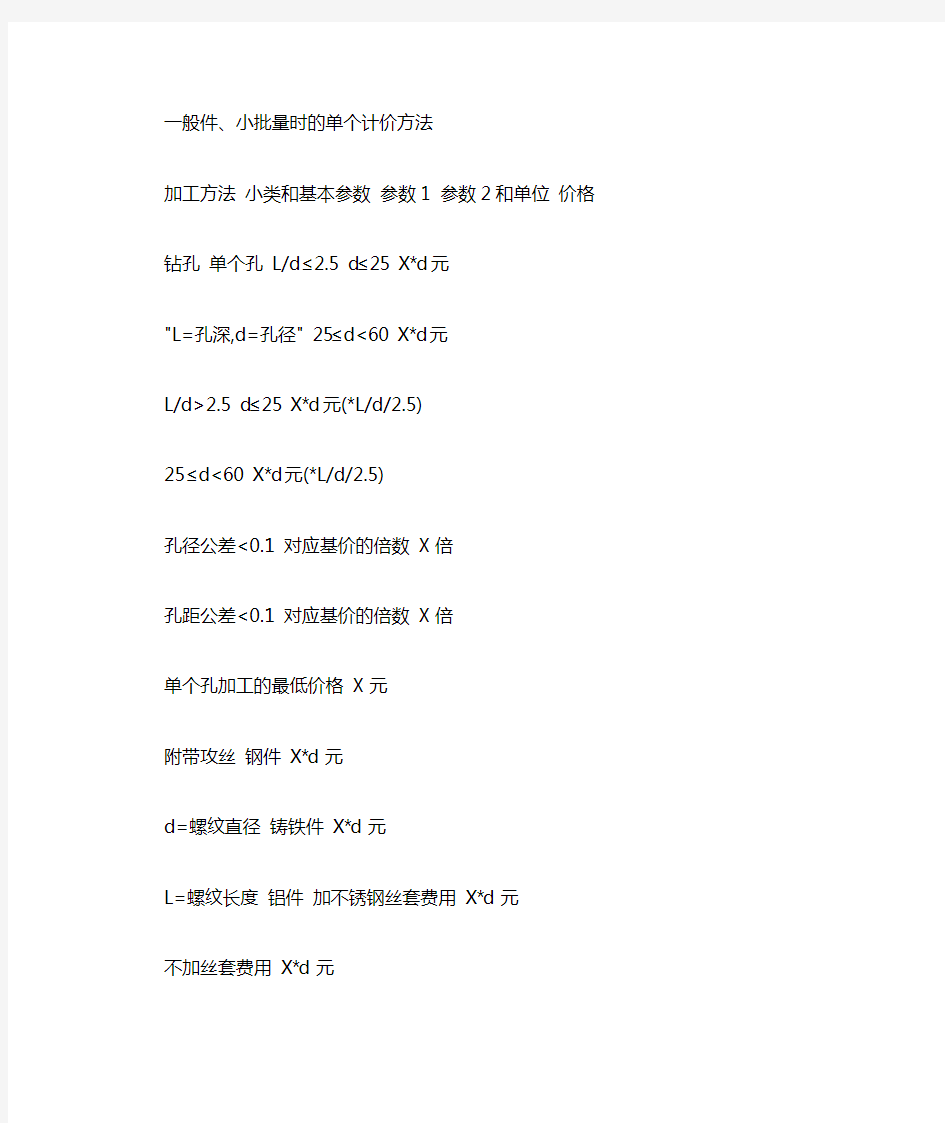
一般件、小批量时的单个计价方法
加工方法小类和基本参数参数1 参数2和单位价格
钻孔单个孔L/d≤2.5 d≤25 X*d元
"L=孔深,d=孔径" 25≤d<60 X*d元
L/d>2.5 d≤25 X*d元(*L/d/2.5)
25≤d<60 X*d元(*L/d/2.5)
孔径公差<0.1 对应基价的倍数X倍
孔距公差<0.1 对应基价的倍数X倍
单个孔加工的最低价格X元
附带攻丝钢件X*d元
d=螺纹直径铸铁件X*d元
L=螺纹长度铝件加不锈钢丝套费用X*d元
不加丝套费用X*d元
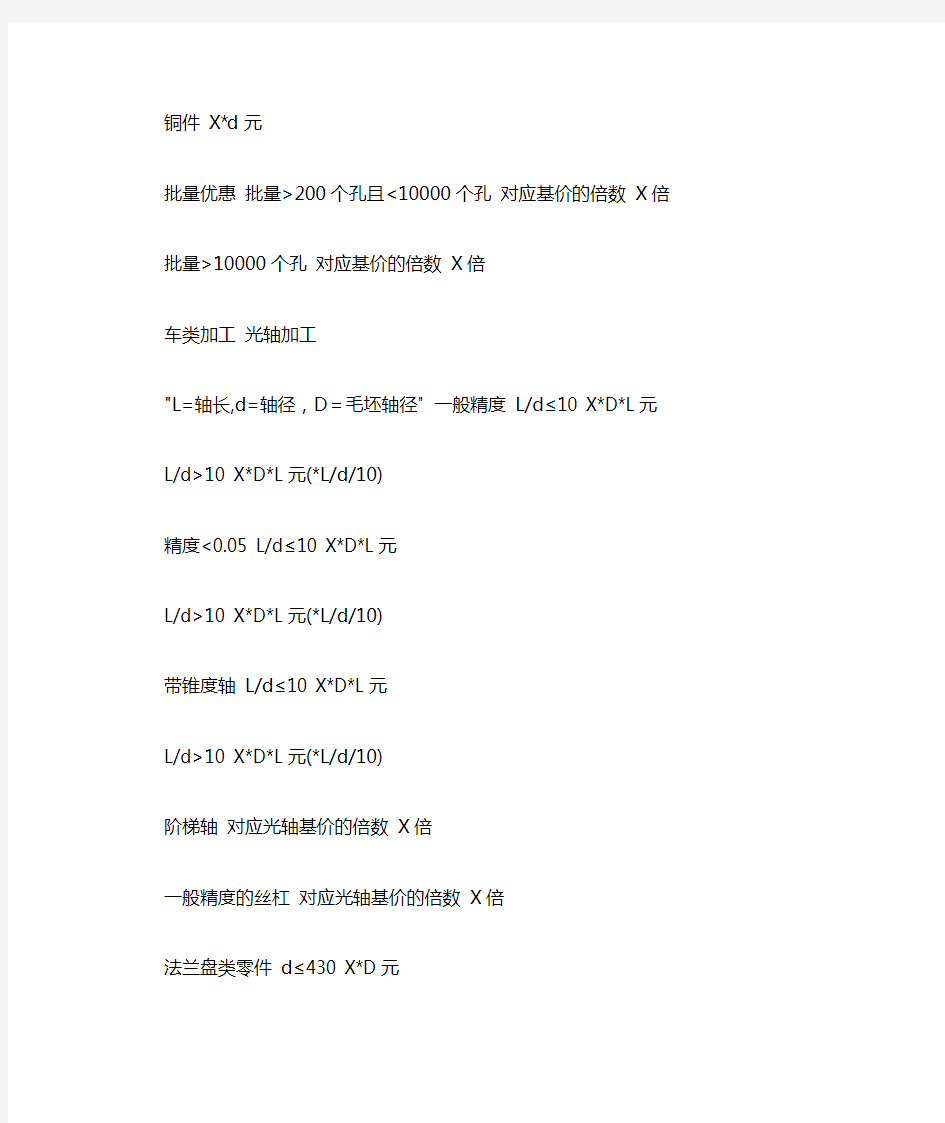
铜件X*d元
批量优惠批量>200个孔且<10000个孔对应基价的倍数X倍批量>10000个孔对应基价的倍数X倍
车类加工光轴加工
"L=轴长,d=轴径,D=毛坯轴径" 一般精度L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)
精度<0.05 L/d≤10 X*D*L元
L/d>10 X*D*L元(*L/d/10)
带锥度轴L/d≤10 X*D*L元
L/d>10 X*D*L元(*L/d/10)
阶梯轴对应光轴基价的倍数X倍
一般精度的丝杠对应光轴基价的倍数X倍
法兰盘类零件d≤430 X*D元
d=法兰外径,D=毛坯直径d>430 X*D元
圆螺母零件X*D元
d=圆螺母外径,D=毛坯直径
六角螺母零件X*D元
d=六角螺母外径,D=毛坯直径
轴套类零件(直径小于100径长比小于2)"d<100,d/L≤2" X*D元d=轴套外径,L=轴套长度
"d<100,d/L>2" X*D元(*d/L/2)
修补轴承座(台)类零件"t<2,d<40,B<25" X元
"t=磨损量,d=轴承外径,B=轴承座宽度"
"t<2,d>40或B>25" X元(*d/40*B/25)
需要上中心架的对应上述基价的倍数X倍
铣床加工一般键槽
L=键槽长度,B=键槽宽度位置度公差7级以下的L/B≤10 X*B元L/B>10 X*B元(*L/B/10)
最低价X元
位置度公差7级和以上的对应上述基价的倍数X倍
