中心胶。 BP-735IL 用途:橡边,PU边,布边,泡棉边与盆架的接着,或纸盆、PP类音盆,布边,橡胶边,泡棉边的贴合。 5、布边及泡棉边与盆架贴合胶 BP-735IL 水性。黑、白色 用途:橡胶边、布边、泡棉边与盆架的贴合。 BP-5520 全透明水性胶 用途:布边、泡边与盆架贴合 6、PP橡胶处理剂 BP-6303 耐温,高渗透型PP,塑料、橡胶处理专用剂。 BP-003 标准型PP,橡胶处理剂。 7、防尘盖用胶 BP-6480 用于PP,纸类防尘盖与音盆的贴合及补强。 BP-393 全透明。用于PP盆,纸类防尘盖的接着及补强。 8、八字胶 BP-6728 专业八字胶 用途:PP盆,布盆、纸盆专用八字胶及防尘盖贴合后补强用。 优点:不垂流、自平性强、无气泡,对PP的附着力强。 9、音盆(鼓纸)贴合及补强用胶
扬声器主要性能测试方法 1. 范围 本标准所计论的扬声器主要性能测试方法是基于DASS32测试软件 本标准适用于扬声器单元本身、扬声器箱体及其他无件组成的扬声器系统 2. 目的 本标准的目的是对本公司的扬声器作出统一的测试方法 本标准中给出的测试方法被认为是与该特性有效的检验方法 3. 测量条件 3.1 测试的大气条件 若无特殊规定,测试的标准大气条件按GB/T 9396—1996进行: 环境温度:15oC∽35oC 相对湿度:25%∽75% 气压:86kPa∽106 kPa 3.2 测量装置 DASS32系统(信号发生器)、把信号馈给扬声器的放大器及接收信号用的传声器(即已知校正值的麦克风) 3.3 测试环境 测试室、测试箱 3.4扬声器的安装 3.4.1 扬声器安装在规定的测试箱体中. 3.4.2 测量扬声器系统时,通常不用任何附加的障板,如需要特殊的安装方式,则在测量的报告中 说明 3.5 扬声器和传声器的位置 3.5.1 以被测扬声器为中心半径1m范围内无障碍物;以测试话筒为中心半径1m范围内无障碍物 3.5.2 扬声器平面与测试箱体障板在同一个平面上.扬声器防尘罩中心点与话筒声轴线(话筒中 心点)的连线垂直与障板平面 3.5.3 低音扬声器到传声器的距离为1m,高音扬声器到传声器的距离为0.5m.无其它规定扬声器 及扬声器系统(或音箱)均要满足远场条件测量 3.6 测量信号 3.6.1 系统测试信号:PN8192 3.6.2 在额定频率范围内馈给扬声器的信号电压保持恒定.在无其它规定的情况下,系统调试阻 抗为8?.如对其它组成相、不同阻值的扬声器在同种条件下测试(或作对比测试)时,应对系统调试阻抗作相应的更改. 3.7 预负荷处理 由于扬声器振膜运动后,可能引起性能参数永久性变化,故在技术参数测量前,扬声器选择经 受额定噪声电压的模拟节目信号至少1h的预负荷处理.预处理后扬声器至少恢复1h才能 进行技术参数的测量 4.测量方法 4.1 DASS32系统的操作说明(阻抗曲线、频响曲线测量方法对扬声器单元及扬声系统均有效。 TS参数方法为扬声器单元适用) 4.1.1 阻抗曲线测试 1. 打开菜单“Measurements”中的“Impedance Curve”或按Crtrl+I键出现如下画面: 2. 按上图中的电路连接将S2开关从Ⅲ档调至Ⅳ档按F1开始,如下图: 3. F1OK→将S1开关从Ⅰ档调至Ⅱ档按F1开始,出现如下画面: 4. F1OK→F2重新测试.按Ctr1+F1可快速重测,测试完毕出现如下画面; 功能键说明如下: F1重测;F2相位;F3曲线平化; F5输出; F6最小阻抗与最大阻抗; F7计算