硬度>HRC40的材料加工对应上述基价的倍数X倍
一般花键L/d≤5 X*d元
L=键槽长度,d=轴径L/d>5 X*d元(*L/d/5)
最低价X元
一般齿轮类
Z=齿数,m=模数一般圆柱直齿轮X*Z*m元
斜齿轮,伞齿轮,变位齿轮对应上述基价的倍数X倍
铣一般平面每mm2 X元
铣沉孔每个X*d元
d=孔径最低价X元
刨床加工平面每mm2 X元
t=刨削深度
磨削加工一般精度内、外圆t=磨削深度每mm2 X元
一般精度平面t=磨削深度每mm2 X元
一般精度成形磨t=磨削深度每mm2 X元
高精度、小粗糙度对应上述基价的倍数X倍
线切割一般零件S=切断面积每mm2 X元
慢走丝每mm2 X元
要穿丝每个穿丝孔X元
电火花一般零件S=切断面积每mm2 X元
每处最低价X元
电焊L=焊接长度焊条成本(各种焊条不同:碳钢、不锈钢、铸铁、有色金属等用)每条X元
焊缝长度每mm价格(与材料和焊缝种类有关)X*L元
气割一般板件S=切割面积每mm2 X元
等离子切割一般碳钢每mm2 X元
不锈钢每mm2 X元
剪板机一般板件S=剪切面积一般碳钢t≤8 每mm2 X元
一般碳钢8 t=板厚铝板t≤12 每mm2 X元 铜板t<12 每mm2 X元 特别加急件与加班件特别加急件定义为:第一时间安排为某特定客户维修或制造紧急零件。加班件:超过正常工作时间而必须连续制造的零件。对应上述各种基价的倍数X倍 批量加工以机时计算和某些必须按时间计算的费用 普通车床每小时X元 钻床每小时X元 数控车床每小时X元 卧式加工中心每小时X元 立式加工中心每小时X元 数控冲床每小时X元 平面磨床每小时X元 钳工每小时X元 一般机械装配维修工每小时X元 高精密机械装配维修需定义如:高真空系统、钟表维护每小时X 元 一般电气装配维修每小时X元 高新技术含量电气装配维修需定义如:每小时X元 表面处理 表面发黑一般工件S=发黑面积每mm2 X元 小工件最低价每个X元 表面镀锌一般工件S=镀锌面积电镀D.Zn12 每mm2 X元 小工件最低价每个X元 热浸镀每mm2 X元 表面镀铬一般工件S=镀铬面积镀硬铬0.04 每mm2 X元 小工件最低价每个X元 镀硬铬0.01 每mm2 X元 小工件最低价每个X元 表面喷涂一般工件S=喷涂面积每mm2 