扬声器测试规范 1.目的 规范内销产品的可靠性测试,在特定的可接受的环境下不断的催化产品的寿命和疲劳度,评估产品的质量可靠性,从而进一步保证公司产品质量的可靠性和稳定性。 2.适用范围 适用于所有本公司自主研发、联合研发、品牌合作或其他按照客户要求、协助客户进行的手机可靠性测试。 3.职责 品质部负责按照本程序进行产品的可靠性测试、并制定测试报告;试验过程中的不合格项由品管部、技术部、研究院和项目管理部负责分析并提出改善措施。 4. 测试项目 4.1 扬声器响度测试 4.1.1 测试在20±5℃室温环境下进行,测试前进行扬声器功能检查,要求样机在噪音小 于55dB环境下进行,以免影响测试结果。 4.1.2 测试时将噪音计平放在水平夹具台上,手机处于播放音乐状态,将铃声音量调至最 大,噪音计与手机扬声器在同一直线上,相距20CM,且与手机喇叭所在的平面成90度角,噪音计咪头中心点要对准扬声器窗口中心点。播放默认铃声观察噪音计上的读数,记下30秒中的平均值,即为该手机铃声分贝值,所测试声音分贝要求大于79dB. 4.2 扬声器阻抗测试 4.2.1 用万能表测试扬声器正负极两端阻抗。读取数据,要求阻抗为8欧姆(+/-15%). 4.3 单体扬声器受话器寿命(正玄波)测试 4.3.1 测试在20±5℃室温环境下进行,测试设置操作如下
白噪测试 4.3.1.1根据扬声器规格书上各项参数设置仪器对应各项参数(采用额定功率参数,需要时根据需求可以采用最大功率参数) 4.3.1.2用仪器输出端子夹住扬声器两端引线或触片上(多个同规格扬声器或受话器可采用并联的方式与输出端子连接,并联个数不超过5个),连续工作96h 4.3.1.3每24h检查一次扬声器的音质变化,96h后装机检查手机铃音功能 4.4 整机扬声器寿命测试 4.4.1 测试在20±5℃室温环境下进行,测试设置操作如下 4.4.1.1打开手机MP3功能,在最大音量下连续播放音乐96h;手机采用外部电源供电或采用电池供电充电器充电,电源供电电压4.2V 4.4.1.2每24h检查一次扬声器的音质变化,96h后检查手机铃音功能 4.4.1.3所播放音乐选用指定受控音乐(暂定小背篓歌曲),如有变更需求,音乐经过研究所、技术部、品管部讨论后确认。
一、扬声器胶粘剂面临的新挑战 1.扬声器的大功率化 超低音扬声器和汽车扬声器的发展趋向于大功率、大口径,例如JBL公司的W15GTI超低音扬声器额定功率2000W,瞬时功率5000W,MAGNAT公司的Omega 530扬声器口径为20″,更大的扬声器口径在30 ″以上。对胶粘剂的挑战:Psychotenology,Inc.在2006 ALMA冬季会议上发表的《测量音圈温度的实时系统》论文表明,扬声器在某种工作条件下音圈温度可高达350℃以上。这足以表明越来越大功率、口径的扬声器对胶粘剂尤其是中心胶粘剂的耐温要求也越来越高。 2. 扬声器的微型化 随着手机、笔记本电脑、MP3、MP4、PDA等向小型化和微型化发展,要求这些产品使用的扬声器要微型化、高保真。例如日本村田制作所最新研制的压电扬声器外形尺寸只有31×16×1mm3。 对胶粘剂的挑战:除了要考虑胶粘剂本身对音质的影响外,还要考虑施胶工艺的一致性对音质的影响,即胶粘剂要便于涂胶量的控制和保证混合或固化效果的一致性。 3. 扬声器新材料的多样花 随着材料科学技术的快速发展,近年来开发出了大量的新材料扬声器配件,既提高了扬声器的性能又增 加了美观效果。几乎所有的配件都有新材料的应用: T铁、夹板:镀铬、电泳漆 磁钢:钕铁硼、铝镍钴 盆架:PP、镀金、精铜和铝质盆架 振膜:PP、HOROFINE、纯丝、纯碳、聚酯、金属钛、铝、钻石振膜、Kevlar? 弹波:NOMEX、PEEK 音圈:Kapton、金属 对胶粘剂的挑战:对各种新材料的粘接。 4. 国际市场的环保要求 2003年欧盟发布了RoHS-2002/95/EC指令《电子和电气设备限制有害物质法规》,2006年7月1日 强制实施,具体要求为: Pb 1000ppm Cd 100ppm Hg 1000ppm Cr+6 1000ppm PBB 1000ppm PBDE 1000ppm 2003年欧盟发布了WEEE-2002/96/EC指令《废弃电子设备指令》,已于2005年8月13日强制实施。指令对废弃电子设备的回收提出了要求。扬声器属消费类设备,回收率要达到70%,再利用率要达到 50%。 2006年2月28日我国七部委联合颁布了《电子信息产品污染控制管理办法》,将于2007年3月1日 开始实施。