X元 加喷塑每mm2 X元 表面阳极氧化处理一般铝合金工件S=表面积每mm2 X元 小工件最低价每件X元 热处理(目前要用的) 热处理钢的淬火、回火每公斤X元 G=工件重量,S=处理面积,下同小工件最低价每件X元 某些合金钢的油淬每公斤X元 小工件最低价每件X元 表面淬火每mm2 X元 小工件最低价每件X元 表面渗碳每mm2 X元 小工件最低价每件X元 氮化钢的表面渗氮每mm2 X元 小工件最低价每件X元 注:以上是加工件的报价示范,加工商可以对其中的某些项目报价,填写X处,也可以按本厂的实际情况修改其中的参数和单位,再行报价! 3、机械加工时间定额的计算 (1)、中批以上 td=(tj+tf)×(1+K%)+tzz/N (2)、单件小批 td=tj×(1+K%)+tbx+tzz式中,td——单件加工时间定额(min) tj——机动时间(min) tbx——布置场地与休息和生理需要时间(min) tzz——准嵛与终结时间(min) K——tbx和tzz占tj的百分比 N——生产纲领——相同一批零件数 辅助时间的确定 1、确定原则 (1)、辅助时问的长短和工件与机床规格大小、复杂程度成正比。 (2)、单件小批生产类型的其他时问,包括tf、tbx、tzz时间占tj的百分比(K%)及装卸时间。tzz时间按N=10考虑,直接计入单件时间定额中。 2、确定 (1)、卧车: ①工步辅助时间:5~15(min) ②一般装卸时问:0.5~15(min) ③tbx时间tj的16%(min) ④tzz时间为50~90(min) (2)、立车: ①工步辅助时间为15~50(min) ②装卸时间为10~50(min) ③tbx时间为tj的14~16% ④tzz时间为70~120(min) (3)、镗床: ①工步辅助时间为5~15(min) ②装卸时间为20~240(min) ③tbx时间为tj的15~17%(min) ④tzz时间为90~120min) (4)、钻床: ①工步辅助时间为3~5(min) ②装卸时间为15~30(min) ③tbx时间为tj的11~13%(min) ④tzz时间为30~60(min) (5)、铣床: ①工步辅助时间为5~15(min) ②装卸时间为1~12(min) ③tbx时间为tj的13~15%(min) ④tzz时间为30~120(min) (6)、刨、插: ①工步辅助时间为6~10(min) ②装卸时间为1~120(min) ③tbx时间为tj的13~14%(min) ④tzz时间为30~120(min) (7)、磨床: ①工步辅助时问为2~8(min) ②装卸时间为0.3~8(min) ③tbx时间为tj的12~13%(min) ④tzz时间为15~120(min) (8)、齿轮机床: ①工步辅助时间为2~5(min) ②装卸时间为2~8(min) ③tbx时间为tj的11~12%(min) ④tzz时间为50~120(min) (9)、拉床: ①工步辅助时间为1~2(min) ②装卸时间为0.5~1(min) ③tbx时间为tj的12%(min) ④tzz时间为25(min) 切削用量的计算与选择原则 1、计算: (1)、切削速度Vc ①车、铣、钻、镗、磨、铰: Vc=d×π×n/1000(m/min) Vc=(d×π×n)/(1000×60)(m/s) 式中,d——工件或刀具(砂轮)直径(mm) n——工件或刀具(砂轮)每分钟转数(r/min) ②刨、插 Vc=L×(1+V刨程/V空程)×n/1000 =(5/3)×L×n/1000=0.0017×L×n(n/min) 或用下公式: VC=n×L×(1+m)/1000(n/min) 式中,L——刨程行程^长度(mm) n——每分钟往复次数(次/min) m——一般取0.7(因为返程必须速度快) (2)、每分钟转数或每分钟往返次数n ①n=Vc×1000/(π×d)=(Vc×3)×1000/d(r/min) ②n=Vc×1000×3/(5×L)=Vc/(0.0017×L)(双程数/min) 式中:d——工件或刀具直径(mm) L——行程长度(mm) (3)、进给速度Vf Vf=af×Z×n(mm/min) 式中:af——每齿进给量(mm/z) Z——刀具齿数 n——每分钟转数(r/min) (4)、进给量f ①f=vf/n(mm/r) ②af=f/Z(mm/z) (5)、切削深度ap ①ap=(dw-dm)/2 ②钻削ap=dw/2 式中:dw——待加工直径(mm) dm——已加工面直径(mm)
相关主题
文本预览